Модель для вакуумної формовки
Номер патенту: 80656
Опубліковано: 10.10.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Модель для вакуумної формовки, що виготовлена з матеріалу, який легко видаляється, і має порожнини у вигляді каналів, що проходять через ливник і випор, яка відрізняється тим, що канали виконані сполученими з поверхнею моделі і з боку поверхні моделі закриті газопроникними вентами, здатними утримувати пісок.
2. Модель за п. 1, яка відрізняється тим, що венти, виготовлені з матеріалу, який легко видаляється.
3. Модель за п. 1, яка відрізняється тим, що венти виготовлені за одне ціле з моделлю по фігурній поверхні моделі.
4. Модель за п. 1, яка відрізняється тим, що венти виготовлені з тонкого газопроникного паперу або тканини.
5. Модель за п. 1, яка відрізняється тим, що канали виконані трубками з матеріалу, який легко видаляється.
6. Модель за п. 1, яка відрізняється тим, що канали виконані у вигляді трубок з матеріалу виливка, для виробництва якого виготовлена модель.
7. Модель за п. 1, яка відрізняється тим, що канали виконані у вигляді трубок з легуючого, модифікуючого, армуючого або іншого матеріалу, здатного змінювати структуру виливка, для виробництва якого виконана модель.
8. Модель за п. 1, яка відрізняється тим, що канали виконані методом пропалювання металевим нагрівальним дротом.
Текст
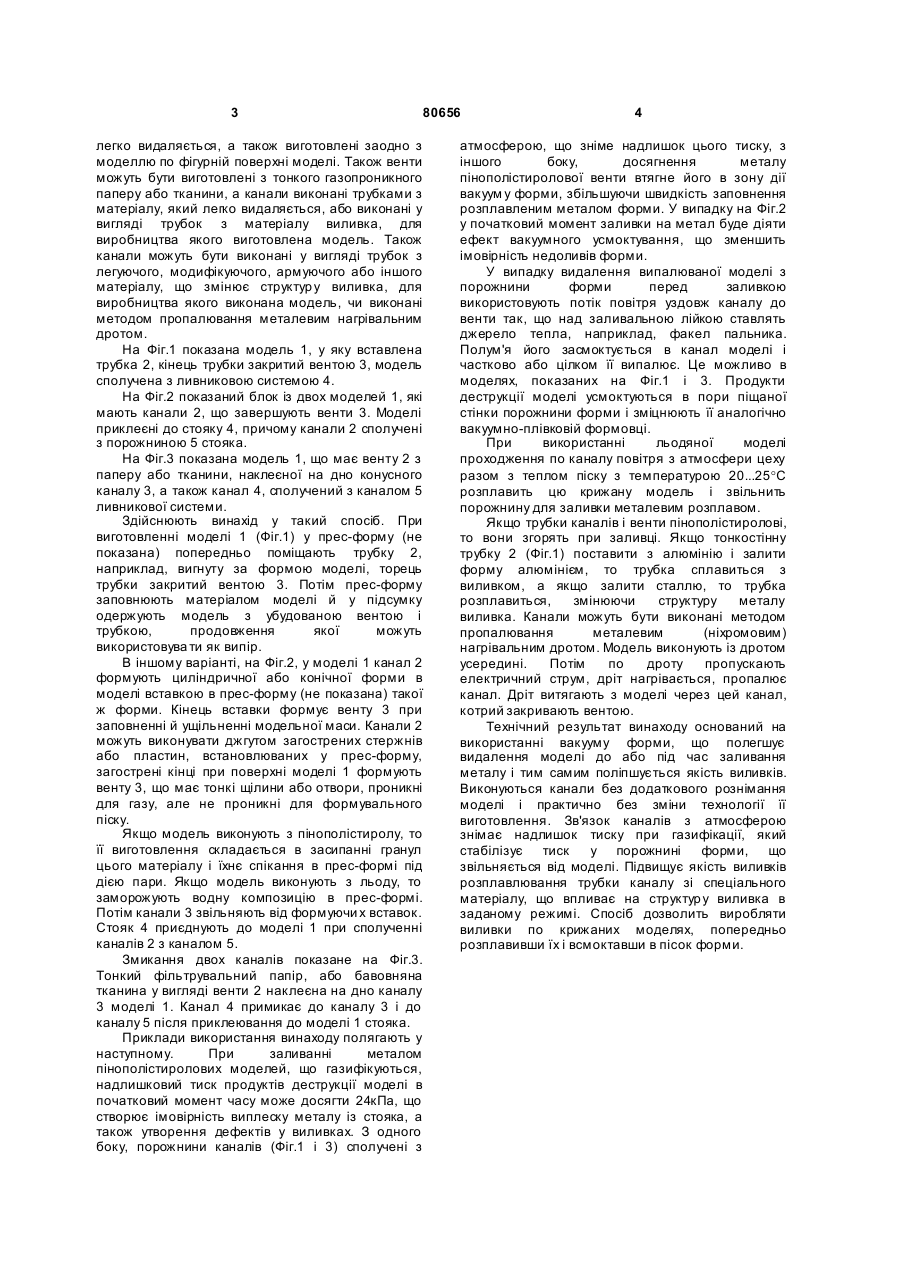
1. Модель для вакуумної формовки, що виготовлена з матеріалу, який легко видаляється, і має порожнини у вигляді каналів, що проходять через ливник і випор, яка відрізняється тим, що канали виконані сполученими з поверхнею моделі і з боку поверхні моделі закриті газопроникними вентами, здатними утримува ти пісок. C2 2 (19) 1 3 80656 легко видаляється, а також виготовлені заодно з моделлю по фігурній поверхні моделі. Також венти можуть бути виготовлені з тонкого газопроникного паперу або тканини, а канали виконані трубками з матеріалу, який легко видаляється, або виконані у вигляді трубок з матеріалу виливка, для виробництва якого виготовлена модель. Також канали можуть бути виконані у вигляді трубок з легуючого, модифікуючого, армуючого або іншого матеріалу, що змінює структур у виливка, для виробництва якого виконана модель, чи виконані методом пропалювання металевим нагрівальним дротом. На Фіг.1 показана модель 1, у яку вставлена трубка 2, кінець трубки закритий вентою 3, модель сполучена з ливниковою системою 4. На Фіг.2 показаний блок із двох моделей 1, які мають канали 2, що завершують венти 3. Моделі приклеєні до стояку 4, причому канали 2 сполучені з порожниною 5 стояка. На Фіг.3 показана модель 1, що має венту 2 з паперу або тканини, наклеєної на дно конусного каналу 3, а також канал 4, сполучений з каналом 5 ливникової системи. Здійснюють винахід у такий спосіб. При виготовленні моделі 1 (Фіг.1) у прес-форму (не показана) попередньо поміщають трубку 2, наприклад, вигнуту за формою моделі, торець трубки закритий вентою 3. Потім прес-форму заповнюють матеріалом моделі й у підсумку одержують модель з убудованою вентою і трубкою, продовження якої можуть використовува ти як випір. В іншому варіанті, на Фіг.2, у моделі 1 канал 2 формують циліндричної або конічної форми в моделі вставкою в прес-форму (не показана) такої ж форми. Кінець вставки формує венту 3 при заповненні й ущільненні модельної маси. Канали 2 можуть виконувати джгутом загострених стержнів або пластин, встановлюваних у прес-форму, загострені кінці при поверхні моделі 1 формують венту 3, що має тонкі щілини або отвори, проникні для газу, але не проникні для формувального піску. Якщо модель виконують з пінополістиролу, то її виготовлення складається в засипанні гранул цього матеріалу і їхнє спікання в прес-формі під дією пари. Якщо модель виконують з льоду, то заморожують водну композицію в прес-формі. Потім канали 3 звільняють від формуючи х вставок. Стояк 4 приєднують до моделі 1 при сполученні каналів 2 з каналом 5. Змикання двох каналів показане на Фіг.3. Тонкий фільтрувальний папір, або бавовняна тканина у вигляді венти 2 наклеєна на дно каналу 3 моделі 1. Канал 4 примикає до каналу 3 і до каналу 5 після приклеювання до моделі 1 стояка. Приклади використання винаходу полягають у наступному. При заливанні металом пінополістиролових моделей, що газифікуються, надлишковий тиск продуктів деструкції моделі в початковий момент часу може досягти 24кПа, що створює імовірність виплеску металу із стояка, а також утворення дефектів у виливках. З одного боку, порожнини каналів (Фіг.1 і 3) сполучені з 4 атмосферою, що зніме надлишок цього тиску, з іншого боку, досягнення металу пінополістиролової венти втягне його в зону дії вакуум у форми, збільшуючи швидкість заповнення розплавленим металом форми. У випадку на Фіг.2 у початковий момент заливки на метал буде діяти ефект вакуумного усмоктування, що зменшить імовірність недоливів форми. У випадку видалення випалюваної моделі з порожнини форми перед заливкою використовують потік повітря уздовж каналу до венти так, що над заливальною лійкою ставлять джерело тепла, наприклад, факел пальника. Полум'я його засмоктується в канал моделі і частково або цілком її випалює. Це можливо в моделях, показаних на Фіг.1 і 3. Продукти деструкції моделі усмоктуються в пори піщаної стінки порожнини форми і зміцнюють її аналогічно вакуумно-плівковій формовці. При використанні льодяної моделі проходження по каналу повітря з атмосфери цеху разом з теплом піску з температурою 20...25°С розплавить цю крижану модель і звільнить порожнину для заливки металевим розплавом. Якщо трубки каналів і венти пінополістиролові, то вони згорять при заливці. Якщо тонкостінну трубку 2 (Фіг.1) поставити з алюмінію і залити форму алюмінієм, то трубка сплавиться з виливком, а якщо залити сталлю, то трубка розплавиться, змінюючи структуру металу виливка. Канали можуть бути виконані методом пропалювання металевим (ніхромовим) нагрівальним дротом. Модель виконують із дротом усередині. Потім по дроту пропускають електричний струм, дріт нагрівається, пропалює канал. Дріт витягають з моделі через цей канал, котрий закривають вентою. Технічний результат винаходу оснований на використанні вакууму форми, що полегшує видалення моделі до або під час заливання металу і тим самим поліпшується якість виливків. Виконуються канали без додаткового рознімання моделі і практично без зміни технології її виготовлення. Зв'язок каналів з атмосферою знімає надлишок тиску при газифікації, який стабілізує тиск у порожнині форми, що звільняється від моделі. Підвищує якість виливків розплавлювання трубки каналу зі спеціального матеріалу, що впливає на структур у виливка в заданому режимі. Спосіб дозволить виробляти виливки по крижаних моделях, попередньо розплавивши їх і всмоктавши в пісок форми. 5 80656 6
ДивитисяДодаткова інформація
Назва патенту англійськоюPattern for vacuum molding
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюМодель вакуумной формовки
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
Мітки: модель, формовки, вакуумної
Код посилання
<a href="https://ua.patents.su/3-80656-model-dlya-vakuumno-formovki.html" target="_blank" rel="follow" title="База патентів України">Модель для вакуумної формовки</a>
Модель зуба для тренування стоматологів

Номер патенту: 13981
Опубліковано: 17.04.2006
Автори: Хоменко Лариса Олександрівна, Остапко Олена Іванівна, Біденко Наталія Василівна, Сороченко Григорій Валерійович, Шматко Володимир Іванович, Сороченко Наталія Олександрівна
МПК: A61C 19/00, A61C 5/04
Мітки: модель, зуба, тренування, стоматологів
Формула / Реферат:
Модель зуба для тренування стоматологів, що містить природний зуб жорстко закріплений з виступанням у корпусі, заповненому непрозорою фіксуючою масою, яка відрізняється тим, що апікальна частина коренів зуба принаймні на третину виходить за межі фіксуючої маси.
Спосіб нанесення функціонального покриття на полімерну модель
Номер патенту: 68840
Опубліковано: 16.08.2004
Автори: Шинський Олег Йосипович, Бабіч Микола Володимирович, Тарасевич Микола Іванович, Притуляк Анатолій Самуїлович, Бабіч Володимир Миколайович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Яковишин Олег Анатолійович
МПК: B22C 9/04
Мітки: покриття, спосіб, нанесення, функціонального, полімерну, модель
Формула / Реферат:
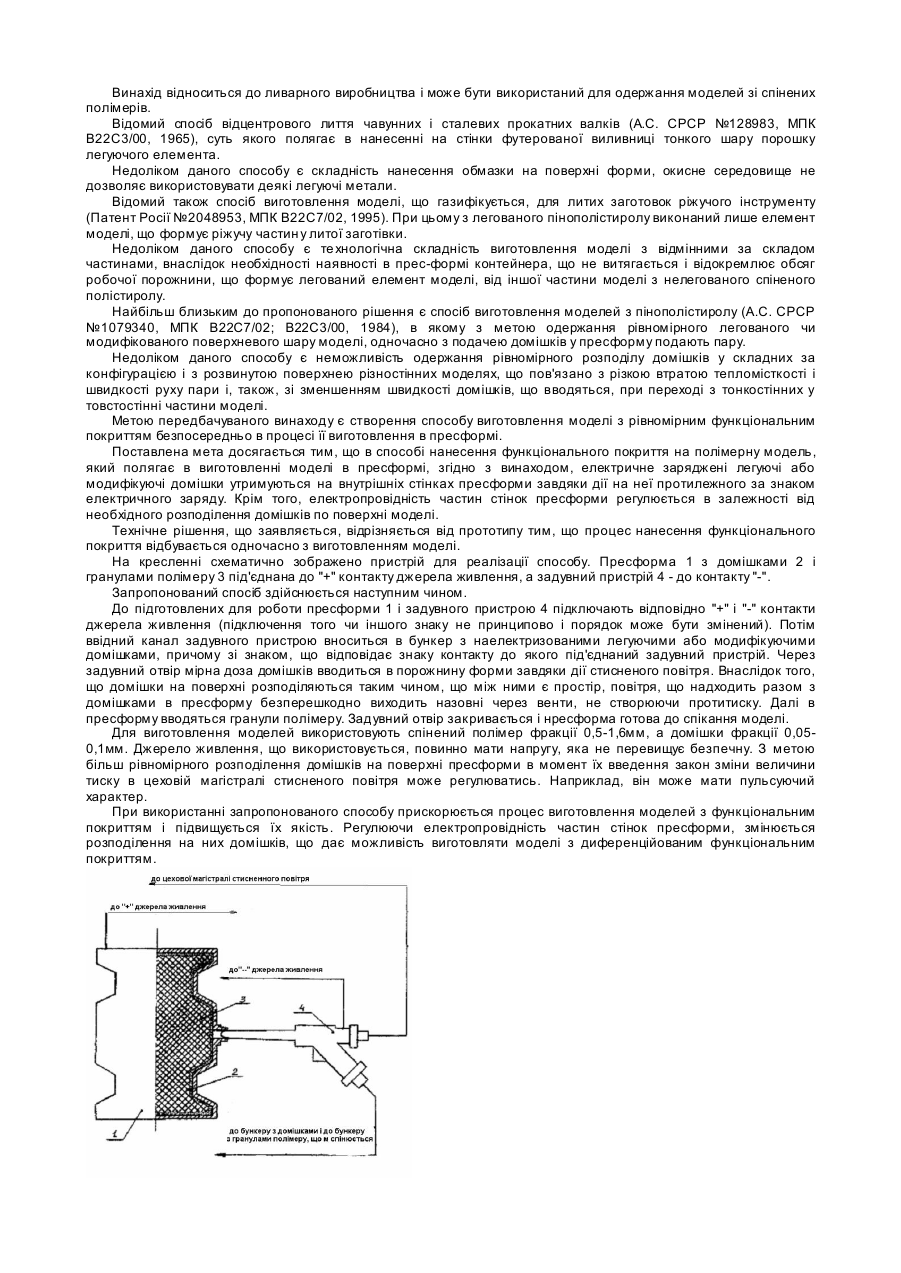
1. Спосіб нанесення функціонального покриття на полімерну модель, що полягає у виготовленні моделі в прес-формі з внесенням у прес-форму легувальних або модифікуючих домішок, який відрізняється тим, що легувальні або модифікуючі домішки наносять на стінки прес-форми.2. Спосіб за п. 1, який відрізняється тим, що прес-форму і домішки заряджають різнойменними електричними зарядами.3. Спосіб за п. 2, який відрізняється тим, що...
Медична модель для дослідження ендоваскулярного протезування аневризм черевної аорти самофіксівним ендопротезом
Номер патенту: 16699
Опубліковано: 15.08.2006
Автори: Калашнікова Юлія Валентинівна, Володось Микола Леонтіїйович, Аксенко Олександр Олександрович
МПК: G09B 23/28, A61F 2/06
Мітки: аневризм, дослідження, ендоваскулярного, аорти, медична, черевної, ендопротезом, модель, протезування, самофіксівним
Формула / Реферат:
1. Медична модель для дослідження ендоваскулярного протезування аневризм черевної аорти самофіксівним ендопротезом, що містить корпус із прозорого матеріалу, наприклад оргскла, з фігурною порожниною і декількома сполученими з нею циліндричними отворами, один з яких підключений до джерела імпульсної подачі рідини, а інші - до зливу, який відрізняється тим, що корпус виконаний із окремих з'єднаних між собою стяжними шпильками знімних секцій, в...
Пристрій для формовки виробів із тіста з начинкою
Номер патенту: 2086
Опубліковано: 26.12.1994
Автор: Сохань Василь Арсентійович
МПК: A21C 9/00
Мітки: тіста, виробів, формовки, начинкою, пристрій
Формула / Реферат:
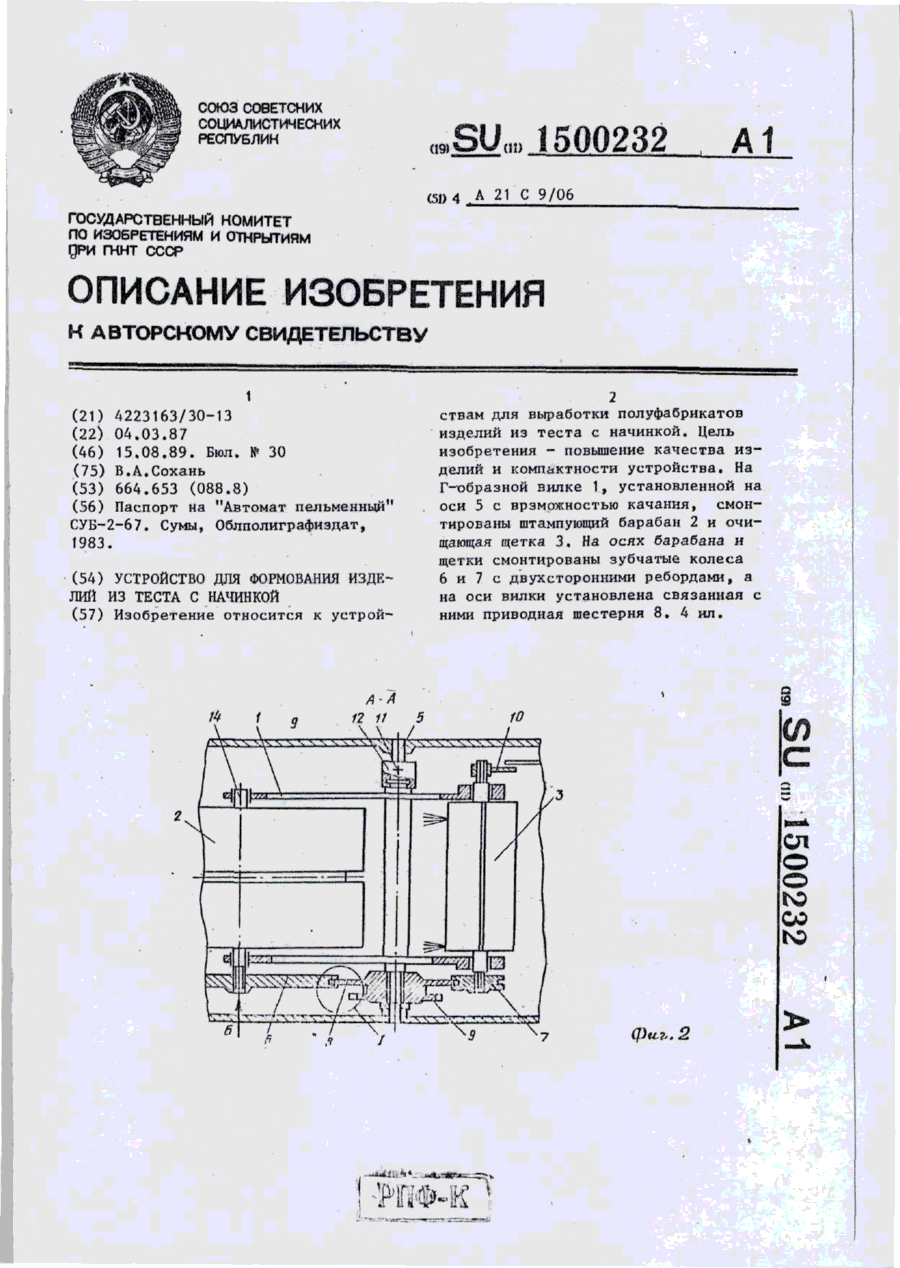
Устройство для формования изделий из теста с начинкой, содержащее установленный на вилке штампующий барабан и очищающую щетку, бункер для муки, отличающееся тем, что, с целью повышения качества изделий и компактности устройства, вилка выполнена Г-образной и установлена средней частью на оси с возможностью качания и перемещения вдоль последней, при этом штампующий барабан и очищающая щетка установлены на свободных концах вилки, на осях...
Спосіб формовки в штампах крупногабаритних деталей
Номер патенту: 69513
Опубліковано: 15.09.2004
Автор: Мілка Анатолій Дмитрович
МПК: B21D 53/00
Мітки: спосіб, деталей, штампах, крупногабаритних, формовки
Формула / Реферат:
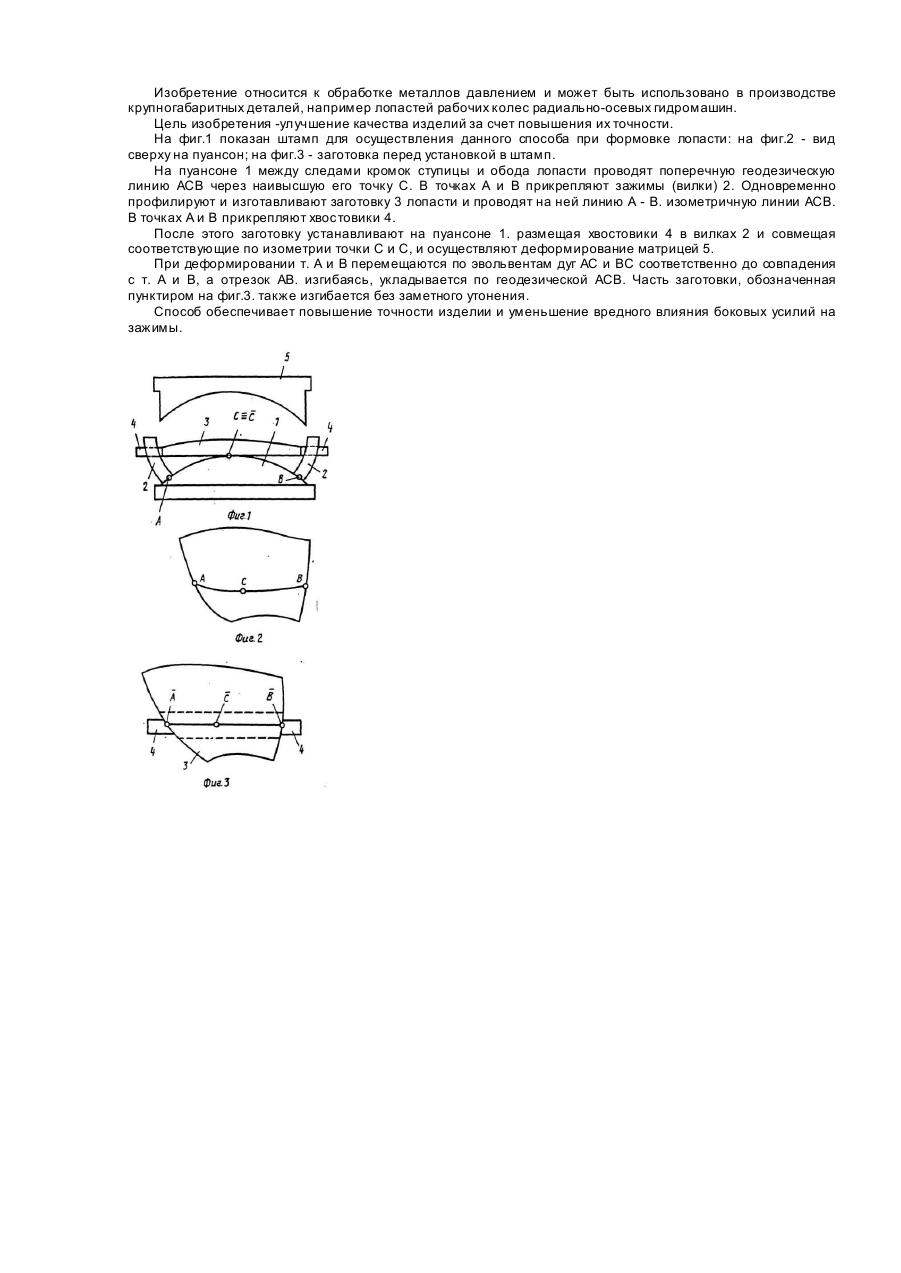
Способ формовки в штампах крупногабаритных деталей, преимущественно, лопастей рабочих колес радиально-осевых гидромашин из плоских профилированных заготовок с предварительным центрированием и фиксацией на выпуклом пуансоне посредством двух хвостовиков заготовки, устанавливаемых в закрепленных на пуансоне зажимах, отличающийся тем, что, с целью улучшения качества деталей за счет повышения их точности, центрирование деформируемой заготовки...
Попередній патент: Олігомерні амідофосфонілтіосечовини, які мають термостабілізуючу активність до суспензійного полівінілхлориду, і спосіб їх одержання
Наступний патент: Установка безперервного розливу з кристалізатором для лиття рідких металів, зокрема сталевих матеріалів
Випадковий патент: Спосіб поліпшення переносимості гормональних контрацептивів