Спосіб одержання порошку заліза та пристрій для його здійснення
Номер патенту: 80226
Опубліковано: 27.08.2007
Автори: Мухоід Анатолій Якович, Мухоід Олексій Анатолійович, Небесний Андрій Анатолійович, Бондаренко Борис Іванович
Формула / Реферат
1. Спосіб одержання порошку заліза, що включає завантаження на конвеєрну стрічку печі шару порошку, його нагрівання, спікання й охолодження в середовищі відновлювального газу, а також вивантаження спеку, який відрізняється тим, що завантажений на стрічку шар порошку заліза боронують в зоні нагрівання й початку спікання.
2. Пристрій для здійснення запропонованого способу, що включає завантажник, муфельну піч із конвеєрною стрічкою, холодильник і розвантажувальний вузол, який відрізняється тим, що він оснащений бороною, розміщеною у муфельній печі після завантажника і виконаною у вигляді вертикальних стрижнів обтічної форми, приєднаних до склепіння муфельної печі верхніми торцями і розташованих з зазором над конвеєрною стрічкою.
Текст
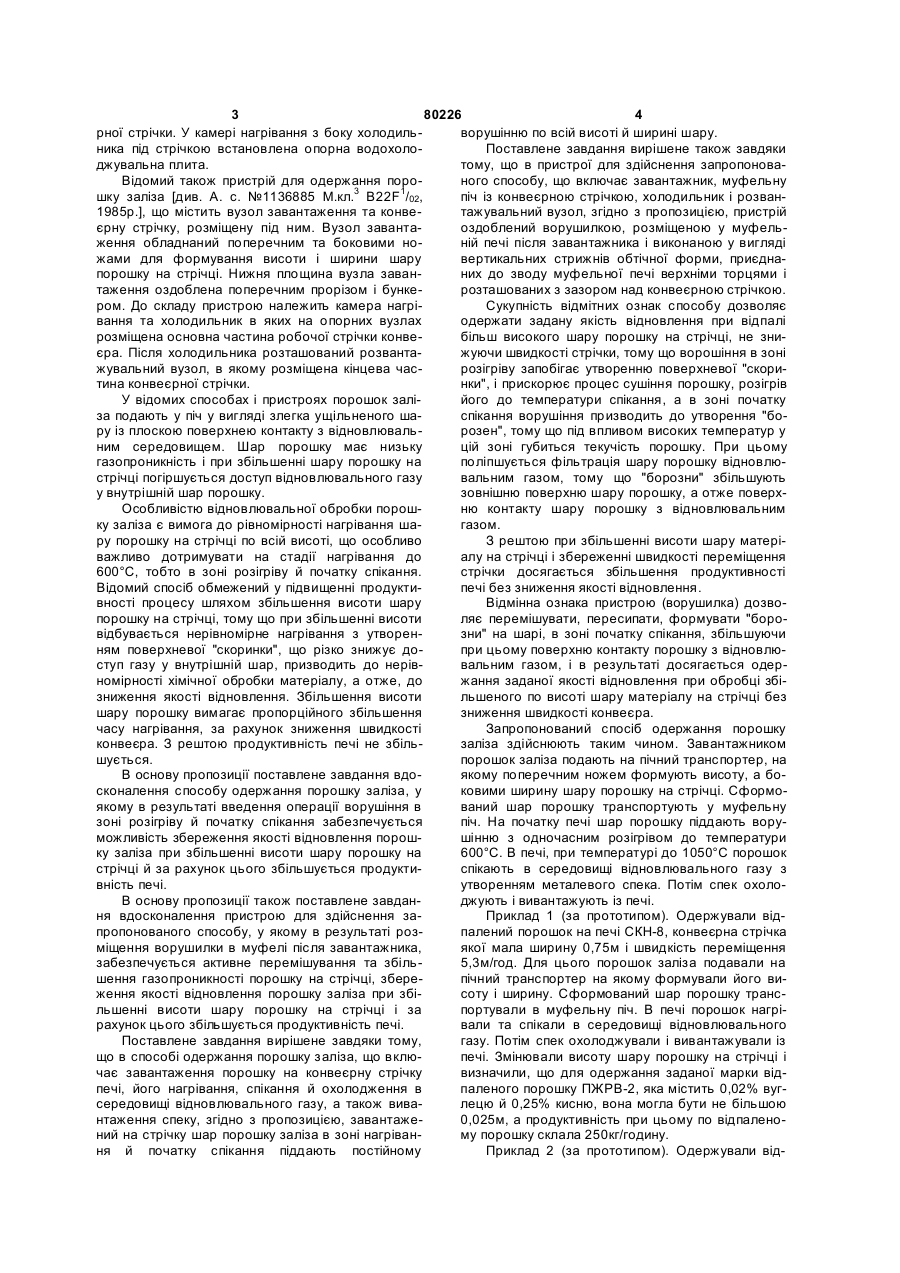
1. Спосіб одержання порошку заліза, що включає завантаження на конвеєрну стрічку печі шару порошку, його нагрівання, спікання й охолодження в середовищі відновлювального газу, а також вивантаження спеку, який відрізняється тим, що завантажений на стрічку шар порошку заліза боронують в зоні нагрівання й початку спікання. 2. Пристрій для здійснення запропонованого способу, що включає завантажник, муфельну піч із конвеєрною стрічкою, холодильник і розвантажувальний вузол, який відрізняється тим, що він оснащений бороною, розміщеною у муфельній печі після завантажника і виконаною у вигляді вертикальних стрижнів обтічної форми, приєднаних до склепіння муфельної печі верхніми торцями і розташованих з зазором над конвеєрною стрічкою. Пропозиції відносяться до одержання металевих порошків за допомогою газоподібного відновлювана. Спосіб та пристрій можуть бути використані в порошковій металургії. Відомий спосіб одержання порошку заліза [див. А. с. №685893 Μ.кл.2 F27В9/24, 1 В22F /02,1977p.], що включає завантаження порошку на конвеєрну стрічку, формування заданої висоти шару порошку на стрічці поперечним ножем, подачу його в камеру нагрівання, у якій порошок розігрівають до 900-1050°С у відновлювальному газі та відпалюють із утворенням металевого спека. Наприкінці камери нагрівання стрічку різко охолоджують на поверхні водоохолоджувальної плити, у той час як спек залишається при високій температурі. Коли перепад температур спека й стрічки, перевищує 300°С, спек відокремлюють від стрічки за рахунок термічних зрушувальних напруг між ними. Надалі спек охолоджують у холодильнику й вивантажують із печи. Відомий також спосіб одержання порошку заліза [див. А. с. №1136885 Μ.кл.3 В22F1/02, 1985p.], що має найбільш близьке рішення до запропонованого. У відомому способі порошок живильником із завантажувального пристрою подають на конвеєрну стрічку й разом зі стрічкою переміщають до площини поперечного й бокових ножів. При цьому поперечним ножем формують верхню поверхню шару порошку, а боковими ножами, притиснутими до конвеєрної стрічки підпружиненими стрижнями, очищають краї стрічки. Сформований на стрічці боковими й поперечним ножами шар порошку разом зі стрічкою подають у муфельну піч, де при температурі 900-1050°С у середовищі відновлювального газу його відпалюють. Відпалений порошок стрічкою переміщають крізь холодильник до розвантажувального вузла й вивантажують із печі. Відомий пристрій для одержання порошку заліза [див. А. с. №685893 Μ.кл.2 F27В9/24, В22F1/02, 1979p.], що містить вузол завантаження та конвеєрну стрічку, розміщену під ним. Вузол завантаження обладнаний поперечним ножем, який формує висоту шару порошку на стрічці. До складу пристрою належать камера нагрівання та холодильник в яких на опорних вузлах розміщена основна частина робочої стрічки конвеєра. Після холодильника розташований розвантажувальний вузол, в якому розміщена кінцева частина конвеє (19) UA (11) 80226 (13) C2 (21) a200606052 (22) 01.06.2006 (24) 27.08.2007 (46) 27.08.2007, Бюл. № 13, 2007 р. (72) Мухоід Анатолій Якович, Бондаренко Борис Іванович, Небесний Андрій Анатолійович, Мухоід Олексій Анатолійович (73) ІНСТИТУТ ГАЗУ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 413350 A1, 30.01.1974 SU 471950 A1, 30.05.1975 SU 518523 A1, 25.06.1976 SU 603823 A1, 25.04.1978 SU 784986 A1, 07.12.1980 SU 733860 A1, 15.05.1980 SU 1223000 A1, 07.04.1986 JP 2004132585 A, 30.04.2004 3 80226 4 ворушінню по всій висоті й ширині шару. рної стрічки. У камері нагрівання з боку холодильПоставлене завдання вирішене також завдяки ника під стрічкою встановлена опорна водохолотому, що в пристрої для здійснення запропоноваджувальна плита. ного способу, що включає завантажник, муфельну Відомий також пристрій для одержання поропіч із конвеєрною стрічкою, холодильник і розваншку заліза [див. А. с. №1136885 Μ.кл.3 В22F1/02, тажувальний вузол, згідно з пропозицією, пристрій 1985p.], що містить вузол завантаження та конвеоздоблений ворушилкою, розміщеною у муфельєрну стрічку, розміщену під ним. Вузол завантаній печі після завантажника і виконаною у вигляді ження обладнаний поперечним та боковими новертикальних стрижнів обтічної форми, приєднажами для формування висоти і ширини шару них до зводу муфельної печі верхніми торцями і порошку на стрічці. Нижня площина вузла заванрозташованих з зазором над конвеєрною стрічкою. таження оздоблена поперечним прорізом і бункеСукупність відмітних ознак способу дозволяє ром. До складу пристрою належить камера нагріодержати задану якість відновлення при відпалі вання та холодильник в яких на опорних вузлах більш високого шару порошку на стрічці, не знирозміщена основна частина робочої стрічки конвежуючи швидкості стрічки, тому що ворошіння в зоні єра. Після холодильника розташований розвантарозігріву запобігає утворенню поверхневої "скорижувальний вузол, в якому розміщена кінцева часнки", і прискорює процес сушіння порошку, розігрів тина конвеєрної стрічки. його до температури спікання, а в зоні початку У відомих способах і пристроях порошок заліспікання ворушіння призводить до утворення "боза подають у піч у вигляді злегка ущільненого шарозен", тому що під впливом високих температур у ру із плоскою поверхнею контакту з відновлювальцій зоні губиться текучість порошку. При цьому ним середовищем. Шар порошку має низьку поліпшується фільтрація шару порошку відновлюгазопроникність і при збільшенні шару порошку на вальним газом, тому що "борозни" збільшують стрічці погіршується доступ відновлювального газу зовнішню поверхню шару порошку, а отже поверху внутрішній шар порошку. ню контакту шару порошку з відновлювальним Особливістю відновлювальної обробки порошгазом. ку заліза є вимога до рівномірності нагрівання шаЗ рештою при збільшенні висоти шару матеріру порошку на стрічці по всій висоті, що особливо алу на стрічці і збереженні швидкості переміщення важливо дотримувати на стадії нагрівання до стрічки досягається збільшення продуктивності 600°С, тобто в зоні розігріву й початку спікання. печі без зниження якості відновлення. Відомий спосіб обмежений у підвищенні продуктиВідмінна ознака пристрою (ворушилка) дозвовності процесу шляхом збільшення висоти шару ляє перемішувати, пересипати, формувати "боропорошку на стрічці, тому що при збільшенні висоти зни" на шарі, в зоні початку спікання, збільшуючи відбувається нерівномірне нагрівання з утворенпри цьому поверхню контакту порошку з відновлюням поверхневої "скоринки", що різко знижує довальним газом, і в результаті досягається одерступ газу у внутрішній шар, призводить до нерівжання заданої якості відновлення при обробці збіномірності хімічної обробки матеріалу, а отже, до льшеного по висоті шару матеріалу на стрічці без зниження якості відновлення. Збільшення висоти зниження швидкості конвеєра. шару порошку вимагає пропорційного збільшення Запропонований спосіб одержання порошку часу нагрівання, за рахунок зниження швидкості заліза здійснюють таким чином. Завантажником конвеєра. З рештою продуктивність печі не збільпорошок заліза подають на пічний транспортер, на шується. якому поперечним ножем формують висоту, а боВ основу пропозиції поставлене завдання вдоковими ширину шару порошку на стрічці. Сформосконалення способу одержання порошку заліза, у ваний шар порошку транспортують у муфельну якому в результаті введення операції ворушіння в піч. На початку печі шар порошку піддають ворузоні розігріву й початку спікання забезпечується шінню з одночасним розігрівом до температури можливість збереження якості відновлення порош600°С. В печі, при температурі до 1050°С порошок ку заліза при збільшенні висоти шару порошку на спікають в середовищі відновлювального газу з стрічці й за рахунок цього збільшується продуктиутворенням металевого спека. Потім спек охоловність печі. джують і вивантажують із печі. В основу пропозиції також поставлене завданПриклад 1 (за прототипом). Одержували відня вдосконалення пристрою для здійснення запалений порошок на печі СКН-8, конвеєрна стрічка пропонованого способу, у якому в результаті розякої мала ширину 0,75м і швидкість переміщення міщення ворушилки в муфелі після завантажника, 5,3м/год. Для цього порошок заліза подавали на забезпечується активне перемішування та збільпічний транспортер на якому формували його вишення газопроникності порошку на стрічці, збересоту і ширину. Сформований шар порошку трансження якості відновлення порошку заліза при збіпортували в муфельну піч. В печі порошок нагрільшенні висоти шару порошку на стрічці і за вали та спікали в середовищі відновлювального рахунок цього збільшується продуктивність печі. газу. Потім спек охолоджували і вивантажували із Поставлене завдання вирішене завдяки тому, печі. Змінювали висоту шару порошку на стрічці і що в способі одержання порошку заліза, що вклювизначили, що для одержання заданої марки відчає завантаження порошку на конвеєрну стрічку паленого порошку ПЖРВ-2, яка містить 0,02% вугпечі, його нагрівання, спікання й охолодження в лецю й 0,25% кисню, вона могла бути не більшою середовищі відновлювального газу, а також вива0,025м, а продуктивність при цьому по відпаленонтаження спеку, згідно з пропозицією, завантажему порошку склала 250кг/годину. ний на стрічку шар порошку заліза в зоні нагріванПриклад 2 (за прототипом). Одержували відня й початку спікання піддають постійному 5 80226 6 ли в муфельну піч, де в зонах нагрівання й початку палений порошок на тій же печі СКН-8. При цьому спікання завантажений на стрічку шар порошку збільшили висоту шару матеріалу на конвеєрній заліза піддавали постійному ворушінню по всій стрічці до 0,03м. Природно продуктивність печі висоті й ширині шару. Потім порошок спікали в збільшилася. Вона склала 300кг/годину відпаленосередовищі відновлювального газу, після чого його порошку, але якість порошку погіршилася до го охолоджували й вивантажували з печі. В ремарки ПЖРВ-3, ПЖРВ-4, що не задовольняло зазультаті одержували задану марку відпаленого даним вимогам до відновлення. порошку (ПЖРВ-2) і збільшену до 300кг/год продуПриклад 3 (за пропонованим способом). Поктивність печі. рошок заліза подавали на конвеєрну стрічку муРезультати випробувань представлені в табфельної печі, на якій формували шар порошку лиці. висотою 0,03м. Потім шар порошку транспортуваТаблиця Показники порошку заліза, отриманого за способом прототипу і за запропонованим способом Властивості шару порошку, що Швидкість Продуктивність Отримана марка відподають у піч транспортеру печі №№ Прикладів новленого порошку Питома за ГОСТом 8949-86 Висота, м Ширина, м м/година кг/година 3 вага, кг/м 1 (прототип) 0,025 0,685 2,8·103 5,3 250 ПЖРВ-2 2 (прототип) 0,030 0,685 2,8·103 5,3 300 ПЖРВ-3-ПЖРВ-4 3 (запропонований) 0,030 0,685 2,8·103 5,3 300 ПЖРВ-2 Дані в таблиці показують, що запропонований спосіб одержання порошку заліза дозволяє відпалювати більш високий шар порошку на стрічці пічного конвеєра при заданій швидкості й тим самим підвищити продуктивність печі. Пристрій містить завантажник 1 з поперечним 2 і боковими 3 ножами, до якого приєднана муфельна піч 4. На початку муфельної печі після завантажника розміщена ворушилка 5, виконана у вигляді вертикальних стрижнів обтічної форми. Стрижні приєднані до зводу муфельної печі верхніми торцями й розміщені із зазором над конвеєрною стрічкою. Наприкінці муфельної печі до муфеля послідовно приєднаний холодильник 6 і розвантажувальний вузол 7. На нижніх опорних поверхнях завантажника, муфельної печі, холодильника та розвантажувального вузла розміщена робоча гілка конвеєрної стрічки 8. Пристрій працює таким чином. Порошок завантажником 1 подають на конвеєрну стрічку 8. На виході із завантажника поперечним ножем 2 і боковими ножами 3 формують Комп’ютерна верстка О. Гапоненко задану висоту й ширину шару порошку на стрічці. Потім стрічку 8 з порошком переміщають під нерухомими вертикальними стрижнями ворушителя 5, якими перемішують шар порошку. Далі стрічку з порошком подають у муфельну піч, у яку зустрічним потоком подають відновлювальний газ. Відпалений у муфельній печі порошок заліза у вигляді спека переміщають через холодильник 6, а потім крізь розвантажувальний вузол 7 вивантажують із печі. Запропонований пристрій дозволяє підвищити продуктивність процесу, тому що в умовах ворушіння зберігається задана якість відновлення при обробці більш високого шару порошку на стрічці. Запропоновані спосіб і пристрій в умовах виробничих потреб дозволяють підвищити якість відновлення, не знижуючи продуктивність процесу, тому що в умовах ворушіння відбувається більш активне поглинання вуглецю й кисню з порошку відновлювальним газом. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing the powdered metal
Автори англійськоюBondarenko Borys Ivanovych, Nebesnyi Andrii Anatoliiovych
Назва патенту російськоюСпособ получения металлического порошка и устройство для его осуществления
Автори російськоюБондаренко Борис Иванович, Небесный Андрей Анатолиевич
МПК / Мітки
МПК: F27B 5/00, C22B 5/12, B22F 9/16
Мітки: порошку, здійснення, одержання, заліза, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/3-80226-sposib-oderzhannya-poroshku-zaliza-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання порошку заліза та пристрій для його здійснення</a>
Спосіб одержання металевого порошку і пристрій для його здійснення
Номер патенту: 67287
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22F 9/08
Мітки: пристрій, спосіб, порошку, здійснення, одержання, металевого
Формула / Реферат:
1. Спосіб одержання металевого порошку, що включає вплив на струмінь розплавленого металу газовими потоками й охолодження розпилених часток, який відрізняється тим, що додатково на струмінь розплаву впливають відбитими потоками акустичних коливань, що виходять із зони розпилення, шляхом спрямування їх у фокус розпилення.2. Пристрій для одержання металевого порошку, який містить вузол подачі металу зі зливним отвором для рідкого...
Спосіб одержання заліза і/або його сплавів з оксидозалізовмісних матеріалів і пристрій для його здійснення
Номер патенту: 73760
Опубліковано: 15.09.2005
Автор: Неклеса Анатолій Тимофійович
МПК: C22B 4/00, C21B 13/12, C22B 5/18, C21B 13/14, C22B 5/12
Мітки: сплавів, заліза, здійснення, пристрій, спосіб, одержання, оксидозалізовмісних, матеріалів
Формула / Реферат:
1. Спосіб одержання заліза і/або його сплавів з оксидозалізовмісних матеріалів, що включає їх часткове відновлення шляхом продування відхідним із плавильної зони та охолодженим до 800-1000 °С відновним газом, підданим попередньому частковому випалу у вертикальному каналі, подавання частково відновленого оксидозалізовмісного матеріалу в плавильну зону пристрою, де здійснюють його плавлення й остаточне відновлення, який відрізняється тим, що...
Спосіб одержання заліза прямим відновленням та пристрій для його здійснення
Номер патенту: 74467
Опубліковано: 15.12.2005
Автори: Клямко Андрєй Станіславовіч, Нечепоренко Володимир Андрійович, Неклеса Анатолій Тимофійович, Боровиков Геннадій Федорович, Півень Володимир Олександрович, Новінскій Вадім Владіславовіч
МПК: F27D 17/00, F27B 1/10, C21B 13/02
Мітки: прямим, одержання, пристрій, здійснення, спосіб, заліза, відновленням
Формула / Реферат:
1. Спосіб одержання заліза прямим відновленням, який включає подавання зернистого матеріалу, що вміщує оксиди заліза, в верхню частину реактора та подавання зустрічним потоком відновлювального газу в інтервалі температур 850-1000°С, який складається із водню і монооксиду вуглецю, отриманого за рахунок нагріву і перетворення вуглеводнів окислювачами, відновлення матеріалу до заліза, відвід із зони відновлення відпрацьованого відновлювального...
Спосіб одержання ферітового порошку та пристрій для його здійснення
Номер патенту: 11198
Опубліковано: 25.12.1996
Автори: Сорока Петро Гнатович, Обухова Алла Михайлівна, Харченко Віктор Олександрович, Задорожній Володимир Михайлович, Герман Юрій Вікторович
МПК: B22F 1/00, B22F 9/16, H01F 1/12
Мітки: ферітового, пристрій, одержання, порошку, здійснення, спосіб
Текст:
...и их центр. Причем поверхность гранул в процессе обжига не перегревается. Исключить влияние перегрева позволяет и введение газового потока в реактор с температурой, не превышающей температуру синтеза. Способствует повышению качества ферритового порошка и использование плазменного генератора для формования высокотемпературного газового потока. Вопервых, это обеспечивает отсутствие посторонних примесей, что характерно для использования продуктов...
Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Номер патенту: 63123
Опубліковано: 15.01.2004
Автори: Салуян Олена Олексієвна, Шалімов Сергій Ігорович, Блохін Олександр Григорович
МПК: H01F 1/032, B22F 1/00
Мітки: здійснення, спосіб, порошку, магнітно-анізотропного, виготовлення, пристрій
Формула / Реферат:
1. Спосіб виготовлення магнітно-анізотропного порошку, що включає дроблення продукту, отриманого з розплавленого металу, здрібнювання, формування в магнітному полі і термообробку, який відрізняється тим, що здрібнення виконують шляхом циклічної деформації зі зрушенням, причому кожен цикл виконують при нагріванні зі ступінчатою зміною температури і при накладенні магнітного поля.2. Пристрій для виготовлення магнітно-анізотропного...
Попередній патент: Ткана рантова стрічка
Наступний патент: Шахтна піч для прямого відновлення оксидів заліза
Випадковий патент: Плоскополуменевий рекуперативний пальник