Спосіб виробництва залізничного бандажа
Номер патенту: 86543
Опубліковано: 27.04.2009
Автори: Данченко Валентин Миколаєвич, Рослік Олександр Вадимович, Бабаченко Олександр Іванович, Пройдак Юрій Сергійович, Губенко Світлана Іванівна, Беркут Лідія Вікторівна, Голубєва Людмила Вікторівна, Беспалько Валентина Миколаївна, Донський Анатолій Іванович, Шрамко Олександр Вікторович
Формула / Реферат
Спосіб виробництва залізничного бандажа, що включає нагрівання заготовки до температури гарячої пластичної деформації, її формування та розкатування на прокатному стані, підстужування залізничного бандажа на повітрі до 450-300 °С, його гартування та відпуск, який відрізняється тим, що після розкатування на прокатному стані та підстужування до 450-300 °С залізничний бандаж нагрівають до температури 850-870 °С протягом 3,5-6 годин, а потім проводять його гартування з цих температур і відпуск.
Текст
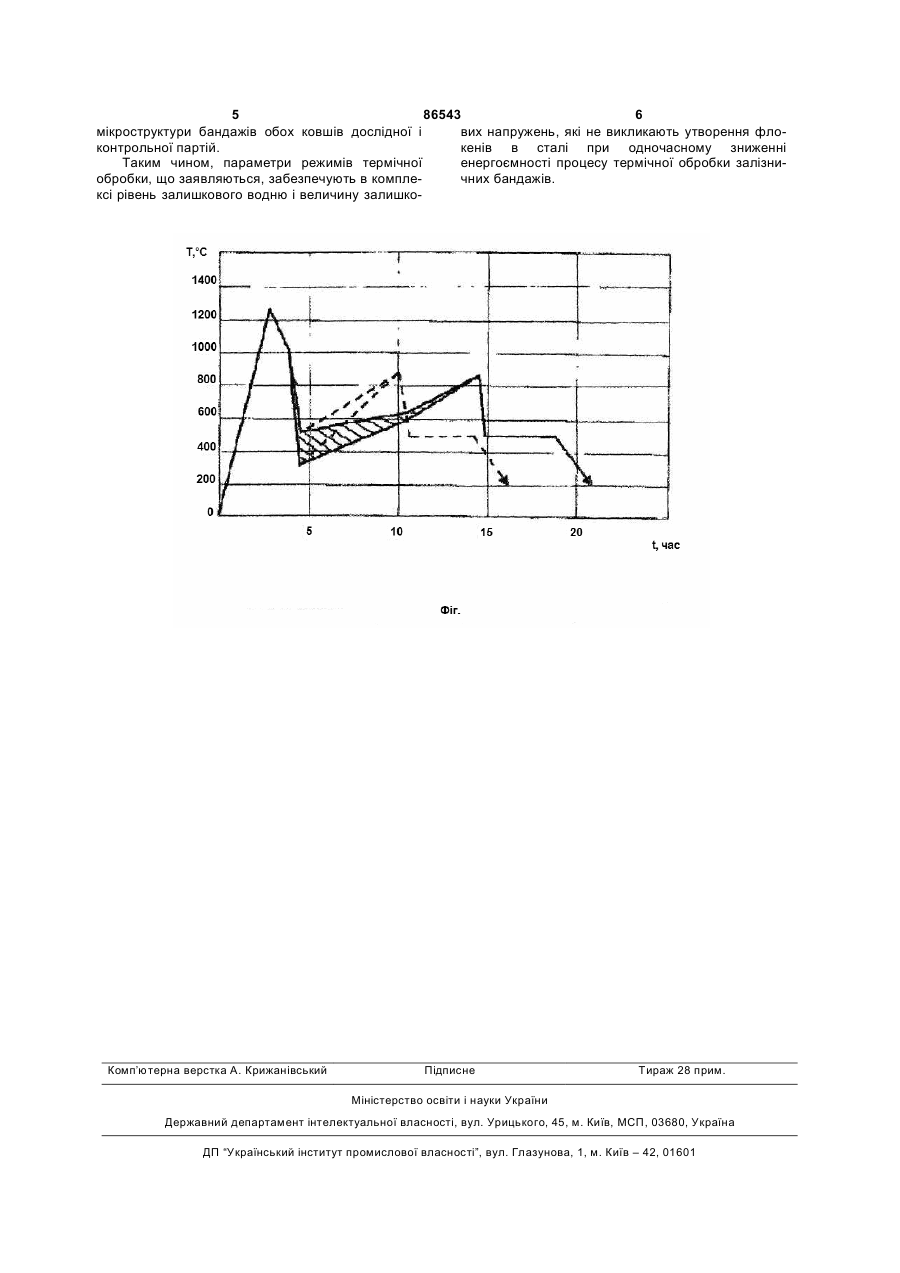
Спосіб виробництва залізничного бандажа, що включає нагрівання заготовки до температури гарячої пластичної деформації, її формування та розкатування на прокатному стані, підстужування залізничного бандажа на повітрі до 450-300°С, його гартування та відпуск, який відрізняється тим, що після розкатування на прокатному стані та підстужування до 450-300°С залізничний бандаж нагрівають до температури 850-870°С протягом 3,5-6 годин, а потім проводять його гартування з цих температур і відпуск. Винахід належить до галузі чорної металургії, зокрема до технології термічної обробки залізничних бандажів. Прийнято вважати, що основними чинниками, що визначають утворення флокенів в сталях схильних до флокеноутворення, є вміст водню в сталі і величина залишкових напружень, що виникають в результаті структурних змін в процесі їх гарячої деформації і подальшого охолоджування. Відомий спосіб виробництва залізничних бандажів, який полягає в тому, що для повнішого видалення водню з матеріалу виробу проводять ряд послідовних операцій прискореного нагріву до температури 650°С і рівномірного охолоджування заготівки на 150-200°С нижче за температуру підігріву. Для зниження величини залишкових напружень проводять ізотермічну витримку при температурі 650°С [патент Росії № 2119961 С1, МПК С21 D9/34, опубл. 10.10.1998 p.]. Відомий спосіб виробництва залізничних бандажів, спрямований що до попередження утворення флокенів, за рахунок зниження кількості залиш кового водню в сталі і величини залишкових напружень у виробі. Недоліками відомого способу є ті обставини, що процес видалення водню із сталі при вказаних температурних режимах протікає дуже поволі, що обумовлює велику тривалість процесу і приводить до значних енерговитрат. Охолоджування бандажів на 150-200°С від температури 650°С також не дає бажаного результату, оскільки інтенсивне видалення водню спостерігається при швидкому перетворенні аустеніту у феріто - перлітову суміш, тобто у вищому інтервалі температур 750-650°С . Окрім цього, напруження деформації, які виникають в процесі пластичної деформації сталі і досягають значних величин повністю не усуваються шляхом нагріву та витримки бандажів при температурі 650°С, що при недостатньо повному видаленні водню із сталі може приводити до розвитку в ній флокенів в цей період. Найбільш близьким з технічної сутності та досягнутого результату з технічним рішенням, що заявляється, й прийнятому за прототип, є спосіб (19) UA (11) 86543 (13) (21) a200804505 (22) 09.04.2008 (24) 27.04.2009 (46) 27.04.2009, Бюл.№ 8, 2009 р. (72) ПРОЙДАК ЮРІЙ СЕРГІЙОВИЧ, UA, ШРАМКО ОЛЕКСАНДР ВІКТОРОВИЧ, UA, ГУБЕНКО СВІТЛАНА ІВАНІВНА, UA, ДАНЧЕНКО ВАЛЕНТИН МИКОЛАЄВИЧ, UA, РОСЛИК ОЛЕКСАНДР ВАДИМОВИЧ, UA, ДОНСЬКИЙ АНАТОЛІЙ ІВАНОВИЧ, UA, БАБАЧЕНКО ОЛЕКСАНДР ІВАНОВИЧ, UA, ГОЛУБЄВА ЛЮДМИЛА ВІКТОРІВНА, UA, БЕРКУТ ЛІДІЯ ВІКТОРІВНА, UA, БЕСПАЛЬКО ВАЛЕНТИНА МИКОЛАЇВНА, UA (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ, UA (56) SU, 1 328 392, A1, 07.08.1987 Заявка UA, 2004086931, А, 14.02.2003 RU, 2 119 961, C1, 10.10.1998 RU, 2 203 968, C2, 10.05.2003 C2 1 3 86543 4 ням (Фіг.), де представлені графіки теплових ревиготовлення залізничних бандажів, що включає жимів заготовок бандажів в процесі їх виготовленнагрівання заготовки до температури гарячої планя по відомому (суцільна лінія) і дослідному стичної деформації, її формування та розкатку на (пунктирна лінія) способах. Пропонований спосіб прокатному стані, підстужування на повітрі до темзначно зменшує енергоємність процесу виробницператури 450-300°С, нагрівання до температури тва залізничних бандажів в порівнянні з прототи650°С на протязі 6 годин, нагрівання до темперапом. тури 850°С, гартування та відпуск [Технологічна Приклад конкретної реалізації способу виготоінструкція "ТИ НТЗ-КБ-02 - 2003"]. влення суцільнокатаних залізничних коліс в умоДо недоліків прототипу варто віднести наяввах колесопрокатного цеху ВАТ "ИНТЕРПАЙП ність в технологічному процесі тривалої і малоНТЗ" м. Дніпропетровська. ефективної з погляду об'єму водню, який видаляДля випробування способу із зливків двох коється, і повноти усунення залишкових напружень, вшів (№№ 31425, 32425) однієї плавки бандажної операцію нагріву бандажів від температур 450сталі виготовлялися бандажі 890 * 143 * 83 ГОСТ 300°С до 650°С на протязі 6 годин, що приводить 398 - 96. Ківш № 31425 був підданий вакуумувандо необхідності значних енерговитрат. ню. Вміст водню в ковшовій пробі №31425 і № Задача винаходу полягає в удосконалюванні 32425 складав 1,6ppm і 8,4ppm, відповідно. способу виготовлення залізничних бандажів, в Заготівки бандажів вагою 370кг, відрізані з пеякому шляхом оптимізації режимів термічної оброриферійних і середніх частин зливка, були розбиті бки забезпечується в комплексі рівень залишковона дві самостійні групи в кожному ковші. З периго водню і напружень. що не викликають утворенферійних заготівок ковша №31245 і середніх загоня флокенів в сталі при одночасному зниженні тівок ковша №32425 виготовляли бандажі за діюенергоємності процесу. чими температурними режимами: нагрів заготівок Ця задача вирішується тим, що у відомому під гарячу деформацію до температури 1260°С способі виготовлення залізничних бандажів, який протягом не менше 3 годин; охолоджування банвключає нагрівання заготовки до температури гадажів після прокату до температури 300-450°С; рячої пластичної деформації, її формування та нагрів до температури 650°С протягом 6 годин; розкатку на прокатному стані, підстужування на нагрів бандажів під термічне зміцнення до темпеповітрі до 450-300°С, гартування та відпуск, відпоратури 850-870°С протягом 4 годин і відпустк пісвідно до винаходу після розкатки на прокатному ля гартування протягом 4,5 години при температустані та підстужуванні до 450-300°С бандажі нагрірі 530°С. вають до температури 850-870°С на протязі 3,5 -6 Бандажі з середніх заготівок ковша №31425 і годин, після чого проводять гартування з цих темпериферійних заготівок ковша №32425 виготовляператур і відпуск. лися за пропонованим способом, що передбачає Нижня і верхня межі тривалості нагріву банвиключення проміжної операції нагріву бандажів дажів до температури 850-870°С обумовлені опдо температури 650°С протягом 6 годин та додаттимальним співвідношенням рівня залишкового ковий нагрів протягом 4 годин до температури гарводню і напружень, що забезпечують відсутність тування. флокенів у сталі та економію енергоресурсів. Одночасно досліджували вплив технологічних Удосконалювання способу виготовлення заліоперацій на вміст залишкового водню. Для цього зничних бандажів, спрямованого на усунення фловід кожної групи були відібрані по одному бандажу коутворення в сталі та зменшення енергоємності після гарячої деформації, проміжного нагріву до процесу виробництва бандажів, досягається шлятемператури 650°С, і термічного зміцнення. Вміст хом оптимізації режимів термічної обробки, які водню визначався за допомогою газоаналізатора. забезпечують в комплексі рівень залишкового воАналіз результатів досліджень показав, що рівень дню і величину залишкових напружень, що не визалишкового водню в металі бандажів виготовлекликають утворення флокенів в сталі та дозволяних з вакуумованої сталі, як за способом, котрий ють спростити процес термічної обробки. вибран за прототип, так і за способом, що заявляСуть способу полягає в наступному. Заготовки ється, знаходиться на одному рівні і складає 0,18 і бандажів нагріваються в кільцевій печі до темпе0,24ppm, відповідно. Рівень залишкового водню в ратури гарячої пластичної деформації 1260°С, металі бандажів виготовлених з невакуумованої після чого деформуються, набираються в стопи і сталі, за способом, що заявляється, складав не охолоджуються на повітрі до температури 450більше 1,5 ppm, тобто на рівні при якому сталь 300°С. Після цього бандажі стопами нагріваються втрачає схильність до флокеноутворення. до температури 850-870°С в газових колодязях Бандажі дослідної і порівняльної партій обох протягом 3,5-6 годин. Потім бандажі стопами відковшів були піддані 100% ультразвуковому контразу гартують в баку з водою і здійснюють відпуск ролю. Флокенів в бандажах дослідних партій вив низькотемпературних електричних колодязях. явлено не було. Таким чином, у результаті способу, що заявБандажі всіх партій були випробувані у відполяється, параметри режимів термічної обробки відності вимогам ГОСТ 398 - 96. Результати визабезпечують в комплексі рівень залишкового вопробувань показали ідентичність механічних харадню і напружень, що не викликає утворення флоктеристик бандажів обох ковшів виготовлених з кенів в сталі та дозволяє усунути й спростити ряд використанням, як прийнятого, так і запропоноватехнологічних операцій, а саме нагрівання протяного способів і їх відповідність вимогам ГОСТ. гом 6 годин до температури 650°С і гартування з Аналогічно цьому, проведені металографічні окремого нагріву. Винахід пояснюється креслендослідження, які не виявили істотних відмінностей 5 86543 6 мікроструктури бандажів обох ковшів дослідної і вих напружень, які не викликають утворення флоконтрольної партій. кенів в сталі при одночасному зниженні Таким чином, параметри режимів термічної енергоємності процесу термічної обробки залізниобробки, щозаявляються, забезпечують в комплечних бандажів. ксі рівень залишкового водню і величину залишко Комп’ютерна верстка А. Крижанівський Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of railway bandage
Автори англійськоюProidak Yurii Serhiiovych, Shramko Oleksandr Viktorovych, Hubenko Svitlana Ivanivna, Danchenko Valentyn Mykolaievych, Roslyk Oleksandr Vadymovych, Donskyi Anatolii Ivanovych, Babachenko Oleksandr Ivanovych, Holubieva Liudmyla Viktorivna, Berkut Lidiia Viktorivna, Bespalko Valentyna Mykolaivna
Назва патенту російськоюСпособ производства железнодорожного бандажа
Автори російськоюПройдак Юрий Сергеевич, Шрамко Александр Викторович, Губенко Светлана Ивановна, Данченко Валентин Николаевич, Рослик Александр Вадимович, Донский Анатолий Иванович, Бабаченко Александр Иванович, Голубева Людмила Викторовна, Беркут Лидия Викторовна, Беспалько Валентина Николаевна
МПК / Мітки
МПК: C21D 9/34, B60B 21/00, B60B 3/00
Мітки: спосіб, залізничного, виробництва, бандажа
Код посилання
<a href="https://ua.patents.su/3-86543-sposib-virobnictva-zaliznichnogo-bandazha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва залізничного бандажа</a>
Спосіб одержання профілю поверхні катання бандажа колеса локомотива паламарчука п.м.
Номер патенту: 85230
Опубліковано: 12.01.2009
Автор: Паламарчук Петро Михайлович
МПК: C21D 9/34, B60B 21/00, B23P 6/00
Мітки: спосіб, профілю, колеса, бандажа, катання, локомотива, поверхні, п.м, паламарчука, одержання
Формула / Реферат:
Спосіб одержання профілю поверхні катання бандажа колеса локомотива, що включає зняття профілограми, обробку даних методами теорії кореляції й побудову профілю, який відрізняється тим, що до зняття профілограми бандажі коліс обточують по профілю головки рейки, причому викружку гребеня виконують з радіусом 22 мм, бандажі піддають нагріванню до температури 290-300 ºС з наступним їхнім охолодженням протягом не менше однієї доби, а потім...
Вузол кріплення бандажа на корпусі обертового теплотехнічного агрегата
Номер патенту: 48480
Опубліковано: 15.08.2002
Автори: Боднар Юрій Іванович, Ванкевич Петро Іванович
МПК: F27B 7/22
Мітки: агрегата, вузол, бандажа, кріплення, обертового, корпусі, теплотехнічного
Формула / Реферат:
Вузол кріплення бандажа на корпусі обертового теплотехнічного агрегата, що виконаний у вигляді пластин, рівномірно розміщених по колу, які виступають за торці бандажа, який відрізняється тим, що кожна пластина розміщена в окремому кронштейні жолобоподібного поперечного профілю з зазором, рівним різниці радіальних температурних деформацій корпуса і бандажа, причому кронштейни мають упори.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: виробів, обробки, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 1/18, B21H 1/00, C21D 9/36
Мітки: спосіб, куль, сталі, обробки, молольних, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб виготовлення притискача вентральних гриж, що входить до складу бандажа

Номер патенту: 26297
Опубліковано: 10.09.2007
Автори: Волошин Сергій Петрович, Бондаренко Микола Васильович, Заика Олександр Миколаєвич, Псарас Геннадій Геннадійович, Верченко Яна Валерійовна
МПК: A61B 17/03
Мітки: спосіб, бандажа, вентральних, виготовлення, складу, входить, притискача, гриж
Формула / Реферат:
1. Спосіб виготовлення притискача вентральних гриж, що входить до складу бандажа, який характеризується тим, що визначають розміри грижових воріт, для чого здійснюють ультразвукове дослідження черевної стінки, після чого наносять на шкіру черевної стінки криву, відповідну до контуру грижових воріт, а всередині цієї кривої будують другу криву, котра знаходиться від першої кривої на відстані, що дорівнює товщині м'яких тканин передньої черевної...
Попередній патент: Спосіб одержання пробіотика “симбітер-форте”
Наступний патент: Спосіб визначення гідратаційної активності вапна
Випадковий патент: Енергозберігаюча канальна система вентиляції і кондиціювання повітря