Спосіб експлуатації сталевого прокатного валка
Номер патенту: 80240
Опубліковано: 27.08.2007
Автори: Вербицький Валерій Абрамович, Будаква Сергій Анатолійович, Будаква Анатолій Аврамович, Сімененко Олег Володимирович, Тилик Василь Трохимович, Мацко Сергій Володимирович, Чернов Костянтин Володимирович

Формула / Реферат
1. Спосіб експлуатації сталевого прокатного валка, що включає роботу валка в кліті, механічну обробку валка після витягнення його з кліті на величину, що залежить від кількості прокатаного металу за останню кампанію й номера кліті, з якої витягнули валок, який відрізняється тим, що величину знімання металу з поверхні бочки валка при механічній обробці визначають з урахуванням зменшення вихідної твердості по глибині бочки відповідно до рівняння:
![]()
де ![]() - величина знімання металу по діаметру з урахуванням зменшення твердості по глибині бочки валка, мм;
- величина знімання металу по діаметру з урахуванням зменшення твердості по глибині бочки валка, мм;
![]() б - базова величина знімання металу по діаметру, обумовлена експериментально для конкретного стана, залежно від кількості металу, прокатаного за останню кампанію, і номера кліті, з якої витягнули валок, мм;
б - базова величина знімання металу по діаметру, обумовлена експериментально для конкретного стана, залежно від кількості металу, прокатаного за останню кампанію, і номера кліті, з якої витягнули валок, мм;
К - коефіцієнт зв'язку між величиною знімання металу й зміцненням бочки в процесі роботи валка;
Дв, Дф - відповідно вихідний і фактичний, перед механічною обробкою, діаметри бочки валка, мм.
2. Спосіб за п. 1, який відрізняється тим, що коефіцієнт зв'язку між величиною знімання металу й зміцненням бочки в процесі роботи валка при вихідній твердості валка перед початком роботи в межах 40![]() 60 HS визначають зі співвідношення:
60 HS визначають зі співвідношення:
К = 4,9.10-4 - 6,5.10-6 Тв,
де Тв - вихідна твердість поверхні бочки валка перед початком роботи, HS.
3. Спосіб за п. 2, який відрізняється тим, що при вихідній твердості поверхні бочки валка перед початком роботи, меншій за 40 HS або більшій за 60 HS, коефіцієнт зв'язку між величиною знімання металу й зміцненням бочки в процесі роботи валка приймають рівним його величині для відповідних граничних значень твердості.
Текст
1. Спосіб експлуатації сталевого прокатного валка, що включає роботу валка в кліті, механічну обробку валка після витягнення його з кліті на величину, що залежить від кількості прокатаного металу за останню кампанію й номера кліті, з якої витягнули валок, який відрізняється тим, що величину знімання металу з поверхні бочки валка при механічній обробці визначають з урахуванням зменшення вихідної твердості по глибині бочки відповідно до рівняння: 2 3 кліті на задану величину знімання, яка визначається залежно від кількості прокатаного металу за останню кампанію та номера кліті, з якої вивалили валок [Патент 2197347 Россия, МПК7 В21В28/02, 2003г.]. Цей спосіб обраний як найближчий аналог. Зазначений спосіб експлуатації валка позбавлений недоліків, властивих першому аналогу. Разом із тим, відомі способи експлуатації сталевого прокатного валка не враховують зміни його вихідної твердості по глибині бочки. Зі зменшенням діаметра бочки валка в міру збільшення числа її механічних обробок через зниження вихідної твердості бочки значно зростає схильність її до зміцнення (наклепу) і викришування. Це призводить до збільшення витрати валків. В основу винаходу поставлено задачу вдосконалення способу експлуатації сталевого прокатного валка шляхом підвищення відповідності величини знімання металу при механічному оброблянні ступеню зміцнення (наклепу) поверхні його бочки й на цій основі підвищити стійкість валків, за рахунок чого зменшити їхню витрату. Поставлена задача вирішується завдяки тому, що у відомому способі експлуатації сталевого валка, що включає експлуатацію валка в кліті, механічне обробляння бочки валка після витягнення із кліті на величину, обумовлену в залежності від кількості прокатаного металу за останню кампанію та номера кліті, з якої вивалили валок. Величину знімання металу з поверхні бочки валка при механічному оброблянні призначають з урахуванням зменшення вихідної твердості по глибині бочки відповідно до рівняння D = D б + К × ( Дв - Дф )2 , де D - величина знімання металу по діаметру з урахуванням зменшення твердості по глибині бочки валка, мм; D б - базова величина знімання металу по діаметру, обумовлена експериментально для конкретного стана по відомому способу залежно від кількості металу, прокатаного за останню кампанію, і номера кліті, з якої витягнули валок, мм; К - коефіцієнт зв'язку між величиною знімання металу й зміцненням бочки в процесі експлуатації валка. Залежить від величини вихідної (відповідно до паспорта валка або вимірам) твердості бочки перед початком експлуатації. В одному із варіантів виконання К=4,9×10-4-6,5.10-6 Тв; де Тв - вихідна твердість поверхні бочки перед початком експлуатації, HS. Це рівняння придатне для розрахунку коефіцієнта зв'язку при вихідній твердості поверхні бочки валків у межах Т в=40-60 HS. При твердості поверхні бочки валка, що виходить за зазначені межі, коефіцієнт зв'язку К не змінюється й відповідає його величині для відповідних граничних значень твердості; Дв, Дф - відповідно вихідний і фактичний перед механічною обробкою діаметр бочки валка, мм. Суттєвими ознаками, які збігаються із суттєвими ознаками найближчого аналогу, є те, що експлуатація валка включає два послідовних етапи: спочатку робота (експлуатація) валка в кліті протя 80240 4 гом кампанії й потім механічне обробляння бочки валка після витягнення із кліті на величину, що визначається в залежності від кількості прокатаного металу за останню кампанію та номера кліті, з якої витягнено валок. Суттєвою відмітною ознакою є те, що при призначенні величини знімання металу з поверхні бочки при механічному оброблянні валка враховують зменшення вихідної твердості по глибині бочки відповідно до рівняння: D = D б + К × ( Дв - Дф )2, де D - величина знімання металу по діаметру з урахуванням зменшення твердості по глибині бочки валка, мм; D б - базова величина знімання металу по діаметру, обумовлена експериментально для конкретного стана по відомому способу залежно від кількості металу, прокатаного за останню кампанію, і номера кліті, з якої витягнули валок, мм; К - коефіцієнт зв'язку між величиною знімання металу й зміцненням бочки в процесі експлуатації валка. Залежить від величини вихідної (відповідно до паспорта валка або вимірам) твердості поверхні бочки валка перед початком експлуатації; Дв, Дф - відповідно вихідний і фактичний перед механічним оброблянням діаметр бочки валка, мм. Сутність способу полягає в наступному. До початку експлуатації твердість бочки сталевого валка по глибині загартованого робочого шару розподіляється не рівномірно, зменшуючись зі збільшенням відстані від поверхні бочки по криволінійній залежності. При експлуатації такого валка в міру зменшення діаметра бочки через збільшення числа її механічних обробок зростає схильність бочки до зміцнення (наклепу) і, як наслідок, до викришування. Зі збільшенням знімання металу при переточуваннях бочки валка істотно зменшується величина наклепу та товщина наклепаного шару. Таким чином, зі збільшенням різниці вихідного й фактичного, перед механічним оброблянням бочки, діаметрів валків, величину знімання металу необхідно так само збільшувати. Реалізується спосіб таким чином. Перед механічним оброблянням сталевого валка, що відпрацював кампанію в кліті листопрокатного стана, визначають базову величину знімання D б, залежно від кількості прокатаного металу в цій кампанії й номера кліті. Вимірюють діаметр бочки валка, і визначають різницю між вихідним і обмірюваним діаметрами бочки Дв-Дф. Отримані значення D б і Дв-Дф підставляють у рівняння, і визначають необхідну величину знімання металу з поверхні бочки з урахуванням зменшення вихідної твердості її по глибині, на яку й роблять механічне обробляння бочки, наприклад, на токарському верстаті. Приклад Перед механічним оброблянням опорного валка на стані 1680 гарячої прокатки штаб установили (по обліковій документації) параметри його експлуатації: валок працював в 4 кліті чистової групи; за кампанію валка прокатали 100000т.штаб; вихідний діаметр бочки Дв=1240мм; вихідна твердість поверхні бочки 52 HS. Замірили фактичний діа 5 80240 метр бочки валка, який становив: Дф=1200мм. По відомому способу для зазначених маси прокатаних штаб і номера кліті визначили базову величину знімання металу з поверхні бочки, що дорівнює Аб=2мм. Знаючи D б=2мм і Дв-Дф=40мм і визначивши К=4,9×10-4-6,5×10-6×52=0,00015 знаходимо величину знімання металу з урахуванням зменшення Комп’ютерна верстка Н. Лисенко 6 вихідної твердості по глибині бочки 2 D =2+0,00015×(1240-1200) =2,24мм по діаметру. У порівнянні з відомими способами, пропонований спосіб експлуатації валків дозволить знизити питому витрату валків на 20% за рахунок зменшення викришування їхньої бочки на 30-40%. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of operation of steel forming roll
Автори англійськоюSimenenko Oleh Volodymyrovych, Budakva Serhii Anatoliiovych, Tylyk Vasyl Trokhymovych, Matsko Serhii Volodymyrovych, Chernov Kostiantyn Volodymyrovych, Verbytskyi Valerii Abramovych
Назва патенту російськоюСпособ эксплуатации стального прокатного валка
Автори російськоюСимененко Олег Владимирович, Будаква Сергей Анатолиевич, Тылык Василий Трофимович, Мацко Сергей Владимирович, Машко Сергей Владимирович, Чернов Константин Владимирович, Вербицкий Валерий Абрамович
МПК / Мітки
МПК: B21B 28/00
Мітки: прокатного, валка, експлуатації, сталевого, спосіб
Код посилання
<a href="https://ua.patents.su/3-80240-sposib-ekspluataci-stalevogo-prokatnogo-valka.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації сталевого прокатного валка</a>
Вузол опори прокатного валка

Номер патенту: 14345
Опубліковано: 25.04.1997
Автори: Потапкін Юрій Вікторович, Шпак Віктор Іванович, Кіраль Володимир Миколайович, Федорінов Володимир Анатольович, Потапкін Віктор Федорович
МПК: B21B 27/02, B21B 31/00
Мітки: прокатного, валка, опори, вузол
Формула / Реферат:
1. Узел опоры прокатного валка, содержащий траверсу, в которой размещены подвижные шары, перемещающиеся по замкнутому контуру, имеющему дорожки, и расположенные в нагруженной усилием прокатки и ненагруженной зонах так, что часть шаров контактирует с бочкой валка и с дорожками нагруженной зоны, ориентированными поперек продольной оси бочки, а также радиусные дорожки и механизмы возвратно-поступательного перемещения в вертикальной плоскости,...
Опора прокатного валка
Номер патенту: 3341
Опубліковано: 15.11.2004
Автори: Панченко Володимир Михайлович, Литвинов Олександр Васильович, Гордієнко Олександр Володимирович
МПК: B21B 31/00
Мітки: валка, опора, прокатного
Формула / Реферат:
Опора прокатного валка, що включає подушку з розміщеним у ній підшипником кочення, розпірну втулку, взаємодіючу з внутрішнім кільцем підшипника, різьбові півкільця, встановлені в кільцевій проточці шийки валка, а також гайку з кріпленням, яка відрізняється тим, що різьбові півкільця виконані з лисками, а в гайці виконана наскрізна внутрішня прямокутна вибірка, велика сторона якої перевищує зовнішній діаметр різьбового півкільця, а менша...
Спосіб виготовлення багатошарового прокатного валка
Номер патенту: 15510
Опубліковано: 30.06.1997
Автори: Волокита Генадій Іванович, Ковтун Костянтин Васильович
МПК: B22F 7/06
Мітки: виготовлення, прокатного, спосіб, валка, багатошарового
Формула / Реферат:
(57) Способ изготовления многослойногопрокатного валка, преимущественно для прокатки труднодеформируемых материалов, включающий помещение металлического стержня в металлический стакан, установку внутри последнего разделительного цилиндра, засыпку в образовавшиеся полости порошковых материалов, удаление разделительного цилиндра, вакуумирование, герметизацию и последующее горячее изостатическое прессование, отличающийся тем, что перед засыпкой...
Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Фрідріх Холльманн, Хуго Фєльдманн, Хорс Гертнєр, Гєрд Байземанн
Мітки: прокату, стана, виробництва, спосіб, прокатного, експлуатації
Формула / Реферат:
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся...
Опора прокатного валка кліті дресировочного стану
Номер патенту: 6037
Опубліковано: 29.12.1994
Автори: Рольф Герд Ірлє, Ернст-Оскар Бенфер
МПК: F16J 15/32, B21B 31/00
Мітки: стану, дресировочного, опора, прокатного, валка, кліті
Формула / Реферат:
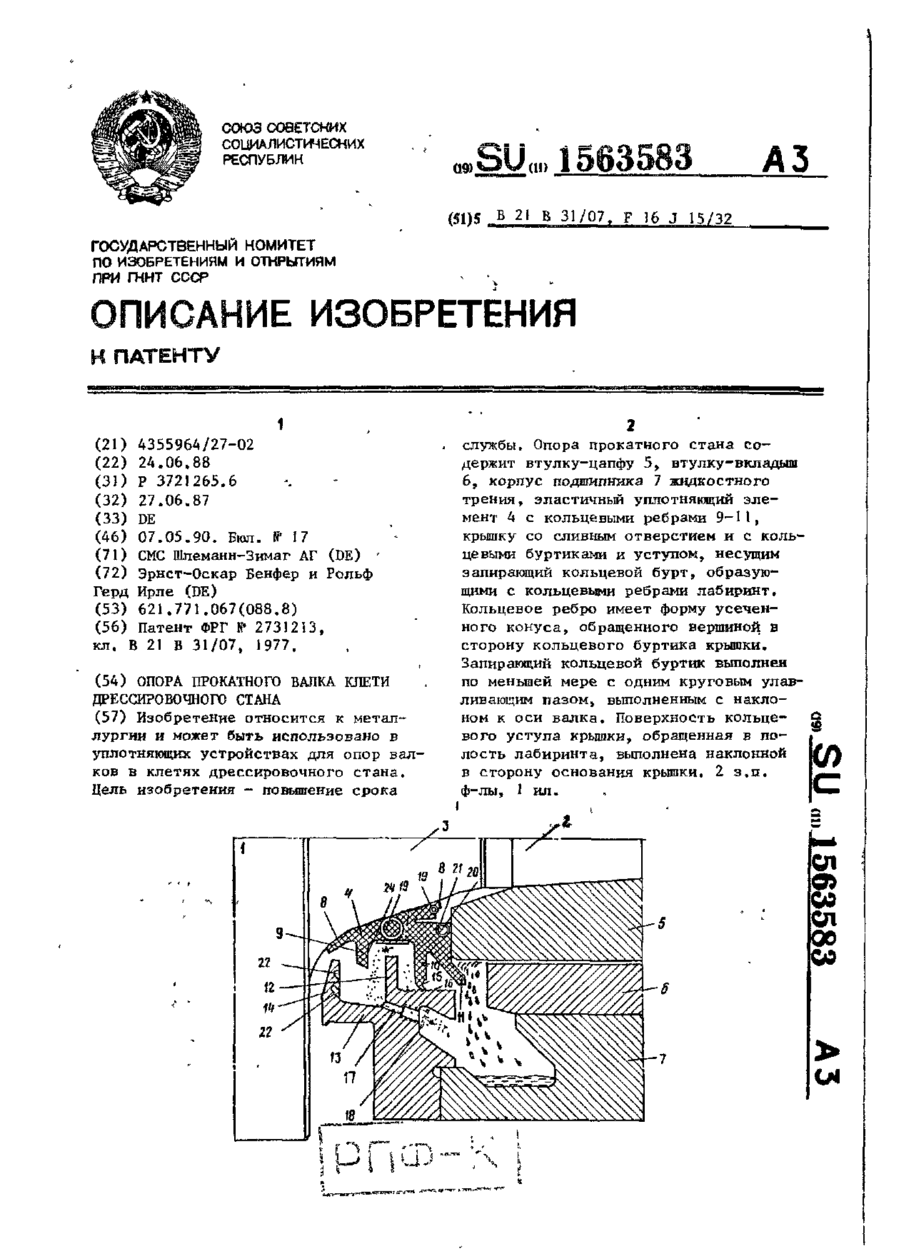
1. Опора прокатного валка клети дрессировочного стана, содержащая размещенные на цапфе валка втулку-цапфу, втулку-вкладыш, корпус подшипника жидкостного трения, эластичный уплотняющий элемент с кольцевыми ребрами, крышку со сливным отверстием и с кольцевыми буртиком и уступом, несущим запирающий кольцевой буртик, образующими с кольцевыми ребрами эластичного уплотнительного элемента лабиринт, отличающаяся тем, что, с целью повышения срока...
Попередній патент: Спосіб підвищення стійкості футерівки конвертера
Наступний патент: Спосіб розділення компонентів випаровування твердих псевдосплавів
Випадковий патент: Панель, яка містить декоративний шар