Штамп для виготовлення деталей з прутка
Номер патенту: 19725
Опубліковано: 25.12.1997
Автори: Жученко Олександр Миколайович, Гришин Микола Савелійович
Формула / Реферат
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что узел окончательной гибки снабжен траверсой, установленной концентрично оправке с возможностью возвратно-поступательного перемещения параллельно оси правки, а также ограничителем, размещенным между оправкой и траверсой со стороны, обращенной к узлу предварительной гибки, и имеющим верхнюю площадку, взаимодействующую с концевыми частями заготовки, при этом фиксатор установлен внутри оправки и выполнен в виде стержня, имеющего рабочий участок, расположенный над торцевой поверхностью оправки.
2. Штамп по п. 1. отличающийся тем, что фиксатор подпружинен относительно оправки и снабжен стопором, а в полости матрицы соосно с фиксатором расположен штырь, подпружиненный в направлении фиксатора усилием, превышающим усилие пружины фиксатора.
3. Штамп поп, 1, отличающийся тем, что траверса снабжена двумя жестко связанными с ней съемниками, расположенными симметрично друг другу относительно оси оправки.
4. Штамп по п. 1, отличающийся тем, что траверса снабжена двумя перемычками, а в оправке выполнены соответствующие пазы под упомянутые перемычки.
Текст
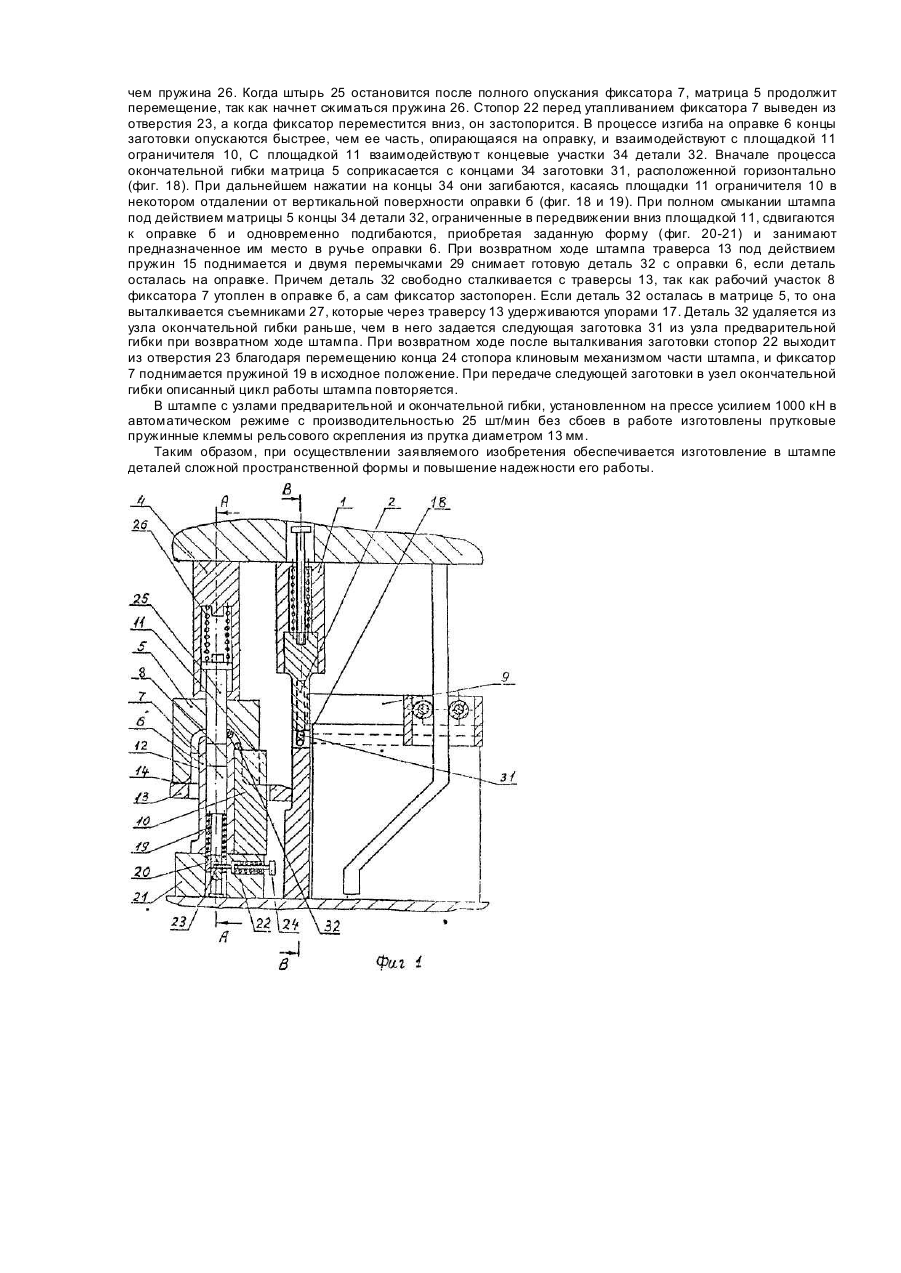
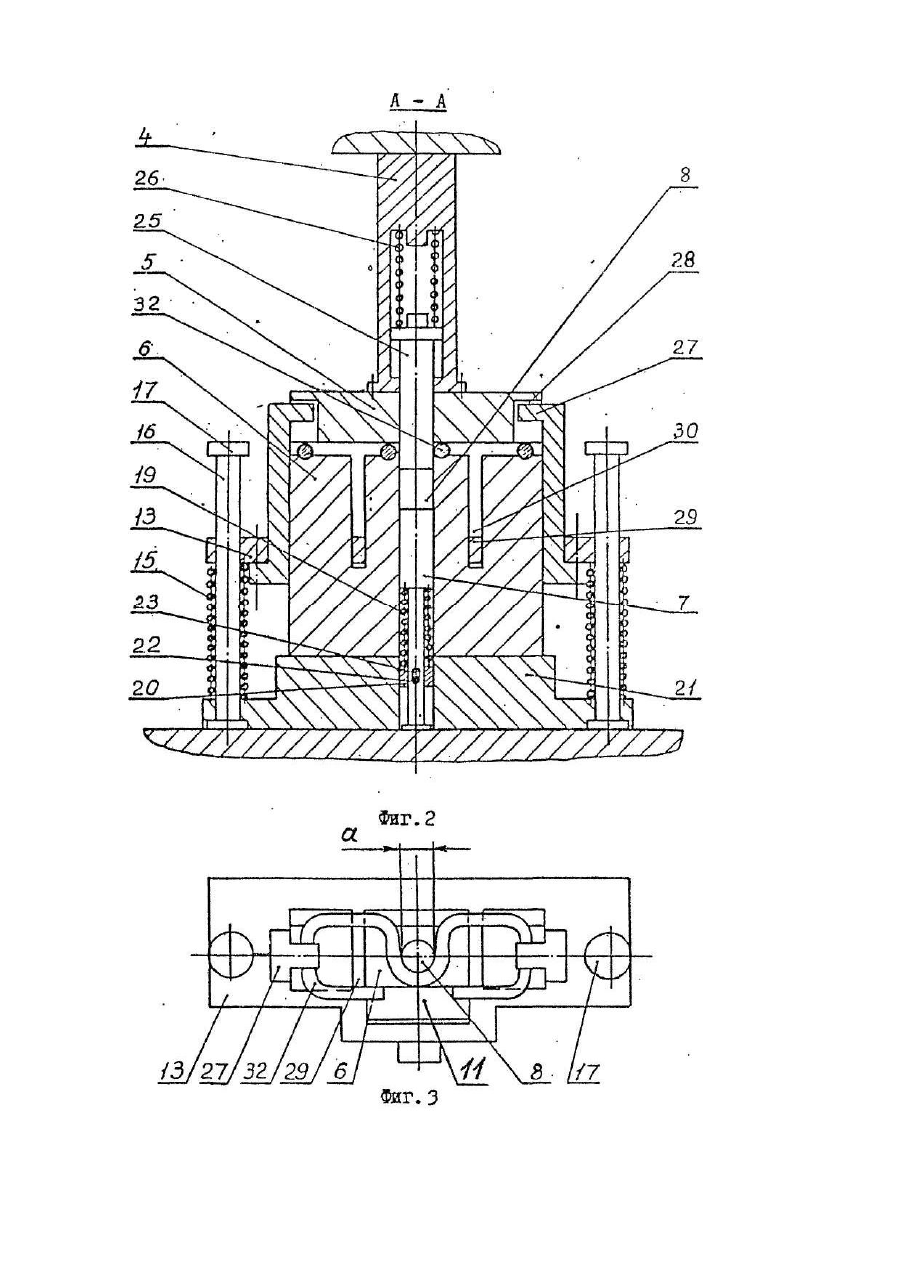
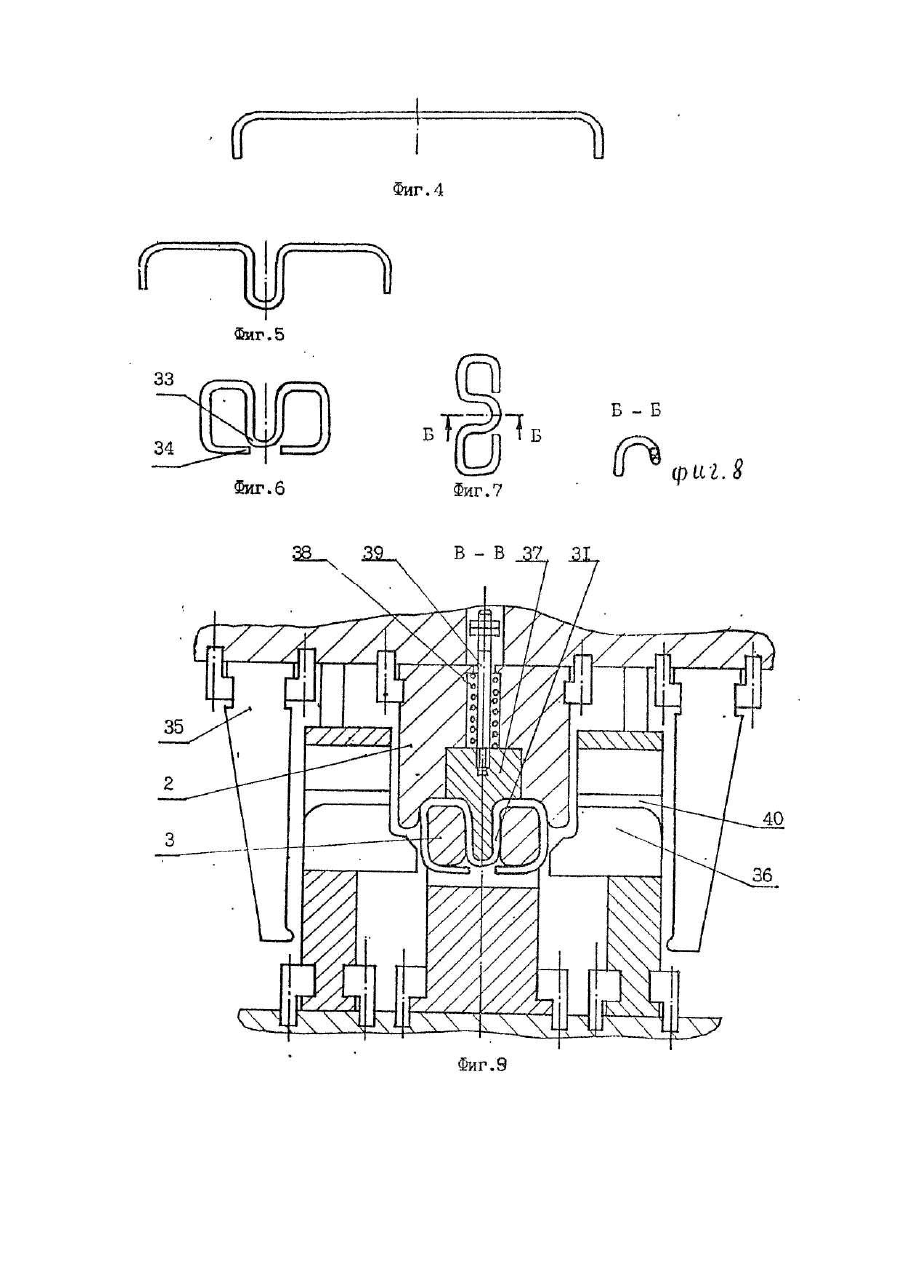
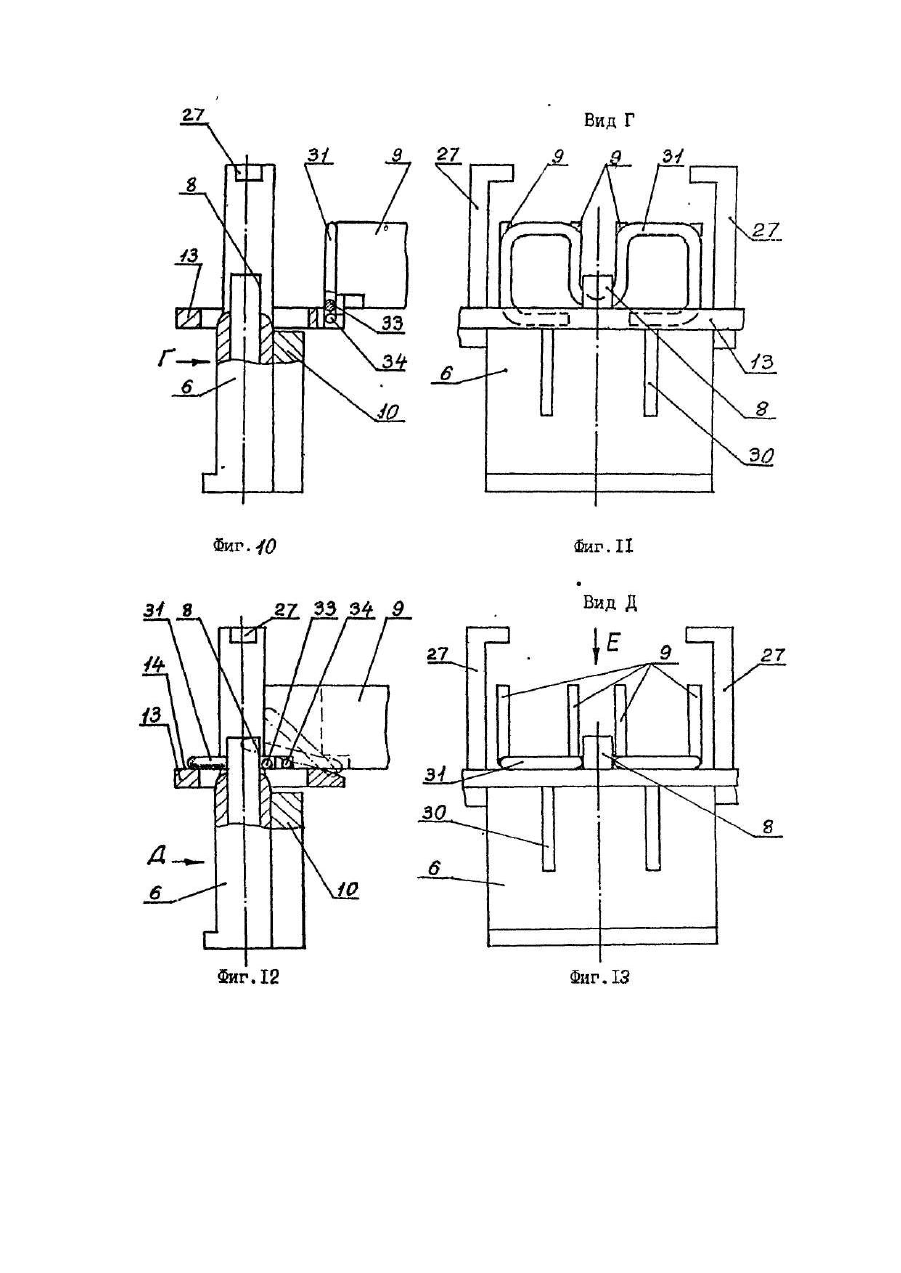
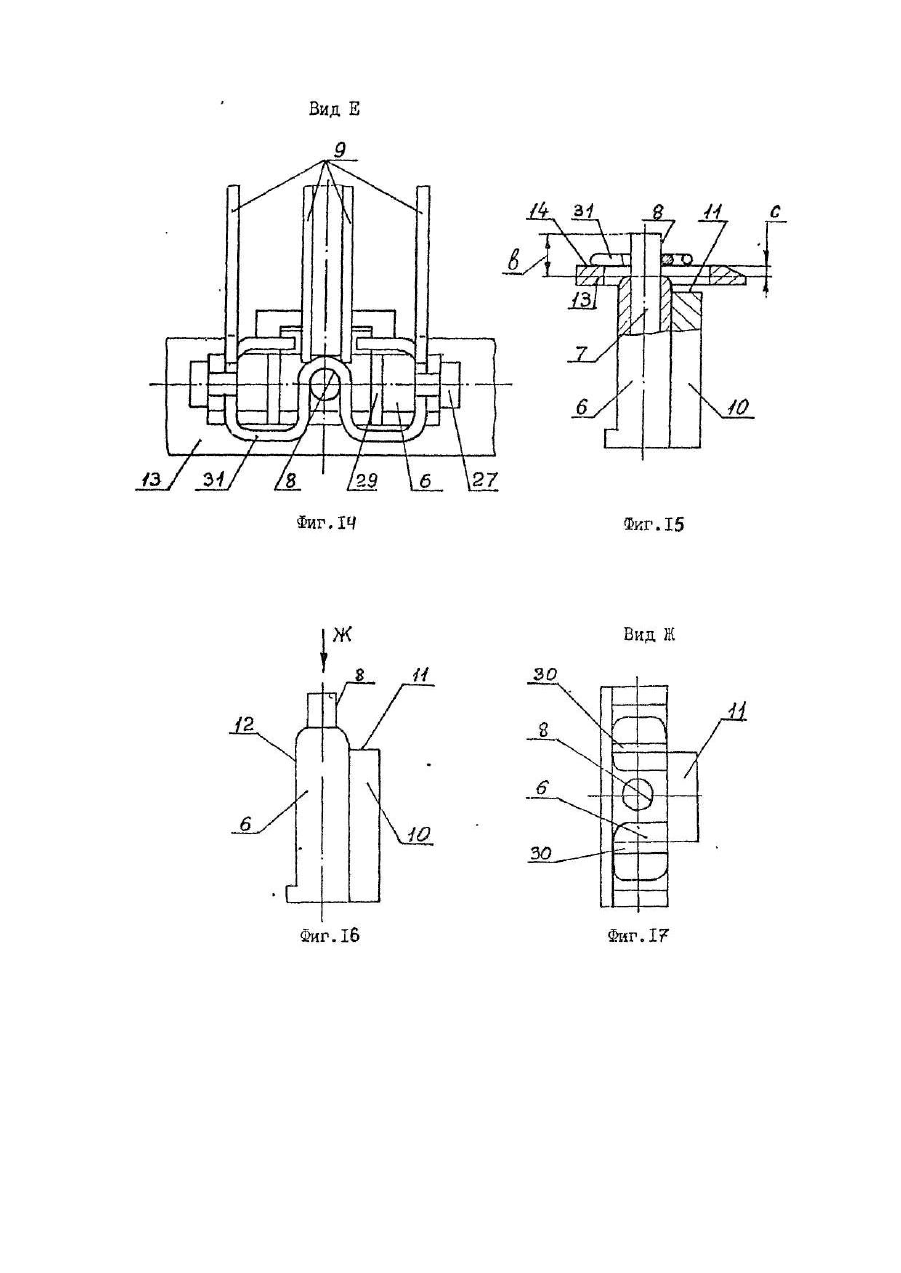
Изобретение относится к обработке металлов давлением и предназначено для использования в металлургической промышленности при производстве деталей из прутка типа клемм рельсового скрепления, соединительных скоб и петель. Известен штамп для изготовления деталей типа скобы с подогнутым внутрь концом, содержащий полуматрицы, оправку, гибочную ползушку, перемещаемую в отверстии полуматрицы, и клиновые механизмы перемещения полуматриц и гибочной ползушки [1]. Сходными признаками описанного аналога и заявляемого решения является наличие матрицы и оправки. Недостатком штампа является возможность гибки деталей только в одной плоскости с тремя перегибами, причем насыщенность штампа механизмами перемещения гибочных элементов не позволяет расширить его технологические возможности, снижает надежность работы штампа и точность гибки деталей. Известно устройство для гибки из прутка деталей пространственной формы, содержащее зажимы концов заготовки, шаблон с формой, соответствующей форме / готовой детали и расположенной между зажимами, при этом подвижный зажим установлен с возможностью перемещения под углом к оси неподвижного зажима в сторону шаблона [2]. Сходными признаками описанного аналога и заявляемого решения является наличие инструмента (шаблона), соответствующего по форме готовой детали и позволяющего осуществи ть гибку деталей пространственной формы. Недостатком устройства является то, что зажатие концевых участков заготовки снижает производительность гибки по сравнению с гибкой на прессах в штампах. Кроме того, на этом устройстве невозможна многоугловая гибка деталей замкнутой формы за один ход машины. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки (фиксатор), а также шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки [3]. Сходными признаками прототипа и заявляемого изобретения является наличие в конструкции штампа узлов предварительной и окончательной гибки, включающих соответствующие матрицы и оправки, а также наличие шиберного механизма перемещения предварительно изогнутой заготовки. Недостатком этого штампа является ограниченная техническая возможность гибки сложных деталей пространственной формы. Перемещение заготовки без ее поворота по жестко связанным оправкам узлов предварительной и окончательной гибки позволяет изгибать только простые детали узкой номенклатуры. Кроме того рабочий ход формующих элементов узла окончательной гибки в горизонтальном направлении усложняет конструкцию штампа и снижает надежность его работы из-за преобразования вертикального перемещения ползуна пресса в горизонтальное. Для описанных аналогов и прототипа общими причинами, препятствующими получению требуемого технического результата являются ограниченные технологические возможности штампов, невысокая точность деталей и низкая надежность работы штампа при передаче, укладке и обработке заготовки в узле окончательной гибки. В основу изобретения поставлена задача создания такого штампа для изготовления деталей из прутка, в котором новое конструктивное выполнение деталей штампа и механизма ориентации заготовки в узле окончательной гибки позволило бы расширить технологические возможности штампа и обеспечить повышение надежности его работы при гибке деталей пространственной формы. Расширение технологических возможностей штампа заключается в изготовлении на нем деталей сложной пространственной формы из предварительно изогнутых омегообразных заготовок. Точная ориентация заготовки на позиции окончательной гибки позволяет устранить смятие заготовки, возникающие в ручье между оправкой и матрицей из-за неправильного распределения объема материала между изгибаемыми заготовками, и избежать заклинивания или поломок штампа, а также остановок при его автоматической работе. Изобретение направлено также на повышение надежности съема готовой детали с оправки узла окончательной гибки. Для решения указанных задач штамп для изготовления деталей из прутка, содержит узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки. Согласно изобретению узел окончательной гибки снабжен траверсой, установленной концентрично оправке с возможностью возвратно-поступательного перемещения параллельно оси оправки, а также ограничителем, размещенным между оправкой и траверсой со стороны, обращенной к узлу предварительной гибки, и имеющим верхнюю площадку, взаимодействующую с концевыми частями заготовки, при этом фиксатор установлен внутри оправки и выполнен в виде стержня, имеющего рабочий участок, расположенный над торцевой поверхностью оправки. В частных случаях выполнения штампа фиксатор подпружинен относительно оправки и снабжен стопором, а в полости матрицы соосно с фиксатором расположен штырь, подпружиненный в направлении фиксатора усилием, превышающим усилие пружины фиксатора. Траверса снабжена двумя жестко связанными с ней съемниками, расположенными симметрично друг другу о тносительно оси оправки. Траверса снабжена двумя перемычками, а в оправке выполнены соответствующие пазы под упомянутые перемычки. Вышеизложенные общие, достаточные во всех случаях существенные признаки заявляемого изобретения обеспечивают получение технического результата, заключающегося в расширении технологических возможностей штампа и повышении надежности его работы. Таким образом, в одном штампе изготавливаются детали сложной пространственной формы из предварительно изогнутых омегообразных заготовок типа клемм рельсового скрепления. Штамп работает в автоматическом режиме с высокой производительностью без поломок и заклинивания, а также без смятия заготовок. Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем. Снабжение узла окончательной гибки ограничителем, приставленным к оправке и имеющим верхнюю площадку, взаимодействующую с концами заготовки, позволяет ограничить в процессе окончательной гибки перемещение концевых участков заготовки в направлении перемещения матрицы и придать им необходимую после гибки точную форму благодаря перемещению концов заготовки по площадке ограничителя в сторону оправки. Снабжение узла ограничительной гибки траверсой, установленной концентрично оправке, позволяет перед окончательной гибкой точно уложить заготовку на траверсе в необходимое положение в плоскости перпендикулярной оси оправки. Установка траверсы с возможностью возвратно-поступательного перемещения параллельно оси оправки позволяет в процессе гибки переместить траверсу дальше положения изогнутой заготовки нажатием на траверсу в начале процесса изгибаемой заготовкой, а в конце процесса торцом матрицы, и при обратном ходе возвратить траверсу в исходное положение для принятия следующей заготовки. Установка фиксатора внутри оправки и выполнение его в виде стержня, имеющего рабочий участок, расположенный над торцевой поверхностью оправки, дает возможность сцентрировать заготовку относительно фиксатора по ее средней части, ограничив ее перемещение. Благодаря охватыванию стержня с одной стороны, заготовка под действием перемещающегося шибера поворачивается вокруг места контакта изогнутых концевых ее частей с траверсой и точно, без сдвига в сторону от направления перемещения укладывается на траверсу в необходимом для окончательной гибки положении. Для частного случая выполнение фиксатора подпружиненным относительно оправки и снабжение его стопором, а также расположение в полости матрицы штыря, выполненного с возможностью перемещения вдоль оси подпружиненного навстречу фиксатору усилием, превышающим усилие пружины фиксатора, дает возможность повысить надежность съема детали с оправки благодаря тому, что при подъеме матрицы фиксатор на время остается застопоренным в нижнем положении, не выступает из оправки и не препятствует удалению детали после снятия ее с оправки поднимающейся траверсой. Указанное соотношение усилий пружин позволяет утопить фиксатор на незначительную, достаточн ую для его стопорения величину, меньшую рабочего хода матрицы. Если бы усилие пружины штыря было меньшим усилия пружины фиксатора, то утапливания фиксатора не происходило бы и съем детали с оправки был бы затруднен. Для частного случая снабжение траверсы двумя жестко связанными с ней съемниками, расположенными симметрично друг другу о тносительно оси оправки двумя перемычками с выполнением в оправке соответствующи х пазов под упомянутые перемычки позволяет осуществить при возвратном ходе штампа надежный съем детали. Если деталь остается в матрице, то при возвратном ходе деталь снимут два съемника, а если деталь останется на оправке, то ее вытолкнет перемещающаяся под действием пружины траверса, воздействующая на деталь своими перемычками. Описанная конструкция заявляемого штампа обеспечивает перемещение без сбоев предварительно изогнутой заготовки на позицию окончательной гибки, Точно сориентированная относительно оправки окончательной гибки заготовка изогнется в пределах допускаемых отклонений размеров и формы детали без аварийных поломок штампа. Кроме того конструкция штампа обеспечивает надежный съем готовой детали. Сущность изобретения поясняется чертежами, на которых изображено: на фиг. 1 -штамп, общий вид; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - неподвижная часть штампа (см. фиг. 2), вид сверху; на фиг. 4-7 переходы гибки заготовки в штампе; на фиг. 8 - разрез Б-Б на фиг. 7; на фиг. 9 -разрез В-В на фиг. 1 (узла предварительной гибки); на фиг. 10 - изображение момента контакта изогнутых частей заготовки с траверсой при перемещении ее шибером; на фиг. 11 - вид Г на фиг. 10; на фиг. 12 -изображение момента поворота, укладки и центрирования заготовки; на фиг. 13 - вид Д на фиг. 12; на фиг. 14 - вид Ε на фиг. 13; на фиг. 15 расположение рабочего участка фиксатора при исходном положении траверсы перед окончательной гибкой; на фиг. 16 - ограничитель с оправкой; на фиг. 17 -то же, вид Ж на фи г. 16; на фиг. 18 - взаимодействие концевых участков детали с площадкой ограничителя (начало процесса); на фиг. 19 - то же, вид 3 на фиг. 18; на фиг. 20 - то же, конец процесса; на фиг. 21 - то же, вид И на фиг. 20. Штамп для изготовления деталей из прутка (фиг. 1-21) содержит узел предварительной гибки 1 с матрицей 2 и оправкой 3, узел окончательной гибки 4 с матрицей 5 и оправкой 6, фиксатор 7 с участком 8 и механизм перемещения предварительно изогнутой заготовки с шибером 9. В узле окончательной гибки 4 фиксатор 7 выполнен в виде стержня, размещенного в оправке б, с рабочим участком 8, выполненным с возможностью ограничения перемещения и центрирования относительно него средней части заготовки. В поперечном сечении рабочий участок 8 фиксатора 7 может быть круглым, эллиптическим или другой формы в соответствии с контактирующей с ней формой петли в средней части заготовки. Толщина "а" (фи г. 3) рабочего участка должна быть меньше размера просвета петлевой средней части заготовки и в то же время должна быть очень близка к этому размеру, чтобы выполнить функцию центрирования заготовки при окончательной гибке. Таким образом, рабочий участок фиксатора выполняет две функции: ограничивает перемещение заготовки при передаче ее в узел окончательной гибки и обеспечивает центрирование заготовки. К оправке 6 прикреплен ограничитель 10 с площадкой 11, взаимодействующей с концами заготовки. Площадка 11 ограничителя может быть плоской или криволинейной, наклонной к оси оправки, перпендикулярной к ней. Выбор формы указанной площадки зависит от формы концевых участков детали.. Например, если концевые участки прутковой клеммы рельсового скрепления приплюснуты и скошены по форме подошвы рельса, на которую они опираются при эксплуатации, то соответственно наклонена и площадка. 11 ограничителя. Площадка 11 ограничителя 10 выполнена выступающей за рабочие контуры 12 оправки 6 (фиг. 16, 17), чтобы ограничить в процессе окончательной гибки перемещение концевых участков заготовки, которые еще до окончания гибки матрицей 5 могут переместиться ниже ручья оправки, в котором они должны находиться в конце гибки. Ограничитель 10 соприкасается с оправкой вдоль средней части ее длины, чтобы матрица могла пройти мимо него, изгибая заготовку. Рабочий контур 12 (боковую поверхность) оправки 6 и ограничитель 10 охватывает траверса 13, выполненная с возможностью возвратно-поступательного перемещения вдоль оправки 6. Рабочий участок 8 фиксатора в исходном положении. траверсы 13 перед окончательной гибкой должен выступать за оправку 6 на расстояние b (фиг. 15), которое больше, чем расстояние С - от оправки до поверхности 14 траверсы 13. Исходное положение траверсы 13 по высоте регулируемое. Поскольку деталь изготавливается из прутка, то разность В-С должна быть больше радиуса прутка, чтобы заготовка могла стабильно удерживаться на рабочем участке 8 фиксатора 7 при ее гибке. Другими словами заготовка, лежащая на поверхности 14 после передачи ее на позицию окончательной гибки, должна контактировать с рабочим участком 8 фиксатора 7, который должен возвышаться над поверхностью 14 на высоту, большую радиуса прутка материала детали. Фиксатор 7, например, может быть запрессован в оправке 6. Если рабочий участок 8 фиксатора выступает за пределы оправки 6 на высоту В, большую диаметра прутка заготовки, то в матрице 5 следует выполнить полость, соответствующую поперечному сечению фиксатора 7, для вхождения его в эту полость при смыкании штампа. Если рабочий участок 8 выступает за пределы оправки 6 на высоту В меньшую диаметра прутка заготовки, то выполнять полость в матрице 5 не следует, поскольку смыкание штампа осуществится и без полости. Место расположения участка 8 относительно контура 12 оправки 6 устанавливается из условия неразрывности изгибаемых участков металла при заполнении ручьев оправки 6. Ручьи в оправке в сечении имеют полукруглую форму по контур у прутка. Траверса 13, выполненная с возможностью возвратно-поступательного перемещения вдоль оправки б, поджата пружинами 15 и направляется по отдельным колонкам 16. Исходное положение траверсы 13 перед гибкой фиксируется упорами 17, расположенными на колонках 16 так. чтобы на поверхности 14 можно было точно уложить заготовку, перемещаемую с позиции предварительной гибки. Для этого уровень плоскости 14 в исходном положении траверсы находится ближе к оправке 6, чем рабочий участок 18 шибера 9. Для облегчения снятия готовой детали фиксатор 7 выполнен утапливаемым и подпруждиненным относительно оправки пружиной 19, опирающейся на вкладыш 20 в подставке 21. Фиксатор 7 снабжен стопором 22, входящим в эллиптическое отверстие 23 нижней части фиксатора 7 и в отверстие вкладыша 20. Нерабочий конец 24 стопора выходит за подставку 21 и может взаимодействовать с клиновым механизмом (на чертежах не показано) подвижной части штампа, перемещающим стопор 22 вдоль его оси. В полости матрицы 5 расположен штырь 25, смонтированный с возможностью перемещения вдоль своей оси и подпружиненный навстречу фиксатору 7 пружиной 26, Усилие пружины 26 превышает усилие пружины 19 фиксатора 7, чтобы обеспечить его утапливание при рабочем ходе штампа. В упрощенном варианте штампа, когда фиксатор 7 выполнен запрессованным в оправку 6, штырь 25, подпружиненный навстречу фиксатору 7, будет о тсутствовать. К траверсе 13 прикреплены два съемника 27, симметрично расположенные с боковых сторон оправки 6. Рабочие концы съемников заходят в полости 28 матрицы 5 для взаимодействия со снимаемой деталью. Траверса 13 снабжена двумя перемычками 29, под которые в оправке б выполнены соответствующие выемки 30 для перемещения перемычек. Переходы гибки заготовки 31 в предложенном штампе представлены на фиг. 4-7, Гибка заготовки 31 в одной плоскости до формы, подобной омеге (о;) (фиг. 6), осуществляется в узле предварительной гибки штампа. Затем заготовка 31 передается в узел окончательной гибки, где изгибается в другой плоскости до детали 32 пространственной формы (фиг. 7, 8). Средняя часть 33 заготовки 31 выполнена в виде петли, а концевые участки 34 подогнуты в направлении средней части. Узел предварительной гибки предлагаемого штампа (фиг. 9) снабжен двумя парами гибочных подвижных инструментов 35 и неподвижных в направлении гибки инструментов 36, размещенными по обе стороны от оправки 3 узла предварительной гибки. Подвижная матрица 2 узла предварительной гибки выполнена составной. Ее внутренняя часть 37 установлена на упругом элементе 38, предварительно сжатом болтом 39. Гибочные инструменты 36 выполнены с возможностью возвратно-поступательного перемещения перпендикулярно направлению паза 40, в который вставляется мерный пруток. Перемещение подвижных гибочных инструментов 36 осуществляется клиновым механизмом (на чертеже не показан), Штамп работает следующим образом. В узле предварительной гибки а паз 40 инструментов 36 вставляется мерный пруток. При рабочем ходе вначале инструментами 35 изгибаются концы прутка (фиг. 4). Затем инструменты 36 выдвигаются клиновым механизмом из плоскости гибки по направляющим и изгибается средняя часть прутка с помощью внутренней части 37 матрицы 2 (фиг. 5). Как только закончится изгиб средней части прутка, сжимается пружина 38 и начинается изгиб прутка наружной частью матрицы 2 вокруг оправки 3 до формы заготовки 31, показанной на фиг. 6. Далее заготовка 31 снимается с оправки 3 и передается в узел окончательной гибки при возвратном ходе штампа. Заготовка 31 снимается с оправки 3 механизмом перемещения с шибером 9, передвигается в узел окончательной гибки 4 и поворачивается на 90°, упираясь изогнутыми концевыми участками 34 в траверсу 13 (фиг. 10-12). Рабочий участок 8 фиксатора 7 ограничивает перемещение средней части 33 заготовки 31 в направлении ее передачи с одного узла в другой, т. е. в направлении движения шибера 9. После поворота заготовка также центрируется по рабочему участк у 8 фиксатора и укладывается на плоскость 14 траверсы 13. Момент окончания поворота и центрирования заготовки показан на фиг. 12-14. Заготовка 31 занимает строго ориентированное положение относительно оправки б перед окончательной гибкой благодаря также контактированию с рабочей поверхностью 14 траверсы 13, которая направляется колонками 16 и прижата пружинами 15 к упорам 17. При рабочем ходе штампа шибер 9 убирается из узла окончательной гибки 4, а заготовка 31, точно сцентрированная рабочим участком 8 фиксатора 7, изгибается вокруг оправки 6 матрицей 5. При этом траверса 13 опускается под действием заготовки 31 и матрицы 5, сжимая пружины 15. Штырь 25, находясь в крайнем нижнем положении, нажимает на фиксатор 7 и утапливает его, сжимая пружину 19, менее жесткую, чем пружина 26. Когда штырь 25 остановится после полного опускания фиксатора 7, матрица 5 продолжит перемещение, так как начнет сжиматься пружина 26. Стопор 22 перед утапливанием фиксатора 7 выведен из отверстия 23, а когда фиксатор переместится вниз, он застопорится. В процессе изгиба на оправке 6 концы заготовки опускаются быстрее, чем ее часть, опирающаяся на оправку, и взаимодействуют с площадкой 11 ограничителя 10, С площадкой 11 взаимодействуют концевые участки 34 детали 32. Вначале процесса окончательной гибки матрица 5 соприкасается с концами 34 заготовки 31, расположенной горизонтально (фиг. 18). При дальнейшем нажатии на концы 34 они загибаются, касаясь площадки 11 ограничителя 10 в некотором отдалении от вертикальной поверхности оправки б (фиг. 18 и 19). При полном смыкании штампа под действием матрицы 5 концы 34 детали 32, ограниченные в передвижении вниз площадкой 11, сдвигаются к оправке б и одновременно подгибаются, приобретая заданную форму (фиг. 20-21) и занимают предназначенное им место в ручье оправки 6. При возвратном ходе штампа траверса 13 под действием пружин 15 поднимается и двумя перемычками 29 снимает готовую деталь 32 с оправки 6, если деталь осталась на оправке. Причем деталь 32 свободно сталкивается с траверсы 13, так как рабочий участок 8 фиксатора 7 утоплен в оправке б, а сам фиксатор застопорен. Если деталь 32 осталась в матрице 5, то она выталкивается съемниками 27, которые через траверсу 13 удерживаются упорами 17. Деталь 32 удаляется из узла окончательной гибки раньше, чем в него задается следующая заготовка 31 из узла предварительной гибки при возвратном ходе штампа. При возвратном ходе после выталкивания заготовки стопор 22 выходит из отверстия 23 благодаря перемещению конца 24 стопора клиновым механизмом части штампа, и фиксатор 7 поднимается пружиной 19 в исходное положение. При передаче следующей заготовки в узел окончательной гибки описанный цикл работы штампа повторяется. В штампе с узлами предварительной и окончательной гибки, установленном на прессе усилием 1000 кН в автоматическом режиме с производительностью 25 шт/мин без сбоев в работе изготовлены прутковые пружинные клеммы рельсового скрепления из прутка диаметром 13 мм. Таким образом, при осуществлении заявляемого изобретения обеспечивается изготовление в штампе деталей сложной пространственной формы и повышение надежности его работы.
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for producing components from bars
Автори англійськоюZhuchenko Oleksandr Mykolaiovych, Hryshyn Mykola Saveliiovych
Назва патенту російськоюШтамп для изготовления деталей из прутка
Автори російськоюЖученко Александр Николаевич, Гришин Николай Савельевич
МПК / Мітки
МПК: B21D 22/02
Мітки: виготовлення, прутка, деталей, штамп
Код посилання
<a href="https://ua.patents.su/9-19725-shtamp-dlya-vigotovlennya-detalejj-z-prutka.html" target="_blank" rel="follow" title="База патентів України">Штамп для виготовлення деталей з прутка</a>
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: прутка, штамп, деталей, виготовлення
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич, Стєпанов Владімір Андрєєвіч, Жученко Олександр Миколайович
МПК: B21D 35/00, B21D 22/02
Мітки: деталей, здійснення, спосіб, виготовлення, пристрій, прутка
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Шупік Микола Семенович, Кім Ен Ун
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Штамп суміщеної дії для витяжки деталей з листової заготовки
Номер патенту: 12864
Опубліковано: 28.02.1997
Автори: Шумейко Дмитрій Іванович, Шумейко Павло Дмитрович
МПК: B21D 37/00
Мітки: витяжки, деталей, листової, заготовки, штамп, суміщеної, дії
Формула / Реферат:
(57) Штамп совмещенного действия для вытяжки деталей из листовой заготовки, содержащий упругий пуансон и установленные под ним на нижней плите подпружиненную обрубную часть матрицы и основание, несущее ограниченно перемещающуюся в последнем по оси формовочно-вырубную часть матрицы с ограничителем, отличающийся тем, что нижняя плита выполнена с каналами и снабжена рычагами, размещенными в упомянутых каналах, одним концом соединенными с нижней...
Спосіб формоутворення великогабаритних зварених листових деталей замкнутого контуру і штамп для його здійснення
Номер патенту: 13248
Опубліковано: 28.02.1997
Автори: Поданенко Володимир Ілліч, Юдін Геннадій Степанович, Шнітман Лев Ісакович
МПК: B21D 41/00
Мітки: деталей, замкнутого, листових, здійснення, штамп, формоутворення, контуру, великогабаритних, зварених, спосіб
Формула / Реферат:
1. Способ формообразования крупногабаритных сварных листовых деталей замкнутого контура, включающий операции формовки и калибровки с использованием секционного пуансона, отличающийся тем, что калибровку заготовки производят дважды, при этом перед каждой калибровкой заготовку кантуют на 180°, обеспечивая сдвиг мест контакт стыков секций пуансона с заготовкой на каждой операции.2. Штамп для формообразования крупногабаритных сварных...
Попередній патент: Гірокомпас
Наступний патент: Установка для одержання пластичних мастил
Випадковий патент: Спосіб комплексного лікування хронічного травматичного артриту скронево-нижньощелепного суглоба