Спосіб відновлення зношеної поверхні ротора турбокомпресора
Номер патенту: 79656
Опубліковано: 10.07.2007
Автори: Кононов Сєргєй Міхайловіч, Онищенко Гедалій Давидович, Тулба Пєтр Пєтровіч, Туголуков Олександр Володимирович, Кондратьєв Алєксандр Стєпановіч, Кустановіч Гєннадій Мотальовіч, Налєгач Сергій Олександрович, Кіло Валєрій Анатольєвіч
Формула / Реферат
1. Спосіб відновлення зношеної поверхні ротора турбокомпресора з елементами замкового з'єднання для установки лопаток, що включає операції видалення зношеної поверхні ротора механічною обробкою, виготовлення ремонтної деталі з наступним її напресовуванням на оброблену поверхню ротора, який відрізняється тим, що ремонтну деталь виконують у вигляді втулки з матеріалу з межею тривалої міцності 1,5-2,2 межі тривалої міцності матеріалу ротора, а елементи замкового з'єднання виконують після напресовування ремонтної деталі на оброблену поверхню ротора з наступною її фіксацією, при цьому ремонтну деталь виконують із внутрішнім діаметром не більше 0,999-0,997 діаметра обробленої поверхні ротора.
2. Спосіб відновлення зношеної поверхні ротора турбокомпресора за п. 1, який відрізняється тим, що ремонтну деталь у вигляді втулки виконують складеною.
3. Спосіб відновлення зношеної поверхні ротора турбокомпресора за пп. 1,2, який відрізняється тим, що складові частини жорстко зв'язують між собою, потім напресовують на оброблену поверхню.
4. Спосіб відновлення зношеної поверхні ротора турбокомпресора за пп. 1,2, який відрізняється тим, що складові частини напресовують на оброблену поверхню ротора з залишенням між ними зазору.
Текст
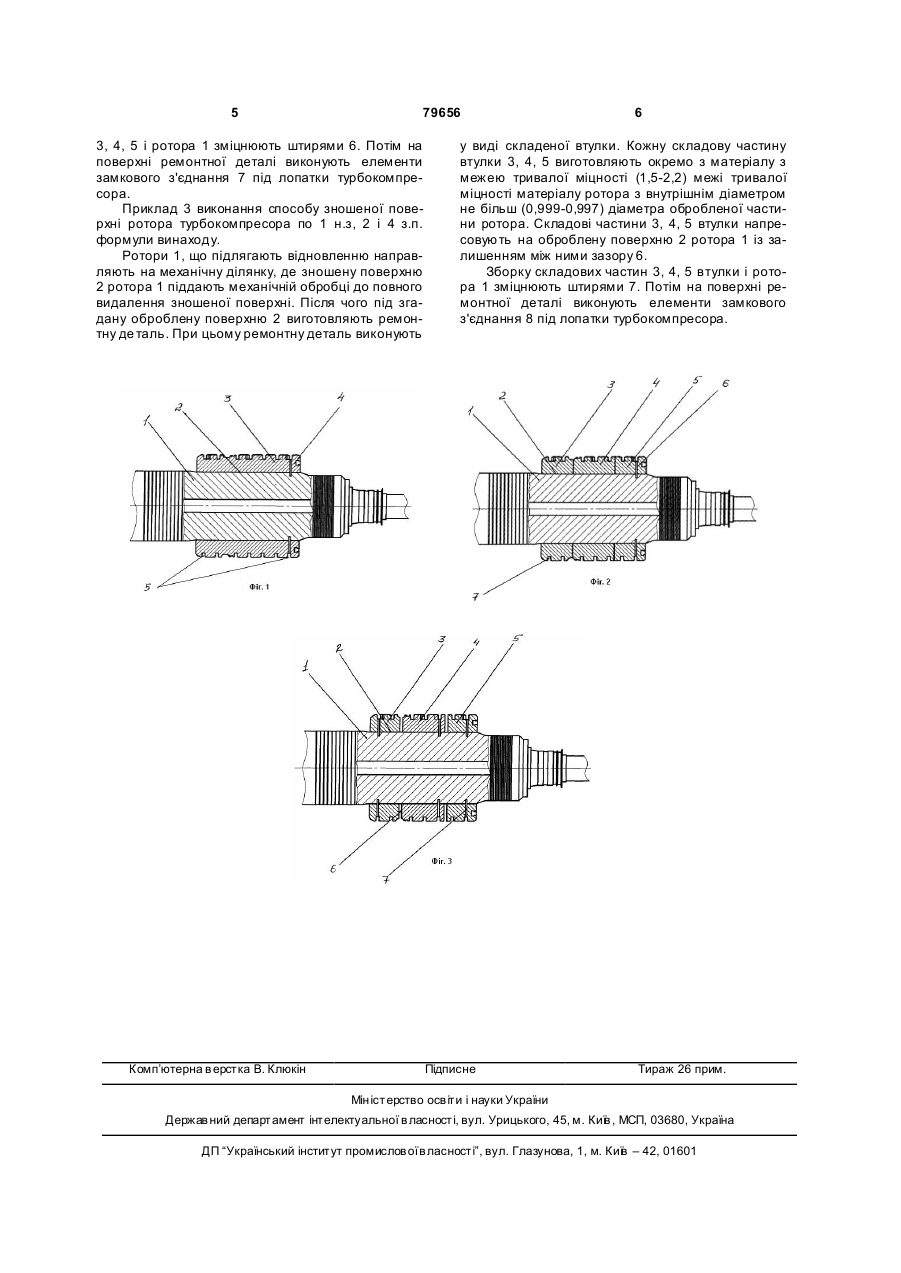
1. Спосіб відновлення зношеної поверхні ротора турбокомпресора з елементами замкового з'єднання для установки лопаток, що включає операції видалення зношеної поверхні ротора механічною обробкою, виготовлення ремонтної деталі з наступним її напресовуванням на оброблену поверхню ротора, який відрізняється тим, що C2 2 (19) 1 3 79656 для виконання напресовування ремонтної деталі на зношену поверхню, деталь попередньо роздають до діаметра, що забезпечує перехідну посадку, а після установки ремонтної деталі на зношену поверхню ротора, зборку нагрівають до температури зворотного мартенситного перетворення. При цьому, ремонтну деталь виготовляють з матеріалу з ефектом пам'яті форми, наприклад з никеліда титану, що значно здорожує спосіб. Крім того, виготовлення втулки з никиліда титану не забезпечує необхідну жароміцність виробу. В основу винаходу поставлена задача, удосконалити спосіб відновлення зношеної поверхні ротора турбокомпресора, шляхом підбора матеріалу ремонтної деталі, забезпечити оптимальний режим для її натягу при напресовуванні на оброблену поверхню ротора, виключити ряд трудомістких і енергоємних операцій, і за рахунок цього, спростити й зробити спосіб відновлення дешевішим. Задача вирішена тим, що в способі відновлення зношеної поверхні ротора турбокомпресора з елементами замкового з'єднання для установки лопаток, що включає операції видалення зношеної поверхні ротора механічною обробкою, виготовлення ремонтної деталі, із наступним її напресовуванням на оброблену поверхню ротора, згідно винаходу, ремонтну деталь виконують у виді втулки з матеріалу з межею тривалої міцності (1,5-2,2) межі тривалої міцності матеріалу ротора, а елементи замкового з'єднання виконують після напресовування ремонтної деталі на оброблену поверхню ротора з наступною її фіксацією, при цьому ремонтну деталь виконують із внутрішнім діаметром не більш (0,999-0,997) діаметра обробленої поверхні ротора. Ремонтну деталь у вигляді втулки виконують складеною. Складові частини попередньо жорстко зв'язують між собою, потім напресовують на оброблену поверхню. Складові частини напресовують на оброблену поверхню ротора із залишенням між ними зазору. Виконання ремонтної деталі у виді втулки з матеріалу з межею тривалої міцності (1,5-2,2) межі тривалої міцності матеріалу ротора, із коефіцієнтом лінійного розширення (0,97-1,03) коефіцієнта лінійного розширення матеріалу ротора і з внутрішнім діаметром не більш (0,999-0,997) діаметра обробленої частини ротора дозволило при напресовуванні ремонтної деталі на оброблену поверхню ротора, створити натяг, що забезпечує надійне сполучення ремонтної деталі з ротором, а також умови для компенсації виникаючих у роторі окружних напряг. Це дозволило виключити нагрівання зборки до температури зворотного мартенситного перетворення і за рахунок цього значно спростити спосіб відновлення ротора турбокомпресора. Граничні параметри межі тривалої міцності ремонтної деталі узяті (1,5-2,2) межі тривалої міцності матеріалу ротора і внутрішнього діаметра втулки не більш (0,999-0,997) діаметра обробленої поверхні ротора встановлені експериментально. При зміні експериментально встановлених граничних параметрів у меншу сторону, надійність спо 4 лучення ремонтної деталі з ротором погіршується, а у велику - приводить до істотного подорожчання процесу відновлення. Виконання елементів замкового з'єднання після напресовування ремонтної деталі на оброблену поверхню ротора забезпечує високу точність і форму. Фіксація напресованої втулки на ротор за допомогою штифтів необхідна для підвищення безпеки, наприклад, при аварійних ситуаціях. Сутність винаходу пояснюється кресленнями, де на: Фіг.1 - представлений відновлений ротора з ремонтною деталлю у виді втулки; Фіг.2 - відновлений ротора з ремонтною деталлю у виді складеної втулки, складові частини якої жорстко зв'язані між собою; Фіг.3 - відновлений ротор з ремонтною деталлю у виді складеної втулки, складові частини якої напресовані на оброблену поверхню ротора з залишенням між ними зазору. Приклад 1 виконання способу відновлення зношеної поверхні ротора турбокомпресора по пункту 1 формули винаходу. Після дефектоскопічного дослідження роторів зі зношеною поверхнею встановлюють середньоарифметичне значення зносу. Для ремонту відбирають ротори відповідні встановленому значенню. Ротори 1, що підлягають відновленню направляють на механічну ділянку, де зношену поверхню 2 ротори 1 піддають механічній обробці до повного видалення зношеноїповерхні. Після чого, під згадану оброблену поверхню 2 ротори 1 виготовляють ремонтну деталь 3. При цьому ремонтну деталь 3 виконують у виді втулки з матеріалу з межею тривалої міцності (1,5-2,2) межі тривалої міцності матеріалу ротора 1 із внутрішнім діаметром не більш (0,999-0,997) діаметра обробленої частини ротора 1. Поверхні втулки, що сполучаються, 3 і ротори 1 обробляють під пресову посадку. Після чого ремонтну деталь 3 напресовують на оброблену поверхню 2 ротора 1. Зборку ремонтної деталі 3 і ротори 1 зміцнюють штифтами 4. Потім на поверхні ремонтної деталі 3 виконують елементи замкового з'єднання 5 під лопатки турбокомпресора. Приклад 2 виконання способу зношеної поверхні ротора турбокомпресора по 1 н.з.п., 2 і 3 з.п. формули винаходу. Ротори 1, що підлягають відновленню направляють на механічну ділянку, де зношену поверхню 2 ротора 1 піддають механічній обробці до повного видалення зношеної поверхні. Після чого під згадану оброблену поверхню 2 виготовляють ремонтну деталь 3 у виді втулки. При цьому втулк у виконують складеною. Кожну складову частину 3, 4, 5 виготовляють окремо з матеріалу з межею тривалої міцності (1,5-2,2) межі тривалої міцності матеріалу ротора 1 і з внутрішнім діаметром не більш (0,999-0,997) діаметра обробленої поверхні 2 ротора 1. Складові частини 3, 4, 5 зварюють між собою, потім напресовують на оброблену поверхню 2 ротора 1. Поверхні складових частин втулки 3, 4, 5, що сполучаються і ротора 1 обробляють під пресову посадку. Зборку складових частин втулки 5 79656 3, 4, 5 і ротора 1 зміцнюють штирями 6. Потім на поверхні ремонтної деталі виконують елементи замкового з'єднання 7 під лопатки турбокомпресора. Приклад 3 виконання способу зношеної поверхні ротора турбокомпресора по 1 н.з, 2 і 4 з.п. формули винаходу. Ротори 1, що підлягають відновленню направляють на механічну ділянку, де зношену поверхню 2 ротора 1 піддають механічній обробці до повного видалення зношеної поверхні. Після чого під згадану оброблену поверхню 2 виготовляють ремонтну де таль. При цьому ремонтну деталь виконують Комп’ютерна в ерстка В. Клюкін 6 у виді складеної втулки. Кожну складову частину втулки 3, 4, 5 виготовляють окремо з матеріалу з межею тривалої міцності (1,5-2,2) межі тривалої міцності матеріалу ротора з внутрішнім діаметром не більш (0,999-0,997) діаметра обробленої частини ротора. Складові частини 3, 4, 5 втулки напресовують на оброблену поверхню 2 ротора 1 із залишенням між ними зазору 6. Зборку складових частин 3, 4, 5 втулки і ротора 1 зміцнюють штирями 7. Потім на поверхні ремонтної деталі виконують елементи замкового з'єднання 8 під лопатки турбокомпресора. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of worn surface of rotor of turbine compressor
Автори англійськоюKondratiev Oleksandr Stepanovych, Kononov Sierhiei Mikhailovich, Naliehach Serhii Oleksandrovych, Onyschenko Hedalii Davydovych, Tuholukov Oleksandr Volodymyrovych
Назва патенту російськоюСпособ восстановления изношенной поверхности ротора турбокомпрессора
Автори російськоюКондратьев Александр Степанович, Кононов Сергей Михайлович, Налегач Сергей Александрович, Онищенко Гедалий Давыдович, Онищенко Гедалий Давидович, Туголуков Александр Владимирович
МПК / Мітки
МПК: B23P 6/00
Мітки: спосіб, поверхні, відновлення, турбокомпресора, зношеної, ротора
Код посилання
<a href="https://ua.patents.su/3-79656-sposib-vidnovlennya-znosheno-poverkhni-rotora-turbokompresora.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношеної поверхні ротора турбокомпресора</a>
Спосіб відновлення зношеної пневматичної шини
Номер патенту: 60607
Опубліковано: 15.10.2003
Автори: Лиходід Юрій Анатолійович, Носач Микола Олексійович, Хоменя Олександр Андрійович
МПК: B60C 23/00
Мітки: пневматичної, зношеної, відновлення, спосіб, шини
Формула / Реферат:
Спосіб відновлення зношеної пневматичної шини, що включає усунення зіпсованої частини протектора обертовими дисковими фрезами із змінними секторними пилами і наступну обробку поверхні круглими дротяними щітками, який відрізняється тим, що на підготовлену поверхню протектора наносять шар клею гарячого твердіння і укладають радіально в стик мірні смуги погумованого металокорду з виходом їх на боковини, потім наносять шар клею гарячого твердіння...
Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Маховський Юрій Олексійович, Рибак Валерій Якович, Півень Володимир Олександрович, Ратманов Едуард Владіміровіч, Сизранцев Владімір Ніколаєвіч, Пащенко Володимир Олександрович, Розенберг Олег Олександрович, Сіліч Алєксандр Анатольєвіч, Бавикин Олександр Єгорович
МПК: B23F 9/00, B23F 5/00, B23P 6/00
Мітки: працездатності, зношеної, передачі, приводу, зубчастої, спосіб, відновлення
Формула / Реферат:
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Номер патенту: 46678
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: рейкового, профілю, відновлення, кочення, транспорту, спосіб, поверхні, колеса
Формула / Реферат:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Гринько Павло Васильович, Хітров Ігор Олександрович, Молодик Микола Володимирович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: спосіб, спрацьованих, деталей, внутрішніх, циліндричних, відновлення, поверхонь
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Капелюшний Федір Михайлович, Аулін Віктор Васильєвич, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: переважно, сталевих, спрацьованої, відновлення, спосіб, чавунних, деталей, циліндричної, внутрішньої, поверхні
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Попередній патент: Спосіб одержання сполук імідазолілу
Наступний патент: Система автоматичного регулювання потужності багатоциліндрового дизеля
Випадковий патент: Похідні амідів як активатори глюкокінази