Спосіб виробництва чорнових залізничних коліс
Номер патенту: 63472
Опубліковано: 15.01.2004
Автори: Яковченко Олександр Васильович, Луговой Олександр Вікторович
Формула / Реферат
Спосіб виробництва чорнових залізничних коліс, який включає осадження попередньо нагрітого металу, штампування колісних заготівок та їхню прокатку, який відрізняється тим, що в процесі прокатки виключають перетікання металу з обода колісної заготівки у диск чорнового колеса шляхом нормування сумарного осьового обтиснення ![]() диска колісної заготівки похилими валками, виходячи з наступного співвідношення:
диска колісної заготівки похилими валками, виходячи з наступного співвідношення:
![]()
де:
![]()
h - товщина диска чорнового колеса;
d - діаметр по диску колісної заготівки, починаючи з якого здійснюється його обтиснення похилими валками;
dк - діаметр по диску чорнового колеса в зоні його примикання до обода;
dз - діаметр по диску колісної заготівки в зоні його примикання до обода.
Текст
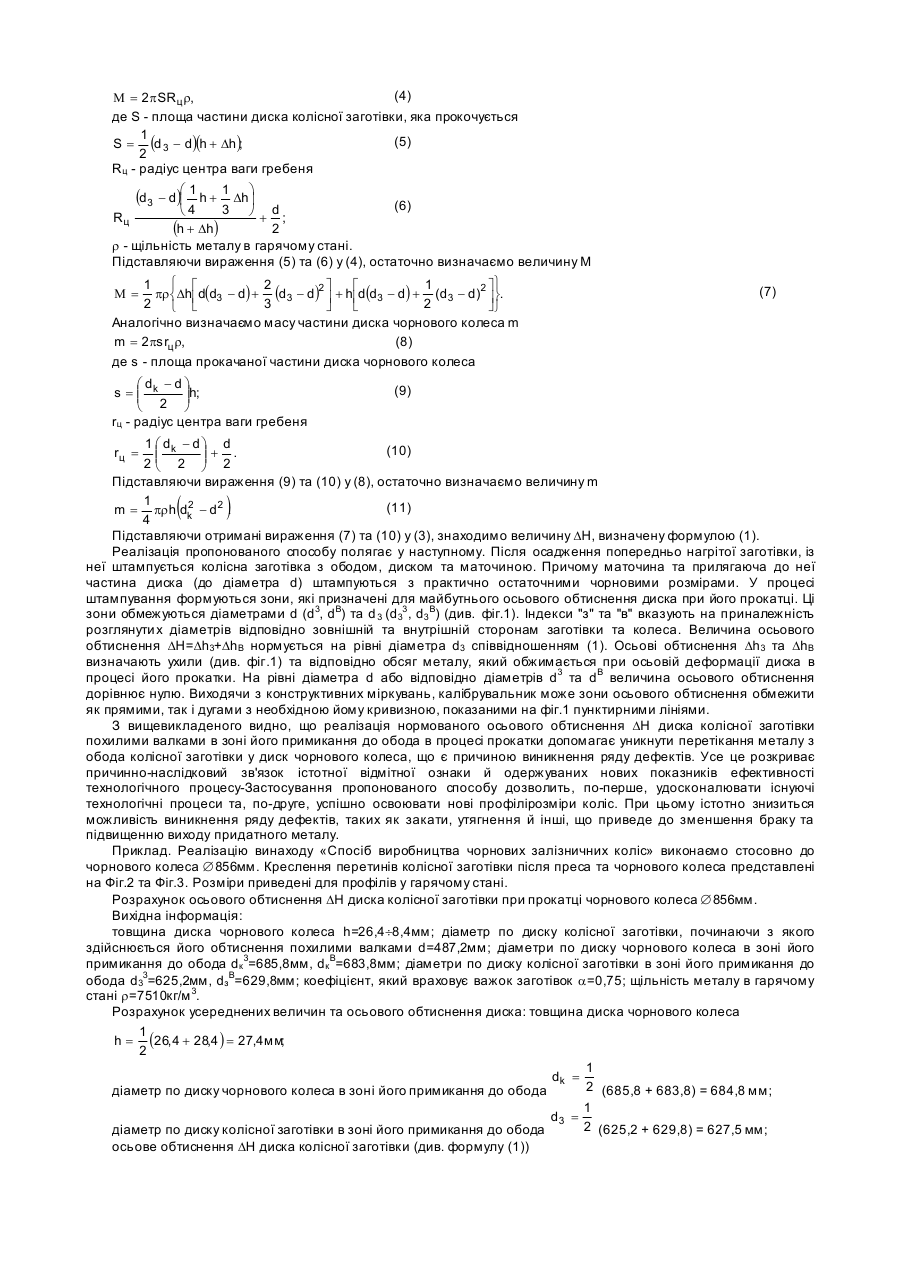
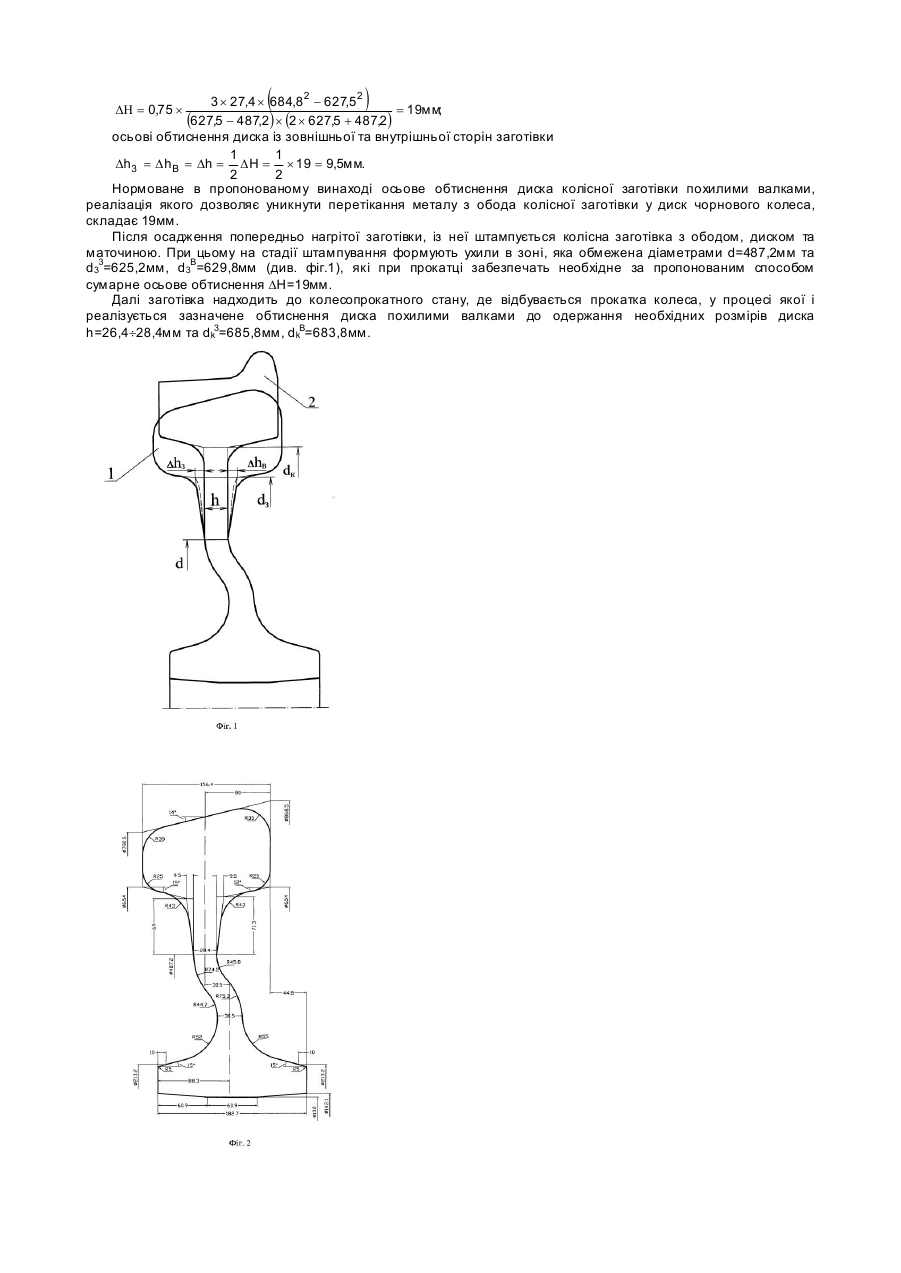
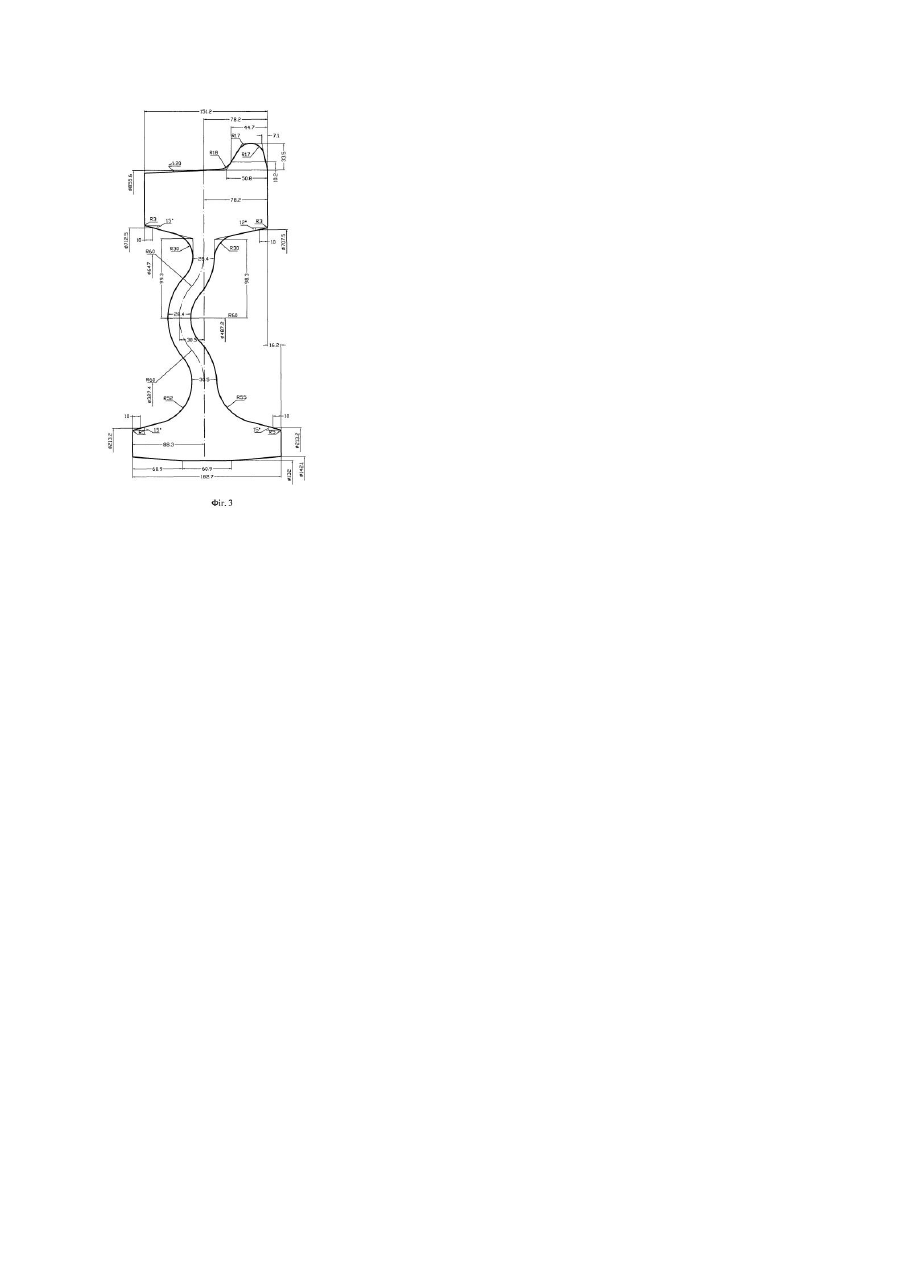
Винахід відноситься до металургії, а саме - до обробки металів тиском, і може бути використай при виробництві чорнових залізничних коліс. Найбільш близьким аналогом винаходу, що заявляється, є спосіб виробництва залізничних коліс [Бибик Г.А., Иоффе A.M., Праздников А.В., Староселецкий М.И. Производство железнодорожных колес. М., «Металлургия», 1982. С.121-140.], який включає штампування - одержання відформованої колісної заготівки на пресі з остаточними розмірами маточини та прилягаючої до неї частини диска та підготовку обода для наступної прокатки; та прокатку на колесопрокатному стані - викочування гребеня, поверхні катання, частини диска, який прилягає до обода, обода та розкочування обода по діаметрі. Спосіб характеризується тим, що завжди збільшення довжини диска при прокатці колісної заготівки виконується в основному з металу обода. Це приводить до перетікання металу з обода колісної заготівки у диск чорнового колеса при його прокатці. Даний процес нестабільний, тому що реалізувати суворо нормоване перетікання металу між істотно відрізняючими частинами колісної заготівки (ободом та диском) важко, а недотримання балансу металу приводить до утворення закату по гребені або до невикочування гребеня й утворення утягнень під ободом. У цьому складається недолік даного способу. В основу винаходу поставлена задача зниження браку по прокату, такого як невиконання необхідних розмірів гребеня, утворення утягнень під ободом, а також закатів по гребеню з внутрішньої сторони колеса, шляхом забезпечення умов, коли протягом усього процесу прокатки маси обода та диска колісної заготівки рівні відповідно масам обода та диска готового чорнового колеса. Поставлена задача вирішується за рахунок того, що у способі виробництва чорнових залізничних коліс, що заявляється, який включає осадження попередньо нагрітого металу, штампування колісних заготівок та їхню прокатку, відповідно до винаходу, у процесі прокатки виключають перетікання металу з обода колісної заготівки у диск чорнового колеса шляхом нормування сумарного осьового обтиснення D Н диска колісної заготівки похилими валками, виходячи з наступного співвідношення: (1) DH = 3kh, 2 (0,75 ¸ 1,0)(d2 - d3 ) k , тут k= (d 3 - d )(2 d 3 + d) h - товщина диска чорнового колеса; d - діаметр по диску колісної заготівки, починаючи з якого здійснюється його обтиснення похилими валками; dк - діаметр по диску чорнового колеса в зоні його примикання до обода; d3 - діаметр по диску колісної заготівки в зоні його примикання до обода. Обтиснення DН забезпечує повне формування диска колеса, що і перешкоджає перетіканню металу з обода у диск при радіальній та осьовій деформації обода колісної заготівки в процесі його прокатки. На фіг.1 представлені схеми колісної заготівки (1), яка отримана штампуванням та чорнового колеса, яке з неї прокочується, (2). На фіг.2 та фіг.3 представлені креслення відформованої на пресі колісної заготівки та прокачаного за пропонованим способом чорнового колеса відповідно. У випадку відмінності діаметрів d, dk, d3 із зовнішньої та внутрішньої сторін колісної заготівки та чорнового колеса, при розробці технології за пропонованим способом, вони визначаються як усереднені величини. Аналогічно товщина диска h чорнового колеса (див. фіг.1) може змінюватися по довжині диска в межах, обмежених діаметрами d та dk. У цьому випадку також варто використовувати усереднену товщин у диска. Слід зазначити, що в пропонованому способі нормується сумарне осьове обтиснення диска DН похилими валками. Разом із тим, при розробці технології, осьові обтиснення диска із зовнішньої та внутрішньої сторін колеса можуть відрізнятися. Розробка калібрування, як одного з основних елементів технології, скрутна при перетіканні металу з обода у диск. У цьому випадку запланований зайвий обсяг металу в гребньовій частини обода колісної заготівки приводить до заката по гребеню. Недостатній обсяг металу в гребньовій частини обода приводить до невикочування гребеня й утягненням під ободом. Тому нераціонально організовувати перетікання металу між істотно відрізняючими елементами колісної заготівки, такими як обід та диск. Співвідношення (1) забезпечує умови, які виключають зазначене перетікання металу. Воно отримано з наступного вираження: (2) M = (0,75 ¸ 1,0 )m де М - маса частини диска колісної заготівки, яка прокочується; m - маса одержаної при цьому частини диска чорнового колеса. Коефіцієнт, який лежить у межах (0,75¸1,0) уведений у зв'язку з наявністю важка вихідних заготівок (коефіцієнт, який враховує важок заготівок -a). У тому випадку, коли заготівки отримані на сучасних дискових пилках із суцільнолитого металу або з точних малоконусних зливків, їхній важок (d) не перевищує 1,0%. При цьому коефіцієнт a у рівнянні (3) береться рівним 1,0. При цьому виключається перетікання металу з обода колісної заготівки у диск чорнового колеса. Коефіцієнт a=0,75 також забезпечує умови, при яких виключається зазначене перетікання металу. Але він використовується, коли важок заготівок (5) не менше 5% та за абсолютною величиною досягає 30кг. Це має місце при використанні круглих та ромашкообразних конусних зливків, які розрізаються на зливкорозрізних верстатах. У тому випадку, коли важок заготівок (d) збільшується від 1% до 5% та вище, коефіцієнт а пропорційно зменшується від 1,0 до 0,75. Для розрахунку коефіцієнта a у тому випадку, коли важок заготівок лежить у межах 1% £ d £ 5%, можна скористатися наступною формулою, отриманою із зазначеної вище умови пропорційності (3) a = 0,00625(1 - d ) + 1. d 5%, У тому випадку, коли коефіцієнт a варто призначати рівним 0,75. Величина М визначається зі співвідношення (4) M = 2 p SR ц r, де S - площа частини диска колісної заготівки, яка прокочується 1 (5) S = (d 3 - d )(h + Dh ); 2 Rц - радіус центра ваги гребеня (d3 - d)æ 1 h + 1 Dhö ç ÷ (6) 3 ø d è4 + ; (h + Dh) 2 r - щільність металу в гарячому стані. Підставляючи вираження (5) та (6) у (4), остаточно визначаємо величину М Rц 1 ì é 2 1 ù é ùü pr íDhê d(d3 - d) + (d3 - d)2 ú + hêd(d3 - d) + (d3 - d)2 ú ý. 2 î ë 3 2 û ë ûþ Аналогічно визначаємо масу частини диска чорнового колеса m m = 2 psrц r, (8) де s - площа прокачаної частини диска чорнового колеса M= æd -dö s =ç k ç 2 ÷h; ÷ è ø rц - радіус центра ваги гребеня (7) (9) 1 æ dk - d ö d (10) ç ÷+ . 2ç 2 ÷ 2 è ø Підставляючи вираження (9) та (10) у (8), остаточно визначаємо величину m 1 2 (11) m = pr h dk - d 2 . 4 Підставляючи отримані вираження (7) та (10) у (3), знаходимо величину DН, визначену формулою (1). Реалізація пропонованого способу полягає у наступному. Після осадження попередньо нагрітої заготівки, із неї штампується колісна заготівка з ободом, диском та маточиною. Причому маточина та прилягаюча до неї частина диска (до діаметра d) штампуються з практично остаточними чорновими розмірами. У процесі штампування формуються зони, які призначені для майбутнього осьового обтиснення диска при його прокатці. Ці зони обмежуються діаметрами d (d3, dВ) та d 3 (d33 , d3 В) (див. фіг.1). Індекси "з" та "в" вказують на приналежність розглянути х діаметрів відповідно зовнішній та внутрішній сторонам заготівки та колеса. Величина осьового обтиснення DН=Dh3+DhB нормується на рівні діаметра d3 співвідношенням (1). Осьові обтиснення Dh3 та DhB визначають ухили (див. фіг.1) та відповідно обсяг металу, який обжимається при осьовій деформації диска в процесі його прокатки. На рівні діаметра d або відповідно діаметрів d 3 та dB величина осьового обтиснення дорівнює нулю. Виходячи з конструктивних міркувань, калібрувальник може зони осьового обтиснення обмежити як прямими, так і дугами з необхідною йому кривизною, показаними на фіг.1 пунктирними лініями. З вищевикладеного видно, що реалізація нормованого осьового обтиснення DН диска колісної заготівки похилими валками в зоні його примикання до обода в процесі прокатки допомагає уникнути перетікання металу з обода колісної заготівки у диск чорнового колеса, що є причиною виникнення ряду дефектів. Усе це розкриває причинно-наслідковий зв'язок істотної відмітної ознаки й одержуваних нових показників ефективності технологічного процесу-Застосування пропонованого способу дозволить, по-перше, удосконалювати існуючі технологічні процеси та, по-друге, успішно освоювати нові профілірозміри коліс. При цьому істотно знизиться можливість виникнення ряду дефектів, таких як закати, утягнення й інші, що приведе до зменшення браку та підвищенню виходу придатного металу. Приклад. Реалізацію винаходу «Спосіб виробництва чорнових залізничних коліс» виконаємо стосовно до чорнового колеса Æ856мм. Креслення перетинів колісної заготівки після преса та чорнового колеса представлені на Фіг.2 та Фіг.3. Розміри приведені для профілів у гарячому стані. Розрахунок осьового обтиснення DН диска колісної заготівки при прокатці чорнового колеса Æ856мм. Вихідна інформація: товщина диска чорнового колеса h=26,4¸8,4мм; діаметр по диску колісної заготівки, починаючи з якого здійснюється його обтиснення похилими валками d=487,2мм; діаметри по диску чорнового колеса в зоні його примикання до обода dк 3=685,8мм, dк B=683,8мм; діаметри по диску колісної заготівки в зоні його примикання до обода d33=625,2мм, dзB=629,8мм; коефіцієнт, який враховує важок заготівок a=0,75; щільність металу в гарячому стані r=7510кг/м 3. Розрахунок усереднених величин та осьового обтиснення диска: товщина диска чорнового колеса 1 h = (26, 4 + 28,4 ) = 27,4 мм; 2 1 dk = 2 (685,8 + 683,8) = 684,8 мм; діаметр по диску чорнового колеса в зоні його примикання до обода 1 d3 = 2 (625,2 + 629,8) = 627,5 мм; діаметр по диску колісної заготівки в зоні його примикання до обода осьове обтиснення DН диска колісної заготівки (див. формулу (1)) rц = ( ) ( ) 3 ´ 27,4 ´ 684,82 - 627,52 = 19мм; (627,5 - 487,2) ´ (2 ´ 627,5 + 487,2) осьові обтиснення диска із зовнішньої та внутрішньої сторін заготівки 1 1 Dh 3 = D h B = Dh = D H = ´ 19 = 9,5мм. 2 2 Нормоване в пропонованому винаході осьове обтиснення диска колісної заготівки похилими валками, реалізація якого дозволяє уникнути перетікання металу з обода колісної заготівки у диск чорнового колеса, складає 19мм. Після осадження попередньо нагрітої заготівки, із неї штампується колісна заготівка з ободом, диском та маточиною. При цьому на стадії штампування формують ухили в зоні, яка обмежена діаметрами d=487,2мм та d33=625,2мм, d3B=629,8мм (див. фіг.1), які при прокатці забезпечать необхідне за пропонованим способом сумарне осьове обтиснення DН=19мм. Далі заготівка надходить до колесопрокатного стану, де відбувається прокатка колеса, у процесі якої і реалізується зазначене обтиснення диска похилими валками до одержання необхідних розмірів диска h=26,4¸28,4мм та dk3=685,8мм, dkB=683,8мм. DH = 0,75 ´
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of rough railway wheels
Автори англійськоюYakovchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ производства черновых железнодорожных колес
Автори російськоюЯковченко Александр Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: виробництва, коліс, залізничних, чорнових, спосіб
Код посилання
<a href="https://ua.patents.su/4-63472-sposib-virobnictva-chornovikh-zaliznichnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва чорнових залізничних коліс</a>
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: одному, заготовок, спосіб, чорнових, залізничних, рівчаку, штампування, колісних, коліс
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб прокатки залізничних одноребордних коліс малого діаметру
Номер патенту: 11223
Опубліковано: 25.12.1996
Автори: Валетов Михайло Серафимович, Колісніченко Володимир Васильович, Пахомов Генадій Юхимович, Корж Дмитро Васильович, Кузьмичов Михайло Васильович, Тімаков Генадій Іванович, Папученко Василь Васильович
МПК: B21H 1/00
Мітки: спосіб, залізничних, діаметру, малого, коліс, одноребордних, прокатки
Формула / Реферат:
(57) Способ прокатки железнодорожных одноребордных колес малого диаметра, при котором заготовку вращают наклонными валками стана, осуществляют предварительную осадку обода по ширине, затем одновременно осуществляют осадку обода по ширине, диска по толщине, обода и диска по диаметру и формообразование реборды, отличающийся тем, что за 5...7 с до окончания осадки обода по ширине и диска по толщине скорость вращения деформируемой заготовки...
Машина для вимірювання геометричних параметрів залізничних суцільнокатаних коліс у потоці виробництва
Номер патенту: 28080
Опубліковано: 16.10.2000
Автори: Ганжа Валерій Володимирович, Козловський Альфред Іванович, Пахомов Генадій Юхимович, Кузьменко Володимир Олексійович, Крашевич Віктор Наумович, Ободан Володимир Якович, Морозов Павло Едуардович, Бердянський Юхим Натан-Анатолійович, Новосадов Валерій Олександрович, Мирошниченко Микола Григорович, Шифрін Євген Ісайович, Сідорін Генадій Миколайович, Скрипниченко Анатолій Іванович, Черніхов Юрій Веніамінович, Буряк Анатолій Вікторович, Староселецький Михайло Іліч, Сологуб Борис Васильович
МПК: G01B 11/24, G01B 7/28, G01B 5/20
Мітки: вимірювання, геометричних, коліс, виробництва, параметрів, машина, суцільнокатаних, потоці, залізничних
Текст:
...вид по стрелке А на блок датчиков и на фиг. 3 - вид по стрелке Б на кантователь. Машина для измерения геометрических параметров железнодорожных цельнокатаных колес в потоке производства содержит блок 1 датчиков положения поверхностей колеса, выполненный в виде двух лазерных дальномеров 2, сканирующей оптоэлектронной системы 3, первой 4 и второй 5 оптопары. На основании 6 установлены механизм 7 перемещения блока датчиков, кантователь 8 колес и...
Спосіб прокатки залізничних коліс
Номер патенту: 46813
Опубліковано: 17.06.2002
Автори: Староселецький Михайло Ілліч, Назаренко Микола Васильвич, Ганжа Валерій Володимирович, Макаров Олександр Генадійович, Корж Дмитро Васильович, Колісніченко Володимир Васильович, Тубольцев Юрій Григорович, Кузьменко Володимир Олексійович, Білущенко Олександр Вячеславович
МПК: B21H 1/00
Мітки: залізничних, прокатки, спосіб, коліс
Формула / Реферат:
Спосіб прокатки залізничних коліс на колесопрокатному стані з відформованих заготовок, який включає деформування заготовки з обтиском бокових та внутрішніх поверхонь обода привідними похилими валками, виконаними з середнім та початковим конусами, та поверхні катання з формуванням гребеня натискними та корінними валками, який відрізняється тим, що процес осадки обода по ширині здійснюють з обтиском внутрішніх поверхонь ободасередніми конусами...
Пристрій для термічного зміцнення залізничних коліс
Номер патенту: 43438
Опубліковано: 17.12.2001
Автори: Бабаченко Олександр Іванович, Кірсанов Володимир Михайлович, Узлов Іван Герасимович, Чуприна Любов Володимирівна, Перков Олег Миколайович, Козловський Альфред Іванович, Весна Олександр Іванович, Мирошниченко Микола Григорович, Немога Вячеслав Анатолійович, Кузьменко Володимир Олексійович
МПК: C21D 9/34
Мітки: коліс, зміцнення, залізничних, термічного, пристрій
Формула / Реферат:
Пристрій для термічного зміцнення залізничних коліс, що містить порожнистий корпус з перфорованою стінкою і патрубком для подання охолоджувача, який відрізняється тим, що перфорована стінка корпусу виконана плоскою і має канали з співвідношенням їх1/d=1.8 - 2.2, де 1 - довжина каналу;d - діаметр каналу та нахилені під кутами 60°-70° та 150°-160° до стінки.
Попередній патент: Двигун внутрішнього згоряння
Наступний патент: Спосіб корекції латетного дефіциту заліза у дітей грудного віку
Випадковий патент: Напівфабрикатний будівельний елемент, що підготовлений для облицювання поверхонь