Спосіб термообробки коліс
Номер патенту: 79887
Опубліковано: 25.07.2007
Автори: Снітко Сергій Олександрович, Ціпила Ілля Олександрович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб термообробки коліс, який включає нагрівання колеса під гартування і охолоджування обода колеса, який відрізняється тим, що під час гартування виключають збільшення ширини обода і/або зменшення діаметрів по внутрішніх поверхнях обода із зовнішньої і внутрішньої сторін колеса.
Текст
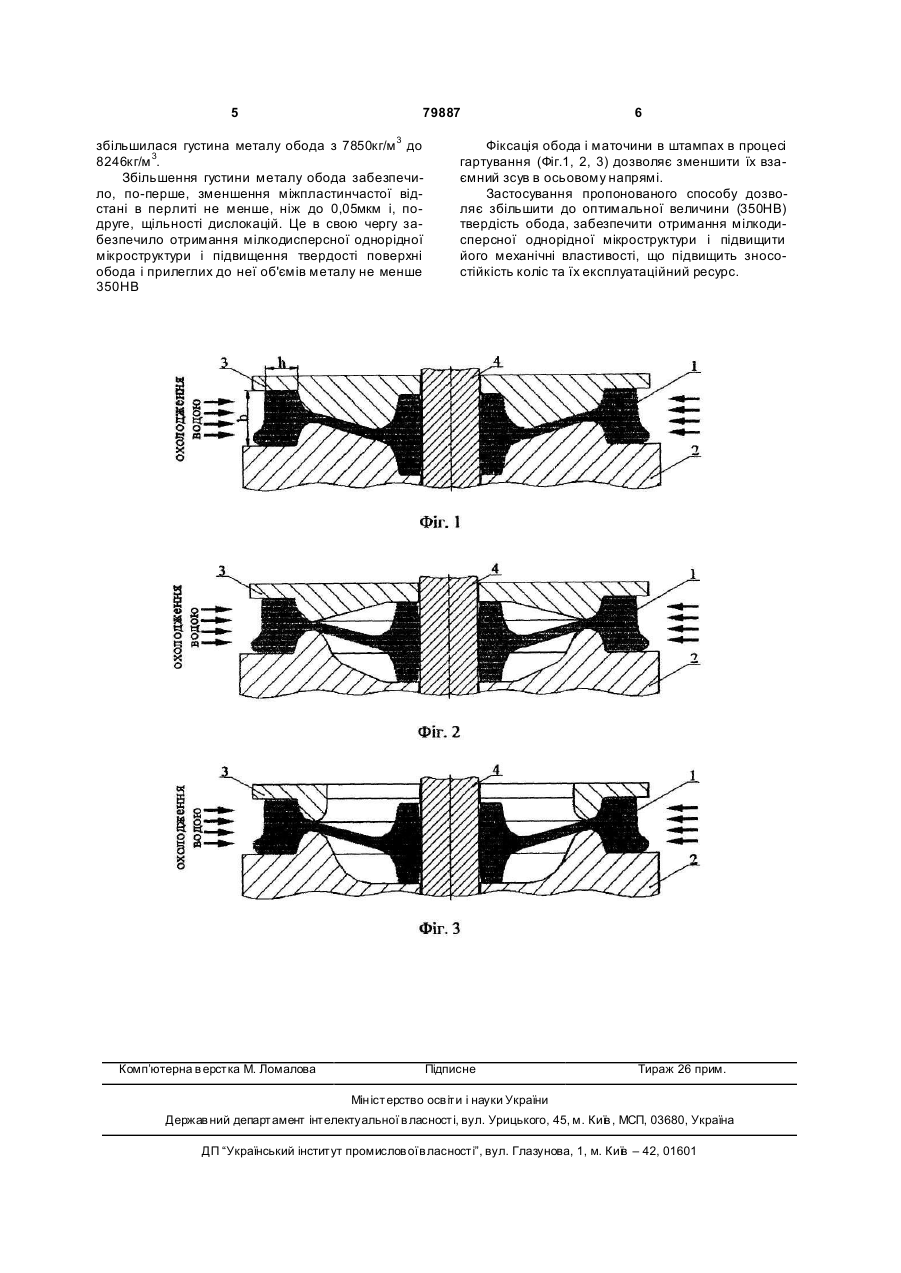
Спосіб термообробки коліс, який включає нагрівання колеса під гартування і охолоджування обода колеса, який відрізняється тим, що під час гартування виключають збільшення ширини обода і/або зменшення діаметрів по внутрішніх поверхнях обода із зовнішньої і внутрішньої сторін колеса. (19) (21) a200510632 (22) 10.11.2005 (24) 25.07.2007 (46) 25.07.2007, Бюл. №11, 2007р. (72) Яковченко Олександр Васильович, Снітко Сергій Олександрович, Ціпила Ілля Олександрович (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 1713952 A1, 23.02.1992 3 79887 охолоджування обода при гартуванні і відпуск при температурі, рівній 500°С, забезпечили мікроструктуру стали при якій величина зерна в ободі в поверхневому шарі відповідала 6 балам, а на внутрішній поверхні - 4-5 балам. Міжпластинчаста відстань в перлиті зменшена до 0,06-0,075мкм. Максимальна твердість обода, яка дорівнює 330,8НВ, одержана при мікролегуванні стали (з вуглецевим еквівалентом 0,8) ванадієм. Недоліками даного способу є: підвищені витрати, пов'язані з мікролегуванням сталі ванадієм і обмежені можливості підвищення твердості обода. Крім того, дана технологія вимагає строгої витримки температурного режиму, щоб, по-перше, перед прокаткою і, по-друге, перед гартуванням (якщо воно виконується з прокатного нагріву) температура металу знаходилася в заданому діапазоні. У випадку якщо дані умови будуть порушені, то рівень тимчасового опору руйнуванню, пластичні характеристики, ударна в'язкість і твердість можуть вийти за межі відхилень, що допускаються. Крім того, пониження температури кінця деформації вимагає зменшення температури нагріву металу і його підстужування на пресопрокатній лінії. А це, по-перше, призводить до збільшення опору металу гарячої пластичної деформації і відповідно до підвищених навантажень на обладнання, а також до зниження продуктивності оскільки збільшується цикл штампування унаслідок додаткових витрат часу на підстужування металу. До спільних ознак прототипу і способу термообробки коліс, що заявляється, відноситься нагрів колеса під гартування і охолоджування обода колеса. У основу винаходу поставлена задача вдосконалення способу термообробки коліс, в якому шляхом поєднання охолоджування металу обода в процесі гартування і його пружнопластичної деформації забезпечується зменшення міжпластинчастої відстані в перлиті та отримання мілкодисперсної однорідної мікроструктури. Це дозволить підвищити механічні властивості обода і зносостійкість коліс. Поставлена задача вирішується за рахунок того, що в способі термообробки коліс, який включає нагрів колеса під гартування і охолоджування обода колеса, згідно винаходу, під час гарту виключають збільшення ширини обода і (або) зменшення діаметрів по внутрішніх поверхнях обода із зовнішньої і внутрішньої сторін колеса Реалізація пропонованого способу полягає в наступному. На гартування направляють колеса, що нагріті до необхідної температури або мають її з прокатного нагріву. В процесі гартування виконується охолоджування обода, наприклад, водою. Одночасно з цим виключають збільшення ширини обода і зменшення діаметрів по внутрішніх поверхнях обода із зовнішньої і внутрішньої сторін колеса. Внаслідок охолоджування поверхні катання і прилеглих до неї об'ємів металу має місце температурне зменшення зовнішнього діаметру обода. Воно реалізується пружними і пластичними деформаціями, які розповсюджуються від зовнішньої поверхні углиб обода. Оскільки плин металу (окрім радіального від зовнішньої поверхні обода) повніс 4 тю або частково виключений, то матиме місце зменшення об'єму обода і відповідно збільшення густини металу, яке забезпечить, по-перше, зменшення міжпластинчастої відстані в перлиті і, подруге, зростання щільності дислокацій. А це в свою чергу дає мілкодисперсну однорідну мікроструктур у і підвищення твердості поверхні катання обода і прилеглих до неї об'ємів металу. Фіксація обода і маточини в штампах в процесі гарту дозволяє зменшити їх взаємний зсув в осьовому напрямі. На Фіг.1, 2, 3 - наведені схеми сумісної термічно-деформаційної обробки коліс. Фіг.1 - схема сумісного гартування і пружнопластичної деформації в штампах, які фіксують обід, диск і маточину колеса; Фіг.2 - схема сумісного гартування і пружнопластичної деформації в штампах, які фіксують обід і маточину колеса; Фіг.3 - схема сумісного гартування і пружнопластичної деформації в штампах, які фіксують обід колеса; На Фіг.1, 2, 3 прийняті наступні позначення: 1 колесо; 2 - нижній штамп; 3 - верхній штамп; 4 вісь; h - товщина обода; b - ширина обода. Приклад. Реалізацію пропонованого способу термообробки коліс покажемо на прикладі виготовлення коліс Æ 957мм по ГОСТ 10791-89 із сталі з вуглецевим еквівалентом 0,8. Колеса під гартування нагрівали до температури (850-870)°С. Потім на окремо розташованому стенді їх поміщали у верхній і нижній штампи (Фіг.1), які по своїй конфігурації подібні вигибним штампам. Верхній і нижній штампи фіксуються щодо колеса в положенні, показаному на Фіг.1, 2, 3. Після цього штампи разом з розташованим в них колесом встановлювали на гартівну машину горизонтального типу. Температура колеса перед гартуванням дорівнює (800-820)°С. Спреєрне охолоджування обода водою, що має температуру (25-28)°С, виконували протягом 140с. Тиск води перед спрейєрами рівний (0,05-0,06)МПа. В процесі гартування температура обода зменшується. Температурне зменшення діаметрів по внутрішніх поверхнях обода із зовнішньої і внутрішньої сторін колеса повністю виключають штампи, показані на Фіг.1, 2, 3. Температурне зменшення зовнішнього діаметру обода по кругу катання, рівного перед гартуванням D=975мм, визначали, розділивши його на коефіцієнт температурного розширення a (d=D/=975/1,008=967мм). Зменшення Dh товщини обода h буде рівне половині зменшення діаметру D(Dh=0.5(Dd)=0,5(975-967)=4мм). Вказане температурне зменшення товщини обода реалізується пружними і пластичними деформаціями, які розповсюджуються від зовнішньої поверхні в глиб обода. При цьому плин металу в осьовому напрямі (у збільшення ширини обода) повністю виключається штампами 2, 3, показаними на Фіг.1, 2, 3. Маса обода до гартування рівна масі обода після гартування в штампах і дорівнює 282кг. Оскільки маса не змінилася, то зменшився об'єм обода з 35976271мм 3 до 34173688мм 3. Відповідно 5 79887 збільшилася густина металу обода з 7850кг/м 3 до 8246кг/м 3. Збільшення густини металу обода забезпечило, по-перше, зменшення міжпластинчастої відстані в перлиті не менше, ніж до 0,05мкм і, подруге, щільності дислокацій. Це в свою чергу забезпечило отримання мілкодисперсної однорідної мікроструктури і підвищення твердості поверхні обода і прилеглих до неї об'ємів металу не менше 350НВ Комп’ютерна в ерстка М. Ломалова 6 Фіксація обода і маточини в штампах в процесі гартування (Фіг.1, 2, 3) дозволяє зменшити їх взаємний зсув в осьовому напрямі. Застосування пропонованого способу дозволяє збільшити до оптимальної величини (350НВ) твердість обода, забезпечити отримання мілкодисперсної однорідної мікроструктури і підвищити його механічні властивості, що підвищить зносостійкість коліс та їх експлуатаційний ресурс. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of wheels
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Snitko Serhii Oleksandrovych
Назва патенту російськоюСпособ термообработки колес
Автори російськоюЯковченко Александр Васильевич, Снитко Сергей Александрович
МПК / Мітки
МПК: C21D 1/02, C21D 9/34, B21H 1/00
Мітки: коліс, термообробки, спосіб
Код посилання
<a href="https://ua.patents.su/3-79887-sposib-termoobrobki-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки коліс</a>
Спосіб відновлення поверхні катання коліс рейкового транспорту

Номер патенту: 44373
Опубліковано: 15.02.2002
Автор: Матвєєв Володимир Валентинович
МПК: C21D 9/34
Мітки: спосіб, коліс, катання, відновлення, поверхні, рейкового, транспорту
Формула / Реферат:
1. Спосіб відновлення профілю поверхні катання коліс рейкового транспорту, що включає нарощування на нагріту відновлювану поверхню катання металу шляхом наплавлення і видалення з охолодженої до температури навколишнього середовища відновлюваної поверхні металу до одержання заданого профілю поверхні катання, який відрізняється тим, що перед наплавленням металу на відновлювану поверхню катання колеса її піддають термообробці шляхом відпалу на...
Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Новиков Денис Миколайович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: коліс, чорнових, спосіб, прокатки, залізничних
Формула / Реферат:
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: спосіб, сталей, термообробки, низьколегованих, інструментальних, вуглецевих
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб виробництва чорнових залізничних коліс
Номер патенту: 63472
Опубліковано: 15.01.2004
Автори: Луговой Олександр Вікторович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: залізничних, спосіб, коліс, чорнових, виробництва
Формула / Реферат:
Спосіб виробництва чорнових залізничних коліс, який включає осадження попередньо нагрітого металу, штампування колісних заготівок та їхню прокатку, який відрізняється тим, що в процесі прокатки виключають перетікання металу з обода колісної заготівки у диск чорнового колеса шляхом нормування сумарного осьового обтиснення диска колісної заготівки похилими валками, виходячи...
Спосіб термообробки швидкорізальної сталі
Номер патенту: 51139
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: сталі, спосіб, швидкорізальної, термообробки
Формула / Реферат:
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С.
Попередній патент: Пристрій для цифрового аерофотознімання
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Спосіб одержання рідкої форми лікарського препарату