Спосіб термічного зміцнення сталевих молольних куль
Номер патенту: 82632
Опубліковано: 25.04.2008
Автори: Єфременко Олексій Васильович, Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
Формула / Реферат
Спосіб термічного зміцнення сталевих молольних куль, що включає підстужування куль після прокатки на спокійному повітрі, загартування і самовідпуск, який відрізняється тим, що загартування проводять до одержання початкової температури самовідпуску, яка перевищує на 50-80 °С точку мартенситного перетворення, і при цій температурі починають самовідпуск, який здійснюють протягом не менше 50 годин зі швидкістю охолодження не більше 3 °С/год.
Текст
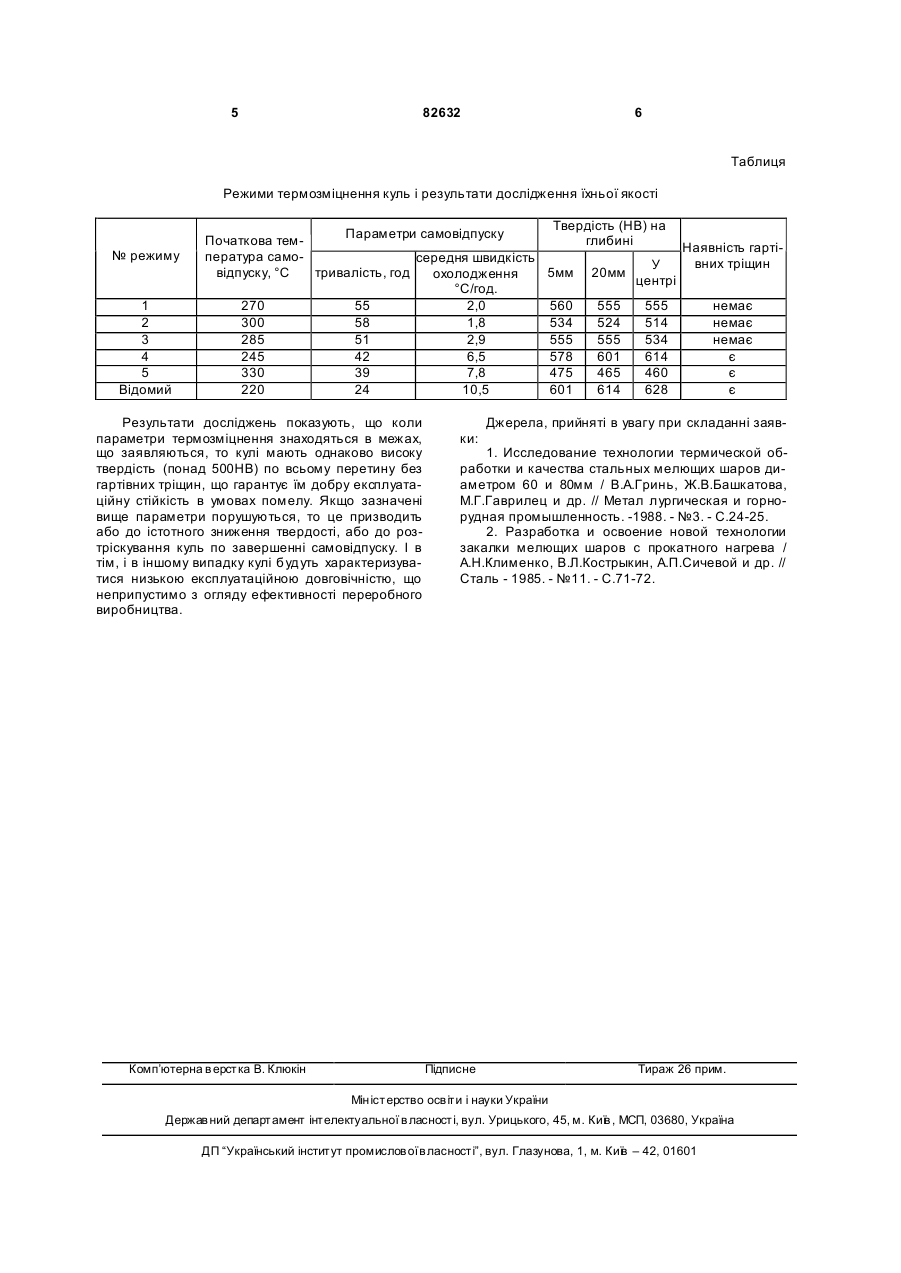
Спосіб термічного зміцнення сталевих молольних куль, що включає підстужування куль після прокатки на спокійному повітрі, загартування і самовідпуск, який відрізняється тим, що загартування проводять до одержання початкової температури самовідпуску, яка перевищує на 50-80 °С точку мартенситного перетворення, і при цій температурі починають самовідпуск, який здійснюють протягом не менше 50 годин зі швидкістю охолодження не більше 3 °С/год. Винахід відноситься до металургійного виробництва, зокрема, до термічної обробки сталевих куль, що використовуються для помелу різноманітних матеріалів. Сталеві кулі в основному роблять або прокаткою, або штампуванням і термозміцнюють із прокатного (штампувального) нагріву. Термозміцнення забезпечує підвищення твердості й експлуатаційної довговічності куль. Відомий спосіб термозміцнення сталевих куль, що включає нагрівання під прокатку, деформацію, загартування з температури кінця прокатки в пристрої конвеєрного типу, розташованому за прокатної кліттю і самовідпуск в накопичувальних бункерах [1]. Цей спосіб має істотний недолік: кулі гартуються з температури кінця прокатки (900-1100°С), що створює підвищені напруги в кулях. Крім того, кулі виходять із прокатної кліті з нерівномірною температурою по поверхні, що є особливістю прокатки в гвинтових калібрах. При зазначеному способі обробки температура не встигає вирівнятися по поверхні кулі, що додатково підвищує рівень тимчасових і залишкових напруг, які призводять до розколювання куль у млинах. Для зняття напруг приходиться завищува ти температуру самовідпуску до 550-600°С, що не дозволяє одержувати твердість у виробах понад 380НВ. Найбільш близьким до пропонованого є спосіб, описаний у [2]. Згідно цього способу, кулі після прокатки підстужуються на спокійному повітрі до температури не нижче точки Аr3, надходять у гартівний пристрій барабанного типу із внутрішньою шнековою доріжкою, де охолоджуються водою протягом заданого часу. Після видачі з гартівного пристрою кулі проходять самовідпуск в накопичувальних бункерах. В залежності від вмісту вуглецю початкова температура самовідпуску (тобто температура кулі в момент її вирівнювання між "холодною" поверхнею і "гарячим" центром) коливається в межах 100-350°С. Тривалість та середня швидкість охолодження куль на стадії самовідпуску у цьому способі не регламентуються. Підстужування куль, а також інтенсивне перемішування води при обертанні барабану створюють умови для істотного зниження гартівних напруг у к улях. Це дозволяє зменшити початкову температуру самовідпуску відносно попереднього способу і, таким чином, отримати більш високу твердість при збереженні низького рівня напруг та (19) UA (11) 82632 (13) C2 (21) a200705311 (22) 15.05.2007 (24) 25.04.2008 (46) 25.04.2008, Бюл.№ 8, 2008 р. (72) ЄФРЕМЕНКО ВАСИЛЬ ГЕОРГІЙОВИЧ, UA, ТКАЧЕНКО ФЕДІР КОСТЯНТИНОВИЧ, U A, ЄФРЕМЕНКО ОЛЕКСІЙ ВАСИЛЬОВИЧ, UA (73) ЄФРЕМЕНКО ВАСИЛЬ ГЕОРГІЙОВИЧ, UA, ТКАЧЕНКО ФЕДІР КОСТЯНТИНОВИЧ, U A, ЄФРЕМЕНКО ОЛЕКСІЙ ВАСИЛЬОВИЧ, UA, ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) UA, 34291, C2, 15.02.2001 SU, 1222688, A, 07.04.1986 RU, 2113513, C1, 20.06.1998 CN, 1158362, 03.09.1997 US, 2844500, 22.07.1958 Клименко А. Н., Кострыкин В. Л., Сичевой А. П. и др. Разработка и освоение новой технологии за 3 82632 задовільного опору розколу при експлуатації в млині. Разом з тим, цей спосіб (у якому початкова температура самовідпуску може змінюватися в широких межах, а регламентація режиму самовідпуску є відсутньою) можна використовувати тільки для куль зі сталі з невеликою прогартованістю, коли кулі гартуються на мартенсит лише на певну глибину, а в центральних шарах формується структура евтектоіодного типу. Такі кулі мають обмежену експлуатаційну стійкість, яка визначається тривалістю стирання поверхневого твердого шару, після чого знос кулі різко прискорюється. Для одержання куль підвищеної стійкості необхідно забезпечувати наскрізне загартування на мартенситну чи мартенситнобейнітну стр уктур у. З цією метою необхідно використовувати більш леговану сталь з підвищеним рівнем прогартованості. Однак, якщо при термозміцненні початкова температура самовідпуску близька або є нижчою відносно точки Мн (яка в сталях із 0,65-0,8% С становить 230-250°С), то кулі із наскрізним загартуванням розтріскуються після завершення самовідпуску. Це пов'язано з несприятливою динамікою зміни напруженого стану по перетині кулі: аустеніт центральної зони, переохолоджений до мартенситної точки, у зв'язку з його підвищеною стійкістю проходить фазове перетворення лише в самому кінці самовідпуску при витягненні куль з бункеру на відкрите повітря. У результаті в центрі кулі утворюється невідпущений мартенсит, що створює високі залишкові напруги розтягнення на поверхні і викликає розтріскування виробу. Кількість тріщин у кулях зростає у випадку прискорення охолодження куль при самовідпуску або при ранньому їхньому витягненні з бункеру на відкрите повітря. Виникнення тріщин у кулях можна уникнути, якщо початкова температура самовідпуску буде значно підвищена. Це призведе до зниження твердості, однак не гарантує повної відсутності тріщин, якщо не буде регламентовано режим самовідпуску (тобто його тривалість і швидкість охолодження). Оскільки в описаній вище те хнології термозміцнення така регламентація відсутня, то цей спосіб не дозволяє стабільно отримувати молольні кулі з однаково високою твердістю по всьому перетині без гартівних тріщин. В основі винаходу лежить задача розробки способу термозміцнення молольних куль, у якому зміна режимів технологічних операцій забезпечить однаково високу твердість по перетину куль при відсутності в них гартівних тріщин. Для рішення поставленої задачі в способі термічного зміцнення молольних куль, який передбачає підстужування куль після прокатки на спокійному повітрі, загартування і самовідпуск, відповідно до винаходу, тривалість загартування встановлюють до одержання початкової температури самовідпуску, що перевищує на 50-80°С точку мартенситного перетворення, і при цій температурі починають самовідпуск, який здійснюють протягом не менш 50 годин зі швидкістю охолодження не більш 3°С/год. У тому випадку, коли початкова температура самовідпуску перевищує на 50...80°С точку почат 4 ку мартенситного перетворення сталі, розпад переохолодженого аустеніту по всьому перетину кулі відбувається в нижній області бейнітного перетворення. У результаті практично по всьому перетину кулі формується стр уктура нижнього бейнита, що має високий комплексом механічних властивостей і досить високу твердістю в межах 520-550НВ. Одночасність протікання перетворення в різних місцях кулі, а також менший (стосовно мартенситу) питомий об'єм нижнього бейніту забезпечують сприятливе розподілення залишкових напруг і відсутність гартівних тріщин. Якщо початкова температура самовідпуску буде менше, ніж (Мн + 50°С), то бейнітне перетворення буде сильно гальмуватися, і в структурі збережеться значна частина не перетвореного аустеніту, який перетвориться в мартенсит при остаточному остиганні куль після їхнього витягнення з бункера. Результатом такої обробки виявиться розтріскування куль. У тому випадку, коли початкова температура самовідпуску перевищить температуру, рівну (Мн + 80°С), то розпад аустеніту буде відбуватися з утворенням бейніту, у якому а-фаза збіднена вуглецем, чи навіть з утворенням верхнього бейніту. Це призведе до зниження твердості куль до 400-470НВ, що несприятливо позначиться на їхній експлуатаційній довговічності. Самовідпуск протягом не менш 50 годин при середній швидкості охолодження не вище 3°С/год. гарантує завершення розпаду аустеніту в області нижнього бейніту і зняття виникаючих у процесі обробки напруг. Якщо тривалість самовідпуску складе менш 50год. і (чи) середня швидкість охолодження виявиться вище 3°С/год., то це викликає розтріскування куль через часткове перетворення аустеніту за мартенситним механізмом і внаслідок недостатньо повного зняття гартівних напруг. Збільшення тривалості самовідпуску понад 50год. недоцільно, оскільки це не дасть додаткового зниження напруг, а зайняті кулями бункери будуть виведені із технологічного процесу. Перевірку пропонованого способу проводили в умовах ВАТ "МК "Азовсталь" при виготовленні партії куль Æ 80мм. Сталь виплавляли в 440тонній мартенівській печі. Сталь мала такий хімічний склад: 0,75% С; 0,28% Si; 0,95% Мn; 0,55% Сr. Температура Мн цієї сталі складає 220°С, тобто початкова температура самовідпуску повинна бути в межах 270-300°С. Після прокатки кулі підстужували в ковшовому конвеєрі на спокійному повітрі, загартовували в установці барабанного типу і збирали в утеплених коробах. Короби розміщували в накопичувальних бункерах, які до того були наповнені іншими кулями. Швидкість охолодження експериментальних куль на стадії самовідпуску варіювали зміною рівня завантаження бункерів кулями та використанням на бункерах футерованих кришок. Після завершення обробки кулі піддавали зовнішньому огляду, з них виготовляли темплети, на яких заміряли розподіл твердості по перетину. Режими обробки і результати випробувань наведено в таблиці. 5 82632 6 Таблиця Режими термозміцнення куль і результати дослідження їхньої якості № режиму 1 2 3 4 5 Відомий Твердість (НВ) на Параметри самовідпуску Початкова темглибині Наявність гартіпература самосередня швидкість вних тріщин У відпуску, °С тривалість, год 5мм 20мм охолодження центрі °С/год. 270 55 2,0 560 555 555 немає 300 58 1,8 534 524 514 немає 285 51 2,9 555 555 534 немає 245 42 6,5 578 601 614 є 330 39 7,8 475 465 460 є 220 24 10,5 601 614 628 є Результати досліджень показують, що коли параметри термозміцнення знаходяться в межах, що заявляються, то кулі мають однаково високу твердість (понад 500НВ) по всьому перетину без гартівних тріщин, що гарантує їм добру експлуатаційну стійкість в умовах помелу. Якщо зазначені вище параметри порушуються, то це призводить або до істотного зниження твердості, або до розтріскування куль по завершенні самовідпуску. І в тім, і в іншому випадку кулі будуть характеризуватися низькою експлуатаційною довговічністю, що неприпустимо з огляду ефективності переробного виробництва. Комп’ютерна в ерстка В. Клюкін Джерела, прийняті в увагу при складанні заявки: 1. Исследование технологии термической обработки и качества стальных мелющих шаров диаметром 60 и 80мм / В.А.Гринь, Ж.В.Башкатова, М.Г.Гаврилец и др. // Метал лургическая и горнорудная промышленность. -1988. - №3. - С.24-25. 2. Разработка и освоение новой технологии закалки мелющих шаров с прокатного нагрева / А.Н.Клименко, В.Л.Кострыкин, А.П.Сичевой и др. // Сталь - 1985. - №11. - С.71-72. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal strengthening of steel grinding balls
Автори англійськоюYefremenko Vasyl Heorhiiovych, Tkachenko Fedir Kostiantynovych, Yefremenko Oleksii Vasyliovych
Назва патенту російськоюСпособ термического упрочнения стальных мелющих шаров
Автори російськоюЕфременко Василий Георгиевич, Ткаченко Федор Константинович, Ефременко Алексей Васильевич
МПК / Мітки
Мітки: молольних, термічного, зміцнення, сталевих, спосіб, куль
Код посилання
<a href="https://ua.patents.su/3-82632-sposib-termichnogo-zmicnennya-stalevikh-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного зміцнення сталевих молольних куль</a>
Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Журба Віталій Олександрович, Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
МПК: B21H 1/00
Мітки: молольних, виробництва, спосіб, куль, сталевих
Формула / Реферат:
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше...
Пристрій для охолодження молольних куль
Номер патенту: 28994
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: охолодження, куль, молольних, пристрій
Формула / Реферат:
Пристрій для охолодження молольних куль, що містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуску куль, який відрізняється тим, що конвеєр для розвантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано щонайменше один обмежувач, а по довжині транспортувального...
Спосіб одержання молольних куль
Номер патенту: 28744
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: спосіб, куль, одержання, молольних
Формула / Реферат:
1. Спосіб одержання молольних куль, який включає формування куль гарячою деформацією або литвом, їх охолодження у ванні з рідким середовищем і наступний самовідпуск, який відрізняється тим, що охолодження куль у рідкому середовищі здійснюють при їх роздільному один від одного переміщенні та одночасному безупинному обертанні куль.2. Спосіб за п. 1, який відрізняється тим, що об'єм рідкого середовища складає не менше 0,3 від об'єму...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: спосіб, молольних, сталі, куль, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Сталь для молольних куль

Номер патенту: 60543
Опубліковано: 15.10.2003
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
МПК: C22C 38/04
Формула / Реферат:
1. Сталь для молольних куль, яка містить вуглець, кремній, марганець, титан, яка відрізняється тим, що вона містить компоненти у такому співвідношенні, мас. %: вуглець 0,95-1,6 кремній 0,6-2,0 марганець 0,7-2,0 титан 0,02-0,10 залізо решта. 2. Сталь для молольних куль...
Попередній патент: Спосіб і пристрій для очищення металевої стрічки
Наступний патент: Спосіб отримання 2н-[1,3]тіазино[3,2-a]бензімідазол-3(4н)-ону
Випадковий патент: Спосіб моделювання штучного нігтя за формою «spike»