Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні
Формула / Реферат
Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні, який передбачає передачу сигналу за допомогою блока керування на привід вертикального руху, сполучений з електромагнітною машиною, інструментом та поверхнею, що обробляється, та здійснення зворотного зв'язку між електромагнітною машиною та блоком керування, який відрізняється тим, що сигнал з виходу ротора або якоря електромагнітної машини передають на вхід першого елемента у зворотному зв'язку, виконаного у вигляді датчика переміщення, а з його виходу сигнал передають на перший вхід блока керування, або сигнал з керованої обмотки статора електромагнітної машини передають на вхід другого елемента у зворотному зв'язку, виконаного у вигляді перетворювача сигналу зміни індуктивності, а з його виходу - на другий вхід блока керування, при цьому сигнал з виходу інструмента через фільтр передають на вхід третього елемента у зворотному зв'язку, виконаного у вигляді датчика стеження за зазором між інструментом і поверхнею заготівки, а з його виходу - на третій вхід блока керування.
Текст
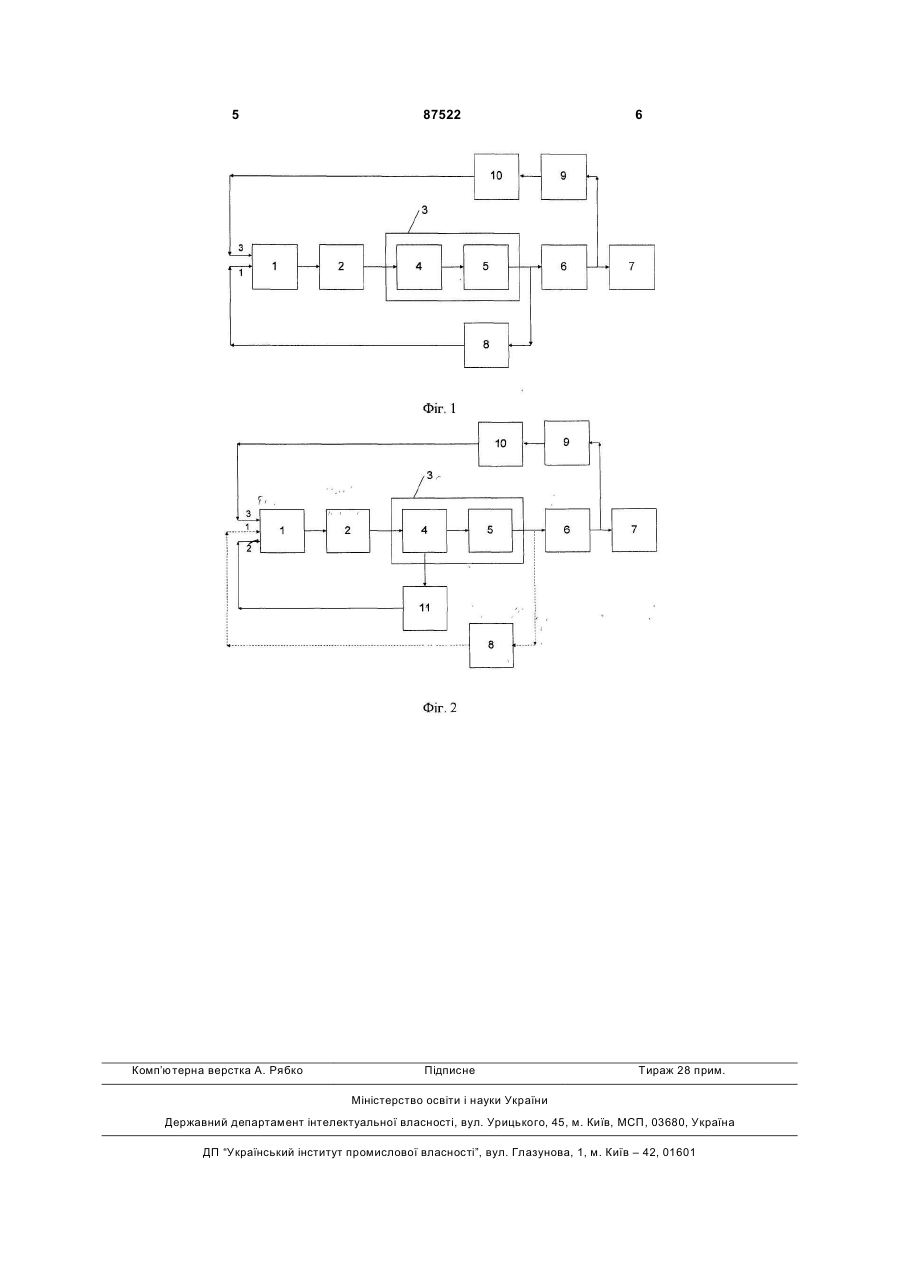
Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні, який передбачає передачу сигналу за допомогою блока керування на привід вертикаль C2 1 3 редається на перший вхід блока управління, або сигнал з керованої обмотки статора електромагнітної машини передається на вхід другого елемента зворотного зв'язку, виконаного у вигляді перетворювача сигналу зміни індуктивності, а з його виходу сигнал передається на другий вхід блока управління; при цьому сигнал з виходу інструмента через фільтр передається на вхід третього елемента зворотного зв'язку, виконаного у вигляді датчика стеження за зазором інструмента і поверхні заготівки, а сигнал з виходу третього елемента зворотного зв'язку надходить на третій вхід блока управління. Спосіб пояснюється кресленнями Фіг.1-2. Фіг.1 - схема першого варіанта виконання способу. Фіг.2 - схема другого варіанта виконання способу. Заявлений спосіб здійснюється таким чином. Перший варіант поданий на Фіг.1. Сигнал від блока управління 1 передається на привод 2 вертикального переміщення. З привода 2 сигнал надходить на електромагнітну машину 3, що складається зі статора 4 та ротора або якоря 5, який сполучений з виконавчим інструментом 6, що обробляє поверхню 7, та першим елементом зворотного зв'язку 8. Сигнал з виходу інструмента 6 надходить на фільтр придушення перешкод 9, а з нього на вхід другого елемента зворотного зв'язку 10, виконаного у вигляді датчика переміщення, вихідний сигнал якого надходить на третій вхід блока управління 1. Сигнал про торкання інструментом 6 поверхні 7 надходить до блока управління 1 від датчика 10 раніше, ніж сигнал від датчика 8. Блок управління 1 виробляє сигнал коректування швидкості переміщення привода 2. Переміщення привода 2 із скоректованою швидкістю триватиме до тих пір, поки інструмент 6, сполучений з ротором або якорем 5 електромагнітної машини 3, не торкнеться поверхні 7. Від моменту торкання інструментом 6 поверхні 7 ротор або якір 5 електромагнітної машини 3 починає зворотний рух щодо руху привода 2. Сигнал зворотного переміщення ротора або якоря 5 надходить на вхід першого елемента зворотного зв'язку 8, з виходу якого надходить на перший вхід блока управління 1. Згідно з цим сигналом блок управління 1 фіксує факт торкання інструментом 6 поверхні 7 і подає сигнал припинення руху на привод 2 та сполучені з ним електромагнітну машину 3 та інструмент 6. Далі здійснюється процес точного виставляння зазора. Для цього може бути використаний сигнал з датчика 8 або з датчика 9, чи то сигнали від інших вимірювальних та вимірювально-керуючих елементів привода 2. Таким елементом може бути, наприклад, кроковий двигун, у разі його використову 87522 4 вання у приводі 2; один крок переміщення вала крокового двигуна відповідає певній постійній величині δ. Величина робочого зазора повинна регулюватися в межах заданого діапазону у процесі роботи цілої системи. Це регулювання забезпечується за допомогою датчика переміщення 10. Існує інший варіант здійснення способу. Згідно з цим варіантом (Фіг.2) процес йде як у першому варіанті доти, доки інструмент 6 не досягне поверхні 7. Як джерело сигналу встановлення факту торкання інструментом 6 поверхні 7 виступає сама електромагнітна машина 3. Як і в першому варіанті, від моменту торкання інструментом 6 поверхні 7 ротор або якір 5 електромагнітної машини 3 починає зворотний рух щодо руху привода 2, цей рух ротора або якоря 5 спричиняє виникнення ЕРС на обмотках статора 4 електромагнітної машини 3. При цьому з'являється сигнал зміни індуктивності електромагнітного поля, який за допомогою перетворювача 11 переводиться у цифрову форму і подається на другий вхід блока управління 1. Перетворювання сигналу здійснюється з використанням LC-коливального контура, в ролі L якого виступає індуктивність електромагнітного поля статора 4. У LC-коливальному контурі при зміні індуктивності виникає сигнал у формі затухаючих коливань, який далі за допомогою різних підсилювачів (наприклад, операційних) з позитивним та негативним зворотними зв'язками перетворюється на незатухаючі коливання, характеристики яких (частота, період проходження, амплітуда) є інформаційним сигналом про торкання інструментом 6 поверхні 7. Аналізуючи зміну параметрів інформаційного сигналу від перетворювача 11, блок управління 1 установлює факт торкання із заданою точністю і подає сигнал припинення руху на привод 2 та сполучені з ним електромагнітну машину 3 та інструмент 6. Далі здійснюється процес точного виставляння зазора як у першому варіанті. Можливий є варіант, при якому використовується сигнал від датчика 8 (показано пунктирною лінією на Фіг.2) на додаток до сигналу від перетворювача 11, що уможливлює максимальне поліпшення динаміки управління процесом та якості зображення, що утворюється. Використання пропонованого способу уможливлює підвищення точності та якості зображення, що утворюється, при одночасному підвищенні продуктивності праці та вилученні ручних операцій. Запропонований у винаході спосіб уможливлює автоматичне виставлення величини початкового зазора у необхідному діапазоні та безперервний контроль і, у разі потреби, регулювання його значення впродовж цілого сеансу роботи способу, що позитивним чином відрізняє його від досі відомих способів. 5 Комп’ютерна верстка А. Рябко 87522 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic aligning, adjustment and continuous control of position of tool at application of image on hard surfaces
Автори англійськоюMahomedov Mahomed Khabibovych
Назва патенту російськоюСпособ автоматического выставления, регулирования и непрерывного контроля положения инструмента при нанесении изображения на твердые поверхности
Автори російськоюМагомедов Магомед Хабибович
МПК / Мітки
МПК: B44B 3/00
Мітки: положення, безперервного, інструмента, регулювання, автоматичного, нанесенні, виставляння, зображення, поверхні, спосіб, контролю, тверді
Код посилання
<a href="https://ua.patents.su/3-87522-sposib-avtomatichnogo-vistavlyannya-regulyuvannya-ta-bezperervnogo-kontrolyu-polozhennya-instrumenta-pri-nanesenni-zobrazhennya-na-tverdi-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного виставляння, регулювання та безперервного контролю положення інструмента при нанесенні зображення на тверді поверхні</a>
Пристрій для контролю положення петлі полоси в компенсаторі петлі безперервного травильного агрегату
Номер патенту: 68034
Опубліковано: 15.07.2004
Автори: Богомольний Леонід Михайлович, Добровольский Сергій Едуардович, Чаков Олександр Миколайович, Раздобаров Віктор Георгійович, Супрун Олексій Олексійович, Сацюк Валерій Іванович
Мітки: положення, травильного, петлі, полоси, безперервного, контролю, агрегату, пристрій, компенсаторі
Формула / Реферат:
Пристрій для контролю положення петлі полоси в компенсаторі петлі безперервного травильного агрегату, що містить датчики верхнього і нижнього рівня петлі, блок формування керуючих сигналів, вузол видачі команд, який відрізняється тим, що датчики рівня петлі полоси встановлені в точках найбільшого провисання полоси на верхньому і нижньому заданих рівнях відповідно; блок формування керуючих сигналів складається з двох вузлів обробки сигналів...
Спосіб регулювання положення електроприводу
Номер патенту: 28979
Опубліковано: 16.10.2000
Автори: Холодний Валерій Іванович, Поліванов Валентин Олексійович
МПК: G05B 19/18
Мітки: регулювання, електроприводу, спосіб, положення
Формула / Реферат:
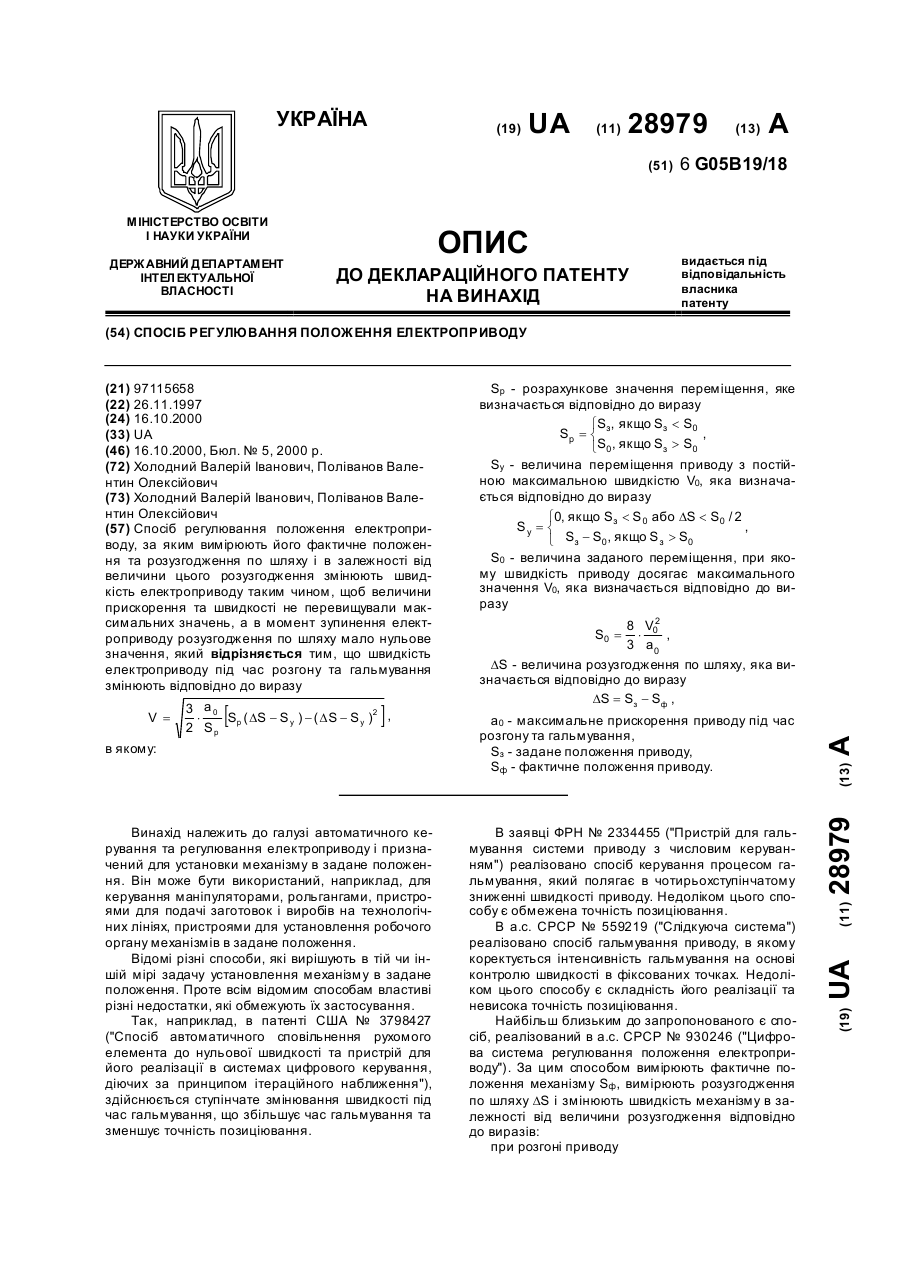
Спосіб регулювання положення електроприводу, за яким вимірюють його фактичне положення та розузгодження по шляху і в залежності від величини цього розузгодження змінюють швидкість електроприводу таким чином, щоб величини прискорення та швидкості не перевищували максимальних значень, а в момент зупинення електроприводу розузгодження по шляху мало нульове значення, який відрізняється тим, що швидкість електроприводу під час розгону та...
Спосіб автоматичного контролю якості друку багатоколірного зображення та установка для здійснення способу
Номер патенту: 44738
Опубліковано: 15.03.2002
Автор: Стрінга Луіджи
МПК: H04N 7/18, G06T 1/00, G07D 7/12, G07D 7/00, B41F 33/00, G07D 7/20
Мітки: друку, багатоколірного, якості, контролю, здійснення, зображення, автоматичного, спосіб, способу, установка
Формула / Реферат:
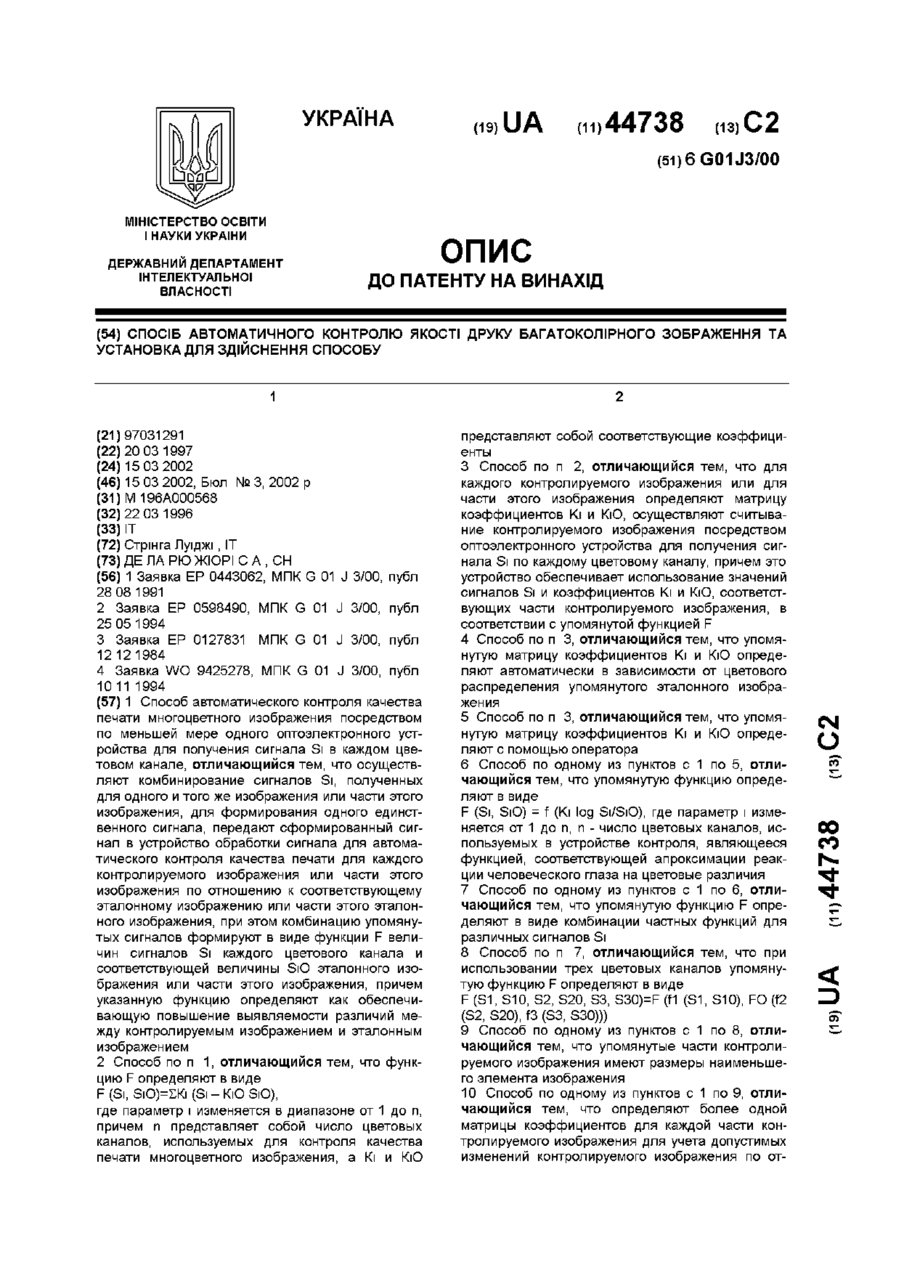
1. Способ автоматического контроля качества печати многоцветного изображения посредством по меньшей мере одного оптоэлектронного устройства для получения сигнала Si в каждом цветовом канале, отличающийся тем, что осуществляют комбинирование сигналов Si, полученных для одного и того же изображения или части этого изображения, для формирования одного единственного сигнала, передают сформированный сигнал в устройство обработки сигнала для...
Пристрій для точного визначення положення струмопровідної деталі та інструмента
Номер патенту: 41537
Опубліковано: 25.05.2009
Автори: Остафьєв Володимир Олександрович, Корзун Сергій Сергійович, Кушнір Ярослав Олегович
МПК: B23B 39/00
Мітки: струмопровідної, деталі, інструмента, точного, пристрій, положення, визначення
Формула / Реферат:
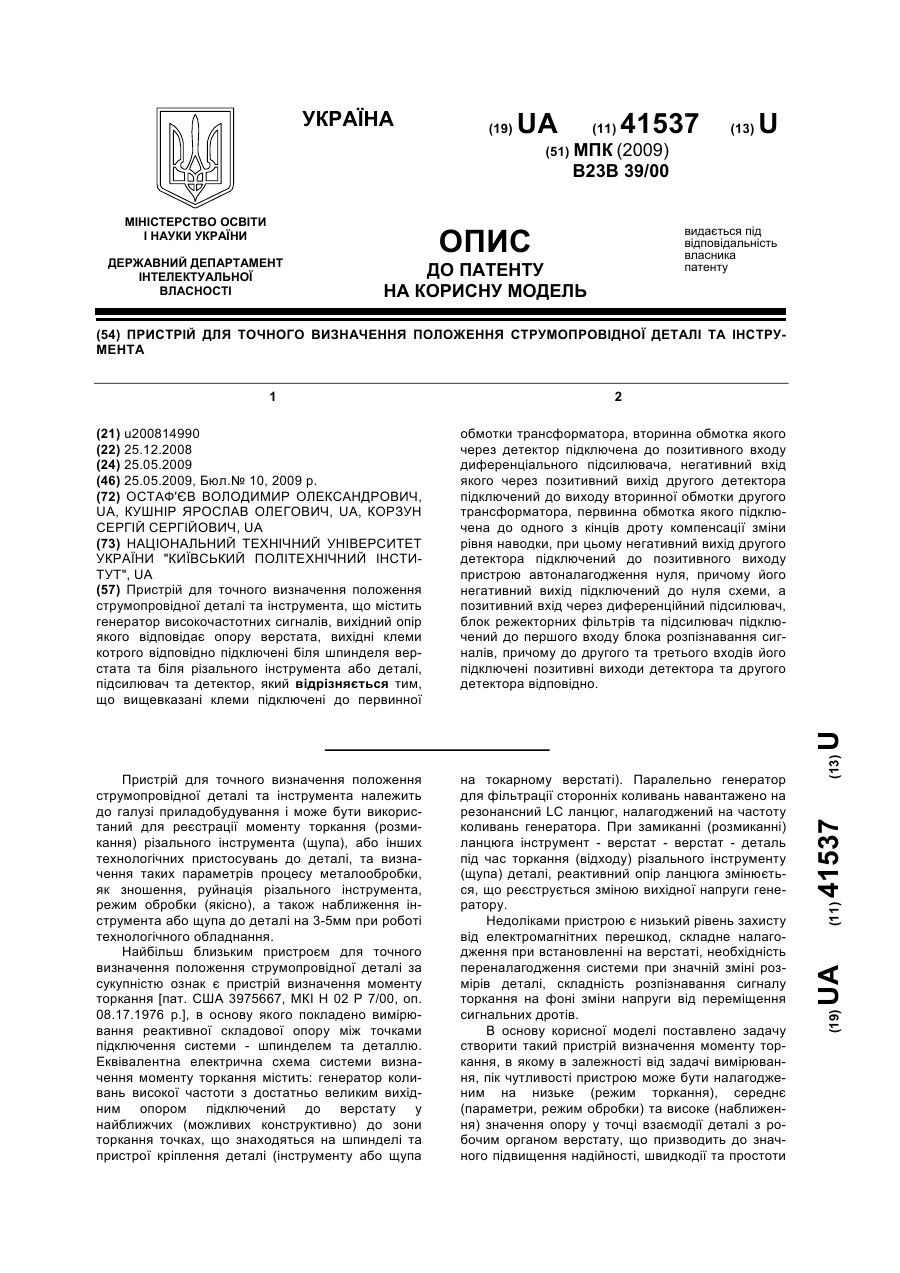
Пристрій для точного визначення положення струмопровідної деталі та інструмента, що містить генератор високочастотних сигналів, вихідний опір якого відповідає опору верстата, вихідні клеми котрого відповідно підключені біля шпинделя верстата та біля різального інструмента або деталі, підсилювач та детектор, який відрізняється тим, що вищевказані клеми підключені до первинної обмотки трансформатора, вторинна обмотка якого через детектор...
Спосіб оптимізації перехідного процесу в системі автоматичного регулювання та пристрій для його реалізації
Номер патенту: 81526
Опубліковано: 10.01.2008
Автори: Стеба Олександр Михайлович, Кралін Володимир Всеволодович, Корсун Валентин Петрович, Мотуз Георгій Іванович
МПК: G05B 11/01
Мітки: реалізації, процесу, автоматичного, пристрій, перехідного, регулювання, спосіб, оптимізації, системі
Формула / Реферат:
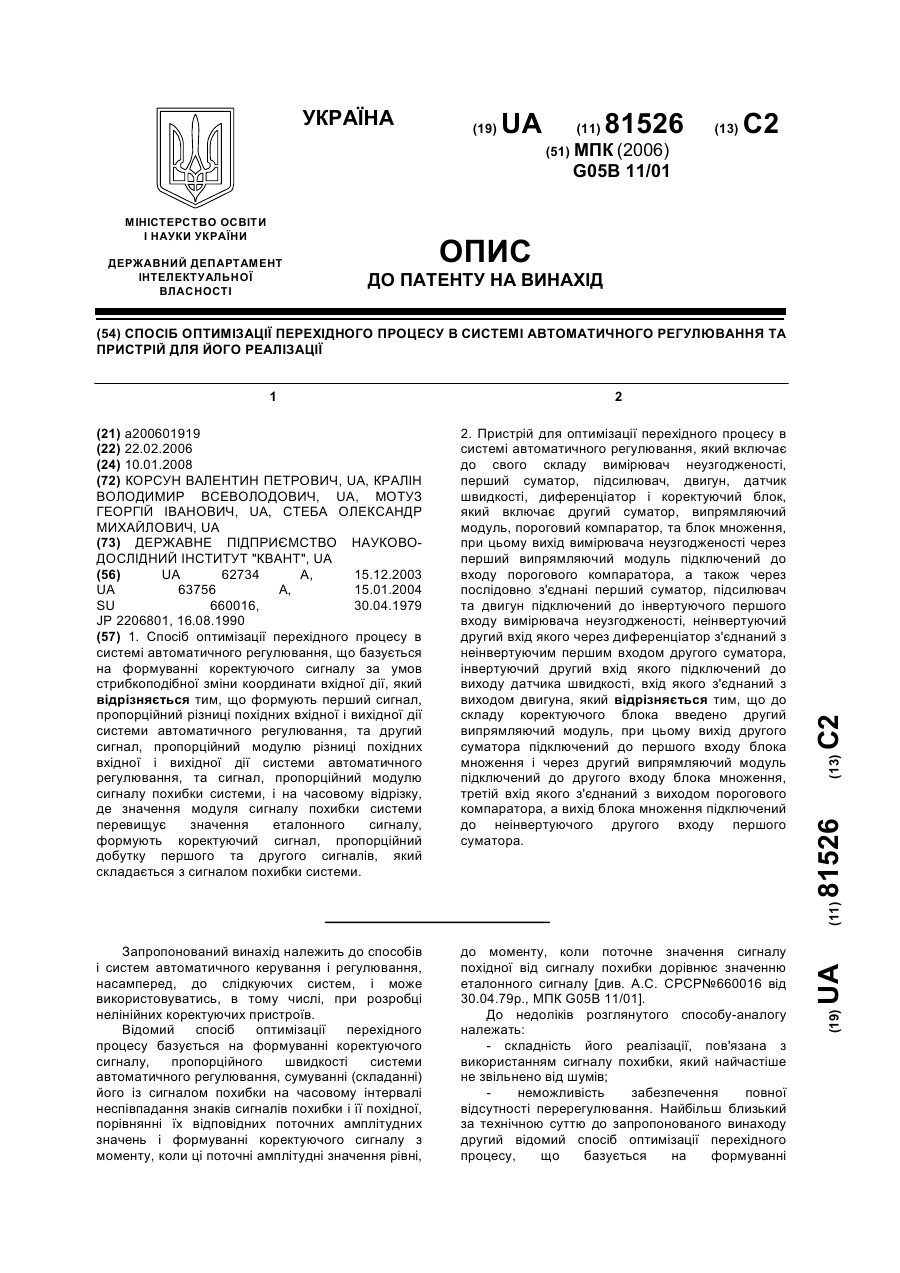
1. Спосіб оптимізації перехідного процесу в системі автоматичного регулювання, що базується на формуванні коректуючого сигналу за умов стрибкоподібної зміни координати вхідної дії, який відрізняється тим, що формують перший сигнал, пропорційний різниці похідних вхідної і вихідної дії системи автоматичного регулювання, та другий сигнал, пропорційний модулю різниці похідних вхідної і вихідної дії системи автоматичного регулювання, та сигнал,...
Попередній патент: Пристрій для нанесення зображення на твердій поверхні
Наступний патент: Спосіб визначення температурної області існування проміжного порядку в склоподібних напівпровідниках
Випадковий патент: Монтажний верстат для відкривання і закривання секторної вулканізаційної форми для виготовлення автомобільних шин пресуванням