Спосіб підвищення стійкості футерівки конвертера
Формула / Реферат
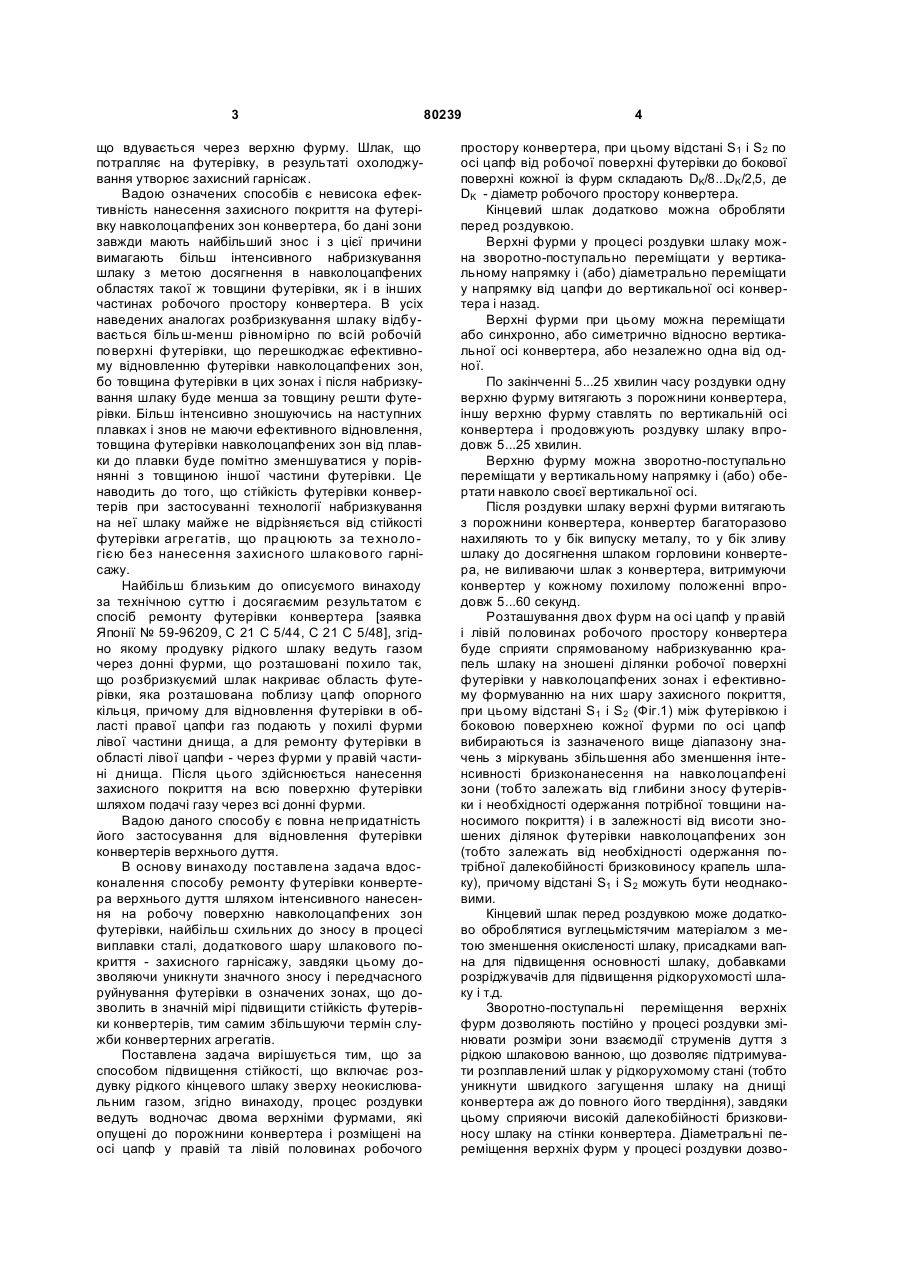
1. Спосіб підвищення стійкості футерівки конвертера, що включає роздування рідкого кінцевого шлаку зверху неокислювальним газом, який відрізняється тим, що роздування ведуть водночас двома верхніми фурмами, які опускають до порожнини конвертера і розміщують на осі цапф у правій та лівій половинах робочого простору конвертера, при цьому відстані S1 і S2 по осі цапф від робочої поверхні футерівки до бокової поверхні кожної із фурм складають Dк/8 - Dк/2,5, де Dк - діаметр робочого простору конвертера.
2. Спосіб за п.1, який відрізняється тим, що кінцевий шлак додатково обробляють перед роздуванням.
3. Спосіб за п.1 або п.2, який відрізняється тим, що верхні фурми у процесі роздування шлаку зворотно-поступально переміщують у вертикальному напрямку і/або діаметрально переміщують у напрямку від цапфи до вертикальної осі конвертера і назад.
4. Спосіб за п.3, який відрізняється тим, що верхні фурми переміщують синхронно.
5. Спосіб за п.3, який відрізняється тим, що верхні фурми переміщують симетрично відносно вертикальної осі конвертера.
6. Спосіб за п.3, який відрізняється тим, що верхні фурми переміщують незалежно одна від одної.
7. Спосіб за будь-яким з пп.1 - 6, який відрізняється тим, що по закінченні 5 - 25 хвилин часу роздування одну верхню фурму витягають з порожнини конвертера, іншу верхню фурму ставлять по вертикальній осі конвертера і продовжують роздування шлаку впродовж 5 - 25 хвилин.
8. Спосіб за п.7, який відрізняється тим, що верхню фурму зворотно-поступально переміщують у вертикальному напрямку.
9. Спосіб за п.7 або п.8, який відрізняється тим, що верхню фурму обертають навколо своєї вертикальної осі.
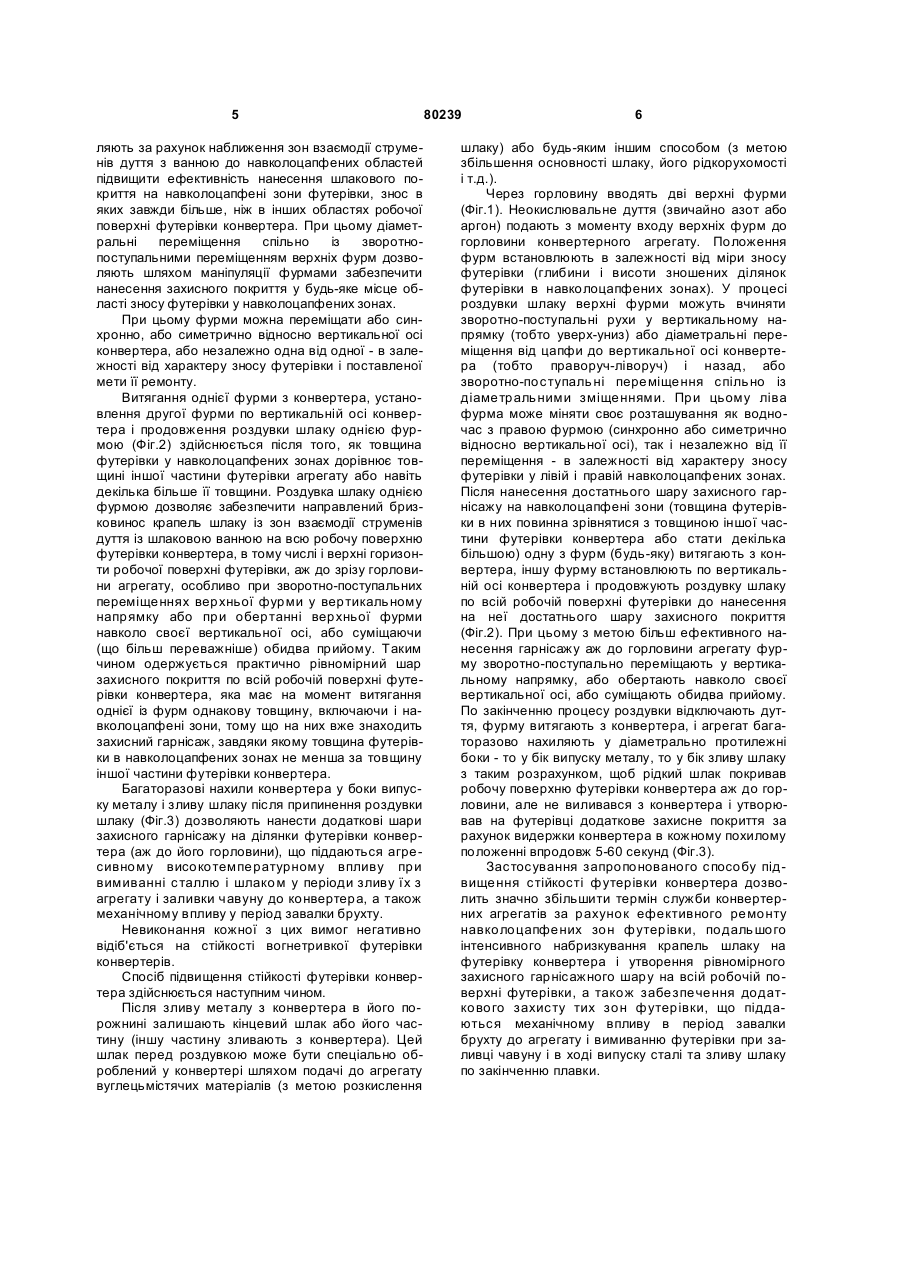
10. Спосіб за будь-яким з пп.1 - 9, який відрізняється тим, що після роздування шлаку верхні фурми витягають з порожнини конвертера, конвертер багаторазово нахиляють то у бік випуску металу, то у бік зливу шлаку до досягнення шлаком горловини конвертера, не виливаючи шлак з конвертера, витримуючи конвертер у кожному похилому положенні впродовж 5 - 60 секунд.
Текст
1. Спосіб підвищення стійкості футерівки конвертера, що включає роздування рідкого кінцевого шлаку зверху неокислювальним газом, який відрізняється тим, що роздування ведуть водночас двома верхніми фурмами, які опускають до порожнини конвертера і розміщують на осі цапф у правій та лівій половинах робочого простору конвертера, при цьому відстані S1 і S2 по осі цапф від робочої поверхні футерівки до бокової поверхні кожної із фурм складають Dк/8 - Dк/2,5, де Dк - діаметр робочого простору конвертера. 2. Спосіб за п.1, який відрізняється тим, що кінцевий шлак додатково обробляють перед роздуванням. 3. Спосіб за п.1 або п.2, який відрізняється тим, що верхні фурми у процесі роздування шлаку зворотно-поступально переміщують у вертикальному напрямку і/або діаметрально переміщують у на C2 2 80239 1 3 що вдувається через верхню фурму. Шлак, що потрапляє на футерівку, в результаті охолоджування утворює захисний гарнісаж. Вадою означених способів є невисока ефективність нанесення захисного покриття на футерівку навколоцапфених зон конвертера, бо дані зони завжди мають найбільший знос і з цієї причини вимагають більш інтенсивного набризкування шлаку з метою досягнення в навколоцапфених областях такої ж товщини футерівки, як і в інших частинах робочого простору конвертера. В усіх наведених аналогах розбризкування шлаку відбувається біль ш-менш рівномірно по всій робочій поверхні футерівки, що перешкоджає ефективному відновленню футерівки навколоцапфених зон, бо товщина футерівки в цих зонах і після набризкування шлаку буде менша за товщину решти футерівки. Більш інтенсивно зношуючись на наступних плавках і знов не маючи ефективного відновлення, товщина футерівки навколоцапфених зон від плавки до плавки буде помітно зменшуватися у порівнянні з товщиною іншої частини футерівки. Це наводить до того, що стійкість футерівки конвертерів при застосуванні технології набризкування на неї шлаку майже не відрізняється від стійкості футерівки агрегатів, що працюють за технологією без нанесення захисного шлакового гарнісажу. Найбільш близьким до описуємого винаходу за технічною суттю і досягаємим результатом є спосіб ремонту футерівки конвертера [заявка Японії № 59-96209, С 21 С 5/44, С 21 С 5/48], згідно якому продувку рідкого шлаку ведуть газом через донні фурми, що розташовані похило так, що розбризкуємий шлак накриває область футерівки, яка розташована поблизу цапф опорного кільця, причому для відновлення футерівки в області правої цапфи газ подають у похилі фурми лівої частини днища, а для ремонту футерівки в області лівої цапфи - через фурми у правій частині днища. Після цього здійснюється нанесення захисного покриття на всю поверхню футерівки шляхом подачі газу через всі донні фурми. Вадою даного способу є повна непридатність його застосування для відновлення футерівки конвертерів верхнього дуття. В основу винаходу поставлена задача вдосконалення способу ремонту футерівки конвертера верхнього дуття шляхом інтенсивного нанесення на робочу поверхню навколоцапфених зон футерівки, найбільш схильних до зносу в процесі виплавки сталі, додаткового шару шлакового покриття - захисного гарнісажу, завдяки цьому дозволяючи уникнути значного зносу і передчасного руйнування футерівки в означених зонах, що дозволить в значній мірі підвищити стійкість футерівки конвертерів, тим самим збільшуючи термін служби конвертерних агрегатів. Поставлена задача вирішується тим, що за способом підвищення стійкості, що включає роздувку рідкого кінцевого шлаку зверху неокислювальним газом, згідно винаходу, процес роздувки ведуть водночас двома верхніми фурмами, які опущені до порожнини конвертера і розміщені на осі цапф у правій та лівій половинах робочого 80239 4 простору конвертера, при цьому відстані S1 і S2 по осі цапф від робочої поверхні футерівки до бокової поверхні кожної із фурм складають DK/8...DK/2,5, де DK - діаметр робочого простору конвертера. Кінцевий шлак додатково можна обробляти перед роздувкою. Верхні фурми у процесі роздувки шлаку можна зворотно-поступально переміщати у вертикальному напрямку і (або) діаметрально переміщати у напрямку від цапфи до вертикальної осі конвертера і назад. Верхні фурми при цьому можна переміщати або синхронно, або симетрично відносно вертикальної осі конвертера, або незалежно одна від одної. По закінченні 5...25 хвилин часу роздувки одну верхню фурму витягають з порожнини конвертера, іншу верхню фурму ставлять по вертикальній осі конвертера і продовжують роздувку шлаку впродовж 5...25 хвилин. Верхню фурму можна зворотно-поступально переміщати у вертикальному напрямку і (або) обертати навколо своєї вертикальної осі. Після роздувки шлаку верхні фурми витягають з порожнини конвертера, конвертер багаторазово нахиляють то у бік випуску металу, то у бік зливу шлаку до досягнення шлаком горловини конвертера, не виливаючи шлак з конвертера, витримуючи конвертер у кожному похилому положенні впродовж 5...60 секунд. Розташування двох фурм на осі цапф у правій і лівій половинах робочого простору конвертера буде сприяти спрямованому набризкуванню крапель шлаку на зношені ділянки робочої поверхні футерівки у навколоцапфених зонах і ефективному формуванню на них шару захисного покриття, при цьому відстані S1 і S2 (Фіг.1) між футерівкою і боковою поверхнею кожної фурми по осі цапф вибираються із зазначеного вище діапазону значень з міркувань збільшення або зменшення інтенсивності бризконанесення на навколоцапфені зони (тобто залежать від глибини зносу футерівки і необхідності одержання потрібної товщини наносимого покриття) і в залежності від висоти зношених ділянок футерівки навколоцапфених зон (тобто залежать від необхідності одержання потрібної далекобійності бризковиносу крапель шлаку), причому відстані S1 і S2 можуть бути неоднаковими. Кінцевий шлак перед роздувкою може додатково оброблятися вуглецьмістячим матеріалом з метою зменшення окисленості шлаку, присадками вапна для підвищення основності шлаку, добавками розріджувачів для підвищення рідкорухомості шлаку і т.д. Зворотно-поступальні переміщення верхніх фурм дозволяють постійно у процесі роздувки змінювати розміри зони взаємодії струменів дуття з рідкою шлаковою ванною, що дозволяє підтримувати розплавлений шлак у рідкорухомому стані (тобто уникнути швидкого загущення шлаку на днищі конвертера аж до повного його твердіння), завдяки цьому сприяючи високій далекобійності бризковиносу шлаку на стінки конвертера. Діаметральні переміщення верхніх фурм у процесі роздувки дозво 5 ляють за рахунок наближення зон взаємодії струменів дуття з ванною до навколоцапфених областей підвищити ефективність нанесення шлакового покриття на навколоцапфені зони футерівки, знос в яких завжди більше, ніж в інших областях робочої поверхні футерівки конвертера. При цьому діаметральні переміщення спільно із зворотнопоступальними переміщенням верхніх фурм дозволяють шляхом маніпуляції фурмами забезпечити нанесення захисного покриття у будь-яке місце області зносу футерівки у навколоцапфених зонах. При цьому фурми можна переміщати або синхронно, або симетрично відносно вертикальної осі конвертера, або незалежно одна від одної - в залежності від характеру зносу футерівки і поставленої мети її ремонту. Витягання однієї фурми з конвертера, установлення другої фурми по вертикальній осі конвертера і продовження роздувки шлаку однією фурмою (Фіг.2) здійснюється після того, як товщина футерівки у навколоцапфених зонах дорівнює товщині іншої частини футерівки агрегату або навіть декілька більше її товщини. Роздувка шлаку однією фурмою дозволяє забезпечити направлений бризковинос крапель шлаку із зон взаємодії струменів дуття із шлаковою ванною на всю робочу поверхню футерівки конвертера, в тому числі і верхні горизонти робочої поверхні футерівки, аж до зрізу горловини агрегату, особливо при зворотно-поступальних переміщеннях верхньої фурми у вертикаль ному напрямку або при обертанні верхньої фурми навколо своєї вертикальної осі, або суміщаючи (що більш переважніше) обидва прийому. Таким чином одержується практично рівномірний шар захисного покриття по всій робочій поверхні футерівки конвертера, яка має на момент витягання однієї із фурм однакову товщину, включаючи і навколоцапфені зони, тому що на них вже знаходить захисний гарнісаж, завдяки якому товщина футерівки в навколоцапфених зонах не менша за товщину іншої частини футерівки конвертера. Багаторазові нахили конвертера у боки випуску металу і зливу шлаку після припинення роздувки шлаку (Фіг.3) дозволяють нанести додаткові шари захисного гарнісажу на ділянки футерівки конвертера (аж до його горловини), що піддаються агресивному високотемпературному впливу при вимиванні сталлю і шлаком у періоди зливу їх з агрегату і заливки чавуну до конвертера, а також механічному впливу у період завалки брухту. Невиконання кожної з цих вимог негативно відіб'ється на стійкості вогнетривкої футерівки конвертерів. Спосіб підвищення стійкості футерівки конвертера здійснюється наступним чином. Після зливу металу з конвертера в його порожнині залишають кінцевий шлак або його частину (іншу частину зливають з конвертера). Цей шлак перед роздувкою може бути спеціально оброблений у конвертері шляхом подачі до агрегату вуглецьмістячих матеріалів (з метою розкислення 80239 6 шлаку) або будь-яким іншим способом (з метою збільшення основності шлаку, його рідкорухомості і т.д.). Через горловину вводять дві верхні фурми (Фіг.1). Неокислювальне дуття (звичайно азот або аргон) подають з моменту входу верхніх фурм до горловини конвертерного агрегату. Положення фурм встановлюють в залежності від міри зносу футерівки (глибини і висоти зношених ділянок футерівки в навколоцапфених зонах). У процесі роздувки шлаку верхні фурми можуть вчиняти зворотно-поступальні рухи у вертикальному напрямку (тобто уверх-униз) або діаметральні переміщення від цапфи до вертикальної осі конвертера (тобто праворуч-ліворуч) і назад, або зворотно-поступаль ні переміщення спіль но із діаметраль ними зміщеннями. При цьому ліва фурма може міняти своє розташування як водночас з правою фурмою (синхронно або симетрично відносно вертикальної осі), так і незалежно від її переміщення - в залежності від характеру зносу футерівки у лівій і правій навколоцапфених зонах. Після нанесення достатнього шару захисного гарнісажу на навколоцапфені зони (товщина футерівки в них повинна зрівнятися з товщиною іншої частини футерівки конвертера або стати декілька більшою) одну з фурм (будь-яку) витягають з конвертера, іншу фурму встановлюють по вертикальній осі конвертера і продовжують роздувку шлаку по всій робочій поверхні футерівки до нанесення на неї достатнього шару захисного покриття (Фіг.2). При цьому з метою більш ефективного нанесення гарнісажу аж до горловини агрегату фурму зворотно-поступально переміщають у вертикальному напрямку, або обертають навколо своєї вертикальної осі, або суміщають обидва прийому. По закінченню процесу роздувки відключають дуття, фурму витягають з конвертера, і агрегат багаторазово нахиляють у діаметрально протилежні боки - то у бік випуску металу, то у бік зливу шлаку з таким розрахунком, щоб рідкий шлак покривав робочу поверхню футерівки конвертера аж до горловини, але не виливався з конвертера і утворював на футерівці додаткове захисне покриття за рахунок видержки конвертера в кожному похилому положенні впродовж 5-60 секунд (Фіг.3). Застосування запропонованого способу підвищення стійкості футерівки конвертера дозволить значно збільшити термін служби конвертерних агрегатів за рахунок ефективного ремонту навколоцапфених зон футерівки, подаль шого інтенсивного набризкування крапель шлаку на футерівку конвертера і утворення рівномірного захисного гарнісажного шару на всій робочій поверхні футерівки, а також забезпечення додаткового захисту тих зон футерівки, що піддаються механічному впливу в період завалки брухту до агрегату і вимиванню футерівки при заливці чавуну і в ході випуску сталі та зливу шлаку по закінченню плавки. 7 Комп’ютерна верстка М. Мацело 80239 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increasing vessel lining durability
Автори англійськоюPanteikov Serhii Petrovych
Назва патенту російськоюСпособ повышения стойкости футеровки конвертера
Автори російськоюПантейков Сергей Петрович
МПК / Мітки
Мітки: підвищення, конвертера, спосіб, футерівки, стійкості
Код посилання
<a href="https://ua.patents.su/4-80239-sposib-pidvishhennya-stijjkosti-futerivki-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення стійкості футерівки конвертера</a>
Спосіб ремонту футерівки конвертера
Номер патенту: 25475
Опубліковано: 10.08.2007
Автори: Чубіна Олена Анатоліївна, Чернятевич Ігор Володимирович, Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Чубін Константин Іванович, Ващенко Світлана Леонідівна
МПК: C21C 5/44
Мітки: спосіб, ремонту, футерівки, конвертера
Формула / Реферат:
Спосіб ремонту футерівки конвертера, що включає роздування кінцевого шлаку попередньої плавки азотними струменями одночасно або перед подачею на бокову поверхню конвертера у кільцевих струменях кисню торкрет-маси, що містить вогнетривкий магнезіальний та горючий вуглецевмісний матеріали, який відрізняється тим, що торкрет-масу подають з питомою витратою 2,0-3,1 кг на 1 м3 кисню за хвилину, при цьому торкрет-маса містить як вогнетривку...
Спосіб ремонту футерівки конвертера
Номер патенту: 25657
Опубліковано: 10.08.2007
Автори: Чубіна Олена Анатоліївна, Чубін Константин Іванович, Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович
МПК: C21C 5/44
Мітки: конвертера, спосіб, футерівки, ремонту
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після...
Спосіб заправлення футерівки конвертера з виплавки сталі
Номер патенту: 7495
Опубліковано: 15.06.2005
Автори: Кекух Анатолій Володимирович, Челомбитько Олександр Олексійович, ТРОЩІЙ Сергій Володимирович, Павлюченков Олег Ігоревич, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Бродський Олександр Сергійович
МПК: C21C 5/44
Мітки: конвертера, заправлення, футерівки, виплавки, сталі, спосіб
Формула / Реферат:
Спосіб заправлення футерівки конвертера для виплавки сталі, що включає подавання вогнетривкого порошкоподібного матеріалу під час плавки на ділянки футерівки, який відрізняється тим, що вогнетривкий матеріал наносять після окислення кремнію рідкого чавуну шихти та повного скачування шлаку з відкритим дзеркалом металу зі швидкістю не менше 150 м/сек по всій поверхні футерівки вище рівня металу.
Спосіб заправляння футерівки конвертера для виплавки сталі

Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич, Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович
МПК: C21C 5/44
Мітки: конвертера, виплавки, заправляння, футерівки, сталі, спосіб
Формула / Реферат:
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають...
Спосіб виводу футерівки сталеплавильного конвертера на робочий режим
Номер патенту: 65047
Опубліковано: 15.03.2004
Автори: Челомбитько Олександр Олексійович, Рожков Євген Михайлович, Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич, ТРОЩІЙ Сергій Володимирович, Бродський Олександр Сергійович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович
МПК: C04B 35/64
Мітки: конвертера, сталеплавильного, спосіб, режим, робочий, виводу, футерівки
Формула / Реферат:
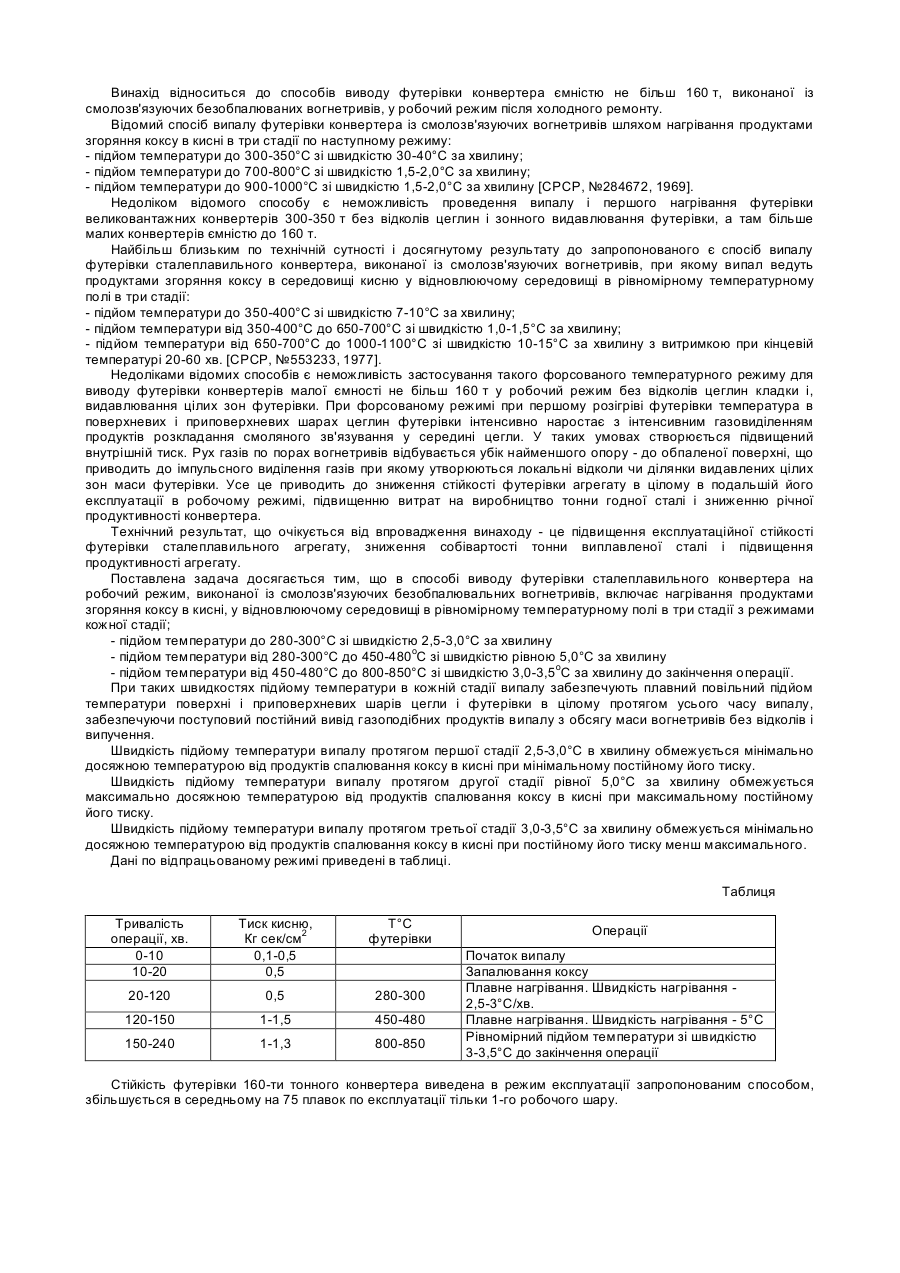
Спосіб виводу футерівки сталеплавильного конвертера, виконаної із смолозв’язуючих безобпалювальних вогнетривів, на робочий режим, включає нагрівання продуктами згоряння коксу в кисні у відновлюючому середовищі в рівномірному температурному полі в три стадії, який відрізняється тим, що режими нагрівання кожної стадії такі:підйом температури до 280-3000С зі швидкістю 2,5- 3,00С в хвилину;підйом температури від 280-3000С до...
Попередній патент: Турбінна олива для термонавантажених газотурбінних агрегатів
Наступний патент: Спосіб експлуатації сталевого прокатного валка
Випадковий патент: Розчин для ін'єкцій, що має виражену аналгетичну дію