Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Новиков Денис Миколайович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Текст
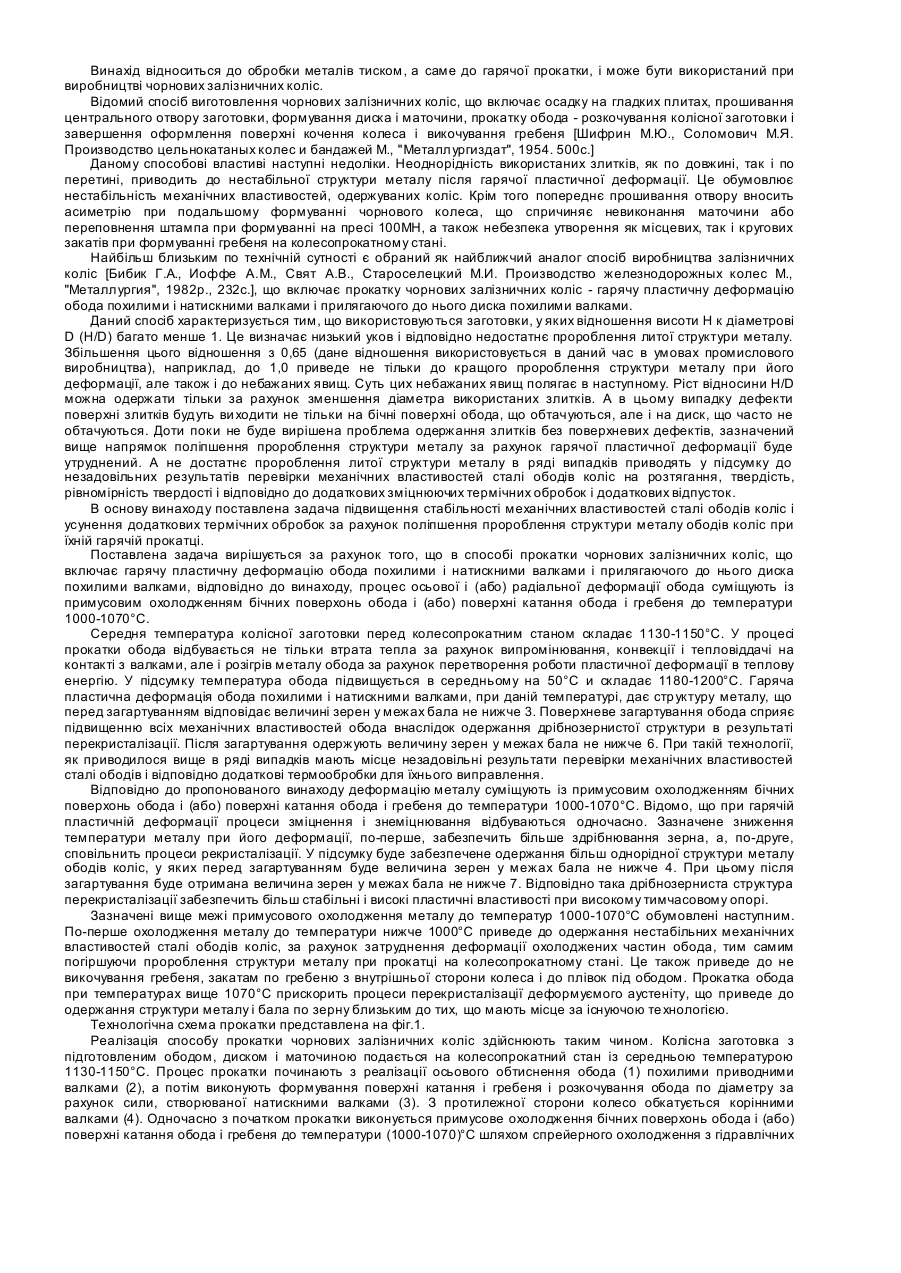
Винахід відноситься до обробки металів тиском, а саме до гарячої прокатки, і може бути використаний при виробництві чорнових залізничних коліс. Відомий спосіб виготовлення чорнових залізничних коліс, що включає осадку на гладких плитах, прошивання центрального отвору заготовки, формування диска і маточини, прокатку обода - розкочування колісної заготовки і завершення оформлення поверхні кочення колеса і викочування гребеня [Шифрин М.Ю., Соломович М.Я. Производство цельнокатаных колес и бандажей Μ., "Металлургиздат", 1954. 500с.] Даному способові властиві наступні недоліки. Неоднорідність використаних злитків, як по довжині, так і по перетині, приводить до нестабільної структури металу після гарячої пластичної деформації. Це обумовлює нестабільність механічних властивостей, одержуваних коліс. Крім того попереднє прошивання отвору вносить асиметрію при подальшому формуванні чорнового колеса, що спричиняє невиконання маточини або переповнення штампа при формуванні на пресі 100МН, а також небезпека утворення як місцевих, так і кругових закатів при формуванні гребеня на колесопрокатному стані. Найбільш близьким по технічній сутності є обраний як найближчий аналог спосіб виробництва залізничних коліс [Бибик Γ.Α., Иоффе A.M., Свят А.В., Староселецкий М.И. Производство железнодорожных колес М., "Металлургия", 1982р., 232с.], що включає прокатку чорнових залізничних коліс - гарячу пластичну деформацію обода похилими і натискними валками і прилягаючого до нього диска похилими валками. Даний спосіб характеризується тим, що використовуються заготовки, у яких відношення висоти Η к діаметрові D (H/D) багато менше 1. Це визначає низький уков і відповідно недостатнє пророблення литої структури металу. Збільшення цього відношення з 0,65 (дане відношення використовується в даний час в умовах промислового виробництва), наприклад, до 1,0 приведе не тільки до кращого пророблення структури металу при його деформації, але також і до небажаних явищ. Суть цих небажаних явищ полягає в наступному. Ріст відносини H/D можна одержати тільки за рахунок зменшення діаметра використаних злитків. А в цьому випадку дефекти поверхні злитків будуть ви ходити не тільки на бічні поверхні обода, що обтачуються, але і на диск, що часто не обтачуються. Доти поки не буде вирішена проблема одержання злитків без поверхневих дефектів, зазначений вище напрямок поліпшення пророблення структури металу за рахунок гарячої пластичної деформації буде утруднений. А не достатнє пророблення литої структури металу в ряді випадків приводять у підсумку до незадовільних результатів перевірки механічних властивостей сталі ободів коліс на розтягання, твердість, рівномірність твердості і відповідно до додаткових зміцнюючих термічних обробок і додаткових відпусток. В основу винаходу поставлена задача підвищення стабільності механічних властивостей сталі ободів коліс і усунення додаткових термічних обробок за рахунок поліпшення пророблення структури металу ободів коліс при їхній гарячій прокатці. Поставлена задача вирішується за рахунок того, що в способі прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилягаючого до нього диска похилими валками, відповідно до винаходу, процес осьової і (або) радіальної деформації обода суміщують із примусовим охолодженням бічних поверхонь обода і (або) поверхні катання обода і гребеня до температури 1000-1070°С. Середня температура колісної заготовки перед колесопрокатним станом складає 1130-1150°С. У процесі прокатки обода відбувається не тільки втрата тепла за рахунок випромінювання, конвекції і тепловіддачі на контакті з валками, але і розігрів металу обода за рахунок перетворення роботи пластичної деформації в теплову енергію. У підсумку температура обода підвищується в середньому на 50°С и складає 1180-1200°С. Гаряча пластична деформація обода похилими і натискними валками, при даній температурі, дає стр уктуру металу, що перед загартуванням відповідає величині зерен у межах бала не нижче 3. Поверхневе загартування обода сприяє підвищенню всіх механічних властивостей обода внаслідок одержання дрібнозернистої структури в результаті перекристалізації. Після загартування одержують величину зерен у межах бала не нижче 6. При такій технології, як приводилося вище в ряді випадків мають місце незадовільні результати перевірки механічних властивостей сталі ободів і відповідно додаткові термообробки для їхнього виправлення. Відповідно до пропонованого винаходу деформацію металу суміщують із примусовим охолодженням бічних поверхонь обода і (або) поверхні катання обода і гребеня до температури 1000-1070°С. Відомо, що при гарячій пластичній деформації процеси зміцнення і знеміцнювання відбуваються одночасно. Зазначене зниження температури металу при його деформації, по-перше, забезпечить більше здрібнювання зерна, а, по-друге, сповільнить процеси рекристалізації. У підсумку буде забезпечене одержання більш однорідної структури металу ободів коліс, у яких перед загартуванням буде величина зерен у межах бала не нижче 4. При цьому після загартування буде отримана величина зерен у межах бала не нижче 7. Відповідно така дрібнозерниста структура перекристалізації забезпечить більш стабільні і високі пластичні властивості при високому тимчасовому опорі. Зазначені вище межі примусового охолодження металу до температур 1000-1070°С обумовлені наступним. По-перше охолодження металу до температури нижче 1000°С приведе до одержання нестабільних механічних властивостей сталі ободів коліс, за рахунок затруднення деформації охолоджених частин обода, тим самим погіршуючи пророблення структури металу при прокатці на колесопрокатному стані. Це також приведе до не викочування гребеня, закатам по гребеню з внутрішньої сторони колеса і до плівок під ободом. Прокатка обода при температурах вище 1070°С прискорить процеси перекристалізації деформуємого аустеніту, що приведе до одержання структури металу і бала по зерну близьким до тих, що мають місце за існуючою те хнологією. Технологічна схема прокатки представлена на фіг.1. Реалізація способу прокатки чорнових залізничних коліс здійснюють таким чином. Колісна заготовка з підготовленим ободом, диском і маточиною подається на колесопрокатний стан із середньою температурою 1130-1150°С. Процес прокатки починають з реалізації осьового обтиснення обода (1) похилими приводними валками (2), а потім виконують формування поверхні катання і гребеня і розкочування обода по діаметру за рахунок сили, створюваної натискними валками (3). З протилежної сторони колесо обкатується корінними валками (4). Одночасно з початком прокатки виконується примусове охолодження бічних поверхонь обода і (або) поверхні катання обода і гребеня до температури (1000-1070)°С шляхом спрейерного охолодження з гідравлічних сопл (5). Процес примусового охолодження закінчують разом із процесом прокатки при досягненні заданих розмірів колеса. Одержання стабільних механічних властивостей сталі ободів коліс, що відповідають нормам ДСТ і ТУ виключить необхідність проведення додаткових зміцнюючих термообробок і додаткових відпусток. Приклад. Виконаємо реалізацію винаходу “Спосіб прокатки чорнових залізничних коліс” стосовно до суцільнокатаного колеса діаметром по крузі катання 957мм за ДСТ (ГОСТ 9036-88) з марки стали 2 за ДСТ (ГОСТ 10791-89). Колісна заготовка з підготовленим ободом, диском і маточиною подається на колесопрокатний стан. Температура металу дорівнює 1130-1150°С. Одночасно з початком деформації обода похилими валками здійснюють примусове охолодження поверхні катання, гребеня і бічних поверхонь обода зі спрейерних сопл (5) водою. Швидкість охолодження 10°С/сек забезпечує компенсацію деформаційного розігріву до 50°С и загальне зниження температури поверхні обода до 1000-1070°С. Після осідання обода і диска похилими валками виконують радіальну деформацію обода натискними валками до одержання необхідних розмірів чорнового колеса. Процес примусового охолодження закінчують одночасно з припиненням процесу прокатки. Дана технологія забезпечує одержання однорідної структури металу ободів прокачаних коліс, у яких перед загартуванням величина зерен знаходиться у межах бала не нижче 4, а після загартування не нижче 7. Таким чином, пропонований спосіб прокатки чорнових залізничних коліс забезпечує підвищення стабільності механічних властивостей стали ободів коліс і усунення додаткових термічних обробок.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling the rough railway wheels
Автори англійськоюYakovchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ прокатки черновых железнодорожных колес
Автори російськоюЯковченко Александр Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: спосіб, прокатки, коліс, залізничних, чорнових
Код посилання
<a href="https://ua.patents.su/2-67603-sposib-prokatki-chornovikh-zaliznichnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки чорнових залізничних коліс</a>
Спосіб виробництва чорнових залізничних коліс
Номер патенту: 63472
Опубліковано: 15.01.2004
Автори: Луговой Олександр Вікторович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: виробництва, залізничних, спосіб, коліс, чорнових
Формула / Реферат:
Спосіб виробництва чорнових залізничних коліс, який включає осадження попередньо нагрітого металу, штампування колісних заготівок та їхню прокатку, який відрізняється тим, що в процесі прокатки виключають перетікання металу з обода колісної заготівки у диск чорнового колеса шляхом нормування сумарного осьового обтиснення диска колісної заготівки похилими валками, виходячи...
Спосіб прокатки залізничних коліс
Номер патенту: 46813
Опубліковано: 17.06.2002
Автори: Кузьменко Володимир Олексійович, Колісніченко Володимир Васильович, Білущенко Олександр Вячеславович, Макаров Олександр Генадійович, Тубольцев Юрій Григорович, Назаренко Микола Васильвич, Корж Дмитро Васильович, Ганжа Валерій Володимирович, Староселецький Михайло Ілліч
МПК: B21H 1/00
Мітки: спосіб, прокатки, коліс, залізничних
Формула / Реферат:
Спосіб прокатки залізничних коліс на колесопрокатному стані з відформованих заготовок, який включає деформування заготовки з обтиском бокових та внутрішніх поверхонь обода привідними похилими валками, виконаними з середнім та початковим конусами, та поверхні катання з формуванням гребеня натискними та корінними валками, який відрізняється тим, що процес осадки обода по ширині здійснюють з обтиском внутрішніх поверхонь ободасередніми конусами...
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: штампування, залізничних, колісних, чорнових, рівчаку, одному, заготовок, спосіб, коліс
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб прокатки залізничних одноребордних коліс малого діаметру
Номер патенту: 11223
Опубліковано: 25.12.1996
Автори: Пахомов Генадій Юхимович, Колісніченко Володимир Васильович, Папученко Василь Васильович, Кузьмичов Михайло Васильович, Тімаков Генадій Іванович, Корж Дмитро Васильович, Валетов Михайло Серафимович
МПК: B21H 1/00
Мітки: одноребордних, малого, спосіб, залізничних, прокатки, коліс, діаметру
Формула / Реферат:
(57) Способ прокатки железнодорожных одноребордных колес малого диаметра, при котором заготовку вращают наклонными валками стана, осуществляют предварительную осадку обода по ширине, затем одновременно осуществляют осадку обода по ширине, диска по толщине, обода и диска по диаметру и формообразование реборды, отличающийся тем, что за 5...7 с до окончания осадки обода по ширине и диска по толщине скорость вращения деформируемой заготовки...
Пристрій для термічного зміцнення залізничних коліс
Номер патенту: 43438
Опубліковано: 17.12.2001
Автори: Кірсанов Володимир Михайлович, Весна Олександр Іванович, Козловський Альфред Іванович, Немога Вячеслав Анатолійович, Бабаченко Олександр Іванович, Кузьменко Володимир Олексійович, Мирошниченко Микола Григорович, Перков Олег Миколайович, Узлов Іван Герасимович, Чуприна Любов Володимирівна
МПК: C21D 9/34
Мітки: термічного, залізничних, пристрій, зміцнення, коліс
Формула / Реферат:
Пристрій для термічного зміцнення залізничних коліс, що містить порожнистий корпус з перфорованою стінкою і патрубком для подання охолоджувача, який відрізняється тим, що перфорована стінка корпусу виконана плоскою і має канали з співвідношенням їх1/d=1.8 - 2.2, де 1 - довжина каналу;d - діаметр каналу та нахилені під кутами 60°-70° та 150°-160° до стінки.
Попередній патент: Антикорозійна композиція
Наступний патент: Ортодонтичний моноблоковий апарат
Випадковий патент: Засіб для корекції вмісту в плазмі крові метаболітів арахідонової кислоти в комплексній терапії хворих на бронхіальну астму