Спосіб стикового зварювання дротів
Формула / Реферат
Спосіб стикового зварювання дротів, який полягає в тому, що кінці дротів, що з'єднуються, вставляють в трубку-ізолятор і пропускають через дріт електричний струм, а після охолодження дріт звільняють від трубки, який відрізняється тим, що як матеріал для трубки-ізолятора використовують полімерний матеріал, що має відносне подовження не менше 100% та температуру плавлення не вище 150 °С, причому звільнення трубки-ізолятора роблять пропусканням по з'єднаним дротам вторинного імпульсу електричного струму, що має меншу величину, але більшу тривалість, ніж зварювальний.
Текст
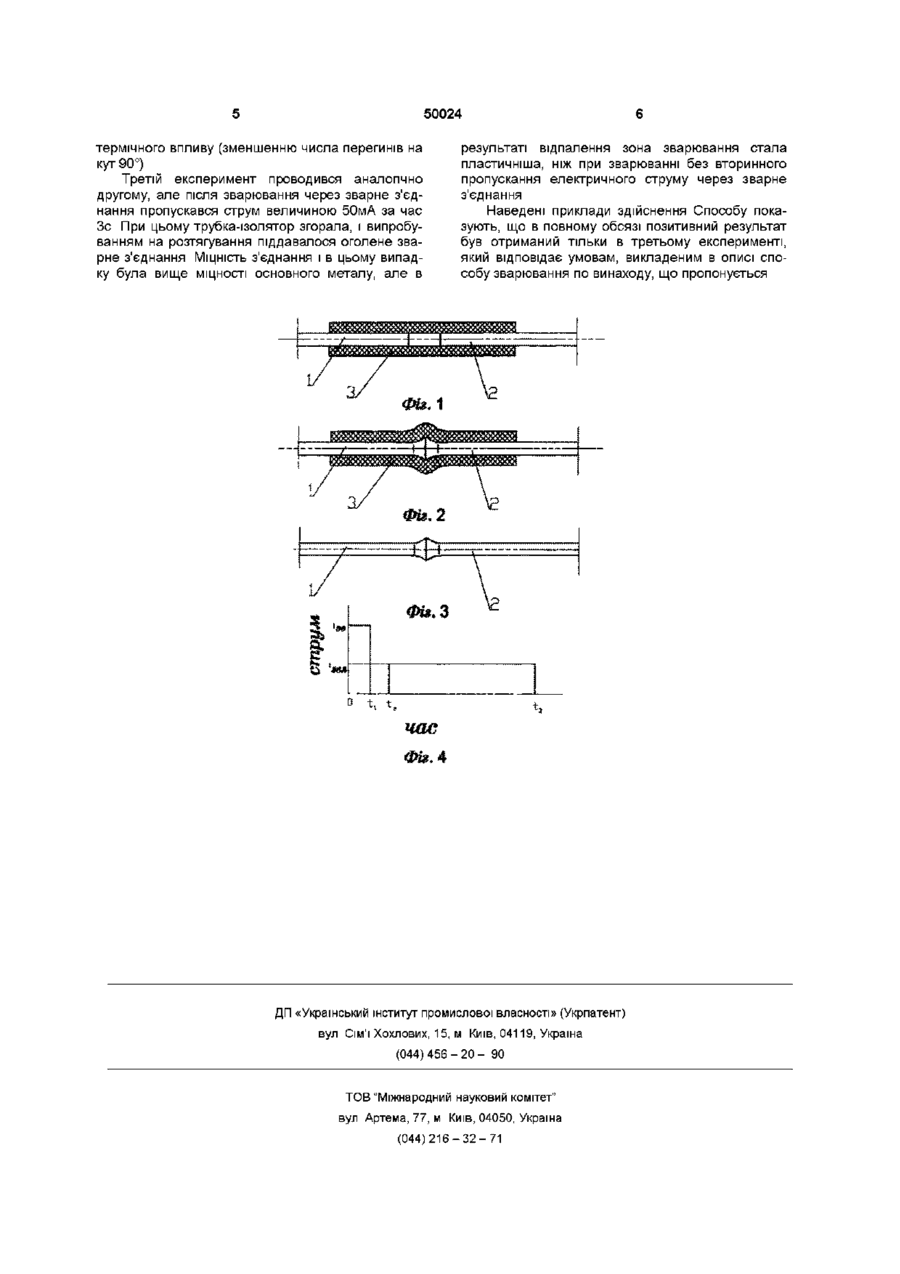
Спосіб стикового зварювання дротів, який полягає в тому, що КІНЦІ дротів, що з'єднуються, вставляють в трубку-ізолятор і пропускають через дріт електричний струм, а після охолодження дріт звільняють від трубки, який відрізняється тим, що як матеріал для трубки-ізолятора використовують полімерний матеріал, що має відносне подовження не менше 100% та температуру плавлення не вище 150 °С, причому звільнення трубки-ізолятора роблять пропусканням по з'єднаним дротам вторинного імпульсу електричного струму, що має меншу величину, але більшу тривалість, ніж зварювальний Винахід належить до галузі зварювальної техніки і може бути застосованим для стикового зварювання опором дротів, переважно діаметром менше 0,3мм, в тому числі и багатожильних дротів, канатиків або тросиків Відомий спосіб стикового зварювання тонких дротів на контактних машинах, оснащених бінокулярними мікроскопами, за допомогою яких здійснюється центровка проволок, що зварюються, як в знарядді для зварювання оплавленням встик тонкого дрота по японському патенту № 40775, МКІ В23К (НКІ 12В1114), заявл 281067, опубл 21 12 70 1 Недоліком візуальної центровки тонких дротів є висока трудомісткість та значна залежність від кваліфікації робітника Найбільш близьким до способа стикового зварювання дротів, що пропонується, є спосіб зварювання стального дрота по японському патенту Фудзин Такея та Хабано Тейтаро № 1249, МКІ В23К (НКІ 12В111 4), заявл 18 09 68, опубл 13 0171 У відомому способі КІНЦІ дрота, що з'єднується, вставляють в трубку-ізолятор (стекло, керамика) и пропускають через дріт електричний струм Після охолодження зварне з'єднання звільняють від трубки Відомий спосіб не позбавлений істотного недоліка, який обмежує його застосування При контактному стиковому зварюванні важливішим етапом процеса є осадка деталей, що зварюються, за час якої чиниться деформація КІНЦІВ дрота, що нагріті, з одночасним витисненням окисленого метала із етика в ґрат, розташований в вигляді вінчика навколо етика Відсутність деформації КІНЦІВ дрота, що з'єднуються, внаслідок жорсткості трубки-ізолятора, яка насаджується на них з метою центровки, веде к зберіганню окисленого метала в ешку і, ВІДПОВІДНО, к зниженню якості зварного з'єднання Деформація КІНЦІВ дрота, що зварюються, може бути полегшена збільшенням діаметра трубки-ізолятора Але при цьому не забезпечується необхідна центрівка дротів Цей недолік відомого способі може бути усунений виготовленням трубки-ізолятора із м'якого матеріала Але відокремлення із зварного з'єднання м'якого матеріала потребує більших витрат часу, ніж звільнення від крихкого твердого матеріала В основу винаходу поставлена задача удосконалення способу стикового зварювання дротів шляхом виготовлення трубки-ізолятора з полімерного матеріала та пропускання по зварному з'єднанню імпульса електричного струма більш тривалого, ніж зварювальний, завдяки чому стають можливими деформація КІНЦІВ дрота при зварювальній осадці, а також легке звільнення від трубки-ізолятора внаслідок її згорання при пропусканні другого імпульса електричного струма через зварне з'єднання, що дозволяє одночасно підвищити якість останнього Поставлена задача вирішується тим, що в способі стикового зварювання дротів, згідно з яким КІНЦІ дрота, що з'єднуються, вставляють в трубкуізолятор і пропускають через дріт зварювальний о о ю 50024 електричний струм, а після охолодження трубку знімають, трубку-ізолятор виготовляють з полімерного матеріала (термопластичної пластмаси), який має відносне подовження при розриві не менш 100% і температуру плавлення не більш 150°С, а трубка-ізолятор після завершення зварювання ліквідується її спалюванням шляхом пропускання по звареному з'єднанню електричного струма меншої величини, але більшої тривалості, ніж зварювальний ВІДМІНОЮ пропонуємого способа стикового зварювання дротів від аналогів с використання для виготовлення трубки-ізолятора матеріала, який набуває пластичність при нагріванні теплопередачею від дротів, що зварюються, та пропускання через готове зварне з'єднання електричного струму, який має неличину менше, а тривалість більше зварювального і приводить до згорання трубки-ізолятора Технічний результат, який досягається використанням способі стикового зварювання дротів, що описан вище, полягає в можливості отримання з'єднання дротів, рівноміцного із металом, що зварюється Таке рівноміцне з'єднання створюється завдяки тому, що матеріал грубки-ізолятора, розм'якшений внаслідок нагрівання теплопередачею від дротів, які зварюються, не перешкоджає проведенню осадки КІНЦІВ дрота, що зварюються, тобто витисненню окисленого метала із етика Для забезпечення деформації трубки-ізолятора, яка би відповідала осадці дротів, що зварюються, необхідно, аби матеріал трубки-ізолятора мав відносне подовження при розриванні не менш 100% При вторинному пропусканні струма через з'єднання, що зварене, впродовж більш тривалого часу, ніж час зварювання, трубка-ізолятор, яка доторкається розжареної поверхні дротів, плавиться і/або згорає, полегшуючи її знімання із з'єднання На фіг 1 - 3 показані стадії процеса стикового зварювання дротів по цьому винаходу На фіг 4 показана діаграма струм-час процеса стикового зварювання дротів по цьому винаходу Процес починається з одягання на КІНЦІ дротів 1 та 2, які затисненні в губках машини для стикового зварювання дротів (на фігурах машина не показана), пластмасової трубки-ізолятора 3, яка центрує дроти, що зварюються (фиг 1) Зрозуміло, що чим менше різниця внутрішнього діаметра трубки-ізолятора і діаметра дротів, що зварюються, тим точніше буде взаємна центровка останніх Треба ВІДМІТИТИ також, що термопластичні пластмаси мають низький коефіцієнт тертя по металу, що полегшує їх щільне надягання на КІНЦІ дротів, що зварюються На другому етапі виконується зварювання проволок, що відцентровані При цьому, в ВІДПОВІДНОСТІ з широкопоширеним процесом стиковою вварювання дротів, спочатку зближуються горці дротів до повного їх контактування, а потім включають зварювальний струм (і з в на фіг 4), одночасно стиская дроти При проходженні зварювального струма по деталям, що состиковані, останні нагріваються Разом з ними нагрівається і надягнута на них пластмасова трубка При цьому і метал, що зварюється, і трубка стають пластичними, достат ньо для того, щоб метал дротів, який знаходиться під безперервним тиском, що прикладається з боку зварювальної машини, деформувався, одночасно деформуя пластмасову трубку-ізолятор Внаслідок малого часу протікання зварювального струму (ti на фіг 4), який не перевищує 0,1с, матеріал трубки-ізолятора не встигає нагрітися до температури плавлення, тим більш, що всі пластмаси мають низьку теплопровідність та велику теплоємкість Після достатньої осадки дротів, що зварюються, другий етап (фіг 2) закінчується виключенням струму та зняттям тиску На третьому етапі, у ВІДПОВІДНОСТІ З припускаємим винаходом, через зварене з'єднання дротів пропускають електричний струм іЗВл, що має величину менш, а тривалість більш, ніж у зварювального (t2-t3 на фіг 4) Відбувається вторинний нагрів дротів і пластмасової трубки-ізолятора Завдяки збільшеному часу нагрівання матеріал трубкиізолятора нагрівається до температури плавлення і згорає в навколишньому повітрі З'єднання звільнюється від трубки-ізолятора (фіг 3) Як показав експеримент, при вторинному пропусканні електричного струму через зварене з'єднання сталевих дротів відбувається відпалення металу в зоні етика із збільшенням пластичності зварного з'єднання Остання обставина є додатковим позитивним ефектом засобу зварювання, що пропонується Розглянемо три конкретних приклади здійснення способа В першому експерименті для виготовлення трубки-ізолятора була взята термореактивна пластмаса типу фенопласт (карболит) з відносним подовженням при розриві 0 6 2 6%, з теплостійкістю по Мартенсу (по ДГСТ 272-71, 21341-75) 125 140°С, в якій було виконано отвір 0,15мм Після зварювання на стиковій машині МС-403 на режимі зварювальний струм 1200А, вторинна напруга 0,54В і час зварювання 0,05с - з'єднання сталевих дротів діаметром 0,1 мм було випробуване на розрив без зняття трубки-ізолятора В результаті випробування була виявлена несоосність з'єднання і зменшення МІЦНОСТІ з'єднання у порівнянні з МІЦНІСТЮ основного металу на 20% (МІЦНІСТЬ ОСНОВНОГО металу на розрив складача 5Н, а зварного з'єднання - 4Н) Аналіз з'єднання показав, що головними причинами зниження МІЦНОСТІ була недостатня центрівка та неповна осадка КІНЦІВ дротів при зварюванні В другому експерименті була використана трубка-ізолятор з термопластичної пластмаси, а саме, з високомолекулярного поліетилену по ТУ 605-1896-80, що має відносне подовження при розриві 500% та температуру плавлення 132 135 °С, з отвором діаметром 0,11мм Зварювання проводилось на обладнанні і режимах аналогічних першому експерименту Випробовування на розрив також проводилося без зняття трубки-ізолятора Виявлено, що зварне з'єднання має МІЦНІСТЬ на розрив вище основного металу (руйнування відбувається по основному металу дротів віддалік від етика) Аналіз показав, що підвищення МІЦНОСТІ зв'язане із збільшенням перетину етика при осадці, а також з нагартуванням сталевого дроту, що призвело до зростання крихкості з'єднання в зоні 50024 термічного впливу (зменшенню числа перегинів на кут 90°) Третій експеримент проводився аналогічно другому, але після зварювання через зварне з'єднання пропускався струм величиною 50мА за час Зс При цьому трубка-ізолятор згорала, і випробуванням на розтягування піддавалося оголене зварне з'єднання МІЦНІСТЬ з'єднання і в цьому випадку була вище МІЦНОСТІ основного металу, але в результаті відпалення зона зварювання стала пластичніша, ніж при зварюванні без вторинного пропускання електричного струму через зварне з'єднання Наведені приклади здійснення Способу показують, що в повному обсязі позитивний результат був отриманий тільки в третьому експерименті, який відповідає умовам, викладеним в описі способу зварювання по винаходу, що пропонується час ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for butt welding of wires
Автори англійськоюKalenko Davyd Mykhailovych
Назва патенту російськоюСпособ стыковой сварки проводов
Автори російськоюКалеко Давид Михайлович
МПК / Мітки
МПК: B23K 11/02
Мітки: спосіб, зварювання, стикового, дротів
Код посилання
<a href="https://ua.patents.su/3-50024-sposib-stikovogo-zvaryuvannya-drotiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб стикового зварювання дротів</a>
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: спосіб, контролю, стикового, зварювання, контактного, оплавленням, процесу
Формула / Реферат:
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні...
Спосіб контакного стикового зварювання оплавленням
Номер патенту: 46820
Опубліковано: 17.06.2002
Автори: Кривонос Вадим Петрович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович
МПК: B23K 11/04
Мітки: стикового, оплавленням, контакного, спосіб, зварювання
Формула / Реферат:
1. Спосіб контактного стикового зварювання оплавленням, при якому змінюють (по заданих програмах) швидкість подання рухомої плити машини (Vп) та зварювальну напругу (U2) і впливають на швидкість подання негативним зворотним зв'язком по зварювальному струму, та зменшують дію негативного зворотного зв'язку залежно від фактичної швидкості оплавлення або величини енергії (Qп), яка виділяється в контактах (в іскровому проміжку) між зварюваними...
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Богорський Михайло Володимирович, Кривонос Вадим Петрович, Грабчев Борис Леонідович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: профільних, заготовок, зварювання, центрування, пристрій, машини, контактного, двох, стикового, зокрема, рейок
Формула / Реферат:
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Спосіб контактного стикового зварювання
Номер патенту: 1613
Опубліковано: 25.10.1994
Автори: Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович, Беляєв Данило Іванович, Богорський Михайло Володимирович, Шкурко Віктор Григорійович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович
МПК: B23K 11/04
Мітки: зварювання, контактного, спосіб, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением преимущественно партий деталей из стали с компактными поперечными сечениями и одинаковыми поперечными сечениями, при котором свариваемые торцы деталей оплавляют и осаживают, отличающийся тем, что, с целью повышения качества сварного соединения, вследствие повышения ударной вязкости, при осадке свариваемых торцов измеряют текущие значения максимальной величины Н и длины участка L радиальной...
Спосіб стикового зварювання тиском
Номер патенту: 11743
Опубліковано: 25.12.1996
Автори: Скульский Юрій Валентинович, Аблаєв Григорій Олександрович, Грабежов Олексій Еммануілович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Горонков Микола Дмитрович, Богорський Михайло Володимирович
МПК: B23K 11/02, B23K 28/00
Мітки: стикового, спосіб, зварювання, тиском
Формула / Реферат:
Способ стыковой сварки давлением, при котором после осадки изделие в зоне термического влияния подвергают термопластическому деформированию знакопеременной нагрузки - растяжению-сжатию с использованием термического цикла, отличающийся тем, что, с целью повышения качества сварного соединения, операцию термопластического деформирования выполняют в состоянии аустенита и многократно повторяют, выдерживая величину пластической деформации при...
Наступний патент: Спосіб доклінічної діагностики аномалій розвитку зубів у дітей
Випадковий патент: Спосіб влаштування паль з "антифрикційною сорочкою"