Спосіб зварювання тертям і машина для його реалізації
Номер патенту: 46460
Опубліковано: 15.11.2004
Формула / Реферат
1. Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям нагріву, одній із заготовок надають обертального переміщеннянавколо спільної осі, а після закінчення заданого часу нагрівання виконують відключення приводу обертання, примусове гальмування і проковку шляхом підвищення осьового зусилля до значення зусилля проковки, який відрізняється тим, що після відключення приводу обертання визначають момент тертя в зоні контакту, примусове гальмування і проковку починають при досягненні максимального значення моменту тертя і проковку виконують одночасно з гальмуванням.
2. Спосіб за п. 1, який відрізняється тим, що визначення моменту тертя після відключення приводу обертання здійснюють шляхом вимірювання динаміки зміни частоти обертання w в часі - dw/dt, а примусове гальмування і проковку починають при досягненні максимального значення dw/dt, яке відповідає досягненню максимального значення моменту тертя.
3. Спосіб за п. 1, який відрізняється тим, що попередньо перед зварюванням для заготовок заданого розміру і поєднання матеріалів експериментально визначають значення швидкості обертання, яке відповідає досягненню максимального моменту тертя після відключення приводу обертання, виконують зварювання, під час якого вимірюють частоту обертання, а примусове гальмування і проковку починають при досягненні значення частоти обертання, яке відповідає максимальному значенню моменту тертя.
4. Машина для зварювання тертям, до складу якої входять станина, на якій розміщені затискач нерухомої заготовки і затискач рухомої заготовки, з'єднаний через муфту зчеплення з приводом обертання, гальмівний пристрій і блок керування циклом зварювання, яка відрізняється тим, що вона додатково обладнана блоком керування гальмуванням і проковкою, до складу якого входять послідовно з'єднані асинхронний тахогенератор, розміщений на валу приводу обертання, датчик екстремуму, комутаційне реле, при цьому вхід блока керування гальмуванням і проковкою з'єднаний з виходом блока керування циклом зварювання, а виходи - з приводом осьового зусилля і гальмівним пристроєм.
Текст
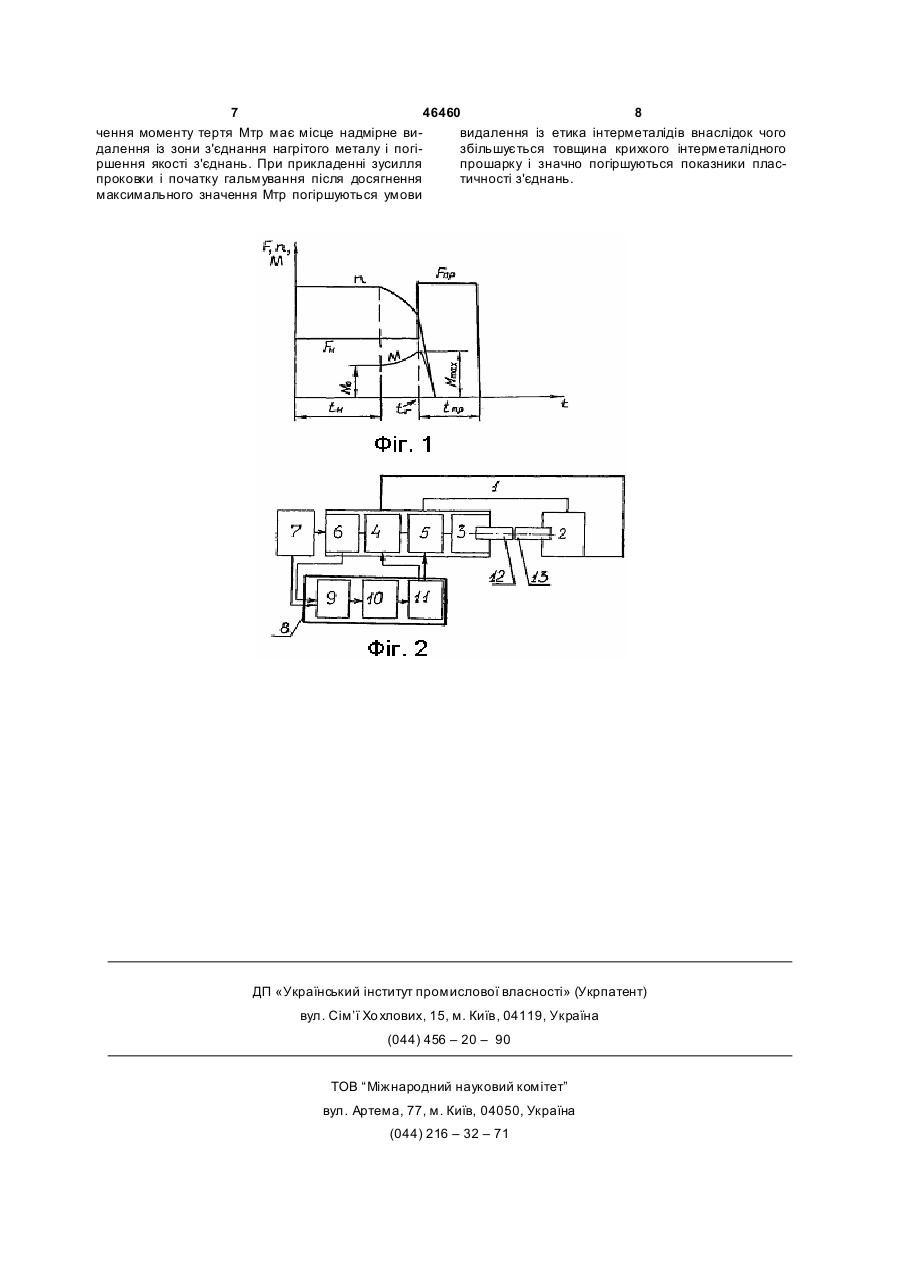
1. Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям нагріву, одній із заготовок надають обертального переміщення навколо спільної осі, а після закінчення заданого часу нагрівання виконують відключення приводу обертання, примусове гальмування і проковку шляхом підвищення осьового зусилля до значення зусилля проковки, який відрізняється тим, що після відключення приводу обертання визначають момент тертя в зоні контакту, примусове гальмування і проковку починають при досягненні максимального значення моменту тертя і проковку виконують одночасно з гальмуванням. 2. Спосіб за п. 1, який відрізняється тим, що визначення моменту тертя після відключення приводу обертання здійснюють шляхом вимірювання динаміки зміни частоти обертання w в часі - dw/dt, а примусове гальмування і проковку починають при досягненні максимального значення dw/dt, яке відповідає досягненню максимального значення A 2 46460 1 3 46460 4 інерції, і обладнані набором змінних маховиків. встановлення функціональних зв'язків між цим Реалізувати даний спосіб зварювання на звичайблоком, блоком керування циклом зварювання та них машинах можна при зварюванні заготовок погальмівним пристроєм, що дозволить більш точно рівняно вузького діапазону діаметрів, коли сумаррегулювати кількість енергії, що вводиться в зону ний момент інерції обертових частин машини є зварювання і оптимізувати термо-деформаційні оптимальним. процеси формування зварних з'єднань для будьНайбільш близьким по технічній сутності до якого поєднання матеріалів. способу, що пропонується, є конвенційний спосіб В способі зварювання тертям, що пропонуєтьзварювання тертям (Вилль В. Й. Сварка металлов ся, заготовки стискають осьовим зусиллям нагріву, трением. – Л.: Машиностроение, 1970. – 175 с.) одній із заготовок надають обертальне переміпри якому процес нагрівання деталей, стиснутих щення навколо спільної осі, а після закінчення запевним зусиллям нагріву, здійснюється при поданого часу нагрівання виконують відключення стійній швидкості обертання і регламентується приводу обертання, примусове гальмування і провеличиною осадки (укорочення) деталей або чаковку шляхом підвищення осьового зусилля до сом нагрівання. При досягненні в процесі нагрізначення зусилля проковки. Поставлене завдання вання заздалегідь встановленої величини парамевирішується тим, що після відключення приводу тру, що регламентується, проводять відключення обертання визначають момент тертя в зоні контакприводу обертання, примусове гальмування оберту, примусове гальмування і проковку починають тання і підвищують осьове зусилля до заданого при досягненні максимального значення моменту зусилля проковки. Даний спосіб обраний у якості тертя і проковку виконують одночасно з гальмупрототипа. ванням. Найбільш близькою по технічній сутності до В способі, що пропонується, визначення момашини, що пропонується, є конвенційна машина менту часу, який відповідає досягненню максимадля зварювання тертям (Лебедев В. К., Черненко льного значення моменту тертя після відключення И. А., Вилль В. И. и др. Сварка трением. Справочприводу обертання. здійснюють шляхом вимірюник. - Л.: Машиностроение, 1987. - С. 80 - 98). До вання динаміки, зміни частоти обертання w в часі складу машини входять станина, на якій розміщені – dw / dt, а примусове гальмування і проковку позатискач нерухомої заготовки, затискач рухомої чинають при досягненні максимального значення заготовки з гальмівним, пристроєм з'єднані через dw / dt. муфту зчеплення з приводом обертання, і блок В способі, що пропонується, примусове галькерування циклом зварювання. мування і проковку починають при досягненні знаОсновним недоліком способу є те, що він не чення заданої частоти обертання, яка відповідає регламентує і не регулює динаміки гальмування, а максимальному значенню моменту тертя, і визнапроковка, виконується на нерухомі заготовки. Як чається попередньо перед зварюванням експерипоказує багаторічний досвід, динаміка гальмуванментально для заготовок заданого розміру і поєдня відіграє істотну роль у формуванні з'єднань. В нання матеріалів. одних випадках, наприклад при зварюванні різноДо складу машини для зварювання тертям, що рідних матеріалів і заготовок нерівних діаметрів, пропонується, входять станина, на якій розміщені висока якість з'єднань забезпечується при порівзатискач нерухомої заготовки і затискач рухомої няно великому часі гальмування, в інших випадзаготовки, з'єднаний через муфту зчеплення з ках, наприклад при зварюванні заготовок рівного приводом обертання, гальмівний пристрій і блок діаметру більшості металів і сплавів в одноріднокерування циклом зварювання. Поставлене заму поєднанні, необхідно зменшува ти час гальмувдання вирішується тим, що машина додатково вання. При цьому від моменту прикладення зусилобладнана блоком керування гальмуванням і проля проковки в значній мірі залежить якість зварних ковкою, до складу якого входять послідовно з'єдз'єднань. нані асинхронний тахогенератор, розміщений на Недоліком відомої машини є неможливість кевалу приводу обертання, екстремальний регулярування динамікою гальмування і прикладення тор, комутаційне реле, при цьому вхід блоку керузусилля проковки, що звужує її технологічні можвання гальмуванням і проковкою з'єднаний з вихоливості і не дозволяє у деяких випадках, напридом блоку керування циклом зварюванням а клад при зварюванні різнорідних металів та сплавиходи - з приводом осьового зусилля і гальміввів, одержати зварні з'єднання з оптимальним ним пристроєм. поєднанням механічних властивостей. На фіг.1 зображені криві зміни в часі основних Завданням способу, що пропонується, є вдоспараметрів зварювання, які характеризують законалення відомого способу за рахунок введення і пропонований спосіб, де n- швидкість обертання; регламентування нового параметру управління FH, Fпр - осьове зусилля, відповідно, нагріву і проциклом зварювання, а саме моменту тертя зоні ковки; tH, tпр – час, відповідно, нагріву і проковки4 tГ контакту, а також встановлення взаємозв'язку між - момент початку примусового гальмування; Мтр цим параметром і моментом початку проковки і момент тертя у зоні контакту. примусового гальмування, що дозволить підвищиНа фіг.2 зображено схему запропонованої ти якість з'єднань при зварюванні тертям заготомашини для зварювання тертям. вок різноманітних матеріалів і форми з'єднання. Суть способу, що пропонується, полягає в сліЗавданням машини, що пропонується, є роздуючому. На початковій стадії процесу зварюванширення технологічних можливостей за рахунок ня заготовкам, що стиснуті осьовим зусиллям навведення до складу машини нового блоку, а саме грівання - FH надають відносне обертальне блоку керування гальмуванням і проковкою, і переміщення на протязі заданого часу tH або до 5 46460 6 моменту досягнення заданої величини укорочення w у часі dw / dt і пропорційний моменту тертя, (Лезаготовок. При цьому, досягається заданий розібедев В. К., Литвин Л. В., Дышленко А. Т., Черненгрів торців заготовок, що зварюються. Після цього ко И. А. Определение момента трения при инервиконують відключення приводу обертання і одноционной сварке по величине углового ускорения // часно визначають момент тертя Мтр, який харакАвтомат сварка. 1986. № 8. - С. 31 - 33). Цей сигтеризує термодеформаційні процеси в зоні контакнал подається на вхід екстремального регулятора ту. Оскільки зміна значення Мтр при зменшенні 10, який при досягненні максимального значення швидкості обертання має екстремальний характер dw / dt, що відповідає максимуму моменту тертя, (Вилль В. И. Тепловыделение в стадии торможеподає сигнал на комутаційне реле 11. Реле 11 ния при сварке трением. -Автоматическая сварка комутує гальмівний пристрій 5 і привід осьового № 8, 1982. - С. 33 - 35), то при зменшенні частоти зусилля 4 - одночасно відбувається примусове обертання n момент тертя Мтр в зоні контакту гальмування обертання і прикладення зусилля спочатку збільшується, досягаючи максимального проковки. При цьому формування з'єднання завезначення при певному значенні n, a потім починає ршується при одночасній дії осьової та тангенціазменшуватись. Оскільки для одержання якісних льної складових деформації, що дозволяє оптиміз'єднань необхідно обмежувати час стадії, на якій зувати термодеформаційні процеси формування Мтр має низькі значення, то при досягненні макз'єднання. симального значення Мmах, одночасно виконують Приклад. Зварювання тертям заготовок діамепримусове швидке гальмування обертання і протром 30мм із алюмінію АД1 і сталі 12Х18Н10Т на ковку. При цьому досягається оптимізація термомашині МСТ-35 (прототип), і на лабораторній мадеформаційних процесів формування з'єднання шині, обладнаній блоком керування гальмуванням для будь-яких діаметру і поєднання матеріалів, що у складі тахогенератора ТГ-5А, перетворювача зварюються. 525ПС3, екстремального регулятора 1А01-1, комуВизначення моменту часу, який відповідає дотаційного реле РЕС-22. сягненню максимального значення моменту тертя Режим зварювання: Швидкість обертання n = після відключення приводу обертання, пропону1000 об/хв; з усилля нагрівання FH = 3000кг; час ється здійснювати шляхом вимірювання динаміки нагрівання tн = 3с; зусилля проковки Fпp = 6000кг. зміни частоти обертання w в часі – dw / dt, а приЗварні з'єднання, одержані при зазначених памусове гальмування і проковку починати при досяраметрах на машині-прототипі, мають низькі покагненні максимального значення dw / dt. зники пластичності внаслідок неповного видаленВизначення моменту часу, який відповідає доня із етика прошарку металлу з низькими сягненню максимального значення моменту тертя механічними властивостями, який містить крихкі після відключення приводу обертання, пропонуінтерметалідні фази, що утворюються внаслідок ється також здійснювати попередньо перед звахімічної взаємодії сталі і алюмінію. рюванням експериментальне для заготовок задаЗ'єднання, одержані при зварюванні на зазнаного розміру і поєднання матеріалів шляхом чених параметрах, на машині і способом, що провизначення значення частоти обертання, яка відпонуються, мають високі показники механічних повідає максимальному значенню моменту тертя, властивостей. При цьому визначення моменту що дозволяє спростити реалізацію способу при тертя виконувалось шляхом вимірювання частоти зварюванні великих партій заготовок. обертання асинхронним тахогенератором ТГ-5А Машина для зварювання тертям включає стапри збудженні його постійним струмом. В генеранину - 1, на якій закріплені затискач 2 нерухомої торній обмотці тахогенератора наводиться сигнал заготовки, затискач 3 рухомої заготовки, привід dw / dt, пропорційний Мтр і при досягненні максиосьового зусилля 4, гальмівний пристрій 5, привід мального значення dw / dt, яке відповідає Мmах, обертання 6, блок керування циклом зварювання виконувалось примусове гальмування і проковка. 7. Виходи приводу 6 і блоку 7 з'єднано з входом Визначення частоти обертання, якій відповідає блоку керування гальмуванням і проковкою 8, до досягненню максимального значення моменту складу якого входять послідовно з'єднані асинхтертя після відключення приводу обертання, здійронний тахогенератор 9, розміщений на валу приснювалось експериментальне попередньо перед воду обертання 6, екстремальний регулятор 10, зварюванням. Це значення виявилось рівним 320 комутаційне реле 11, при цьому вхід блоку керуоб/хвилину. Виконувалось зварювання партії заговання гальмуванням і проковкою 8 з'єднаний з товок, під час якого вимірювали частоту обертанприводом 6 і виходом блоку 7, а виходи - з привоня, а примусове гальмування і проковку починали дом осьового зусилля 4 і гальмівним пристроєм 5. при досягненні визначеного значення частоти обеМашина працює таким чином. В затискачі 2, 3 ртання 320 об/хв. Зварні з'єднання мали високі встановлюються заготовки 12, 13, до них приклапоказники механічних властивостей. дається зусилля нагріву і включається привід обеЯк експериментальне встановлено вища ртання 6. Починається цикл зварювання. Після якість зварних з'єднань досягається за рахунок досягнення заданого часу нагріву блок керування проведення проковки одночасно з гальмуванням циклом зварювання 7 одночасно подає команди на на заключній стадії процесу зварювання, при цьовідключення приводу 6, і на блок керування гальму деформація заготовок відбувається при одномуванням 8 на початок визначення моменту тертя. часній дії осьового зусилля та тангенціальної У цей час затискач 3 з заготовкою 13 продовжує складової зусилля. Це дозволяє оптимізувати обертатись під дією сил інерції обертових мас матермодеформаційні процеси формування з'єднаншини. На виході та хогенератора 9 генерується ня. При прикладенні зусилля проковки і початку сигнал, який визначає" зміну швидкості обертання гальмування до досягнення максимального зна 7 46460 8 чення моменту тертя Мтр має місце надмірне вивидалення із етика інтерметалідів внаслідок чого далення із зони з'єднання нагрітого металу і погізбільшується товщина крихкого інтерметалідного ршення якості з'єднань. При прикладенні зусилля прошарку і значно погіршуються показники пласпроковки і початку гальмування після досягнення тичності з'єднань. максимального значення Мтр погіршуються умови ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’ї Хо хлових, 15, м. Київ, 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науковий комітет” вул. Артема, 77, м. Київ, 04050, Україна (044) 216 – 32 – 71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine for friction welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Ziakhor Ihor Vasyliovych
Назва патенту російськоюСпособ сварки трением и машина для его реализации
Автори російськоюКучук-Яценко Сергей Иванович, Зяхор Игорь Васильевич
МПК / Мітки
МПК: B23K 20/12
Мітки: реалізації, спосіб, тертям, машина, зварювання
Код посилання
<a href="https://ua.patents.su/4-46460-sposib-zvaryuvannya-tertyam-i-mashina-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання тертям і машина для його реалізації</a>
Спосіб зварювання тертям
Номер патенту: 64789
Опубліковано: 15.03.2004
Автори: Буріка Вадим Володимирович, Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович
МПК: B23K 20/12
Мітки: спосіб, зварювання, тертям
Формула / Реферат:
Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям, одній із заготовок надають обертального переміщення навколо спільної осі, а після закінчення заданого часу нагрівання або після досягнення заданої величини укорочення заготовок виконують примусове гальмування обертання і підвищення осьового зусилля до зусилля проковки, який відрізняється тим, що попередньо перед зварюванням задають час гальмування обертання t0, а...
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Патон Борис Євгенович, Іщенко Анатолій Якович, Лобанов Леонід Михайлович, Лисак Василь Васильович
МПК: B23K 20/12
Мітки: обертовим, здійснення, спосіб, диском, тертям, пристрій, зварювання
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Янковський Володимир Михайлович, Авер'янов Павло Борисович, Козлов Ігор Костянтинович, Гутников Вадим Борисович, Чубар Ала Георгієвна
МПК: B23K 37/04, B23K 31/00
Мітки: деталей, спосіб, трубчастих, пристрій, зварювання, реалізації
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович
МПК: B23K 20/12
Мітки: м'який, прошарок, труб, спосіб, зварювання
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Тітов Артем Олександрович, Малишев Олександр Віталійович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: дугового, полів, зовнішніх, магнітних, комбінованих, реалізації, неплавким, пристрій, керуючих, спосіб, зварювання, електродом, використанням
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Попередній патент: Пристрій для вимірювання зазорів на різних глибинах абразивного зносу
Наступний патент: Система та спосіб захищеної передачі даних
Випадковий патент: Спосіб спалювання водовугільного палива