Спосіб стикового з’єднання дротів
Номер патенту: 83869
Опубліковано: 26.08.2008
Формула / Реферат
Спосіб стикового з'єднання дротів, один з яких багатожильний, а другий одножильний, при якому багатожильний дріт виготовлений з металу, що має температуру плавлення, не вищу за температуру плавлення матеріалу, з якого виготовлений одножильний дріт, який відрізняється тим, що одножильний дріт розташовують поміж жилами багатожильного дроту таким чином, щоб окремі жили багатожильного дроту покривали одножильний дріт, а потім розплавлюють поверхню такої збірки, при цьому одножильний дріт розташовують всередині багатожильного на довжині ![]() , де S - переріз багатожильного дроту, a d - діаметр одножильного дроту.
, де S - переріз багатожильного дроту, a d - діаметр одножильного дроту.
Текст
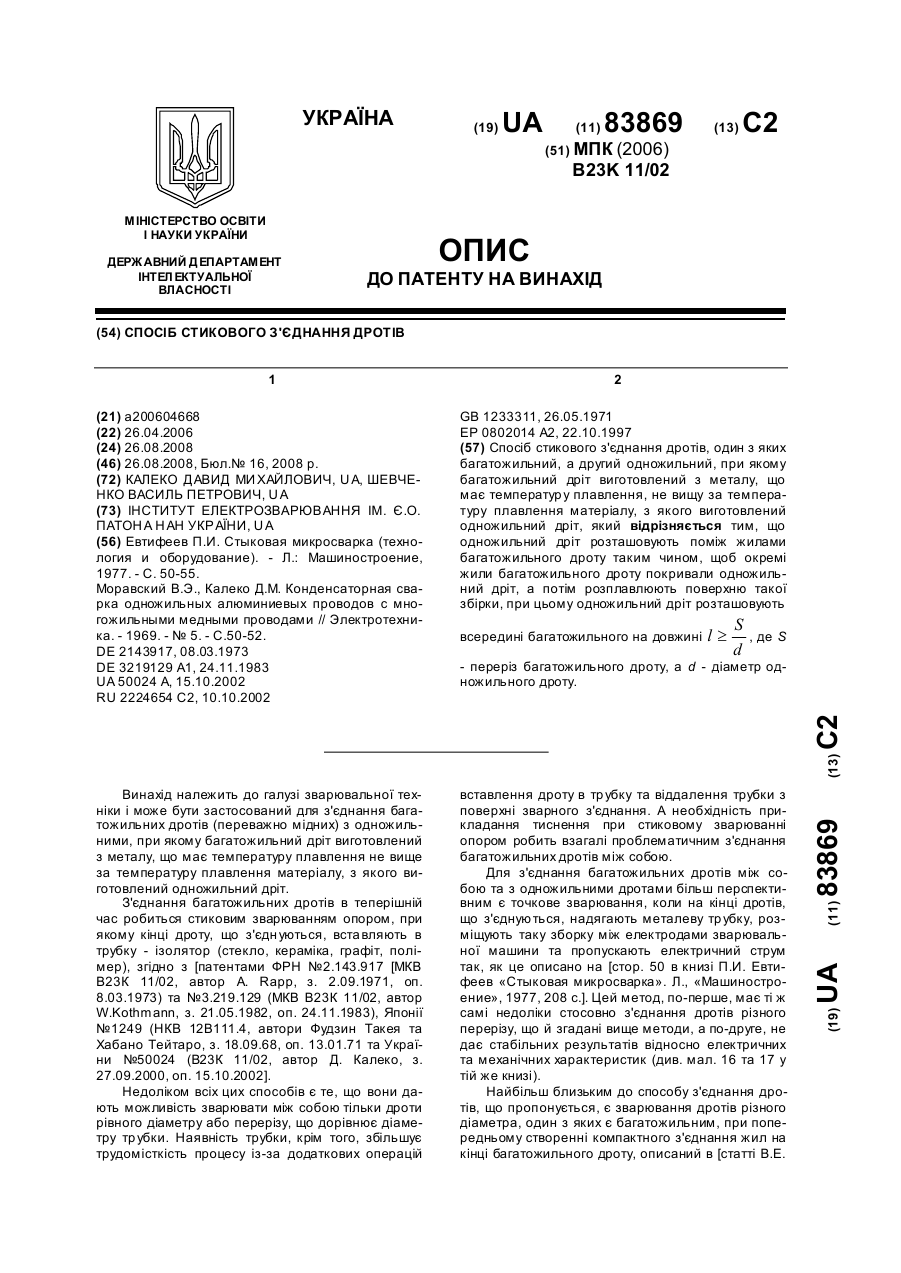
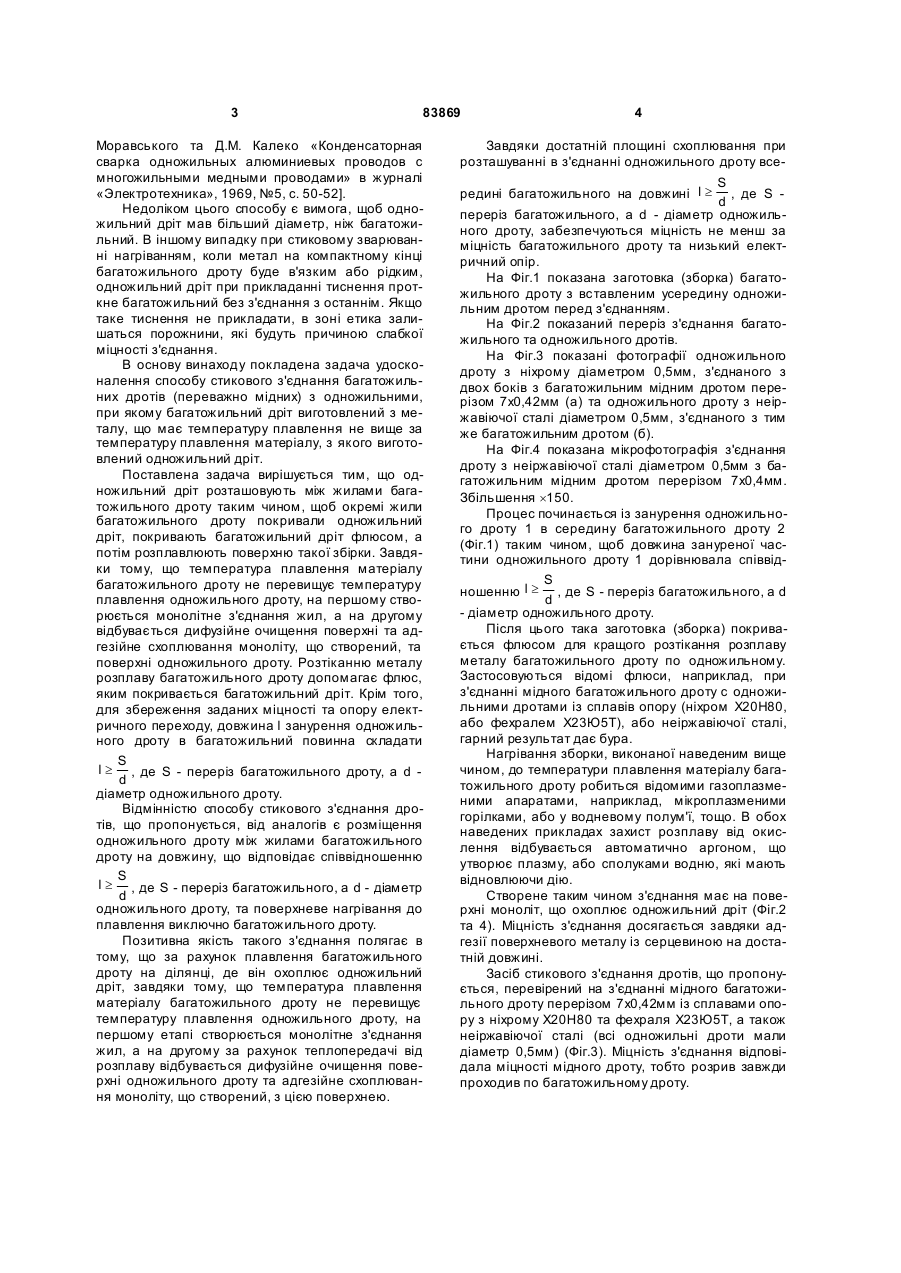
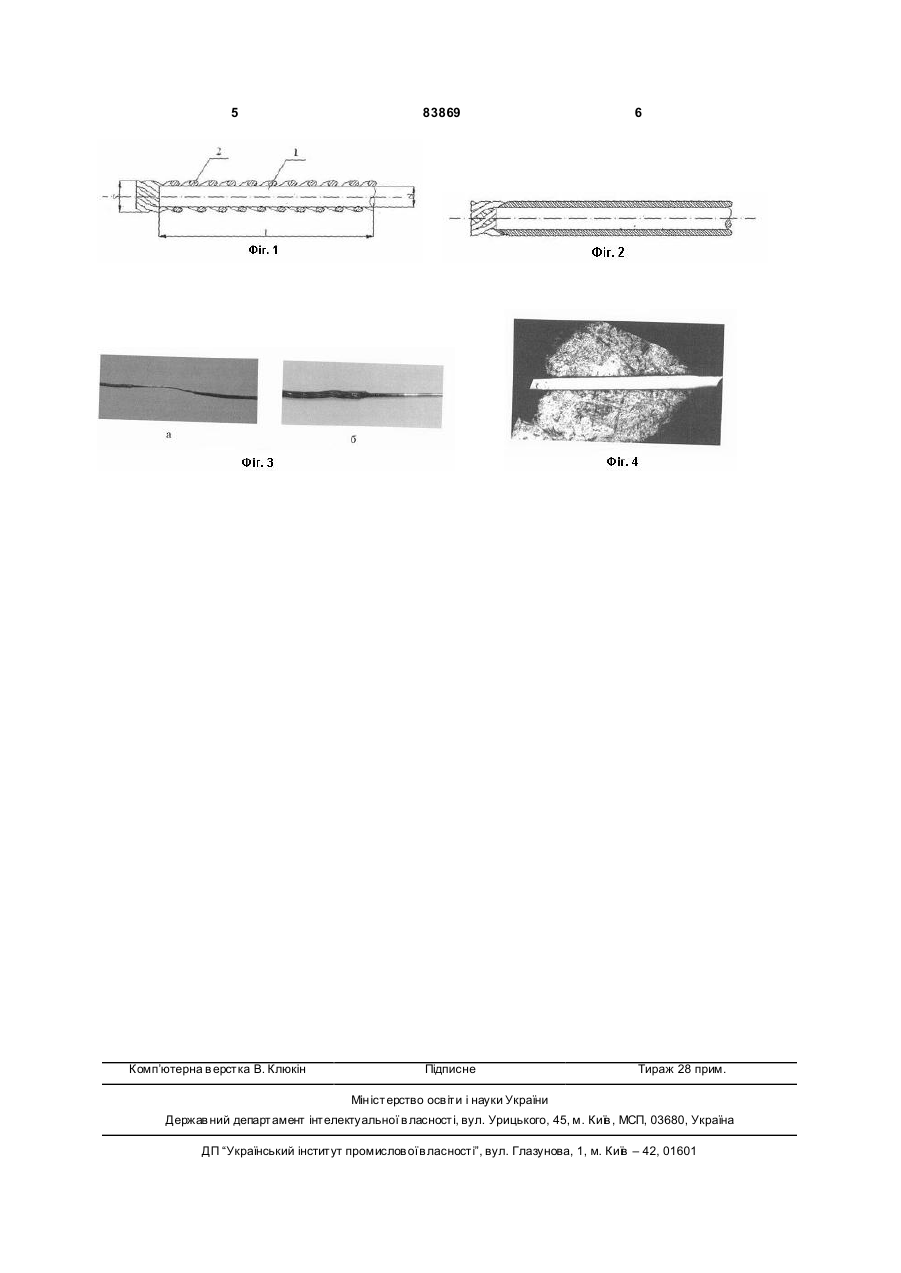
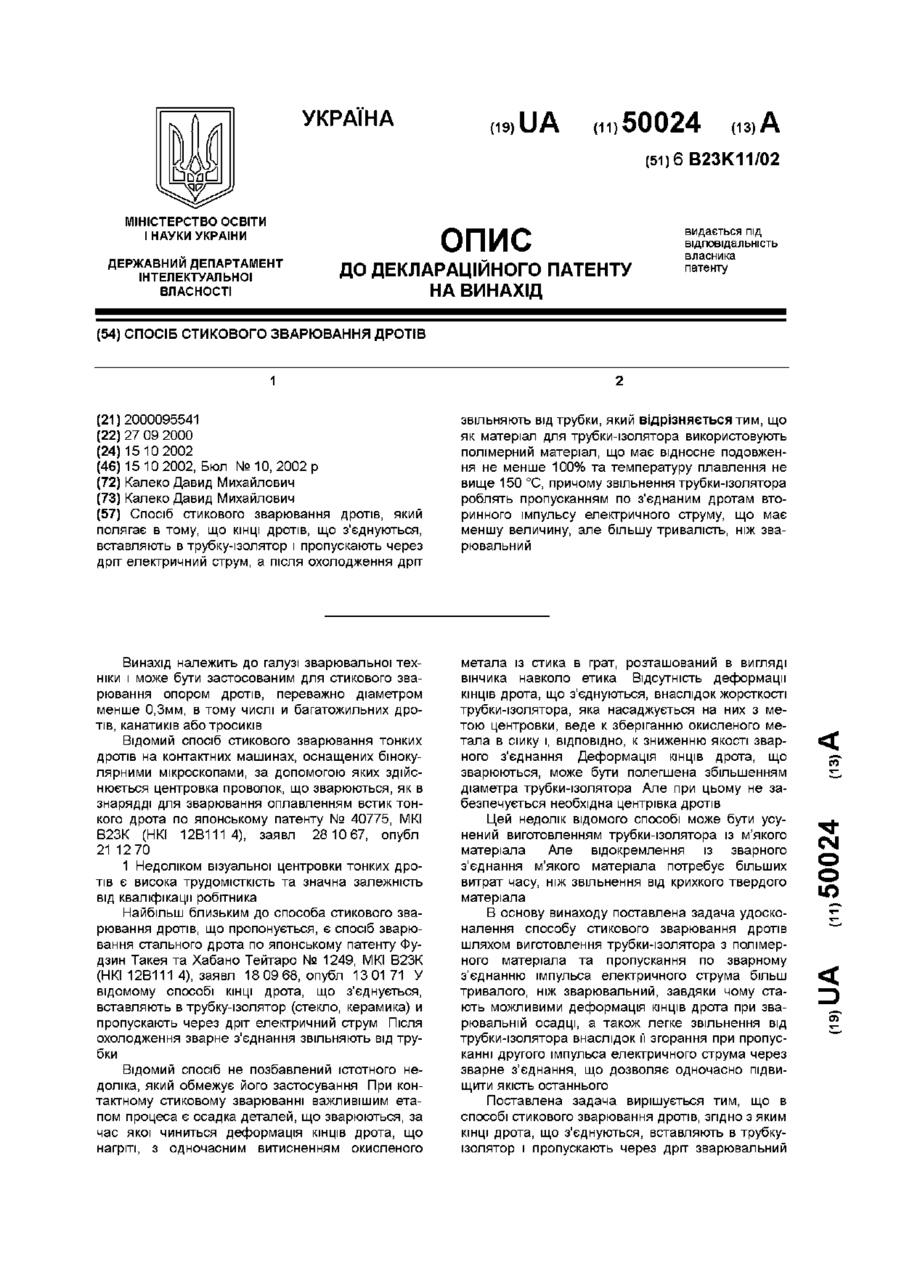
Спосіб стикового з'єднання дротів, один з яких багатожильний, а другий одножильний, при якому багатожильний дріт виготовлений з металу, що має температур у плавлення, не вищу за температуру плавлення матеріалу, з якого виготовлений одножильний дріт, який відрізняється тим, що одножильний дріт розташовують поміж жилами багатожильного дроту таким чином, щоб окремі жили багатожильного дроту покривали одножильний дріт, а потім розплавлюють поверхню такої збірки, при цьому одножильний дріт розташовують Винахід належить до галузі зварювальної техніки і може бути застосований для з'єднання багатожильних дротів (переважно мідних) з одножильними, при якому багатожильний дріт виготовлений з металу, що має температуру плавлення не вище за температуру плавлення матеріалу, з якого виготовлений одножильний дріт. З'єднання багатожильних дротів в теперішній час робиться стиковим зварюванням опором, при якому кінці дроту, що з'єдн уються, вста вляють в трубку - ізолятор (стекло, кераміка, графіт, полімер), згідно з [патентами ФРН №2.143.917 [МКВ В23К 11/02, автор A. Rapp, з. 2.09.1971, оп. 8.03.1973) та №3.219.129 (МКВ В23К 11/02, автор W.Kothmann, з. 21.05.1982, оп. 24.11.1983), Японії №1249 (НКВ 12В111.4, автори Фудзин Такея та Хабано Тейтаро, з. 18.09.68, оп. 13.01.71 та України №50024 (В23К 11/02, автор Д. Калеко, з. 27.09.2000, оп. 15.10.2002]. Недоліком всіх цих способів є те, що вони дають можливість зварювати між собою тільки дроти рівного діаметру або перерізу, що дорівнює діаметру тр убки. Наявність трубки, крім того, збільшує трудомісткість процесу із-за додаткових операцій вставлення дроту в тр убку та віддалення трубки з поверхні зварного з'єднання. А необхідність прикладання тиснення при стиковому зварюванні опором робить взагалі проблематичним з'єднання багатожильних дротів між собою. Для з'єднання багатожильних дротів між собою та з одножильними дротами більш перспективним є точкове зварювання, коли на кінці дротів, що з'єднуються, надягають металеву тр убку, розміщують таку зборку між електродами зварювальної машини та пропускають електричний струм так, як це описано на [стор. 50 в книзі П.И. Евтифеев «Стыковая микросварка». Л., «Машиностроение», 1977, 208 с.]. Цей метод, по-перше, має ті ж самі недоліки стосовно з'єднання дротів різного перерізу, що й згадані вище методи, а по-друге, не дає стабільних результатів відносно електричних та механічних характеристик (див. мал. 16 та 17 у тій же книзі). Найбільш близьким до способу з'єднання дротів, що пропонується, є зварювання дротів різного діаметра, один з яких є багатожильним, при попередньому створенні компактного з'єднання жил на кінці багатожильного дроту, описаний в [статті В.Е. всередині багатожильного на довжині l³ S d , де S (19) UA (11) 83869 (13) C2 - переріз багатожильного дроту, a d - діаметр одножильного дроту. 3 83869 Моравського та Д.М. Калеко «Конденсаторная сварка одножильных алюминиевых проводов с многожильными медными проводами» в журналі «Электротехника», 1969, №5, с. 50-52]. Недоліком цього способу є вимога, щоб одножильний дріт мав більший діаметр, ніж багатожильний. В іншому випадку при стиковому зварюванні нагріванням, коли метал на компактному кінці багатожильного дроту буде в'язким або рідким, одножильний дріт при прикладанні тиснення проткне багатожильний без з'єднання з останнім. Якщо таке тиснення не прикладати, в зоні етика залишаться порожнини, які будуть причиною слабкої міцності з'єднання. В основу винаходу покладена задача удосконалення способу стикового з'єднання багатожильних дротів (переважно мідних) з одножильними, при якому багатожильний дріт виготовлений з металу, що має температуру плавлення не вище за температуру плавлення матеріалу, з якого виготовлений одножильний дріт. Поставлена задача вирішується тим, що одножильний дріт розташовують між жилами багатожильного дроту таким чином, щоб окремі жили багатожильного дроту покривали одножильний дріт, покривають багатожильний дріт флюсом, а потім розплавлюють поверхню такої збірки. Завдяки тому, що температура плавлення матеріалу багатожильного дроту не перевищує температуру плавлення одножильного дроту, на першому створюється монолітне з'єднання жил, а на другому відбувається дифузійне очищення поверхні та адгезійне схоплювання моноліту, що створений, та поверхні одножильного дроту. Розтіканню металу розплаву багатожильного дроту допомагає флюс, яким покривається багатожильний дріт. Крім того, для збереження заданих міцності та опору електричного переходу, довжина l занурення одножильного дроту в багатожильний повинна складати S l ³ , де S - переріз багатожильного дроту, a d d діаметр одножильного дроту. Відмінністю способу стикового з'єднання дротів, що пропонується, від аналогів є розміщення одножильного дроту між жилами багатожильного дроту на довжину, що відповідає співвідношенню S l ³ , де S - переріз багатожильного, a d - діаметр d одножильного дроту, та поверхневе нагрівання до плавлення виключно багатожильного дроту. Позитивна якість такого з'єднання полягає в тому, що за рахунок плавлення багатожильного дроту на ділянці, де він охоплює одножильний дріт, завдяки тому, що температура плавлення матеріалу багатожильного дроту не перевищує температуру плавлення одножильного дроту, на першому етапі створюється монолітне з'єднання жил, а на другому за рахунок теплопередачі від розплаву відбувається дифузійне очищення поверхні одножильного дроту та адгезійне схоплювання моноліту, що створений, з цією поверхнею. 4 Завдяки достатній площині схоплювання при розташуванні в з'єднанні одножильного дроту всеS редині багатожильного на довжині l ³ , де S d переріз багатожильного, a d - діаметр одножильного дроту, забезпечуються міцність не менш за міцність багатожильного дроту та низький електричний опір. На Фіг.1 показана заготовка (зборка) багатожильного дроту з вставленим усередину одножильним дротом перед з'єднанням. На Фіг.2 показаний переріз з'єднання багатожильного та одножильного дротів. На Фіг.3 показані фотографії одножильного дроту з ніхрому діаметром 0,5мм, з'єднаного з двох боків з багатожильним мідним дротом перерізом 7х0,42мм (а) та одножильного дроту з неіржавіючої сталі діаметром 0,5мм, з'єднаного з тим же багатожильним дротом (б). На Фіг.4 показана мікрофотографія з'єднання дроту з неіржавіючої сталі діаметром 0,5мм з багатожильним мідним дротом перерізом 7х0,4мм. Збільшення ´150. Процес починається із занурення одножильного дроту 1 в середину багатожильного дроту 2 (Фіг.1) таким чином, щоб довжина зануреної частини одножильного дроту 1 дорівнювала співвідS ношенню l ³ , де S - переріз багатожильного, a d d - діаметр одножильного дроту. Після цього така заготовка (зборка) покривається флюсом для кращого розтікання розплаву металу багатожильного дроту по одножильному. Застосовуються відомі флюси, наприклад, при з'єднанні мідного багатожильного дроту с одножильними дротами із сплавів опору (ніхром Х20Н80, або фехралем Х23Ю5Т), або неіржавіючої сталі, гарний результат дає бура. Нагрівання зборки, виконаної наведеним вище чином, до температури плавлення матеріалу багатожильного дроту робиться відомими газоплазменими апаратами, наприклад, мікроплазменими горілками, або у водневому полум'ї, тощо. В обох наведених прикладах захист розплаву від окислення відбувається автоматично аргоном, що утворює плазму, або сполуками водню, які мають відновлюючи дію. Створене таким чином з'єднання має на поверхні моноліт, що охоплює одножильний дріт (Фіг.2 та 4). Міцність з'єднання досягається завдяки адгезії поверхневого металу із серцевиною на достатній довжині. Засіб стикового з'єднання дротів, що пропонується, перевірений на з'єднанні мідного багатожильного дроту перерізом 7х0,42мм із сплавами опору з ніхрому Х20Н80 та фехраля Х23Ю5Т, а також неіржавіючої сталі (всі одножильні дроти мали діаметр 0,5мм) (Фіг.3). Міцність з'єднання відповідала міцності мідного дроту, тобто розрив завжди проходив по багатожильному дроту. 5 Комп’ютерна в ерстка В. Клюкін 83869 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of joint connection of wires
Автори англійськоюKaleko Davyd Mykhailovych, Shevhenko Vasyl Petrovych
Назва патенту російськоюСпособ стыкового соединения проводов
Автори російськоюКалеко Давид Михайлович, Шевченко Василий Петрович
МПК / Мітки
МПК: B23K 11/02
Мітки: з'єднання, дротів, стикового, спосіб
Код посилання
<a href="https://ua.patents.su/3-83869-sposib-stikovogo-zehdnannya-drotiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб стикового з’єднання дротів</a>
Спосіб стикового зварювання дротів
Номер патенту: 50024
Опубліковано: 15.10.2002
Автор: Калеко Давид Михайлович
МПК: B23K 11/02
Мітки: зварювання, спосіб, дротів, стикового
Формула / Реферат:
Спосіб стикового зварювання дротів, який полягає в тому, що кінці дротів, що з'єднуються, вставляють в трубку-ізолятор і пропускають через дріт електричний струм, а після охолодження дріт звільняють від трубки, який відрізняється тим, що як матеріал для трубки-ізолятора використовують полімерний матеріал, що має відносне подовження не менше 100% та температуру плавлення не вище 150 °С, причому звільнення трубки-ізолятора роблять пропусканням...
Затискач для кріплення дротів контактної мережі
Номер патенту: 40486
Опубліковано: 16.07.2001
Автори: Завгородній Олександр Вікторович, Іпатов Володимир Сергійович
МПК: B60M 1/00
Мітки: мережі, кріплення, дротів, контактної, затискач
Формула / Реферат:
Затискач для кріплення дротів контактної мережі, який складається із щок, з'єднаних між собою кріпильним елементом, губки яких охоплюють поверхні контактного і постачального дротів, який відрізняється тим що, на поверхні губок затикача виконана насічка різних видів в залежності від типу обтискувального дроту для збільшення площини контакту між затискачем і дротами, що підвищує надійність кріплення дроту у затискачі і зменшує електричний опір...
Спосіб прогнозування обледеніння дротів повітряних ліній електропередач
Номер патенту: 53235
Опубліковано: 15.01.2003
Автори: Козловський Олександр Антонович, Орлович Анатолій Юхимович
МПК: H02G 7/16
Мітки: електропередач, повітряних, обледеніння, прогнозування, ліній, дротів, спосіб
Формула / Реферат:
Спосіб прогнозування часу початку обледеніння дроту повітряної лінії електропередачі (ПЛЕ) шляхом контролю температури повітря на рівні підвісу дротів ПЛЕ і визначення за вказаним параметром часу початку обледеніння, який відрізняється тим, що контрольовану ділянку дроту повітряної лінії електропередачі охолоджують зі сталою швидкістю до появи на дроті штучної ожеледі, при цьому фіксують проміжок часу від початку охолодження до появи штучної...
Спосіб визначення показника токсичності продуктів горіння ізольованих дротів і кабелів
Номер патенту: 13017
Опубліковано: 15.03.2006
Автори: Харченко Ігор Олександрович, Шафран Леонід Мойсейович, Кравченко Ростислав Іванович
МПК: G01N 7/00
Мітки: дротів, визначення, ізольованих, токсичності, спосіб, показника, кабелів, продуктів, горіння
Формула / Реферат:
Спосіб визначення показника токсичності продуктів горіння ізольованих дротів і кабелів, що включає спалювання зразків кожного неметалевого матеріалу кабелю або дроту в фіксованому об'ємі, в якому контролюють токсичні продукти горінняпротягом встановленого часу і визначають показник токсичності продуктів горіння, який відрізняється тим, що показник токсичності продуктів горіння кабелю або дроту розраховують з урахуванням фактичної маси і...
Підтримуючий затискач неізольованих дротів повітряних ліній електропересилання
Номер патенту: 58741
Опубліковано: 15.08.2003
Автори: Грінченко Тетяна Олександрівна, Злаказов Олександр Борисович, Степко Геннадій Васильович
МПК: H01B 17/02
Мітки: підтримуючий, повітряних, електропересилання, затискач, неізольованих, дротів, ліній
Формула / Реферат:
1. Підтримуючий затискач неізольованих дротів повітряних ліній електропересилання, який включає в себе човник, плашку і шарнірно закріплений на човнику підвіс із сферичним гніздом, яке містить в собі робочу сферичну поверхню, днище і паз приєднання до товкачика ізолятора, який відрізняється тим, що днище виконане із двох половин, при цьому одна половина днища сферичного гнізда виконана під кутом 90° до другої половини днища і плавно з’єднана...
Попередній патент: Похідні бензімідазолону та хіназолінону як агоністи людських рецепторів orl1
Наступний патент: Заміщені біцикло[3.1.1]гептаном похідні бензімідазолону та хіназолінону як агоністи людських рецепторів orl1
Випадковий патент: Спосіб безвисадкового вирощування насіння чоловічостерильних гібридів цукрових буряків