Штампований скребок дволанцюгового скребкового конвеєра
Формула / Реферат
Штампований скребок дволанцюгового скребкового конвеєра, що має середню частину та кінцеві ділянки двотаврового перерізу з отворами для жорсткого скріплення зі з'єднальними кільцями ланок круглокільцевих ланцюгів скребкового конвеєра, який відрізняється тим, що середня частина скребка виконана у вигляді прямокутного бруса постійного перерізу і має на верхній та нижній сторонах, починаючи від кінцевих ділянок на всю довжину середньої частини скребка, симетрично горизонтальній та вертикальній подовжнім площинам симетрії скребка заглиблення траншейного вигляду з нахиленими до площин поперечного перерізу торцевими стінками.
Текст
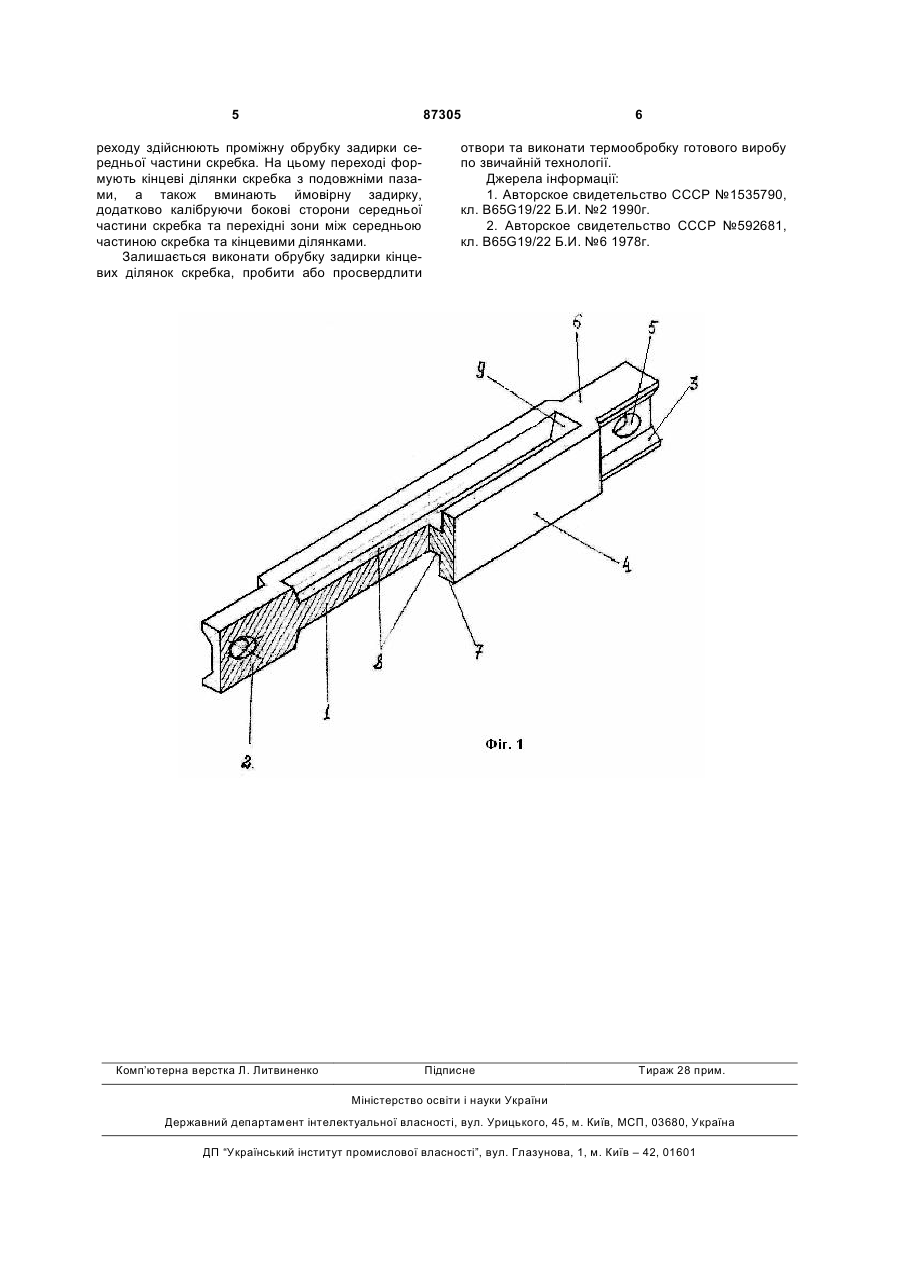
Штампований скребок дволанцюгового скребкового конвеєра, що має середню частину та кінцеві ділянки двотаврового перерізу з отворами для жорсткого скріплення зі з'єднальними кільцями ланок круглокільцевих ланцюгів скребкового конвеєра, який відрізняється тим, що середня частина скребка виконана у вигляді прямокутного бруса постійного перерізу і має на верхній та нижній сторонах, починаючи від кінцевих ділянок на всю довжину середньої частини скребка, симетрично горизонтальній та вертикальній подовжнім площинам симетрії скребка заглиблення траншейного вигляду з нахиленими до площин поперечного перерізу торцевими стінками. Винахід відноситься до машинобудування й зможе знайти використання в тягових органах дволанцюгових скребкових конвеєрів. Відомий скребок дволанцюгового скребкового конвеєра [1] виготовлений з спеціального профілю шляхом його порізки на мірні заготівки та механічної обробки кінцевих ділянок для закріплення на з'єднальних кільцях ланцюгів. Скребок включає робочу частину та кінцеві ділянки. Робоча частина має вигляд трапецієподібного подовжнього бруса з вертикальною площиною симетрії й умовно складається з двох фланців, зовнішні стінки котрих нахилені до вертикальної площини симетрії під кутом 2-10°, та горизонтальної полиці, що зв'язує фланці. Зв'язуюча фланці горизонтальна полиця розташована в верхній частині фланців таким чином, що фланці в верхній частині майже зрівнюються з верхньою площиною горизонтальної полиці, а суттєве заглиблення виконане тільки в нижній стороні робочої частини скребка. Скребок кінцевими ділянками закріплюється на ланцюгах скребкового конвеєра на рівні розташування горизонтальної полиці. Недоліком цього скребка дволанцюгового скребкового конвеєра є збільшена величина зусиль переміщення скребків обумовлена додатковим зусиллям тертя по днищу риштака. Додаткові зусилля тертя по днищу риштака викликані притисненням скребка за рахунок нахилу його зовнішніх стінок, а також за рахунок розташування вище осі закріплення скребків на ланцюгах скребкового конвеєра. При цьому можливе перевертання скребків навколо подовжньої осі, що приведе до збільшення розміру по вертикалі й подальшого заклинення скребків між днищем риштаків та пазами розміщення тягових ланцюгів, особливо на стику риштаків. Розташування вище осі закріплення скребків на ланцюгах скребкового конвеєра викличе появу крутильних моментів, котрі будуть передаватися на ланцюги скребкового конвеєра та додатково їх навантажувати. Крім того, між робочою частиною скребка та його кінцевими ділянками відсутні плавні переходи, що призводить до концентрації напружень й зниження міцності скребка, навантаженого згинальними та додатково крутильними моментами. (19) UA (11) 87305 (13) C2 (21) a200611935 (22) 13.11.2006 (24) 10.07.2009 (46) 10.07.2009, Бюл.№ 13, 2009 р. (72) РИЧКА ВАСИЛЬ ЛУКИЧ, РИЧКА СЕРГІЙ ВАСИЛЬОВИЧ (73) РИЧКА ВАСИЛЬ ЛУКИЧ, РИЧКА СЕРГІЙ ВАСИЛЬОВИЧ (56) AU, 4533779, B65G19/00, 02.10.1980 DE, 1177102, 03.09.1964 DE, 2622705, B65G19/22, 01.12.1977 GB, 796812, 18.01.1958 GB, 881128, B65G, 01.11.1961 GB, 1565423, B65G19/24, 23.04.1980 SU, 592681, B65G19/22, 16.02.1978 SU, 1535790, B65G19/22, 15.01.1990 UA, 27010, B65G19/22, 28.02.2000 US, 3300029, 14.04.1965 ТУ 14-234-75-92 "Прокат специального профиля для изготовления скребков конвейєра. Технические условия." 3 Відомий також скребок дволанцюгового скребкового конвеєра [2] виготовлений штампуванням, котрий включає середню частину та двотаврового перерізу кінцеві ділянки з отворами для жорсткого скріплення зі з'єднальними кільцями ланок круглокільцевих ланцюгів скребкового конвеєра. Середня частина виконана з зростаючою шириною від кінцевих ділянок до середини, т. є. має клиноподібну в горизонтальній площині форму. На верхній та нижній сторонах середньої частини виконані заглиблення у вигляді кишень розділених по центру скребка ребрами жорсткості. Недоліками цього штампованого скребка дволанцюгового конвеєра є збільшена кількість зайвого металу заготівки, викликана тим, що в поперечному перерізі з найбільшою шириною по якому підбирається діаметр заготівки розташовані ще й ребра жорсткості, значно збільшуючи площу поперечного перерізу, та відносно низька міцність, викликана тим, що в зоні найбільшого загинального моменту розташовані перехідні ланки з концентраціями напружень. Але головним недоліком такого скребка є клиноподібна в горизонтальній площині форма, що значно знижує надійність роботи конвеєра. Під час роботи конвеєра клиноподібні скребки будуть змішувати транспортуємий матеріал до бортів риштака. Цей матеріал буде заштибовувати направляючі пази розміщення круглокільцевих ланцюгів зі з'єднальними кільцями й значно збільшувати зусилля переміщення скребків та навантаження на привод, що може привести до передчасного виходу з ладу конвеєра та розриву круглокільцевих ланцюгів. В основу винаходу поставлено задачу збільшення несущої здібності скребка, покращення умов роботи скребкового конвеєра, зменшення витрати металу на його виготовлення та зниження затрат теплової енергії для нагріву заготівок й підвищення стійкості інструменту шляхом зміни конструкції середньої частини скребка. Поставлена задача вирішується тим, що в штампованому скребку дволанцюгового скребкового конвеєра, що має середню частину та кінцеві ділянки двотаврового перерізу з отворами для жорсткого скріплення з з'єднальними кільцями ланок круглокільцевих ланцюгів скребкового конвеєра передбачені такі суттєві ознаки: Середня частина скребка виконана у вигляді продовгуватого прямокутного бруса постійного перерізу і має на верхній та нижній сторонах, починаючи від кінцевих ділянок на всю довжину середньої частини симетрично горизонтальній та вертикальній подовжнім площинам симетрії скребка, заглиблення траншейного вигляду. Торцеві стінки заглиблення нахилені до площин поперечного перерізу скребка під кутом 10-20°. Виконання середньої частини скребка у вигляді продовгуватого прямокутного бруса з заглибленнями на всю довжину дозволить підвищити несущу здібність скребка за рахунок витіснення (перенесення) частини металу з середньої частини поперечного перерізу на бокові віддалені від нейтральної вісі сторони по всій довжині середньої частини й тим самим збільшити момент опору поперечного перерізу в напрямі прикладання згина 87305 4 льних зусиль, а також за рахунок виключення концентрації напружень в найбільше навантажених ділянках. Крім того, таке рішення не буде викликати зміщення матеріалу, що транспортується, поперек напрямку транспортування й заштибовування направляючих пазів переміщення круглокільцевих ланцюгів і тим самим зменшить зусилля переміщення скребків, покращить умови роботи конвеєра та зменшить стирання скребків. Така конструкція скребка дозволить зменшити вагу заготівки, знизити витрати теплової енергії нагріву й підвищити стійкість інструменту. Ознаки, котрими запропонований штампований скребок дволанцюгового скребкового конвеєра відрізняється від прототипу не виявлені в попередній техніці, що свідчить про відповідність заявленого рішення критеріям патентоздатності "новина" та "винахідницький рівень". Технічна сутність запропонованого технічного рішення пояснюється кресленням, де на Фіг.1 зображено скребок в аксонометрії. Штампований скребок дволанцюгового скребкового конвеєра має середню основну частину 1 та кінцеві ділянки 2 двотаврового перерізу з подовжніми пазами 3 на бокових сторонах 4 й отворами 5 для жорсткого скріплення з з'єднальними кільцями. Середня частина 1 виконана у вигляді продовгуватого прямокутного бруса на верхній 6 та нижній 7 сторонах котрого виконані заглиблення 8 траншейного вигляду. Заглиблення 8 починаються з площин поперечних перерізів закінчення подовжніх пазів 3 кінцевих ділянок 2, подовжуються на всю середню основну частину 1 скребка і виконані симетрично горизонтальним та вертикальним подовжнім площинам симетрії скребка. Торцеві стінки 9 заглиблень 8 нахилені до площі поперечного перерізу на 10-20°. В процесі виготовлення скребка після нагріву заготівки до температури початку кування на першому переході формується середня частина скребка з заглибленнями, а кінцеві ділянки заготівки не деформуються й залишаються незмінними. При цьому, виступаючі елементи інструменту, формуючі заглиблення, витісняють метал з середини заготівки на бокові сторони. Цей витіснений з середини заготівки метал заповнює внутрішні порожнини середньої частини штампу і формує середню основну частину скребка з заглибленнями траншейного вигляду на верхній та нижній сторонах. Враховуючи, що площа поперечного перерізу середньої частини скребка відповідає площі поперечного перерізу заготівки, незначна частина витиснюваного металу все ж може потрапити в зону містка задиркової канавки й утворити задирку шириною не більше 10мм, а також під дією нахилених на 10-20° поверхонь виступаючих елементів інструменту видавлюватись в осьовому напрямку в перехідні зони між середньою частиною скребка та кінцевими ділянками. На другому переході штампування заготівку з відформованою середньою частиною виймають з першого ручаю, повертають навколо продовжної вісі на 90° і встановлюють в другий ручай нижньої вставки штампа. При використанні заготівки збільшеного діаметра перед виконанням другого пе 5 87305 реходу здійснюють проміжну обрубку задирки середньої частини скребка. На цьому переході формують кінцеві ділянки скребка з подовжніми пазами, а також вминають ймовірну задирку, додатково калібруючи бокові сторони середньої частини скребка та перехідні зони між середньою частиною скребка та кінцевими ділянками. Залишається виконати обрубку задирки кінцевих ділянок скребка, пробити або просвердлити Комп’ютерна верстка Л. Литвиненко 6 отвори та виконати термообробку готового виробу по звичайній технології. Джерела інформації: 1. Авторское свидетельство СССР №1535790, кл. B65G19/22 Б.И. №2 1990г. 2. Авторское свидетельство СССР №592681, кл. B65G19/22 Б.И. №6 1978г. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStamped scraper of twin-chain rake conveyor
Автори англійськоюRychka Vasyl Lukych, Rychka Serhii Vasyliovych
Назва патенту російськоюШтампованный скребок двухцепного скребкового конвейера
Автори російськоюРичка Василий Лукич, Ричка Сергей Васильевич
МПК / Мітки
МПК: B65G 19/06
Мітки: конвеєра, скребок, штампований, скребкового, дволанцюгового
Код посилання
<a href="https://ua.patents.su/3-87305-shtampovanijj-skrebok-dvolancyugovogo-skrebkovogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Штампований скребок дволанцюгового скребкового конвеєра</a>
Спосіб виготовлення високоміцних скребків дволанцюгового пересувного скребкового конвеєра
Номер патенту: 7706
Опубліковано: 15.07.2005
Автори: Бочаров Андрій Анатольович, Ткачук Олександр Миколайович, Ричка Василь Лукич
МПК: B21D 22/00
Мітки: високоміцних, пересувного, спосіб, дволанцюгового, виготовлення, конвеєра, скребків, скребкового
Формула / Реферат:
Спосіб виготовлення високоміцних скребків дволанцюгового пересувного скребкового конвеєра, що включає нагрівання циліндричної заготовки до температури початку кування, надання необхідної форми методом тиску й виконання отворів на кінцевих ділянках скребка, який відрізняється тим, що форма скребка виконується штампуванням на кривошипному пресі з наступним пробиванням отворів на кінцевих ділянках при температурі не меншій, ніж на 20-30°С вище...
Тяговий орган дволанцюгового скребкового конвеєра

Номер патенту: 86309
Опубліковано: 10.04.2009
Автори: Леусенко Анатолій Васильович, Нежебовський Володимир Вікторович, Сукач Сергій Антонович, Поволоцький Володимир Миколайович, Висоцький Геннадій Васильович, Бережной Роман Анатолійович, Ковальчук Олександр Миколайович
МПК: B65G 19/00, B65G 19/28, B65G 19/24
Мітки: дволанцюгового, скребкового, конвеєра, тяговий, орган
Формула / Реферат:
1. Тяговий орган дволанцюгового скребкового конвеєра, який включає два круглоланкових ланцюги, з'єднаних в єдиний контур з коротких круглоланкових ланцюгів з розташованими між ними скребками, сполученими з ланцюгами за допомогою з'єднувальних ланок і болтів з гайками, причому з'єднувальні ланки виконані за формою круглоланцюгової ланки ланцюга, в якій один бік ланки роз'єднаний і вигнутий таким чином, що утворює розімкнуті ніжки, які...
Тяговий орган дволанцюгового скребкового конвеєра
Номер патенту: 50828
Опубліковано: 15.11.2002
Автори: Леусенко Анатолій Васильович, Поволоцький Володимир Миколайович, Ковальчук Олександр Миколайович, Бабенко Микола Павлович, Потапов Ігор Григорович
МПК: B65G 19/28, B65G 19/00, B65G 19/24
Мітки: тяговий, скребкового, орган, конвеєра, дволанцюгового
Формула / Реферат:
1. Тяговий орган дволанцюгового скребкового конвеєра, який включає два круглоланкових ланцюги з розташованими між ними скребками, сполученими з ланцюгами за допомогою з'єднувальних ланок і болтів з гайками, причому з'єднувальні ланки виконані за формою круглоланцюгової ланки ланцюга, в якій один бік ланки роз'єднаний і вигнутий таким чином, що утворює розімкнуті ніжки, які сполучені з кінцями скребка, а по внутрішніх поверхнях ланки...
Пристрій для кріплення скребка до круглоланкового ланцюга скребкового конвеєра

Номер патенту: 55183
Опубліковано: 17.03.2003
Автори: Тищенко Віктор Олексійович, Сорока Дмитро Анатолійович, Болотов Олександр Петрович
МПК: B65G 19/24
Мітки: ланцюга, кріплення, скребка, пристрій, конвеєра, скребкового, круглоланкового
Формула / Реферат:
Пристрій для кріплення скребка до круглоланкового ланцюга скребкового конвеєра, який містить два з'єднувальні елементи, виконані з паралельно розташованими провушинами, які охоплюють кінець скребка і зв'язані з ним за допомогою болтового з'єднання, та з консольними частинами, який відрізняється тим, що з'єднувальні елементи виконані взаємозамінними, а консольні частини мають вигляд С - подібних гачків, які не входять у зачеплення один з одним...
Тяговий орган скребкового конвеєра

Номер патенту: 4462
Опубліковано: 17.01.2005
Автори: Вайнштейн Аркадій Леонідович, Левін Олександр Михайлович, Коган Костянтин Копелевич
МПК: B65G 19/24
Мітки: орган, конвеєра, тяговий, скребкового
Формула / Реферат:
1. Тяговий орган скребкового конвеєра, що включає два замкнуті у вертикальній площині рівнобіжні круглоланкові ланцюги, скребки, взаємозв’язані з горизонтальними ланками ланцюга за допомогою тримачів, і замикаючий елемент у вигляді нарізного з’єднання, який відрізняється тим, що тримач скребка виконаний у вигляді гака з виступом-зачепом зовнішнього боку горизонтальної ланки ланцюга, а скребок оснащений виступами, виконаними з можливістю...
Попередній патент: Низькокалорійний зерновий батончик з цільного зерна та спосіб його виготовлення
Наступний патент: Похідні імідазолу як інгібітори tafia
Випадковий патент: Спосіб моделювання двосторонньої обширної резекції легень