Спосіб одержання крутозігнутих трубних елементів
Номер патенту: 11205
Опубліковано: 15.12.2005
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович, Сердюк Іван Олексійович, Грушко Олександр Володимирович

Формула / Реферат
Спосіб одержання крутозігнутих трубних елементів, який включає відрізання трубної заготовки та осаджування її в торець із втратою поздовжньої стійкості на умовний ступінь деформації, який відрізняється тим, що параметри трубної заготовки, що відрізають, задають у відповідності із співвідношеннями:
![]() та
та ![]() ,
,
де ![]() ,
, ![]() та
та ![]() - відповідно початкові довжина, діаметр та товщина трубної заготовки, що відрізають,
- відповідно початкові довжина, діаметр та товщина трубної заготовки, що відрізають,
а умовний ступінь деформації ![]() визначають в залежності від центрального кута
визначають в залежності від центрального кута ![]() повороту потоку із виразу, %:
повороту потоку із виразу, %:
 ,
,
де ![]() ,
, ![]() та
та ![]() - емпіричні коефіцієнти, що розраховують як
- емпіричні коефіцієнти, що розраховують як
 ;
;
 ;
;
 .
.
Текст
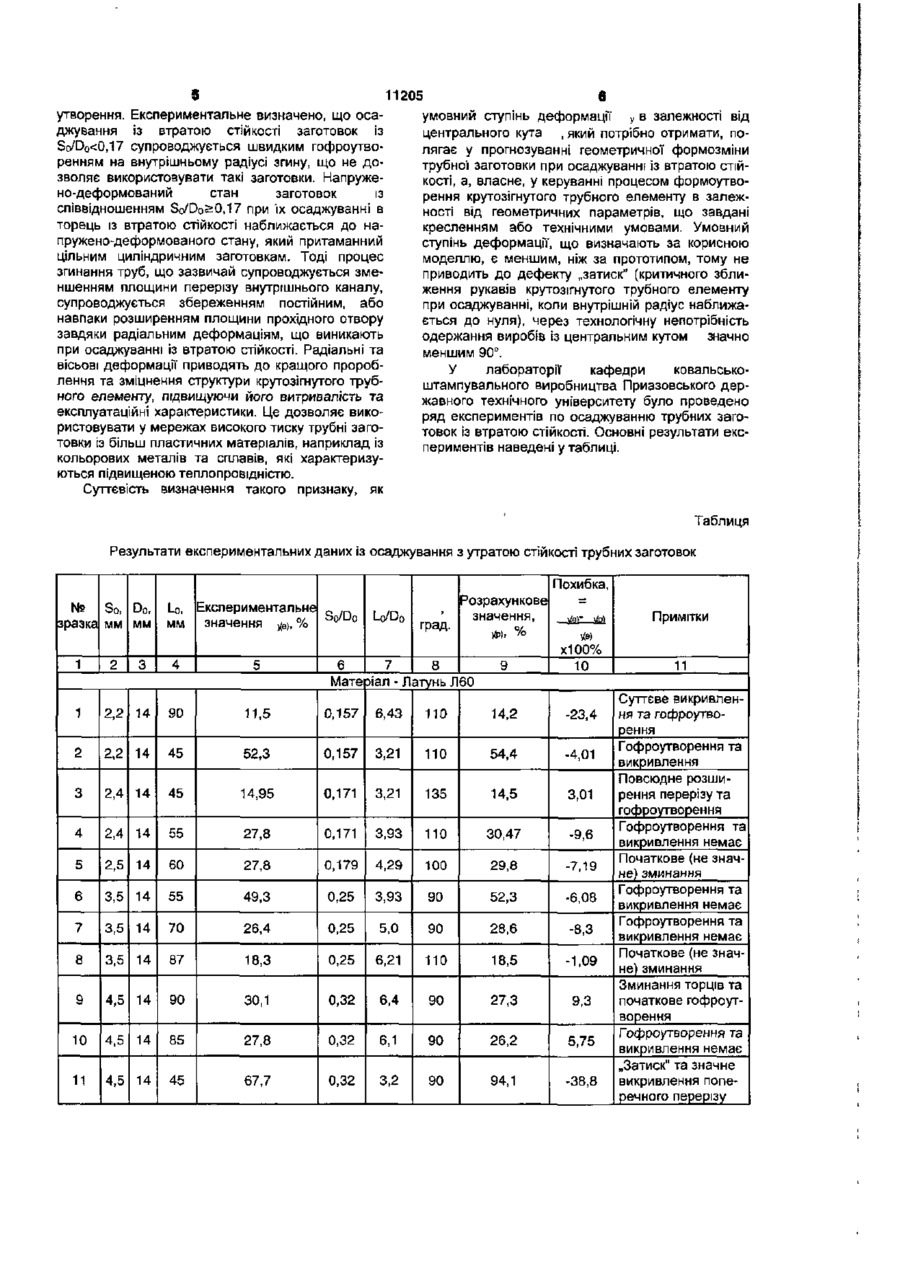
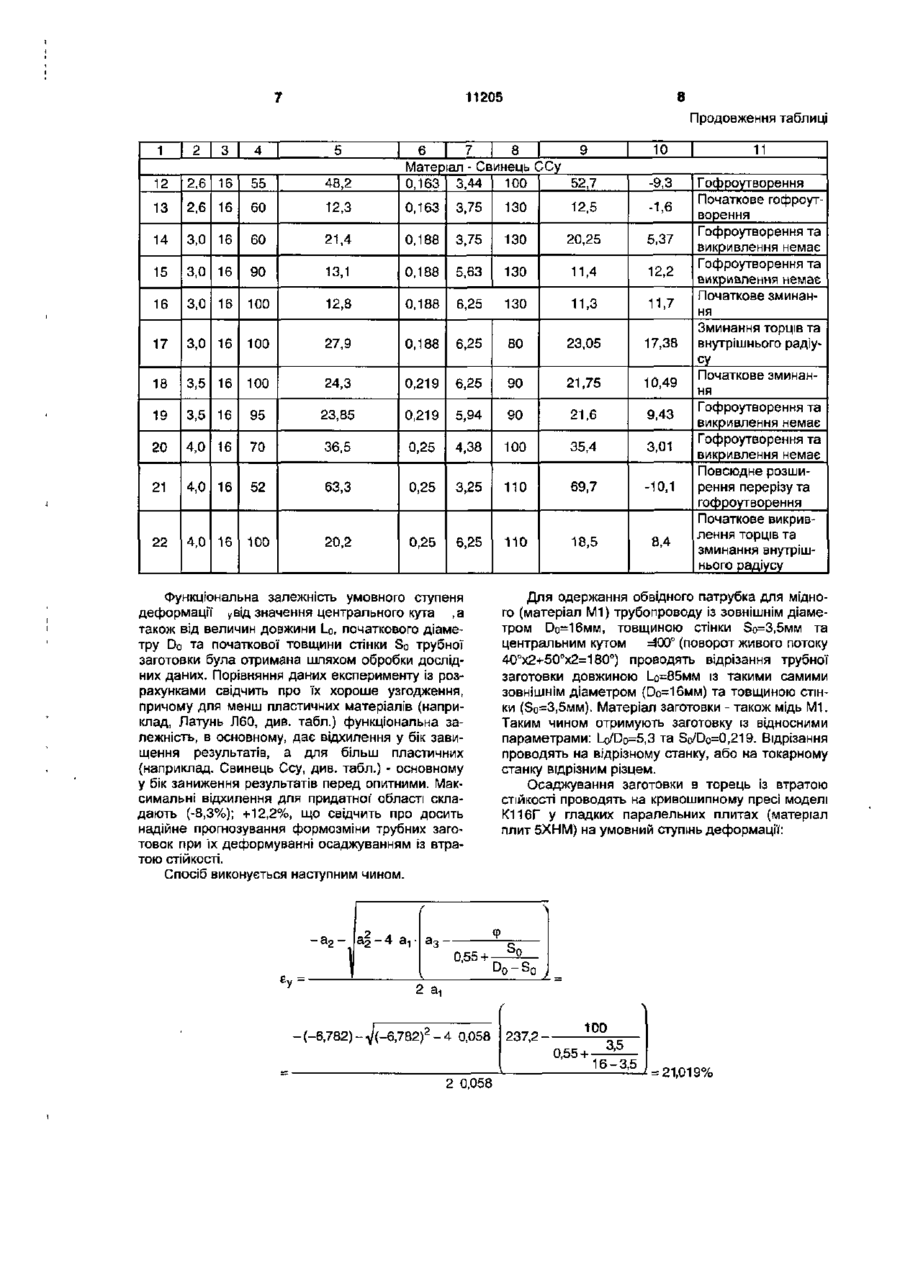
Спосіб одержання крутозігнутих трубних елементів, який включає відрізання трубної заготовки та осаджування її в торець із втратою поздовжньої стійкості на умовний ступінь деформації, який відрізняється тим, що параметри трубної заготовки, що відрізають, задають у відповідності із співвідношеннями: а умовний ступінь деформації' є у визначають в залежності від центрального кута ф повороту потоку із виразу, %: де а-|, а 2 та а 3 - емпіричні коефіцієнти, що розраховують як а, - -0,0116—1 +0,1689 — І - 0,7621 Ьо. |+ 1,0795 ', D D D t °J l °J l °J - ^ = 3,3 + 6,2 та -§2-> 0,17, Do Do а 2 = 0,77581-^ І -10,924І ^2 де І_о, D o та S o - відповідно початкові довжина, діаметр та товщина трубної заготовки, що відрізають, ao = -7,06391^2-1 + 9 9 , 8 3 8 І - ^ | -431,431 - ^ 1+770,6 Корисна модель відноситься до галузі обробки металів тиском, зокрема, може бути використана у енергомашинобудуванні чи авіабудуванні при одержанні обвідних патрубків чи крутозігнутих відводів зі збільшеним перерізом внутрішнього каналу для гідравлічних мереж високого тиску, наприклад, водогрійних або теплообмінних апаратів. Відомий спосіб гнуття труб із попереднім заповненням трубної' заготовки легкоплавкими наповнювачами, в якості яких використовують матеріали із різним ступенем твердості, наприклад, поліетіленгліколь та парафін, причому менш пластичний наповнювач розташовують зі сторони меншого радіуса згинання [1]. Цей спосіб потребує додаткового нагрівання трубного виробу після деформування для видобування наповнювачів з нього. Тому спосіб малопродуктивний, а крім того не забезпечує повноти видобування з гнутого трубного виробу наповнювачів, летючі сполучення і пари яких можуть бути [DJ [PoJ І + 46,764N=2- - 63,229 ; [DJ Ы [DJ (D 0 J ТОКСИЧНІ. Відомий спосіб виготовлення крутозігнутих колін, у якому використовують заповнення трубної' заготовки еластичним середовищем (наприклад, резиною або поліуретаном), при цьому підвищують тиск наповнювача шляхом, у крайньому разі, одноразового гофрування заготовки із наступним розгладжуванням гофрів [2]. Недоліком даного способу є те, що він розрахований головним чином на деформування сталевих тонкостінних трубних заготовок, в той час коли до патрубків, що використовують у енергоагрегатах, пред'являють вимоги МІЦНОСТІ та хорошої теплопровідності. Це передбачує використання товстостінних трубних заготовок із кольорових металів або їх сплавів. Крім того, для реалізації такого способу потрібне спеціалізоване устаткування та інструмент Із складною конструкцією, що не робить його універсальним. ю о CM Сі 11205 Найбільш близьким технічним рішенням до ставлена задача розробити спосіб одержання круспособу, що заявляється, за результатом, що дотозігнутих трубних елементів зі збільшеним пересягають, є спосіб одержання профільованої загорізом внутрішнього каналу для мереж високого товки [3], який обраний прототипом. тиску, у якому, за рахунок зміни умов здійснення дій, визначають геометричні співвідношення вихіСпосіб складається з відрізання циліндричної дної трубної заготовки та умовний ступінь дефорзаготовки, нагрівання й осаджування в торець із мації, на який виконують її осаджування із втратою втратою стійкості на умовний ступінь деформації, 1 поздовжньої стійкості для отримання потрібного що визначають із виракінцевого трубного виробу (елементу), зігнутого на 3 зу: (2,467/mg) 100% -0,17, ченим умовний ступінь деформації, величина якоDo Do го для трубної заготовки залежить від параметрів де l_o, Do та So - відповідно початкові довжина, У та то, від товщини стінки трубної заготовки So, діаметр та товщина трубної заготовки, що відрізаяка може бути виражена відносним параметром ють, So/Do, та саме від центрального кута ,який потріа умовний ступінь деформації у визначають в бно одержати за кресленням або за технічними залежності від центрального кута повороту потоумовами. При проектуванні гідравлічних мереж та ку із виразу, %: розрахунках місцевих гідравлічних опорів використовують проектні геометричні значення крутозігнутих трубних елементів, які завдають заздалегідь. Крім того, відомі способи одержання крутозігнутих трубних елементів супроводжуються зменшенням площини перерізу внутрішнього каналу, що може істотно збільшувати гідравлічні опори мережі, приводячи до зайвих енерговитрат. Тому одержання де а-і, аг та аз - емпіричні коефіцієнти, що розпатрубків із мінімальними гідравлічними опорами є раховують як необхідною умовою енергозбереження. В основу корисної моделі, що заявляється, по-!=20 +0,1689-^ J - 0,762 iN=^ +1,0795; [D0J І!| {D0) ' [ ^ |+63,229 ; ( - ^ |+ 770,6 [D 0 J Суттєвість відрізання трубної заготовки зі співвідношенням довжини до діаметру —9- = з,3 -6,2 полягає у можливості проведення поздовжнього згину (поздовжньої втрати стійкості) заготовки при її осаджуванні в торець із реалізацією не звуження, а навпаки - розширення або збереження постійним поперечного перерізу внутрішнього каналу крутозігнутого елементу. Причому, як показали проведені у лабораторії кафедри ковальськоштампувального виробництва Приазовського державного технічного університету експерименти, осаджування трубних заготовок із —0--- 6,2 збільшення поперечного перерізу вну— D o трішнього каналу спочатку відсутнє, потім швидко відбувається гофроутворення та зминання зі зменшенням площини поперечного перерізу по бісектрисі центрального кута ,що буде суттєво збільшувати гідравлічні опори мережі, та не буде мати переваг перед аналогами та прототипом. Ефективність використання трубних заготовок із співвідношенням So/Do>0,17 для виробництва крутозігнутих трубних елементів осаджуванням із втратою поздовжньої стійкості обумовлена перевагами можливості згинання заготовок на малі внутрішні радіуси (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining steeply bent tube elements
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kukhar Volodymyr Valentynovych, Serdiuk Ivan Oleksiiovych, Hrushko Oleksandr Volodymyrovych
Назва патенту російськоюСпособ получения крутоизогнутых трубных элементов
Автори російськоюДиамантопуло Константин Константинович, Кухар Владимир Валентинович, Сердюк Иван Алексеевич, Грушко Александр Владимирович
МПК / Мітки
МПК: B21D 9/00
Мітки: спосіб, одержання, елементів, крутозігнутих, трубних
Код посилання
<a href="https://ua.patents.su/6-11205-sposib-oderzhannya-krutozignutikh-trubnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання крутозігнутих трубних елементів</a>
Спосіб виготовлення крутозігнутих відводів
Номер патенту: 37284
Опубліковано: 15.05.2001
Автори: Бобух Олександр Анатолійович, Лиховид Микола Іванович, Бондар Володимир Миколайович, Хаустов Георгій Йосипович, Згура Олександр Олександрович, Фельдман Олександр Ісаакович
МПК: B21C 37/15, B21D 9/00
Мітки: виготовлення, спосіб, відводів, крутозігнутих
Формула / Реферат:
Спосіб виготовлення крутозігнутих відводів, при якому здійснюють попереднє нагрівання трубних заготовок, утворюючих ланцюг, під час їх переміщення до рогоподібного осердя до температури початку деформації та проштовхування трубних заготовок по нагрітому осердю з одночасним нагріванням до температури кінця деформації, який відрізняється тим, що попереднє нагрівання трубних заготовок, утворюючих ланцюг, здійснюють на довжині ланцюга трубних...
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: ШЄВНІН Юрій Павловіч, Заводчіков Сєргєй Юрьєвіч, Котрєхов Владімір Андрєєвіч, СЄЛІВЄРСТОВ Владімір Фьодоровіч, Нікуліна Антоніна Васільєвна, Бочаров Олєг Вікторовіч, Лосіцкій Анатолій Францєвіч, БУХОВЦЄВ Віктор Фьодоровіч, АКТУГАНОВА Єлєна Ніколаєвна
МПК: G21C 3/02, G21C 3/32, C22F 1/18, C22C 16/00
Мітки: виробів, цирконієвих, виготовлення, спосіб, варіанти, сплавів, трубних
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: штамп, заготівель, роздачі, трубних
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Спосіб виготовлення крутозігнутих відводів
Номер патенту: 24968
Опубліковано: 25.12.1998
Автори: Кочнов Валерій Олексійович, Бондар Володимир Ніколаєвич, Клименко Микола Олексійович, Фельдман Олександр Ісаакович, Бобух Олександр Анатолійович, Євтушенко Іван Маркович, Галінкін Евгеній Аркадійович, Гедеонов Володимир Валентинович
МПК: B21D 9/00
Мітки: відводів, спосіб, крутозігнутих, виготовлення
Формула / Реферат:
Способ изготовления крутоизогнутых отводов путем перемещения ряда бесшовных трубных заготовок мерной длины по штанге пресса с последующей их раздачей и гибкой на рогообразном сердечнике, отличающийся тем, что заготовки предварительно подвергают холодной деформации, преимущественно на стане холодной прокатки труб со степенью деформации 40 - 70%.
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович, Кадава Віктор Володимирович
МПК: B21K 1/06
Мітки: заготовки, спосіб, профільованої, одержання
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
Попередній патент: Пристрій для спуску і цементування нижніх секцій обсадних колон та хвостовиків
Наступний патент: Розподільник шихти
Випадковий патент: Спосіб прогнозування дефектів виливків