Спосіб дозування порошкового матеріалу і пристрій для його здійснення
Номер патенту: 80874
Опубліковано: 12.11.2007
Автори: Крюков Геннадій Олександрович, Балаклієць Ігор Альбінович

Формула / Реферат
1. Спосіб дозування порошкового матеріалу, що полягає у видуванні матеріалу з місткості струменем стиснутого газу, що витікає з газового сопла у напрямі вихідного патрубка, сполученого з транспортним пневмопроводом, який відрізняється тим, що місткість заздалегідь заповнюють порошковим матеріалом, а газове сопло переміщають від вихідного патрубка в напрямі, зворотному руху газового потоку з швидкістю, яку вибирають в залежності від необхідної витрати матеріалу.
2. Пристрій для дозування порошкового матеріалу, що містить циліндричну місткість, з торців якої співвісно і герметично встановлені газове сопло з вхідним каналом і отвором, що сполучає вхідний канал з місткістю, і вихідний патрубок, що сполучає місткість з транспортним пневмопроводом, який відрізняється тим, що сполучення газового сопла з місткістю виконано таким чином, що є можливість переміщення газового сопла уздовж осі місткості, а отвір в газовому соплі виконано з можливістю конусного розширення факела газового струменя на виході з сопла, при цьому кут конуса дорівнює a, що складає
![]() .
.
Текст
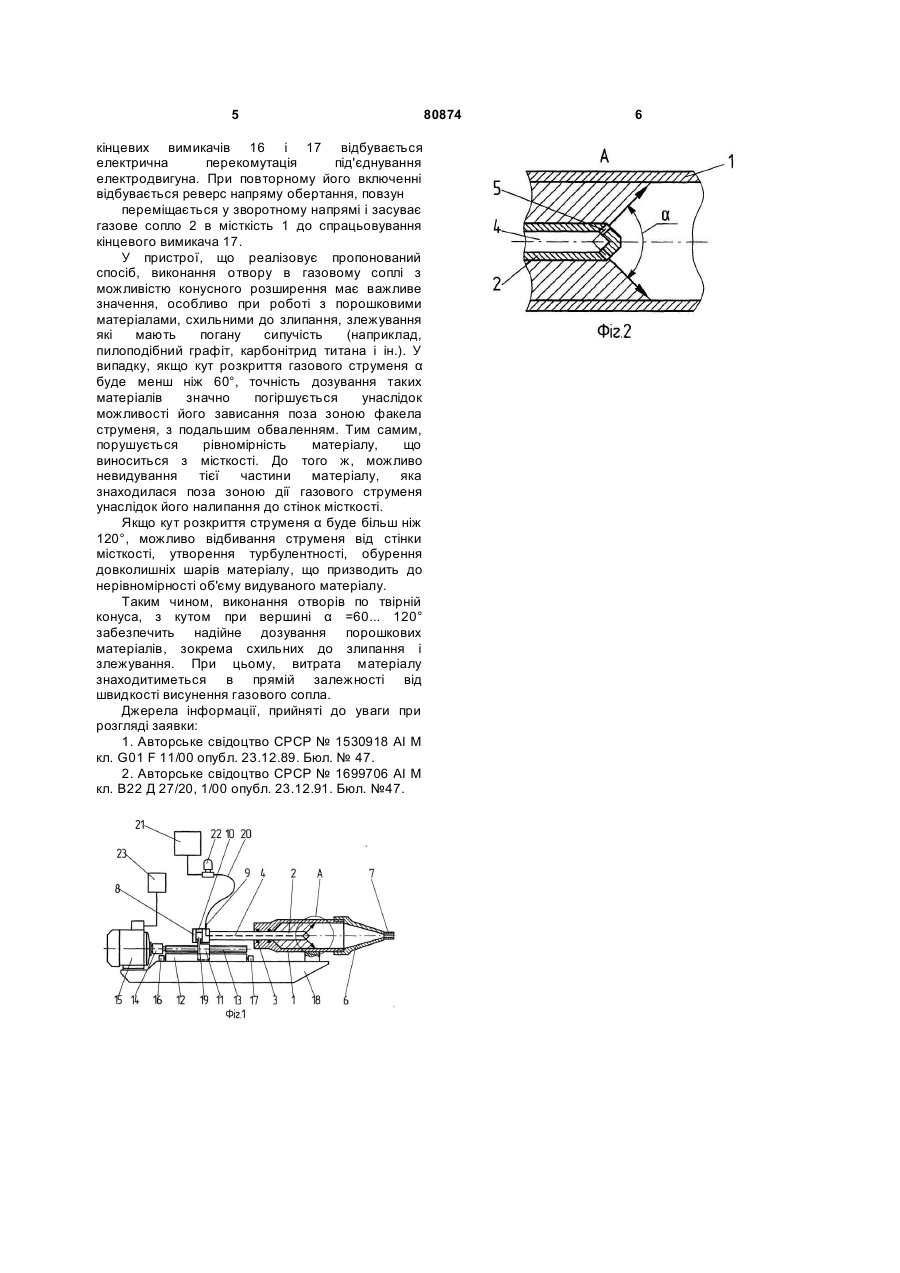
1. Спосіб дозування порошкового матеріалу, що полягає у видуванні матеріалу з місткості струменем стиснутого газу, що витікає з газового сопла у напрямі вихідного патрубка, сполученого з транспортним пневмопроводом, який відрізняється тим, що місткість заздалегідь заповнюють порошковим матеріалом, а газове 3 отворів, а також утворення склепіння матеріалу над ними, з подальшим обваленням. У основу винаходу поставлено завдання в способі дозування порошкового матеріалу, що полягає у видуванні матеріалу з місткості струменем стислого газу, витікаючим з газового сопла у напрямі вихідного патрубка, сполученого з транспортним пневмопроводом шляхом попереднього заповнення місткості порошковим матеріалом, з подальшим переміщенням газового сопла від вихідного патрубка в напрямі, зворотному руху газового потоку з швидкістю, рівною робочому значенню, забезпечити високу точність дозування порошкового матеріалу. Попереднє заповнення місткості порошковим матеріалом забезпечує стабільність параметрів взаємодії порошкового матеріалу з газовим струменем, що у свою чергу забезпечує високу точність дозування. У відомому способі така стабільність можлива тільки при рівномірному надходженні порошкового матеріалу в місткість при його проходженні через регулюючий елемент, чого при роботі з порошковим матеріалом, схильним до злипання, не відбувається. Переміщення газового сопла від вихідного патрубка в напрямі, зворотному руху газового потоку, забезпечує процес дозування, а робоча швидкість переміщення необхідна задана витрата матеріалу, що видувається. Оскільки дозування порошкового матеріалу в пропонованому способі є функція тільки одного параметра, а саме, швидкості переміщення газового сопла, який можна задавати з високою точністю, то, отже, можна здійснити і процес дозування з високою точністю. Крім того, можливо змінювати дозування видуваного матеріалу в процесі його надходження до споживача, відповідно до заданого технологічного циклу, змінюючи відповідно робочу швидкість переміщення газового сопла. При висуненні газового сопла конічний факел стислого газу послідовно впливає на кожну частинку матеріалу, примусово переміщаючи її в транспортний пневмопровід, тому пропонований спосіб забезпечує надійність дозування навіть при роботі з дрібно і ультрадисперсним матеріалом, схильним до злипання і злежування. У основу винаходу поставлена також задача в пристрої дозування порошкового матеріалу, що містить циліндрову місткість з торців якої співвісно і герметично встановлені газове сопло з вхідним каналом і отвором, що сполучає вхідний канал з місткістю і вихідний патрубок, що сполучає місткість з транспортним пневмоприводом шляхом сполучення газового сопла з місткістю, виконаного з можливістю переміщення газового сопла уздовж осі місткості і виконання отвору в газовому соплі з можливістю конусного розширення факела газового струменя на виході з сопла з кутом конуса α = 60... 120°, забезпечити високу точність дозування порошкового матеріалу. Виконання сполучення газового сопла з місткістю з можливістю його переміщення уздовж осі місткості забезпечує послідовну взаємодію факела газового струменя з порошковим матеріалом і видування його в транспортний 80874 4 пневмопровід у необхідній кількості залежно від швидкості переміщення газового сопла. Виконання отвору в газовому соплі з можливістю конусного розширення факела газового струменя на виході з сопла з кутом конуса а= 60... 120° забезпечує рівномірне видування всього порошкового матеріалу з місткості, а, отже, забезпечується висока точність дозування. На фіг.1 показана схема пристрою, що реалізовує пропонований спосіб; на фіг.2 виносний перетин А на фіг.1. Пристрій складається з циліндричної місткості 1, з одного кінця якого вставлено газове сопло 2 з можливістю переміщатися уздовж осі місткості 1. Герметизується пересувне з'єднання манжетами 3. Газове сопло 2 має вхідний канал 4 і отвору 5, що сполучають вхідний канал 4 з місткістю 1. Отвори 5 виконані по твірної конуса з кутом при вершині, який складає α = 60... 120°. З іншого торця місткості 1 закріплений вихідний патрубок 6, сполучений з транспортним пневмопроводом 7. Газове сопло 2 з боку вхідного каналу 4 сполучено з хвостовиком 8, що має ніпель 9 для підведення стислого газу і двосторонній паз 10 для під'єднування до гвинтового приводу. Гвинтовий привід включає повзун 11, який встановлено в напрямні 12 і взаємодіє з гвинтом 13. Останній через муфту 14 сполучений з електродвигуном 15. Обмежувачами ходу повзуна 11 служать кінцеві вимикачі 16 і 17. Елементи пристрою закріплені на рамі 18. Для під'єднування хвостовика 8 до повзуна 11 на останньому виконаний кронштейн 19 у вигляді вилки, який заведений у відповідний двосторонній паз 10, виконаний в хвостовику 8. Стислий газ по гнучкому пневмопроводу 20 підводиться до ніпеля 9 хвостовика 8 від блоку газопідготовки 21, який призначений для очищення газу і настройки необхідного робочого тиску. Відкриття і закриття подачі стислого газу проводиться пневмоклапаном 22. Частота обертання валу електродвигуна регулюється частотним перетворювачем 23. Спосіб реалізують таким чином: У початковому положенні місткість 1 заповнена порошковим матеріалом, а газове сопло 2 повністю засунуте в місткість 1. Включають електродвигун 15 і одночасно відкривають пневмоклапан 22. При цьому, гвинт 13, жорстко з'єднаний з валом електродвигуна 15 починає обертатися і переміщати повзун 11 в напрямних 13. Газове сопло, сполучене через хвостовик 8 з повзуном 11 починає висуватися з місткості 1. Стислий газ з блоку газопідготовки поступає в гнучкий пневмопровід 20 вхідного каналу 4 і через отвори 5 в місткість 1. Газовий факел, що розкривається, при зіткненні з частинками порошкоподібного матеріалу виносить їх через вихідний патрубок 6 в транспортний пневмопровід 7 до споживача. Кількість матеріалу, що виноситься за одиницю часу, знаходиться в прямій залежності від швидкості висунення газового сопла 2. У кінцевому положенні повзун 11 натискає на кінцевий вимикач 16, який спрацьовує і дає команду на виключення електродвигуна 15 і закриття пневмоклапана 21. При спрацьовуванні 5 кінцевих вимикачів 16 і 17 відбувається електрична перекомутація під'єднування електродвигуна. При повторному його включенні відбувається реверс напряму обертання, повзун переміщається у зворотному напрямі і засуває газове сопло 2 в місткість 1 до спрацьовування кінцевого вимикача 17. У пристрої, що реалізовує пропонований спосіб, виконання отвору в газовому соплі з можливістю конусного розширення має важливе значення, особливо при роботі з порошковими матеріалами, схильними до злипання, злежування які мають погану сипучість (наприклад, пилоподібний графіт, карбонітрид титана і ін.). У випадку, якщо кут розкриття газового струменя α буде менш ніж 60°, точність дозування таких матеріалів значно погіршується унаслідок можливості його зависання поза зоною факела струменя, з подальшим обваленням. Тим самим, порушується рівномірність матеріалу, що виноситься з місткості. До того ж, можливо невидування тієї частини матеріалу, яка знаходилася поза зоною дії газового струменя унаслідок його налипання до стінок місткості. Якщо кут розкриття струменя α буде більш ніж 120°, можливо відбивання струменя від стінки місткості, утворення турбулентності, обурення довколишніх шарів матеріалу, що призводить до нерівномірності об'єму видуваного матеріалу. Таким чином, виконання отворів по твірній конуса, з кутом при вершині α =60... 120° забезпечить надійне дозування порошкових матеріалів, зокрема схильних до злипання і злежування. При цьому, витрата матеріалу знаходитиметься в прямій залежності від швидкості висунення газового сопла. Джерела інформації, прийняті до уваги при розгляді заявки: 1. Авторське свідоцтво СРСР № 1530918 ΑΙ Μ кл. G01 F 11/00 опубл. 23.12.89. Бюл. № 47. 2. Авторське свідоцтво СРСР № 1699706 ΑΙ Μ кл. В22 Д 27/20, 1/00 опубл. 23.12.91. Бюл. №47. 80874 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for weighing powder material and a device for the realization of the method
Автори англійськоюBalakliiets Ihor Albinovych, Kriukov Hennadii Oleksandrovych
Назва патенту російськоюСпособ дозирования порошкового материала и устройство для осуществления способа
Автори російськоюБалаклеец Игорь Альбинович, Крюков Геннадий Александрович
МПК / Мітки
МПК: G01F 13/00, G01F 11/00
Мітки: дозування, матеріалу, порошкового, пристрій, здійснення, спосіб
Код посилання
<a href="https://ua.patents.su/3-80874-sposib-dozuvannya-poroshkovogo-materialu-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дозування порошкового матеріалу і пристрій для його здійснення</a>
Спосіб ущільнення сипкого порошкового матеріалу та пристрій для його здійснення
Номер патенту: 65629
Опубліковано: 15.04.2004
Автор: Рассел-Сміт Ківен Ваген
МПК: B65G 69/20
Мітки: сипкого, матеріалу, спосіб, пристрій, порошкового, здійснення, ущільнення
Формула / Реферат:
1. Спосіб ущільнення сипкого порошкового матеріалу, що включає принаймні часткове обмеження об'єму сипкого порошкового матеріалу, обертання зануреного у сипкий порошковий матеріал обертаного елемента відносно його осі обертання, причому обертаний елемент має принаймні одну поверхню контакту з матеріалом, що спрямована головним чином по дотичній до напрямку обертання, і переміщення частинок матеріалу тангенціально та радіально відносно осі...
Спосіб подрібнення матеріалу та пристрій для його здійснення “повітряні жорна”
Номер патенту: 51728
Опубліковано: 16.12.2002
Автор: Шостак Віктор Володимирович
МПК: B02C 19/06
Мітки: здійснення, жорна, матеріалу, спосіб, повітряні, подрібнення, пристрій
Формула / Реферат:
1. Спосіб подрібнення матеріалу, який включає створення в обмеженому об’ємі циркулюючих один над одним потоків енергоносія шляхом вводу енергоносія в кожний з потоків під кутом до радіуса його обертання, формування вихрів в області контакту потоків шляхом зміни умов циркуляції одного потоку відносно другого, завантажування подрібнюваного матеріалу, відбір енергоносія з подрібненим матеріалом, який відрізняється тим, що напрямок циркуляції...
Пристрій для об’ємного дозування сипучого матеріалу
Номер патенту: 22253
Опубліковано: 25.04.2007
Автор: Біда Сергій Іванович
МПК: G01F 11/00
Мітки: сипучого, матеріалу, об`ємного, дозування, пристрій
Формула / Реферат:
1. Пристрій для об’ємного дозування сипучого матеріалу, що містить мірну ємність і відліковий вузол у вигляді об’ємного клиноподібного дозатора, який відрізняється тим, що одна з бічних стінок мірної ємності обладнана крізним отвором, відліковий вузол закріплений в згадуваному отворі, а його зовнішня стінка утворена частиною стінки мірної ємності і виконана з можливістю переміщування по дузі окружності, причому протилежна їй внутрішня стінка...
Пристрій для дозованої подачі порошкового матеріалу в ствол детонаційної установки для нанесення покриттів
Номер патенту: 43220
Опубліковано: 15.11.2001
Автори: Жеманюк Павло Дмитрович, Богуслаєв Вячеслав Олександрович, Богуслаєв Олександр Вячеславович, Долматов Анатолій Іванович, Зорік Ігор Володимирович, Сергеєв Сергій Валерійович
МПК: B05B 7/16
Мітки: ствол, покриттів, пристрій, матеріалу, детонаційної, подачі, порошкового, дозованої, установки, нанесення
Формула / Реферат:
Пристрій для дозованої подачі порошкового матеріалу в ствол детонаційної установки для нанесення покриттів, що містить у собі два вісесиметричні циліндричні бункери, встановлені один над одним і сполучені між собою через проміжний елемент, при цьому верхній з них, бункер подачі порошку, оснащений газонепроникною кришкою і виконаний із конічним дном, а нижній, бункер змішування, має трубопровід для підведення транспортуючого газу і трубопровід...
Спосіб насичення безалкогольних напоїв діоксидом вуглецю та пристрій для його здійснення
Номер патенту: 30296
Опубліковано: 15.11.2000
Автори: Гонтарук Галина Єфремівна, Гонтарук Ігор Геннадійович
МПК: B01F 3/04, A23L 2/52, A23L 2/40
Мітки: здійснення, вуглецю, безалкогольних, насичення, напоїв, пристрій, діоксидом, спосіб
Формула / Реферат:
1. Спосіб насичення безалкогольних напоїв діоксидом вуглецю в потоці, що включає подавання під тиском рідини та газу, збільшення поверхні масообміну, інтенсивне змішування компонентів у камері та наступне подавання у накопичувальну місткість, який відрізняється тим, що поверхню масообміну збільшують стрибкоподібно перед змішуванням шляхом переведення рідини у стан вологої насиченої пари, а перед подаванням до накопичувальної місткості...
Попередній патент: Спосіб з’єднання рейок шляхом зварювання тертям
Наступний патент: Суха будівельна суміш швидкого твердіння
Випадковий патент: Спосіб формування відвалів