Спосіб і пристрій для очищення металевої стрічки
Формула / Реферат
1. Спосіб очищення металевої стрічки (1), який відрізняється тим, що металеву стрічку (1) спочатку на першій ділянці (2) пристрою очищення (3) піддають першому очищенню під високим тиском (4) за допомогою щонайменше одного струменя рідини, потім металеву стрічку (1) на другій ділянці (5) пристрою очищення (3) піддають ультразвуковому очищенню (6), при якому металеву стрічку (1) пропускають через ємність, наповнену рідиною, і за процесом ультразвукового очищення (6) металеву стрічку (1) на третій ділянці (7) пристрою очищення (3) піддають другому очищенню під високим тиском (8) за допомогою щонайменше одного струменя рідини.
2. Спосіб за п. 1, який відрізняється тим, що перша ділянка (2) просторово відмежована від другої (5), а друга ділянка (5) - від третьої (7).
3. Спосіб за п. 1 або 2, який відрізняється тим, що перше і друге очищення під високим тиском (4, 8) здійснюють шляхом подачі щонайменше одного струменя рідини, що розпилюють по всій ширині поверхні металевої стрічки (1), яку очищують, під тиском 80-200, переважно 100-120 бар.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що металеву стрічку (1) щонайменше при одному з очищень під високим тиском (4, 8) і/або при ультразвуковому очищенні (6) подають вертикально.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що рідину, яку використовують при першому (4) і другому очищенні (8) під високим тиском, нагрівають до температури мінімум 60 °С, переважно до температури понад 80 °С.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що рідина, яку використовують при першому очищенні (4) під високим тиском, при ультразвуковому очищенні (6) і при другому очищенні (8) під високим тиском, містить ліпіди для зв'язування забруднень, які видаляють.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що рідина, яку використовують при першому очищенні (4) під високим тиском, при ультразвуковому очищенні (6) і при другому очищенні (8) під високим тиском, містить тензиди й/або фосфати.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що рідина, яку використовують при першому очищенні (4) під високим тиском, при ультразвуковому очищенні (6) і при другому очищенні (8) під високим тиском, є лужною.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що перед першим очищенням (4) під високим тиском здійснюють знежирення металевої стрічки (1) розпиленням, зокрема, у ємності для занурення або розпилення.
10. Спосіб за п. 9, який відрізняється тим, що знежирення металевої стрічки (1) розпиленням виконують за допомогою середовища, зокрема чистильного середовища, нагрітого до температури мінімум 60 °С, переважно понад 80 °С.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що після другого очищення (8) під високим тиском здійснюють промивання металевої стрічки (1), зокрема каскадне промивання водою.
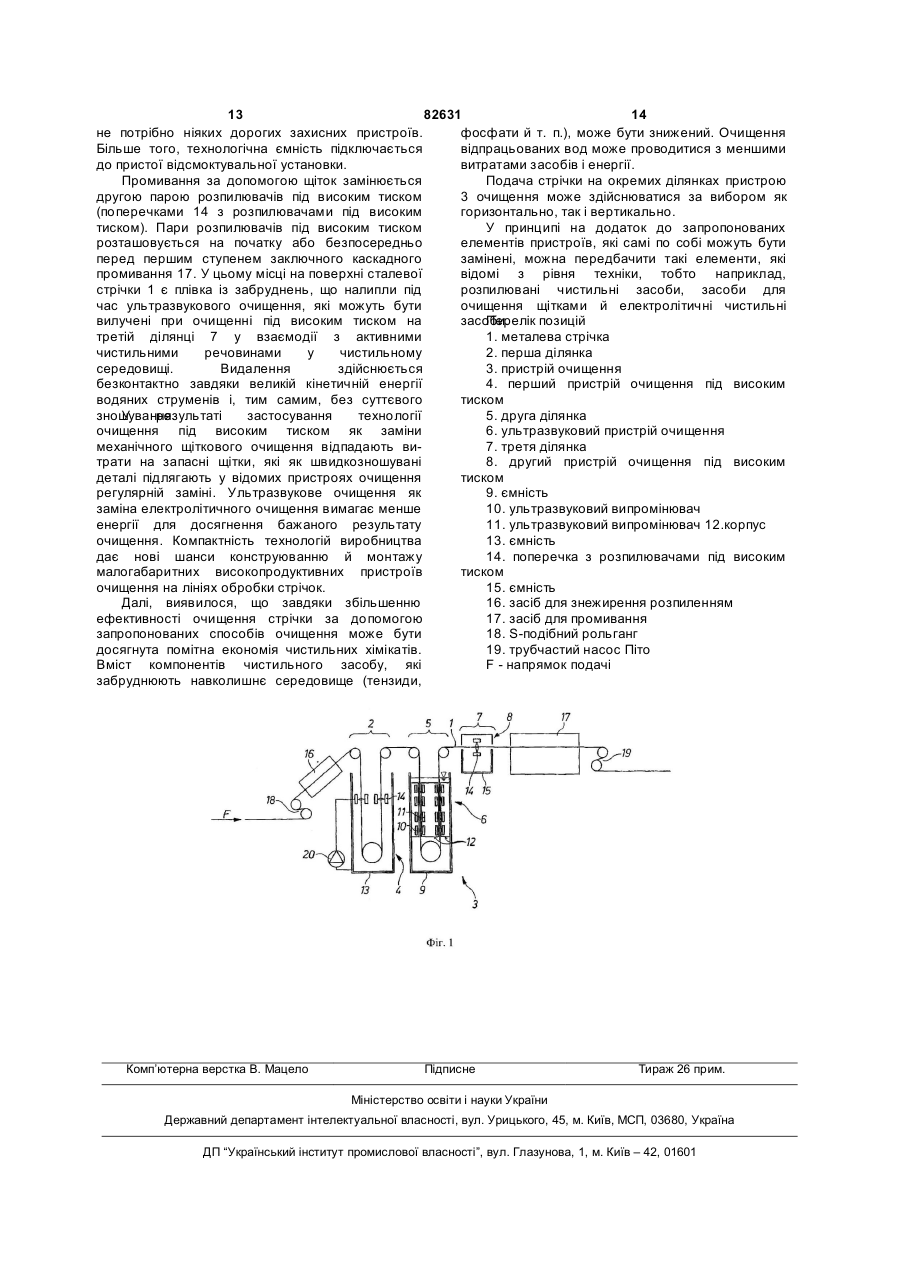
12. Пристрій для очищення (3) металевої стрічки (1), який відрізняється тим, що містить першу ділянку (2), на якій встановлений пристрій (4) очищення під високим тиском, розташовану за нею у напрямку подачі (F) металевої стрічки (1) другу ділянку (5), на якій встановлений ультразвуковий пристрій (6) очищення, причому ультразвуковий пристрій (6) очищення має ємність (9), наповнену рідиною, у якій установлені ультразвукові випромінювачі (10, 11), і розташовану за ультразвуковим пристроєм (6) очищення в напрямку подачі (F) металевої стрічки (1) третю ділянку (7), на якій встановлений другий пристрій очищення (8) під високим тиском.
13. Пристрій за п. 12, який відрізняється тим, що ультразвукові випромінювачі (10, 11) розташовані кожний в окремому корпусі (12), зокрема у корпусі з високоякісної сталі, усередині ємності (9) з обох сторін від металевої стрічки (1).
14. Пристрій за п. 12 або 13, який відрізняється тим, що пристрої (4, 8) очищення під високим тиском і ультразвуковий пристрій (6) очищення мають окремі ємності (13, 9, 15) для проходження металевої стрічки (1).
15. Пристрій за будь-яким з пп. 12-14, який відрізняється тим, що пристрої (4, 8) очищення під високим тиском мають щонайменше одну поперечку (14) з розпилювачами під високим тиском, яка проходить по всій ширині стрічки (1).
16. Пристрій за будь-яким з пп. 12-15, який відрізняється тим, що в напрямку (F) подачі металевої стрічки (1) перед пристроєм очищення (4) під високим тиском встановлено засоби (16) для знежирення металевої стрічки (1) розпиленням.
17. Пристрій за будь-яким з пп. 12-16, який відрізняється тим, що в напрямку (F) подачі стрічки (1) за другим пристроєм (8) очищення під високим тиском встановлено засоби (17) для промивання металевої стрічки (1).
18. Пристрій за одним з пп. 12-17, який відрізняється тим, що пристрої (4, 8) очищення під високим тиском для створення високого тиску рідини мають трубчастий насос (20) Піто.
Текст
1. Спосіб очищення металевої стрічки (1), який відрізняється тим, що металеву стрічку (1) спочатку на першій ділянці (2) пристрою очищення (3) піддають першому очищенню під високим тиском (4) за допомогою щонайменше одного струменя рідини, потім металеву стрічку (1) на другій ділянці (5) пристрою очищення (3) піддають ультразвуковому очищенню (6), при якому металеву стрічку (1) пропускають через ємність, наповнену рідиною, і за процесом ультразвукового очищення (6) металеву стрічку (1) на третій ділянці (7) пристрою очищення (3) піддають другому очищенню під високим тиском (8) за допомогою щонайменше одного струменя рідини. 2. Спосіб за п. 1, який відрізняється тим, що перша ділянка (2) просторово відмежована від другої (5), а друга ділянка (5) - від третьої (7). 3. Спосіб за п. 1 або 2, який відрізняється тим, що перше і друге очищення під високим тиском (4, 8) здійснюють шляхом подачі щонайменше одного струменя рідини, що розпилюють по всій ширині поверхні металевої стрічки (1), яку очищують, під тиском 80-200, переважно 100-120 бар. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що металеву стрічку (1) 2 (19) 1 3 82631 4 другу ділянку (5), на якій встановлений 15. Пристрій за будь-яким з пп. 12-14, який ультразвуковий пристрій (6) очищення, причому відрізняється тим, що пристрої (4, 8) очищення ультразвуковий пристрій (6) очищення має ємність під високим тиском мають щонайменше одну (9), наповнену рідиною, у якій установлені поперечку (14) з розпилювачами під високим ультразвукові випромінювачі (10, 11), і тиском, яка проходить по всій ширині стрічки (1). розташовану за ультразвуковим пристроєм (6) 16. Пристрій за будь-яким з пп. 12-15, який очищення в напрямку подачі (F) металевої стрічки відрізняється тим, що в напрямку (F) подачі (1) третю ділянку (7), на якій встановлений другий металевої стрічки (1) перед пристроєм очищення пристрій очищення (8) під високим тиском. (4) під високим тиском встановлено засоби (16) 13. Пристрій за п. 12, який відрізняється тим, що для знежирення металевої стрічки (1) ультразвукові випромінювачі (10, 11) розташовані 17. Пристрій розпиленням. за будь-яким з пп. 12-16, який кожний в окремому корпусі (12), зокрема у корпусі відрізняється тим, що в напрямку (F) подачі з високоякісної сталі, усередині ємності (9) з обох стрічки (1) за другим пристроєм (8) очищення під сторін від металевої стрічки (1). високим тиском встановлено засоби (17) для 14. Пристрій за п. 12 або 13, який відрізняється промивання металевої стрічки (1). тим, що пристрої (4, 8) очищення під високим 18. Пристрій за одним з пп. 12-17, який тиском і ультразвуковий пристрій (6) очищення відрізняється тим, що пристрої (4, 8) очищення мають окремі ємності (13, 9, 15) для проходження під високим тиском для створення високого тиску металевої стрічки (1). рідини мають трубчастий насос (20) Піто. Винахід належить до способу очищення металевої стрічки. Далі, винахід стосується пристрою для очищення стрічки. Суттєвими вимогами до високоякісного виробу з тонкого листа є гарна оброблюваність у ході наступних виробничих процесів і тривала збережність кінцевого продукту. Ці властивості основним чином визначаються функціональними шарами, нанесеними на поверхню металевої стрічки. Зчеплення між функціональним шаром, наприклад, цинковим покриттям, і поверхнею сталевої стрічки в першу чергу залежить від сил зчеплення на поверхні поділу. Забруднення на поверхні, як наприклад, частинки, що утворюються в результаті стирання металу, а також залишки масла й емульсій, зменшують зчеплення. У цьому випадку функціональний шар не може виконувати своє завдання. Справа в тому, що він наноситься нерівномірно або під дією механічного навантаження знову відстає. Зокрема, для видалення з поверхні поліпшуваної металевої стрічки налиплих на неї шкідливих частинок до початку процесу тонкої обробки стрічку в установці для її очищення звичайно інтенсивно піддають контакту з лужними чистильними засобами. При цьому очищення стрічки на лінії гарячого цинкування в більшості випадків зводиться до комбінації різних лужних процесів очищення із заключним промиванням у воді. ри виготовленні оцинкованої металевої П стрічки на установці для гарячого цинкування або на лінії прожарювання часто використовується холоднокатана металева стрічка, яка перед тонкою обробкою повинна бути ретельно зачищена. Холоднокатані стрічки після прокатки продовжують залишатися під впливом емульсій для прокатки й відходів прокатки. Забруднення порядку 500мг/м2 на одну сторону стрічки, що містять емульсії для прокатки, частинки металу, що утворюються в результаті його стирання, і інший бруд, є типовими. Забруднена таким чином металева стрічка перед подальшою поверхневою обробкою повинна бути очищена від цих залишків процесу холодної прокатки. З рівня техніки відомі різні можливості для того, щоб зробити це. Звичайно проводиться багатоступінчасте очищення стрічки. При цьому відома комбінація з лужного очищення розпиленням з підключенням щіток для усунення поверхневих забруднень і глибокого електролітичного очищення пор, а також із заключного багатоступінчастого промивання водою з використанням щіток. Як чистильні засоби застосовуються водні розчини на основі лугів, тензидів і фосфатів. такої секції для очищення У першій частині стрічки остання доводиться до необхідної температури процесу й за допомогою нагрітого лужного чистильного розчину очищається від поверхневих забруднень. У секції знежирення розпиленням стрічка для нагрівання її до бажаного рівня температури й для розчинення великих частинок налиплого на неї бруду інтенсивно обприскується нагрітим чистильним засобом. При знежиренні розпиленням металева стрічка може подаватися як у горизонтальному, так і у вертикальному напрямку. При щітковому знежиренні забруднення віддаляються з поверхні стрічки за допомогою декількох обертових щіток. У цьому випадку для щіткового пристрою типовим є його оснащення двома або чотирма блоками чистильних роликів. Для очищення нижньої й верхньої сторін стрічки щітки встановлюються послідовно зі зсувом контрроликами або безпосередньо одна над іншою. Через механічний контакт щетини з поверхнею металевої стрічки має місце помітне зношування щіток. Залежно від режиму й необхідної якості щіткові ролики звичайно доводиться міняти приблизно кожні три місяці, що веде до чималих витрат. Електролітичне знежирення в результаті безпосереднього утворення пузирчиків на поверхні металевої стрічки забезпечує розчинення забруднень, що глибоко в'їлися в структуру. Це може мати місце як при вертикальному, так і при 5 82631 6 горизонтальному русі стрічки. Утворення У російському [патенті RU 2191641С1] пузирчиків викликається прикладанням зовнішньої розкривається пристрій для очищення, у якому напруги до пари електродів, розташованих над стрічка, що очищується, подається в ємність, у якій металевою стрічкою й під нею. Для електричної ультразвуковий вібратор розміщається поблизу ізоляції ємності, у якій здійснюється знежирення, поверхні металевої стрічки. Кавітація, наведена вона виконується у вигляді гумованої сталевої ультразвуковими хвилями, видаляє забруднення з ємності. У способі з використанням середнього поверхні стрічки. Загалом, ступінь очищення, що проводу між поверхнею стрічки й навколишніх досягається за допомогою описуваного пристрою електродів відбувається електролітична реакція, очищення, не завжди є достатнім. яка викликає утворення пузирчиків кисню й водню. Ультразвук для очищення металевої стрічки Утворення газу водню вимагає для запобігання застосовується також у рішенні відповідно до вибуху гримучого газу дорогої техніки безпеки. американського [патенту US 4788992]. Тут стрічка Тому в технологічну ємність для примусової пропускається горизонтально між двома вентиляції повинна постійно подаватися велика ультразвуковими вібраторами, виконаними у кількість повітря. Внаслідок цього електролітичне вигляді пластин, що коливаються з різними знежирення має різні недоліки. частотами. Установка наводить ультразвукове Потім, тобто після електролітичної обробки, поле в ближній зоні навколо стрічки, що поверхня металевої стрічки в процесі промивання очищується, так що забруднення видаляється. обробляється щіткою, так що поверхневі шари, які У [публікації JP 09171986A] розкритий залишилися, відділяються. Цей щітковий пристрій розпилювач, за допомогою якого чистильна рідина звичайно також оснащений двома або чотирма під дією ультразвуку розпилюється по стрічці, що блоками щіткових роликів, причому щітки очищується. Безпосередньо до й після встановлюються послідовно зі зсувом розпилювача як блока з розпилювачем чистильної контрроликами або безпосередньо одна над рідини під дією ультразвуку для підвищення іншою. Тут також як недолік слід зазначити, що ефекту очищення установлені розпилювачі щітки доводиться міняти приблизно кожні три чистильної рідини під дією високого тиску. місяці. закінчення, щоб змити чистильний розчин На Відповідно до європейського [патенту ЕР повністю, поверхню металевої стрічки промивають 0578824В1] стрічка, що очищується, щоб піддатиїї шляхом багатокаскадного промивання гарячою впливу ультразвукового очищення в окремій демінералізованою водою. Тут можуть бути камері, виводиться з ємності, наповненої використані від двох до чотирьох послідовно чистильною рідиною. встановлених блоків промивання розпиленням, Рішення відповідно до американського розділених блоками обтискних роликів. Каскадна [патенту US 5975098] теж передбачає подача промивної рідини мінімізує витрату води. ультразвукове очищення стрічки, хоча тут, однак, Поєднання обдуву країв стрічки з її сушінням по місця влучання ультразвуку й чистильної рідини з закінченні очищення, усуваючи сліди рідин, розпилювача очищення під високим тиском гарантує повне рівномірне висушування поверхні безпосередньо співпадають. стрічки по всій її ширині. Відповідно до [публікації WO 02/18065] від При сприятливих умовах роботи в зазначених застосування ультразвукового очищення режимах установки для очищення стрічки відмовляється, у той час як американський [патент досягають ступеня очищення порядку 90%, тобто US 6488993] пропонує рішення, за яким пристрій первісне забруднення металевої стрічки для очищення стрічки більш докладно не знижується приблизно до 10%. пояснюється. Всі раніше відомі рішення в більшому або Для очищення металевої стрічки з рівня меншому ступені належать до окремих аспектів техніки відомі й інші рішення, причому звичайно способу або пристрою очищення. Всі вимоги до ізольовано висвітлюються окремі аспекти високопродуктивних установок очищення стрічки очищення. У європейському [патенті ЕР 0235595А2] відносно ефективності витрат і якості очищення є, описується установка для очищення стрічки, у якій загалом, більш високими в порівнянні з тими, які замість звичайних щіток за електролізом можуть бути задоволені за допомогою існуючих передбачене очищення під високим тиском. При способів і пристроїв. Далі, часто недостатньо цьому передбачаються попереднє електролітичне враховуваним критерієм є також екологія, оскільки знежирення, механічне очищення за допомогою застосування хімічних чистильних засобів обертових щіток або очищення під високим забруднює навколишнє середовище, а виконання тиском, ще одне електролітичне знежирення, ще відповідних зобов'язань перед законом теж одне механічне очищення за допомогою вимагає більших витрат. обертових щіток або очищення під високим тиском Таким чином, усі раніше відомі способи і заключне промивання. Описуваний спосіб для очищення негативно проявляють себе в нестачі уникнення вибуху гримучого газу в результаті засобів на інвестиції, енергетику й устаткування, а електролізу вимагає великої кількості захисних також у частині ефективності процесу очищення. пристроїв. З європейського [патенту ЕР 0601991В1] Тому в основу винаходу поставлене завдання відомий пристрій для очищення металевих стрічок, вдосконалити спосіб і пристрій названого типу яке проводиться виключно за допомогою таким чином, щоб усунути існуючі недоліки. Отже, струменів рідини при максимальному тиску 60 бар. повинні бути створені більш переважний спосіб Ступінь очищення, що досягається при цьому, не очищення стрічки й відповідний пристрій, за завжди виявляється достатнім. допомогою яких стане можливим більш економічне, більш ефективне й більш екологічно бездоганне очищення металевої стрічки перед її 7 82631 8 Як це відомо з рівня техніки, перед першим не очищення металевої стрічки перед її тонкою очищенням металевої стрічки під високим тиском обробкою. може проводиться її знежирення розпиленням, Це завдання в частині способу вирішуються за зокрема, у ємностях для занурення або допомогою винаходу тим, що металеву стрічку обприскування. При цьому знежирення металевої спочатку на першій ділянці пристрою очищення стрічки шляхом розпилення може здійснюватися піддають першому очищенню під високим тиском за допомогою середовища, зокрема, чистильного за допомогою щонайменше одного струменя середовища, нагрітого до температури мінімум рідини, після цього металеву стрічку на другій 60°С, переважно 80°С. Після другого очищення під ділянці пристрою очищення піддають ультразвуковисоким тиском на закінчення може бути вому очищенню, при якому металеву стрічку проведене промивання стрічки, зокрема, каскадне пропускають через ємність, наповнену рідиною, і промивання водою. після процесу ультразвукового очищення Пристрій для очищення металевої стрічки металеву стрічку на третій ділянці пристрою відрізняється тим, що містить першу ділянку, на очищення піддають другому очищенню під якій встановлений пристрій очищення під високим високим тиском за допомогою щонайменше тиском, другу ділянку, розташовану за першою у одного струменя рідини. Таким чином, винахід поєднує очищення напрямку подачі металевої стрічки, у якій стрічки під високим тиском з наступним встановлений ультразвуковий пристрій, причому очищенням ультразвуком. При цьому виявилося, ультразвуковий пристрій має ємність, наповнену що послідовність обох цих технологічних процесів рідиною, у якій розміщені ультразвукові дає кращі результати. При цьому переважно, щоб випромінювачі, і третю ділянку, розташовану за перша ділянка просторово відстояла від другої, а ультразвуковим пристроєм у напрямку подачі друга - від третьої. металевої стрічки, на якій встановлений другий Оптимальні результати досягаються за пристрій очищення під високим тиском. рахунок того, що перший, а якщо буде потреба й Ультразвукові випромінювачі можуть бути другий процес очищення під високим тиском розміщені кожний в окремому корпусі, зокрема, у здійснюються шляхом подачі щонайменше одного корпусі з високоякісної сталі, усередині ємності, у струменя рідини, розпилюваної по всій ширині якій відбувається ультразвукове очищення, з обох поверхні металевої стрічки, що очищується, під сторін металевої стрічки. Пристрій очищення під тиском 80-200, переважно 100-120 бар. високим тиском і ультразвуковий пристрій, Металева стрічка щонайменше при одному переважно, мають окремі ємності, через які очищенні під високим тиском і/або при проходить металева стрічка. Пристрої очищення ультразвуковому очищенні може подаватися під високим тиском можуть мати щонайменше вертикально. Доцільно рідину, використовувану при одну поперечку з розпилювачами під високим першому, а якщо буде потреба при другому тиском, яка проходить по всій ширині стрічки. очищенні під високим тиском, нагрівати до Пристрій очищення при високому тиску на третій температури мінімум 60°С, переважно до ділянці також може мати окрему ємність, через яку температури понад 80°С. бруду, що відділилися, Щоб зв'язати частинки пропускається металева стрічка. й перешкодити тим самим тому, щоб вони при У напрямку подачі металевої стрічки перед циркуляції чистильного засобу знову виявилися на першим пристроєм очищення під високим тиском поверхні стрічки, варіант здійснення винаходу переважно встановлювати засоби для знежирення передбачає, щоб рідина, використовувана при металевої стрічки розпиленням. Крім того, у першому очищенні під високим тиском, при напрямку подачі стрічки за другим пристроєм ультразвуковому очищенні, а якщо буде потреба очищення під високим тиском переважно при другому очищенні під високим тиском, для встановлювати засоби для промивання металевої зв'язування забруднень, що видаляються, містила стрічки. Оскільки при очищенні під високим тиском ліпіди. неможливо уникнути утворення піни, особливо Ліпіди називають також жирами. Всім ліпідам переважно, якщо пристрої очищення під високим властива погана розчинність у воді, у той час як тиском для створення необхідного тиску рідини вони добре розчиняються в органічних мають трубчастий насос Піто. розчинниках, як-то: метанол, ацетон або Такий насос складається із двох основних хлороформ. Тому, ліпіди можна визначити як частин, а саме, з обертового корпуса насоса й органічні, необхідні живим істотам речовини, внутрішньої стаціонарно встановленої труби Піто погано розчинні у воді. Часто вони являють собою (за принципом тиску в гідрометричній трубці Пітоскладні ефіри (або, можливо, складні ефіри) Прадтля). Рідина, що подається, через контактне жирних кислот. Ліпіди за їх хімічною структурою ущільнювальне кільце, розташоване з боку входу, можна розділити на, у чомусь абсолютно різні, надходить по каналах ротора в його обертовий групи (жирні кислоти, тригліцериди (називані також корпус і набуває більш високої швидкості. нейтражирами або триацилгліцеридами), Відцентрова сила відтискує рідину на периферію холестерин (називаний також холестеролом), ротора, у результаті чого в роторі виникають фосфоліпіди, воски, терпени, ейкозаноїди, ефект усмоктування на вході й прискорення в гліколіпіди,рідина, застосовувана при першому Далі, цереброзиди, гангліозиди). рідинному кільці. При надходженні рідини в очищенні під високим тиском, при стаціонарну трубку Піто кінетична енергія ультразвуковому очищенні, а якщо буде потреба перетворюється на потенційну, тобто відбувається при другому очищенні під високим тиском, може підвищення тиску. Таким чином, можуть бути містити тензиди й/або фосфати. Крім того, досягнуті тиски до 200 бар при швидкості використовувана рідина може бути лужною. обертання ротора порядку 8000 обертів на 9 82631 10 процес, що виключає утворення газів, не ротора порядку 8000 обертів на хвилину. Потім поширюються ніякі особливі положення щодо рідина, що знаходиться в трубці Піто під постійним очищення ємностей шляхом відсмоктування, і з тиском, направляється до виходу, тобто убік позицій техніки безпеки він не є критичним. високого тиску в насосі. Перший пристрій 4 очищення під високим Завдяки комбінації ознак відповідно до тиском має окрему ємність 13, у якій з обох сторін винаходу створюються спосіб і пристрій очищення, стрічки 1 установлені поперечки 14 з які мають високу ефективність очищення й разом з розпилювачами під високим тиском. У прикладі тим економічно доцільний принцип дії. А саме, виконання винаходу - це, у цілому, чотири відсутні будь-які щіткові системи з механічним поперечки 14 для забезпечення вертикального контактом з очищуваною стрічкою, так що руху гілок стрічки 1 вниз і вгору. зношування установки є мінімальним. Очищення під високим тиском поєднує На кресленні представлений приклад очищення поверхонь за рахунок активних виконання винаходу. На кресленні схематично поверхневих процесів (з використанням тензидів у зображений пристрій очищення для очищення чистильному середовищі) з їх механічним металевої стрічки перед її гарячим цинкуванням. очищенням за рахунок кінетичної енергії струменя На кресленні показаний пристрій 3 очищення рідини. Нагріта чистильна рідина з великою для металевої стрічки 1, яка подається в пристрій швидкістю зіштовхується з поверхнею стрічки 1. 3 у напрямку F подачі (ліворуч) і знову залишає Пухкі поверхневі покриття змиваються геть. Більш його (праворуч). При цьому стрічка 1 рухається стабільні шари розпушуються під дією кінетичної через пристрій очищення 3 безупинно із заданою енергії напору рідини й також змиваються. Ліпідні швидкістю подачі. У прикладі виконання винаходу складові в доданому чистильному засобі для пристрій 3 очищення передбачений для ліній стрічок підтримують процес очищення частково. високопродуктивного гарячого цинкування або Основна функція тензидів полягає у зв'язуванні прожарювання холоднокатаних стрічок 1. забруднень, що видаляють, у рідині. Покриття, що Пристрій 3 очищення в напрямку F подачі, по видаляється, зв'язується усередині рідкої фази й суті, має три послідовно розташованих ділянки, а не контактує з поверхнею стрічки повторно. У саме, першу ділянку 2, другу ділянку 5 і третю такий спосіб запобігають повторному налипанню ділянку 7. На першій ділянці 2 установлений жиру або бруду. Без участі тензидів маслянисті пристрій 4 очищення під високим тиском, на другій складові забруднень, які видаляють, у результаті ділянці 5 - ультразвуковий пристрій 6 очищення й їх меншої щільності й неполярної структури на третій ділянці 7 - другий пристрій 8 очищення спливли б у рідині й при новому контакті з під високим тиском. поверхнею стрічки знову осіли б на ній. Перед першою ділянкою 2 розташовуються Тиск застосовуваної рідини, необхідний для засоби 16 для знежирення розпиленням, які очищення під високим тиском, створюється за досить добре відомі з рівня техніки. За третьою допомогою трубчастого насоса 20 Піто. Чистильне ділянкою 7 передбачені засоби 17 для середовище через усмоктувальний патрубок промивання, які також уже відомі. надходить у насосну камеру. На відміну від У засобах 16 для знежирення розпиленням звичайних відцентрових насосів у цьому насосі стрічка 1 розігрівається шляхом її занурення в насосною камерою є ротор. Чистильне нагрітий чистильний засіб (у випадку ємності для середовище в обертовій насосній камері занурення) або шляхом її обприскування нагрітим розганяють до дуже великої швидкості обертання. чистильним засобом (у випадку ємності для В обертовому краплиннорідкому тілі знаходиться обприскування) і легко очищається від налиплих стаціонарна труба Піто. У цій трубі кінетична поверхневих забруднень. енергія обертання засобу перетворюється на Металева стрічка 1 утримується в натягнутому потенційну енергію тиску. За рахунок великої стані за допомогою двох S-подібних рольгангів 18 і швидкості обертання середовища в напірному 19. патрубку створюється тиск рідини, що без Суттєво, що пристрій 3 очищення не має проблем може досягати 100 бар і більше. щіток, тобто відомі з рівня техніки й Економічно вигідне використання очищення під загальноприйняті обертові чистильні щітки високим тиском вимагає циркуляції чистильного відсутні. Повне очищення стрічки 1 здійснюються середовища і тим самим багаторазового тільки за допомогою засобів, представлених на проходження багатофазної рідини (яка кресленні. Механічний контакт між щетиною щіток і складається з рідкої фази чистильного стрічкою 1 відповідно веде до сильного середовища і включених у нього пузирчиків газу зношування, що у свою чергу приводить до або піни) через насос 20. Утворення піни в більших виробничих витрат. Відповідно до чистильному середовищі не можна уникнути винаходу цього не відбувається. Іншим суттєвим аспектом винаходу є те, що повністю, використовуючи лужне чистильне тією ж мірою відбувається відмова від середовище, що містить тензиди. У відцентрових електролітичних засобів знежирення, широко або поршневих насосах навіть незначний вміст розповсюджених у рівні техніки. Процес газів у чистильному середовищі приводить до електролітичного знежирення вимагає дорогої кавітаційних пошкоджень у насосній камері й тим конструкції технологічних ємностей. Плюс до цього самим до швидкого виходу насоса з ладу. утворення газів кисню й водню в ході процесу має Запропонований трубчастий насос Піто ризик з погляду безпеки. У результаті виключення характеризується відносно великою електрохімічних реакцій відповідно до винаходу несприйнятливістю до повітря або піни в носії (при суттєво спрощується конструювання пристрою. На вмісті газу менше 10 об'ємних відсотків). Газові 11 82631 12 середовища у ємності. Ємність 9 виконана у менше 10 об'ємних відсотків). Газові фракції вигляді ємності для занурення, щоб мати внаслідок розподілу тиску збираються в центрі достатню кількість чистильного середовища для усередині краплиннорідкого тіла, де вони при передачі звукових хвиль на поверхню стрічки. У коефіцієнтах розширення, що змінилися, в трубі ємності для занурення встановлюється одна Піто, стаціонарно встановленій зовні, контактувати помірна швидкість потоку, щоб пузирчики, що не можуть. У насосній камері швидко утворюється утворилися, не змивалися з поверхні стрічки рідинне кільце з газовим пузирем у центрі його відразу або щоб не перешкодити поширенню обертання. Додаткове зовнішнє промивання звукових хвиль. контактного ущільнювального кільця зменшує На третій ділянці 7 установлений другий зношування від дії частинок, що містяться в пристрій 8 очищення під високим тиском, що також чистильному середовищі. має окрему ємність 15. У ній, як і в першому На другій ділянці 5 установлений пристрої 4, очищення під високим тиском, з обох ультразвуковий пристрій 6, а саме, в окремій сторін стрічки 1 установлені поперечки 14 з ємності 9. Тут перша й друга гілки стрічки 1 розпилювачами під високим тиском. рухаються вертикально вниз і вгору, відповідно. З У різних практичних експериментах вивчалася обох сторін стрічки 1, а саме, в обох гілках, ефективність комбінованої технології високого установлено кілька ультразвукових тиску й ультразвуку. На основі проведених випромінювачів 10 або 11, причому останні досліджень установлено, що технічно забруднені розміщені в корпусах 12 з високоякісної сталі, сталеві стрічки в результаті ультразвукового з'єднаних зі стінками ємності 9. очищення під тиском можуть бути очищені з Ультразвукове очищення поєднує очищення гарним результатом. Очищення під високим поверхонь за допомогою поверхнево-активних тиском забезпечує гарне грубе очищення. процесів (тензидів у чистильному середовищі для Кінетична енергія водяних струменів під високим стрічки) з механічним очищенням за рахунок тиском впливає на поверхневі покриття. Покривні кінетичної енергії руйнування пузирчиків газу. шари видаляються. Забруднення, що проникнули Ультразвукові коливання приводять до локальних вглиб структури поверхні стрічки 1, при коливань тиску в просторі із чистильним ультразвуковому очищенні розпушуються й середовищем. В інтервалах, коли тиск опускається видаляються. Утворення й руйнування маленьких нижче тиску розчинених газів або тиску пари пузирчиків газу на поверхні стрічки під впливом рідини, утворюються маленькі кавітаційні ультразвукових коливань сприяють видаленню пузирчики. Оскільки штучні умови, що привели до налиплих залишків покриттів. Доцільно також, щоб наявна установка при утворення пузирчиків, зберігаються лише на необхідності могла бути переустаткована в короткий час, пузирчики дуже швидко руйнуються пристрій 3 очищення відповідно до винаходу. знову. Викликані цим хвилі тиску, які наводяться в Знежирення й промивання за допомогою щіток рідині в результаті руйнування газових пузирчиків, відповідно заміняються парою поперечок з особливо на поверхні стрічки, приводять до розпилювачами. Секція електролітичного видалення забруднень із поверхні стрічки. Більш знежирення шляхом заміни системи електродів на пухкі поверхневі покриття видаляються. Більш відповідні ультразвукові системи перетворюється стабільні шари під дією хвиль тиску розпушуються на секцію ультразвукового очищення. й також видаляються. Тензидні складові в Щіткове знежирення замінюється парою доданому чистильному середовищі для стрічок розпилювачів під високим тиском. При цьому пари підтримують процес очищення, як при описаному розпилювачів під високим тиском розташовується вище очищенні під високим тиском. наприкінці або безпосередньо за ділянкою Великою перевагою очищення ультразвуком, знежирення шляхом розпилення. У цьому місці поряд з високою якістю й відтворюваністю, є сталева стрічка вже нагріта до необхідної механічне й разом з тим безконтактне очищення температури для того, щоб підтримувати матеріалів. Таким чином, залежно від вимог до оптимальний вплив використовуваного очищення можна відмовитися від агресивних чистильного середовища і мінімізувати утворення хімікатів і високих температур. Допоміжні хімічні піни. Водяні струмені під високим тиском у добавки (чистильні засоби) при ультразвуковому сполученні з активними чистильними речовинами очищенні з водою у відсотковому відношенні чистильного середовища можуть видаляти використовуються в набагато меншій мірі й в забруднення, що знаходяться на поверхні стрічки. асортименті засобів проти наявного забруднення Видалення здійснюється безконтактно завдяки за значимістю займають таке ж місце, як великій кінетичній енергії водяних струменів і, тим розрахунок необхідної потужності ультразвуку й самим, практично без зносу устаткування робочої частоти. Тим самим, залежно від галузі протягом дужеелектролітичного часу. Заміна тривалого періоду очищення на застосування й використання, ультразвукове ультразвукове помітно спрощує виконання очищення пропонує якісний і однорідний ефект пристрою очищення стрічки. Конструкція ємності очищення, який не може бути досягнутий ніяким для ультразвукового очищення виконується як іншим способом очищення. чисто сталева ємність без гумової ізоляції Застосовувана технологія використання (необхідної при електролізі). Необхідності в ультразвукових вібраторів не вимагає ніякого системах електродів з живленням від стороннього особливого догляду за стрічкою. Ультразвукові джерела напруги немає. Ультразвукове очищення випромінювачі 10, 11, як було пояснено, поміщені на відміну від електролітичного не приводить до в корпус 12 з високоякісної сталі. Матеріал корпуса вивільнення яких-небудь електролізних газів. Тому може бути підібраний залежно від чистильного 13 82631 14 не потрібно ніяких дорогих захисних пристроїв. фосфати й т. п.), може бути знижений. Очищення Більше того, технологічна ємність підключається відпрацьованих вод може проводитися з меншими до пристої відсмоктувальної установки. витратами засобів і енергії. Промивання за допомогою щіток замінюється Подача стрічки на окремих ділянках пристрою другою парою розпилювачів під високим тиском 3 очищення може здійснюватися за вибором як (поперечками 14 з розпилювачами під високим горизонтально, так і вертикально. тиском). Пари розпилювачів під високим тиском У принципі на додаток до запропонованих розташовується на початку або безпосередньо елементів пристроїв, які самі по собі можуть бути перед першим ступенем заключного каскадного замінені, можна передбачити такі елементи, які промивання 17. У цьому місці на поверхні сталевої відомі з рівня техніки, тобто наприклад, стрічки 1 є плівка із забруднень, що налипли під розпилювані чистильні засоби, засоби для час ультразвукового очищення, які можуть бути очищення щітками й електролітичні чистильні вилучені при очищенні під високим тиском на засоби. Перелік позицій третій ділянці 7 у взаємодії з активними 1. металева стрічка чистильними речовинами у чистильному 2. перша ділянка середовищі. Видалення здійснюється 3. пристрій очищення безконтактно завдяки великій кінетичній енергії 4. перший пристрій очищення під високим водяних струменів і, тим самим, без суттєвого тиском зношування. У результаті застосування технології 5. друга ділянка очищення під високим тиском якзаміни 6. ультразвуковий пристрій очищення механічного щіткового очищення відпадають ви7. третя ділянка трати на запасні щітки, які як швидкозношувані 8. другий пристрій очищення під високим деталі підлягають у відомих пристроях очищення тиском регулярній заміні. Ультразвукове очищення як 9. ємність заміна електролітичного очищення вимагає менше 10. ультразвуковий випромінювач енергії для досягнення бажаного результату 11. ультразвуковий випромінювач 12.корпус очищення. Компактність технологій виробництва 13. ємність дає нові шанси конструюванню й монтажу 14. поперечка з розпилювачами під високим малогабаритних високопродуктивних пристроїв тиском очищення на лініях обробки стрічок. 15. ємність Далі, виявилося, що завдяки збільшенню 16. засіб для знежирення розпиленням ефективності очищення стрічки за допомогою 17. засіб для промивання запропонованих способів очищення може бути 18. S-подібний рольганг досягнута помітна економія чистильних хімікатів. 19. трубчастий насос Піто Вміст компонентів чистильного засобу, які F - напрямок подачі забруднюють навколишнє середовище (тензиди, Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cleaning metal strip
Автори англійськоюKretschmer Matthias, Hartung Hans Georg
Назва патенту російськоюСпособ и устройство очистки металлической ленты
Автори російськоюКречмер Маттиас, Хартунг Ханс Георг
МПК / Мітки
МПК: B21B 45/02, C23G 3/02, B08B 3/02, B08B 3/12
Мітки: стрічки, спосіб, очищення, металевої, пристрій
Код посилання
<a href="https://ua.patents.su/7-82631-sposib-i-pristrijj-dlya-ochishhennya-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для очищення металевої стрічки</a>
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Боймер Клаус, Гінсберг Клаус, Тушхофф Маттіас
МПК: B21C 47/28, B21C 47/00, B21C 47/24
Мітки: стальної, пристрій, металевої, холоднокатаної, гаряче, зокрема, спосіб, тонкої, варіанти, намотування, стрічки
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Пристрій для очищення конвейєрної стрічки
Номер патенту: 23850
Опубліковано: 16.06.1998
Автор: Захаров Юрій Федорович
МПК: B65G 45/00
Мітки: стрічки, пристрій, конвейєрної, очищення
Формула / Реферат:
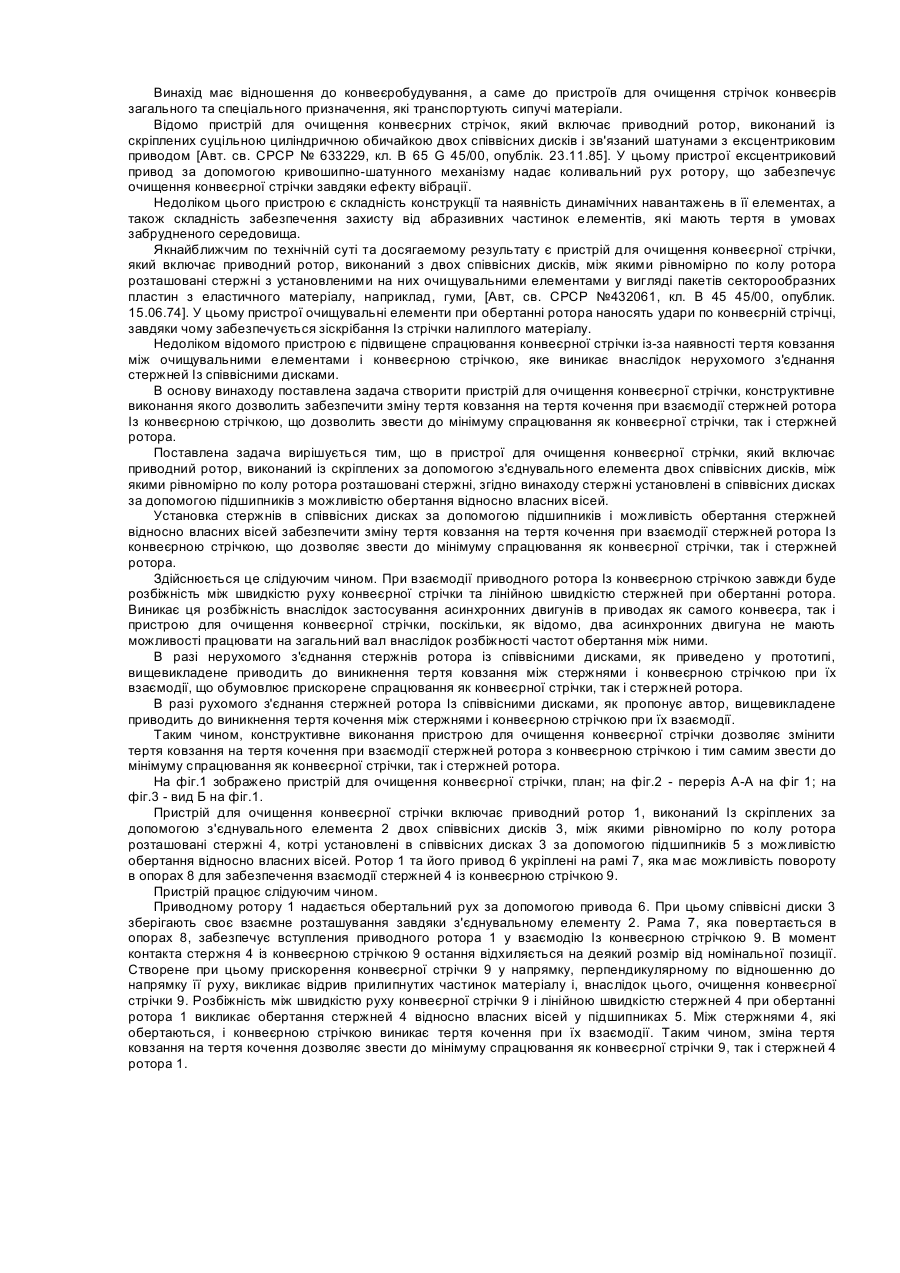
Пристрій для очищення конвеєрної стрічки, який включає приводний ротор, виконаний із скріплених за допомогою з'єднувального елемента двох співвісних дисків, між якими рівномірно по колу ротора розташовані стержні, який відрізняється тим, що стержні установлені в співвісних дисках за допомогою підшипників з можливістю обертання відносно власних вісей.
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Перелома Віталій Олександрович, Осіпов Володимир Прокопович, Найдек Володимир Леонтійович, Дубровін Едуард Юрійович, Майко Ольга Іванівна, Казачков Євгеній Олександрович, Узієнко Борис Олександрович
МПК: B22D 11/11, B22D 11/06
Мітки: спосіб, металевої, стрічки, виготовлення
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Коровайченко Юрій Миколайович, Охремчук Марина Олегівна, Черновол Михайло Іванович
МПК: B23K 9/04
Мітки: стрічки, обробки, металевої, спосіб, відновлених, наварюванням, циклічної, термодеформаційної, деталей
Формула / Реферат:
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю...
Спосіб та пристрій для відливання металевої стрічки
Номер патенту: 43352
Опубліковано: 17.12.2001
Автори: Деляссю П'єр, ВЕНДЕВІЛЛЬ Люк, Рессон Жерар, ДАМАСС Жан-Мішель
МПК: B22D 11/06, B22D 11/16
Мітки: стрічки, металевої, спосіб, пристрій, відливання
Формула / Реферат:
1. Способ отливки металлической ленты, по которому осуществляют затвердевание указанной ленты путем подвода жидкого металла между двумя валками противоположного вращения с горизонтальными осями, охлаждаемыми изнутри циркуляцией охлаждающей жидкости, образующими между собой отливочное пространство, и создание инертной атмосферы отливочного пространства путем вдувания заданного количества газа или смеси газа через кожух, установленный над...
Попередній патент: Спосіб заміни верхньої частини корпусу конвертера
Наступний патент: Спосіб термічного зміцнення сталевих молольних куль
Випадковий патент: Штамп для роздачі трубних заготівель