Спосіб з’єднання рейок шляхом зварювання тертям
Формула / Реферат
1. Спосіб металічного з'єднання в поздовжньому напрямі профільних рейок, наприклад залізничних рейок, балок тощо, шляхом зварювання тертям, при якому на першому етапі здійснюють нагрівання кінців рейок до температури з'єднання шляхом одночасного відносного переміщення притиснутих одна до одної торцевих поверхонь, а на другому етапі здійснюють з'єднання рейок шляхом притискування торцевих поверхонь одна до одної після поєднання контурів або, відповідно, поперечних перерізів, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного коливальним рухом перпендикулярно напряму головної осі Υ з максимальним моментом інерції поверхні поперечного перерізу з максимальною амплітудою коливання.
2. Спосіб за п. 1, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного перпендикулярно напряму головної осі Υ з максимальним моментом інерції поверхні поперечного перерізу по суті коливальним рухом.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного по суті перпендикулярно напряму головної осі Υ коливальним рухом із накладенням на цей рух коливання з меншою інтенсивністю вздовж головної осі Υ.
4. Спосіб за п. 1, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного крутильними коливаннями.
5. Спосіб за п. 4, який відрізняється тим, що застосовують крутильне коливання з центром обертання, що лежить за межами площі поперечного перерізу рейки.
6. Спосіб за п. 1, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного перпендикулярно напряму головної осі Υ по суті поступальним коливальним рухом із накладенням на цей рух крутильного коливання.
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що принаймні одна з рейок закріплена таким чином, що її крайова частина задовольняє по суті умови резонансу гармонічного коливання принаймні для одного вимушеного коливального руху.
8. Спосіб за п. 1, п. 3 або п. 6, який відрізняється тим, що коливання являють собою накладні фігури або, відповідно, фігури Ліссажу, які по суті займають всю поверхню і мають велику протяжність перпендикулярно напряму головної осі Υ з максимальним моментом інерції поверхні поперечного перерізу.
Текст
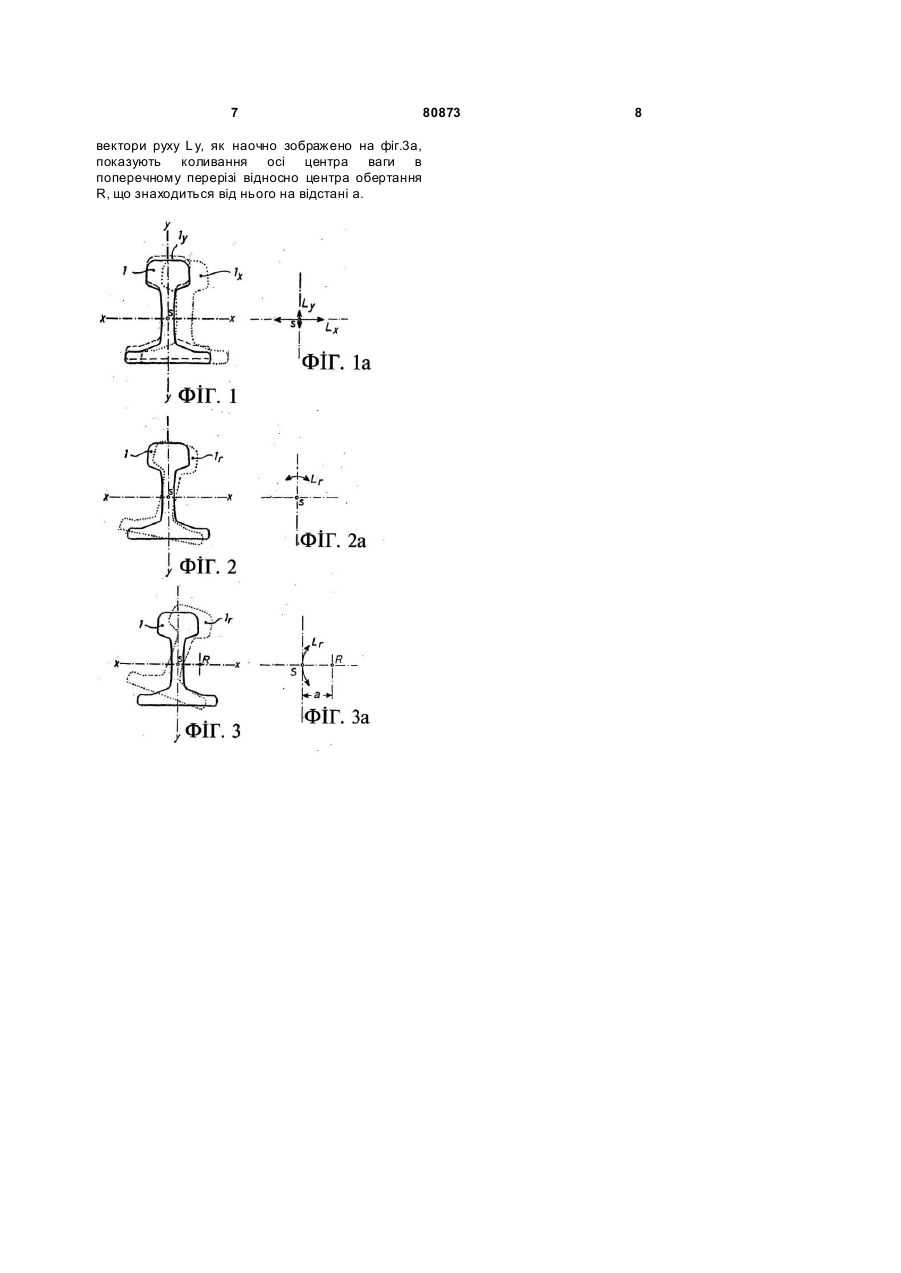
1. Спосіб металічного з'єднання в поздовжньому напрямі профільних рейок, наприклад залізничних рейок, балок тощо, шляхом зварювання тертям, при якому на першому етапі здійснюють нагрівання кінців рейок до температури з'єднання шляхом одночасного відносного переміщення притиснути х одна до одної торцевих поверхонь, а на другому етапі здійснюють з'єднання рейок шляхом притискування торцевих поверхонь одна до одної після поєднання контурів або, відповідно, поперечних перерізів, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного коливальним рухом перпендикулярно напряму головної осі Υ з максимальним моментом інерції поверхні поперечного перерізу з максимальною амплітудою коливання. 2. Спосіб за п. 1, який відрізняється тим, що на етапі нагрівання кінці рейок переміщують один відносно одного перпендикулярно напряму C2 2 (11) 1 3 80873 Відносне переміщення здійснюють обертальним рухом щонайменше одного стрижня зі швидкістю обертання, відмінною від швидкості обертання протилежного стрижня, і/або в протилежному напрямі, навколо спільної осі, або принаймні один із кінців стрижнів переміщують перпендикулярно осі різноспрямованим відносно протилежного кінця поворотно-поступальним і/або круговим або, відповідно, орбітальним рухом. Нагрівання з'єднуваних кінців стрижнів циклічним, отже, не обертальним, переміщенням один відносного одного по суті перпендикулярно осі, має особливу перевагу для довгомірних стрижнів, маса яких відповідно більше. З [патенту US 5 697 545] відомі спосіб зварювання тертям труб і пристрій для його здійснення, в якому два відрізки труби стикують під тиском, а відносний коливальний рух торцевих поверхонь для нагрівання зони з'єднання здійснюють за допомогою магнітострикційного вимірювального перетворювача. Спосіб і вібраційна зварювальна головка для стикового з'єднання шляхом зварювання тертям або видалення грату з те хнологічних деталей з будь-якою формою зварюваних поверхонь відома з ]патенту ЕР 0 707 919 А1]. Запропонована зварювальна головка споряджена розподільним ексцентриком і паралельними напрямними, за допомогою яких енергія обертання, що підводиться, перетворюється в енергію кругового паралельно-спрямованого руху. Згідно з цим способом, для здійснення процесу нагрівання одну деталь трохи переміщають за допомогою зварювальної головки, яка гойдається відносно центра жорстко закріпленої деталі у фрикційному з'єднанні з останньою. У [патенті GB 1 293 531] розкритий спосіб зварювання тертям, згідно з яким на етапі нагрівання приставлені один до одного торцями кінці стрижнів переміщують орбітальним рухом один відносно одного. Це орбітальне переміщення може здійснюватися круговим рухом, еліптичним, або ж у формі фігури Ліссажу. З [патенту DE198 07 457 А1] відомий спосіб з'єднання шляхом зварювання тертям залізничних рейок і подібних профільних балок. У ньому пропонується переміщати між з'єднуваними кінцями рейок лінійним або орбітальним коливальним рухом проміжну вставку, одночасно притискуючи до неї кінці обох міцно закріплених рейок для одержання необхідної для зварювання теплоти у вигляді теплоти тертя на обох контактних поверхнях між відповідним кінцем рейки і відповідною поверхнею поперечного перерізу проміжної вставки. Подібне з'єднання рейок, проте, технологічно зумовлює утворення двох поверхонь з'єднання шляхом зварювання тертям. Для рейок великої протяжності в [патенті AT 411 883] розкритий спосіб металічного з'єднання торцевих поверхонь або, відповідно, поверхонь поперечних перерізів шляхом зварювання тертям. На етапі нагрівання виставлені паралельно поверхні поперечного перерізу кінців приставляють і притискують один до одного, після 4 чого кінці обох рейок переміщують коливальним рухом один відносно одного в протилежних напрямах. Для торцевого з'єднання профільних стрижнів шляхом зварювання тертям відповідно до попереднього рівня техніки для нагрівання торців потрібно не тільки відносне переміщення за допомогою обертання навколо осі стрижня, але можуть також застосовуватися відносні переміщення притиснутих поверхонь поперечного перерізу, коливальним, а, при необхідності, і орбітальним коливальним рухом. Однак металічне з'єднання рейок і балок шляхом зварювання тертям із застосуванням коливальних відносних переміщень притиснутих одна до одної торцевих поверхонь може зумовлювати значні зусилля переміщення торців рейок і, особливо, внаслідок переміщення кінців полиць, тобто місцеву неоднорідність в подовжньому напрямі поперечного перерізу рейки в місці зварювання. Саме цю проблему прагне вирішити цей винахід, що має мету вказати спосіб охарактеризованого у ввідній частині роду, в якому при зменшенні переставних зусиль вигину для відносного переміщення кінців рейок забезпечується поліпшений тип тертя для виділення енергії на торцевих поверхнях і високоякісне металічне з'єднання по всій поверхні поперечного перерізу рейок. Ця мета досягається способом такого роду тим, що на етапі нагрівання кінці рейок переміщують один відносно одного коливальним рухом із максимальною амплітудою коливань перпендикулярно напряму головної осі з максимальним моментом інерції поверхні поперечного перерізу. Умови і впливи динамічних переставних зусиль при терті профільних поверхонь були визначені, виходячи з принципів прикладної механіки, згідно з якими у профільних стрижнів, таких як рейки, наприклад, залізничні, або балки, при згинальному навантаженні з'я вляються, при розгляді їх у поперечному перерізі, головні осі з максимальним і мінімальним осьовими моментами інерції, причому визначальними для основних моментів інерції є ділянки поверхні поперечного перерізу і їх віддалення перпендикулярно цим осям. Для виділення енергії на торцевих поверхнях кінці рейок можна переміщувати коливальним рухом перпендикулярно в будь-якому напрямі. Для досягнення більшого моменту інерції поперечного перерізу, при необхідності, при малій вазі на одиницю довжини, у рейок із високим опором згину в головному напрямі навантаження завжди є максимально віддалені від осі виступні ділянки, такі як полиці підошви рейки або балки. Визначення доводять, що внаслідок тертя при площинній орбітальній концентричній взаємодії поверхонь поперечного перерізу рейок виступні полиці при навантаженні складовою зусилля зазнають перпендикулярно напряму виступання переважно еластичну, а при високих амплітудах коливань, частково також пластичну деформацію 5 80873 згину. Оскільки згини кінців рейок в головному напрямі з максимальним моментом інерції можуть посилювати ці згини полиць, внаслідок чого може виникати так зване тремтіння полиць, що спричиняє появу геометричних і зварних дефектів металічного з'єднання, за цим винаходом пропонується спрямувати коливання максимальної амплітуди по суті перпендикулярно максимальному моменту інерції поверхні поперечного перерізу. Позитивний ефект можна одержати, якщо на етапі нагрівання кінці рейок переміщувати по суті коливальним рухом один відносно одного перпендикулярно головному напряму Υ з максимальним моментом інерції поверхні поперечного перерізу. У разі товстих полиць, що сходяться на конус в кінці, також може бути корисним, якщо на етапі нагрівання кінці рейок переміщувати по суті коливальним рухом один відносно одного перпендикулярно головному напряму Υ, накладаючи на цей рух коливання з меншою інтенсивністю вздовж головної осі Υ. Ця мала інтенсивність коливання, наприклад, 1/4 і менш, в напрямі головної осі, може сприяти рівномірному виділенню теплоти тертя по поверхні, будучи, однак, обмеженою формою полиць. У ще одному варіанті здійснення способу, запропонованого цим винаходом, якому віддають перевагу, на етапі нагрівання кінці рейок переміщують один відносно одного крутильними коливаннями. Шляхом такого роду переміщення можна досягнути спрямованого інтенсивного підведення тепла в ділянки кінців рейок із високою ваговою концентрацією при незначних переставних зусиллях. З позитивним ефектом також можливо досягнути коливального відносного переміщення по всій поверхні поперечного перерізу рейки, якщо застосувати крутильне коливання з центром обертання, що лежить за межами поверхонь поперечного перерізу рейок. Крім того, високої гнучкості способу відносно різних матеріалів рейок і оптимальної якості зварювання кінців рейок можна досягнути, якщо на етапі нагрівання переміщувати кінці рейок один відносно одного перпендикулярно головному напряму Υ по суті лінійним коливальним рухом, накладаючи на цей рух крутильне коливання. Якщо в запропонованому за цим винаходом способі принаймні одна з рейок встановлена таким чином, що її кінцева частина по суті задовольняє умови резонансу гармонічного коливання для вимушеного коливального руху, то можна досягнути істотного зниження використовуваних для цього коливального руху зусиль. Хоч тертя торцевих поверхонь кінців рейок для вироблення теплової енергії чинить демпфуючий вплив на резонансне коливання, якщо закріпити рейку із задоволенням умов резонансу, можливо, як не дивно, як при лінійному, так і при крутильному коливанні, досягнути зниження переставних зусиль коливання. На етапі нагрівання можна також передбачити відносне переміщення, при якому коливання 6 утворюють накладні фігури або, відповідно фігури Ліссажу, що по суті покривають всю площину і мають найбільшу протяжність перпендикулярно головному напряму Υ з максимальним моментом інерції поверхні поперечного перерізу. Зрозуміло, якість зварювання поліпшується тільки в тому випадку, якщо співвідношення амплітуд коливання в основних напрямах більш за 4:1, особливо, 6:1. Ця залежність була виявлена і для лінійних коливань, що накладаються. Більш детально винахід буде представлений на прикладі за допомогою креслень, на яких: фіг.1 — схематичне зображення залізничної рейки з кінцевим положенням торцевої поверхні; фіг.1а — вектори руху; фіг.2 — схематичне зображення залізничної рейки з кінцевим положенням торцевої поверхні при крутильному коливанні; фіг.2а — вектори руху; фіг.3 — схематичне зображення залізничної рейки з кінцевим положенням торцевої поверхні при крутильному коливанні навколо поперечного перерізу центра обертання, що знаходиться поза площею; фіг.3а - вектори руху. На фіг.1 схематично зображена рейка 1, що має головний напрям Υ з максимальним моментом інерції. Через центр ваги S поперечного перерізу рейки проходить перпендикулярно головному напряму Υ головна вісь X з мінімальним моментом інерції. Відповідно до винаходу для нагрівання тертям торцевої поверхні закріплену на деякій відстані від торця рейку 1 переміщують відносно протилежної співвісної з нею рейки вздовж осі X коливальним рухом, при якому в положенні їх досягається максимальне відхилення (зображене пунктиром) в один бік. На фіг.1а показані вектори руху від центра ваги S поверхні. Коливальний рух вздовж осі X, тобто головної осі з мінімальним моментом інерції поверхні поперечного перерізу рейки, позначене Lx. На коливальний рух вздовж осі X може накладатися аналогічний, однак істотно менший, що за варіантом, якому віддають перевагу, становить не більш 1/4, а за варіантом, якому віддають ще більшу перевагу, 1/8 його значення, коливальний рух вздовж осі Y, тобто в напрямі максимального моменту інерції. На фіг.2 показана торцева поверхня рейки 1, причому для одержання теплоти тертя кінець рейки переміщують відносно кінця іншої, співвісно протилежної рейки, крутильним коливальним рухом навколо осі центра ваги S. Максимальне крутильне відхилення коливання, показане на фіг.2а як вектор руху, позначене 1г (зображено пунктиром). На фіг.3 схематично зображено вимушене крутильне коливання, при якому центр R обертання коливання знаходиться на головній осі X з мінімальним моментом інерції, однак поза віссю S центра ваги рейки або, відповідно, за межами торцевої поверхні рейки. Положення торцевої поверхні при максимальному крутильному відхиленні позначено 1г, причому 7 вектори руху L y, як наочно зображено на фіг.3а, показують коливання осі центра ваги в поперечному перерізі відносно центра обертання R, що знаходиться від нього на відстані а. 80873 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of connection of rails by friction welding
Автори англійськоюPfeiler Johann
Назва патенту російськоюСпособ соединения рельсов путем сварки трением
Автори російськоюПфайлер Йоганн
МПК / Мітки
МПК: B23K 20/12
Мітки: з'єднання, рейок, спосіб, зварювання, тертям, шляхом
Код посилання
<a href="https://ua.patents.su/4-80873-sposib-zehdnannya-rejjok-shlyakhom-zvaryuvannya-tertyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання рейок шляхом зварювання тертям</a>
Спосіб з’єднання металевих стрижнів за допомогою зварювання тертям коливаннями
Номер патенту: 79495
Опубліковано: 25.06.2007
Автор: Пфайлер Ганс
МПК: E01B 29/00, B23K 20/12
Мітки: зварювання, металевих, стрижнів, коливаннями, тертям, спосіб, допомогою, з'єднання
Формула / Реферат:
1. Спосіб металічного з’єднання торців стрижнів (1, 2) великої поздовжньої протяжності, в тому числі профільних, наприклад, рейок, шляхом зварювання тертям, який відрізняється тим, що кінці стрижнів зачищають перпендикулярно осі, а самі стрижні (1, 2) суміщають по осях і фіксують їх у тримачах (14, 24), після чого зачищені торці, або, відповідно, поверхні (11, 21) поперечного перерізу, встановлюють один проти одного і притискують, і кінці...
Спосіб зварювання тертям
Номер патенту: 64789
Опубліковано: 15.03.2004
Автори: Буріка Вадим Володимирович, Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович
МПК: B23K 20/12
Мітки: тертям, зварювання, спосіб
Формула / Реферат:
Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям, одній із заготовок надають обертального переміщення навколо спільної осі, а після закінчення заданого часу нагрівання або після досягнення заданої величини укорочення заготовок виконують примусове гальмування обертання і підвищення осьового зусилля до зусилля проковки, який відрізняється тим, що попередньо перед зварюванням задають час гальмування обертання t0, а...
Спосіб зварювання тертям і машина для його реалізації
Номер патенту: 46460
Опубліковано: 15.11.2004
Автори: Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович
МПК: B23K 20/12
Мітки: машина, зварювання, спосіб, реалізації, тертям
Формула / Реферат:
1. Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям нагріву, одній із заготовок надають обертального переміщеннянавколо спільної осі, а після закінчення заданого часу нагрівання виконують відключення приводу обертання, примусове гальмування і проковку шляхом підвищення осьового зусилля до значення зусилля проковки, який відрізняється тим, що після відключення приводу обертання визначають момент тертя в зоні контакту,...
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Лобанов Леонід Михайлович, Патон Борис Євгенович, Лисак Василь Васильович, Іщенко Анатолій Якович
МПК: B23K 20/12
Мітки: пристрій, диском, тертям, здійснення, спосіб, зварювання, обертовим
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Машина для контактного стикового зварювання рейок

Номер патенту: 55539
Опубліковано: 15.04.2003
Автори: Кривенко Валерій Гергійович, Андрієнко Федір Олександрович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, стикового, рейок, машина, контактного
Формула / Реферат:
Машина для контактного стикового зварювання рейок, яка містить корпус, виконаний у вигляді пари кліщових затискачів, кожен з яких складається з двох щік, з'єднаних між собою шарнірно загальною віссю і циліндром затискання через траверсу з системою шарнірних важелів, пристрій для зняття грату, встановлений на одному із кліщових затискачів, гідропривід оплавлення та осадження з електромеханічною слідкуючою системою і два зварювальних...
Попередній патент: Фармацевтична композиція, що містить як активну речовину платиновий комплекс, і спосіб її виготовлення
Наступний патент: Спосіб дозування порошкового матеріалу і пристрій для його здійснення
Випадковий патент: Пристрій для виміру ємності