Верстат для оброблення електричних кабелів

Формула / Реферат
Верстат для оброблення електричних кабелів, що містить корпус, подавальні ролики, натискний пристрій, привод і ніж, який відрізняється тим, що нижній подавальний ролик виконаний у вигляді двох півдисків, нерухомо закріплених на одній маточині, і має канавку, призначену для входження ножа, розмір канавки нижнього подавального ролика по ширині більше товщини ножа на розмір, не перевищуючий припустимупружну деформацію ножа в напрямку бічних стінок канавки, а розмір канавки по глибині такий, що дозволяє всуватися ножу в нижній подавальний ролик на глибину, при якій передня різальна крайка ножа як мінімум досягає точки дотику передньої різальної крайки ножа з вертикальною віссю подавальних роликів, верхній подавальний ролик виконаний у вигляді двох півдисків, нерухомо закріплених на одній маточині з відсутністю канавки між півдисками.
Текст
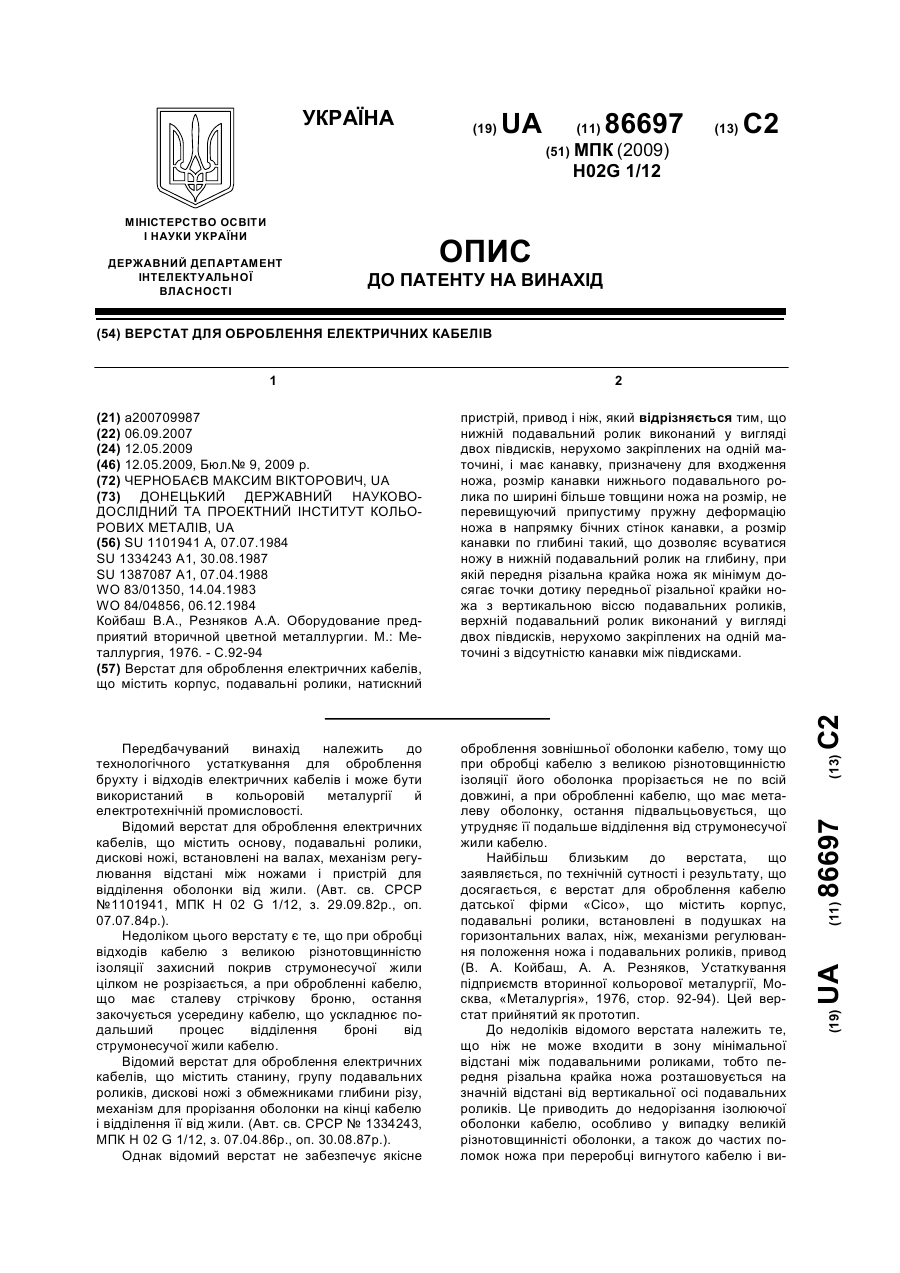
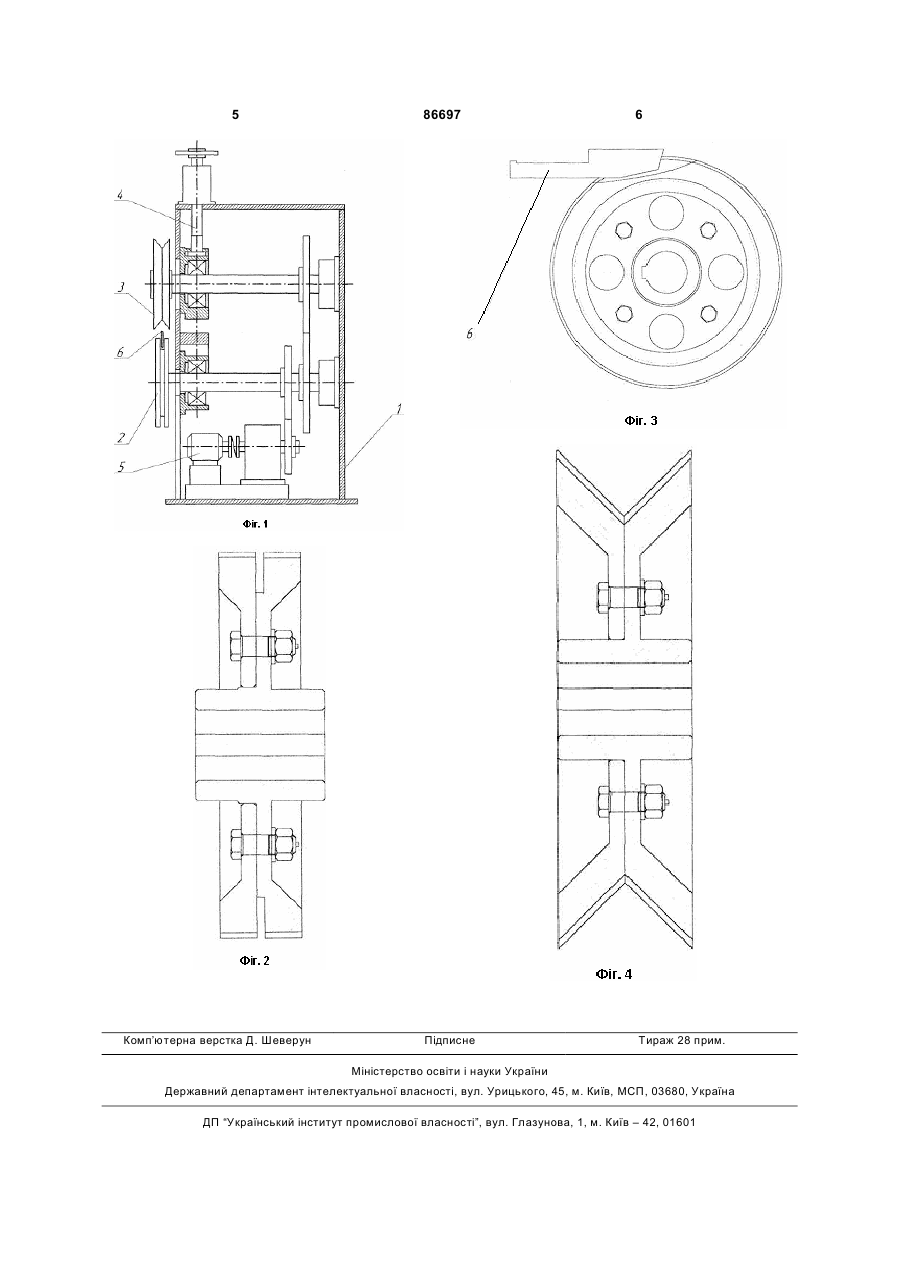
Верстат для оброблення електричних кабелів, що містить корпус, подавальні ролики, натискний 3 никнення позацентренного навантаження на ніж. Крім того, для виготовлення зубів у верхньому подавальному ролику необхідно виготовляти канавку для виходу інструмента; при цьому канавка значно обмежує мінімальні розміри кабелю, що переробляється. В основу винаходу поставлена задача створення такої конструкції вузлів і деталей верстата, що забезпечують повне розкриття струмонесучої жили від броні й ізоляційних матеріалів, виключають поломку ножа, спростять технологію виготовлення подавальних роликів. Поставлена задача досягається тим, що нижній подавальний ролик виконаний у вигляді двох півдисків нерухомо закріплених на одній маточині і має канавку, у яку може входити різальний ніж; розмір канавки нижнього подавального ролика по ширині більше товщини ножа на розмір не перевищуючий припустиму пружну деформацію ножа, що виникає при вигині від дії на ніж позацентренній по довжині ножа згинаючої сили, що виникає при подачі кабелю роликами на ніж; розмір канавки нижнього ролика по глибині такий, що дозволяє всуватися ножу в нижній подавальний ролик на глибину, при якій передня різальна крайка ножа, як мінімум досягає точки дотику передньої різальної крайки ножа з вертикальною віссю подавальних роликів; верхній подавальний ролик виконаний у вигляді двох півдисків, нерухомо закріплених на одній маточині, при цьому зуби на кожнім півдиску обробляються на прохід, що дозволяє цілком відмовитися від виконання технологічної канавки, як це відбувається при виготовлення верхнього подавального ролика з монолітної заготівки і це дозволяє переробляти мінімально оптимальні по діаметру відходи кабелю. Технічна сутність і принцип дії запропонованого верстату пояснюються кресленнями: На Фіг. 1 - верстат, загальний вигляд; На Фіг. 2 - нижній подавальний ролик (розріз); На Фіг. 3 - розташування ножа щодо нижнього подавального ролика (схема). 86697 4 На Фіг. 4 - верхній подавальний ролик (розріз). Верстат містить корпус 1, у якому на валах установлені подавальні ролики, нижній 2 і верхній 3. Подавальний ролик 3 має можливість переміщатися нагору і вниз за допомогою натискного пристрою 4. Подавальні ролики 2 і 3 мають привод 5. Кабель розрізається за допомогою ножа 6, що має механізми (на фігурах не показані) для регулювання положення ножа 6 щодо подавальних роликів 2 і 3 у горизонтальному і вертикальному положеннях. Нижній подавальний ролик 2 показаний на Фіг. 2 і, як видно з фігури 2, складається з двох півдисків і з'єднуючих їхніх кріпильних елементів. Між півдисками є канавка. Схема розташування ножа 6 щодо нижнього подавального ролика 2 показана на Фіг. 3. Конструкція верхнього подавального ролика 3, як видно з Фіг. 4, складається з двох півдисків і з'єднуючих їхніх кріпильних елементів. Верстат для оброблення кабелю працює в такий спосіб. Ніж 6 вводиться в канавку нижнього подавального ролика 2 на необхідну для даного типорозміру глибину і висоту. За допомогою натискного пристрою 4 установлюється необхідний для даного типорозміру кабелю зазор між верхнім 3 і нижнім 2 роликами; включається привод 5 і відходи кабелю задаються в зазор між тягнучими роликами 2 і 3, подаючи їх на ніж 6. Ніж 6 розрізає кабель і розкриває його за допомогою спеціальної проводки (на фігурах не показана). При цьому, якщо на ніж діє згинаюче навантаження, він деформується в межах пружної деформації, притискаючись до одної чи іншої внутрішній стороні канавки нижнього подавального ролика 2, усуваючи його поломку. Ефективність використання пропонуємого верстату в порівнянні з відомими конструкціями полягає в тому, що він забезпечує повне розкриття струмонесучої жили від броні й ізоляційних матеріалів, усуває поломки ножа, спрощує технологію виготовлення подавальних роликів. 5 Комп’ютерна верстка Д. Шеверун 86697 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for electric cables processing
Автори англійськоюChernobaiev Maksym Viktorovych
Назва патенту російськоюВерстак для обработки электрических кабелей
Автори російськоюЧернобаев Максим Викторович
МПК / Мітки
МПК: H02G 1/12
Мітки: кабелів, верстат, оброблення, електричних
Код посилання
<a href="https://ua.patents.su/3-86697-verstat-dlya-obroblennya-elektrichnikh-kabeliv.html" target="_blank" rel="follow" title="База патентів України">Верстат для оброблення електричних кабелів</a>
Верстат для оброблення електричних кабелів
Номер патенту: 84078
Опубліковано: 10.09.2008
Автори: Чернобаєв Віктор Михайлович, Чернобаєв Максим Вікторович
МПК: H02G 1/12
Мітки: кабелів, оброблення, верстат, електричних
Формула / Реферат:
Верстат для оброблення електричних кабелів, який містить корпус, ніж, подавальні ролики, встановлені в подушках на горизонтальних валах, механізми регулювання положення ножа і подавальних роликів, який відрізняється тим, що містить вузол попередньої напруги, розташований між подушками подавальних роликів, виконаний у вигляді двох клинів, встановлених на напрямній опорі з можливістю переміщення за допомогою гвинта, і притискний механізм,...
Пристрій для розроблення електричних кабелів

Номер патенту: 14379
Опубліковано: 25.04.1997
Автори: Гонтар Анатолій Степанович, Новіков Олександр Миколайович, Полуляхов Євген Семенович
МПК: H02G 1/12
Мітки: кабелів, електричних, розроблення, пристрій
Формула / Реферат:
1. Устройство для разделки электрических кабелей, содержащее корпус, в котором установлены нож для продольного разрезания изоляции, направляющий ролик, отклоняющий ролик для жилы и механизм захвата изоляции, отличающееся тем, что, с целью упрощения конструкции, оно снабжено механизмом прижима кабеля к направляющему ролику, выполненным в виде двух роликов, расположенных симметрично'по обе стороны от направляющего ролика и подпружиненных к...
Верстат відмотувальний для кабелів і проводів
Номер патенту: 2178
Опубліковано: 15.12.2003
Автори: Вишнивецький Михайло Наумович, Ногаєв Володимир Володимирович
МПК: B21F 11/00, B65H 75/28
Мітки: кабелів, відмотувальний, проводів, верстат
Формула / Реферат:
1. Верстат відмотувальний для кабелів і проводів, що містить подавальний пристрій, вимірювальний вузол з ножем і приймальну котушку, який відрізняється тим, що корпус приймальної котушки виконаний в вигляді гнутих спиць таким чином, що їхні робочі похилі ділянки розміщені вздовж утворюючих конічної поверхні, а горизонтальні ділянки з'єднані з втулкою, жорстко закріпленою на валу, при цьому принаймні одна з спиць має вставку у вигляді прямого...
Ізоляційний наповнювач для герметизації кабелів та спосіб з’єднання електричних кабелів
Номер патенту: 31561
Опубліковано: 15.12.2000
Автори: Жидовець Віктор Дмитрович, Овсянніков Олександр Іванович, Костенко Микола Васильович, Коптіков Віктор Павлович, Колосюк Володимир Петрович, Бродська Зінаїда Мойсеївна, Сеплярський Данило Григорович
МПК: C01B 33/12, H02G 1/00, H01B 3/02, C08L 33/00, C07C 409/00
Мітки: герметизації, електричних, наповнювач, ізоляційний, з'єднання, спосіб, кабелів
Текст:
...кварц пиловидний. Всі використані компоненти випускаються вітчизняною промисловістю марки "технічний", крім диметиланіліну - марки "ч.д.а.". Суміші одержували змішуванням компонентів. Окремо змішували сухі і рідкі компоненти. І суміш (суха): сополімер вінілхлориду з вінілацетатом, перекис бензоїлу та кварц пиловидний. Суміш І перемішують у змішувачі швидкісного типу 8-12 хвилин. - 7 II суміш (ртдка): олігоефіракрилат, метилметакрилат,...
З’єднувальна муфта для електричних кабелів напругою 1-10 кв
Номер патенту: 1332
Опубліковано: 15.08.2002
Автори: Борзенко Олександр Петрович, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: H02G 15/08, H02G 15/18
Мітки: з'єднувальна, електричних, кабелів, напругою, муфта
Формула / Реферат:
З'єднувальна муфта для електричних кабелів напругою 1-10 кВ, що містить з'єднані мідними гільзами жили двох кабелів з обробленими кінцями, місце пайки контакту мідного провідника заземлення до оболонки кабелю розмішено в співвісно встановлені герметизовані ируби, із термоусадочного матеріалу, яка відрізняється тим, що місце пайки контакту мідного провідника заземлення до оболонки кабелю додатково герметизовано муфтою із епоксидного...
Попередній патент: Волоконно-оптичний гіроскоп
Наступний патент: Спосіб збагачення брухту електричних з’єднувачів, що містять компаунд, який не застигає
Випадковий патент: Спосіб переробки твердого палива