Машина дозгинальна
Номер патенту: 8798
Опубліковано: 15.08.2005
Автори: Білик Віктор Миколайович, Артеменко Микола Григорович, Воробйов Олександр Миколайович

Формула / Реферат
Машина дозгинальна, яка складається із станини з нижнім профільним елементом, засобів розформовування трубної заготівки, механізмів вирівнювання і переміщення трубної заготівки на позицію дозгинання, верхнього профільного елемента, гідроциліндра з механізмом передачі зусилля на верхній профільний елемент, вертикальних напрямних роликів і системи управління, яка відрізняється тим, що верхній профільний елемент виконаний у вигляді повздовжнього пуансона з напрямним пазом, а нижній профільний елемент виконаний у вигляді повздовжньої матриці, відповідно, з напрямним зубом.
Текст
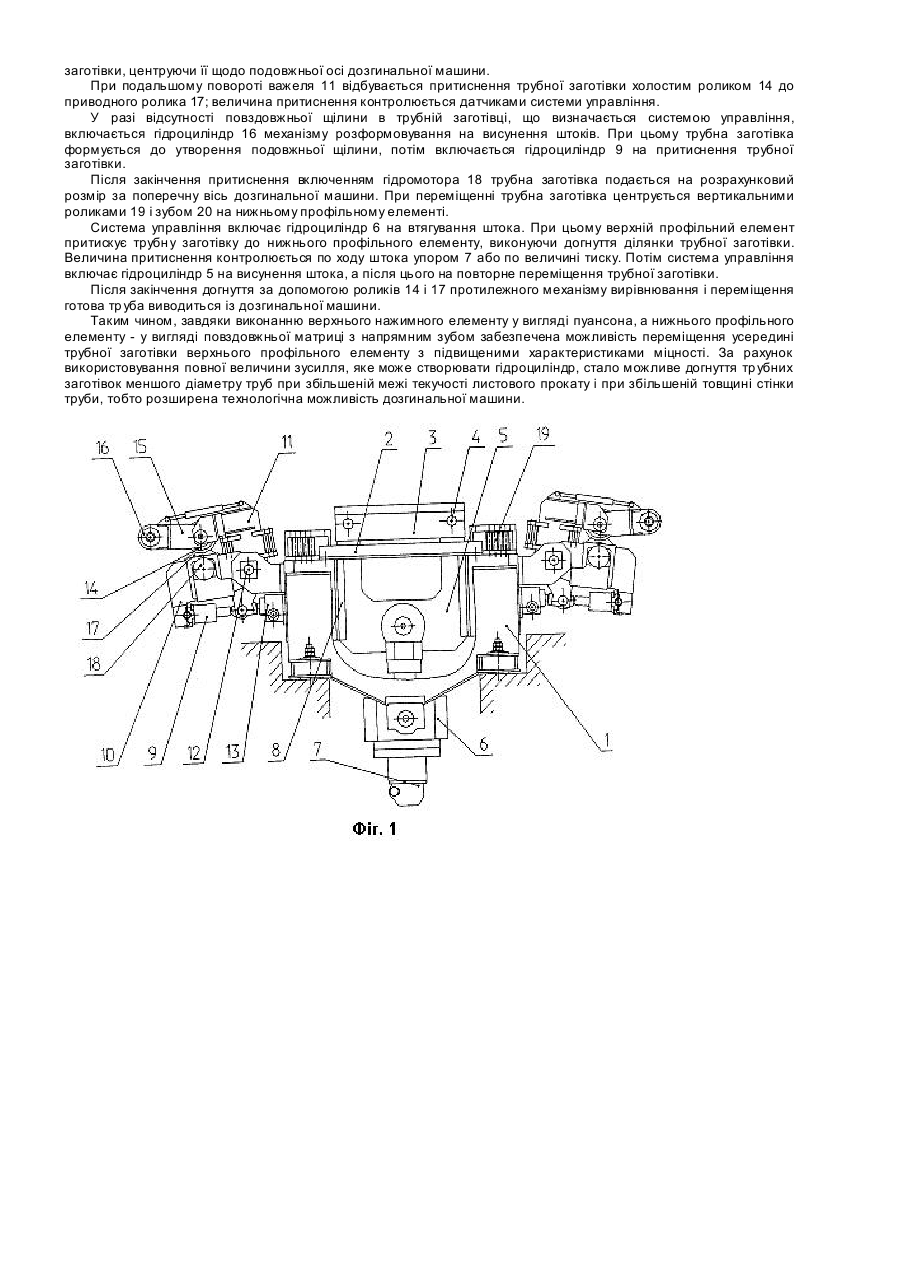
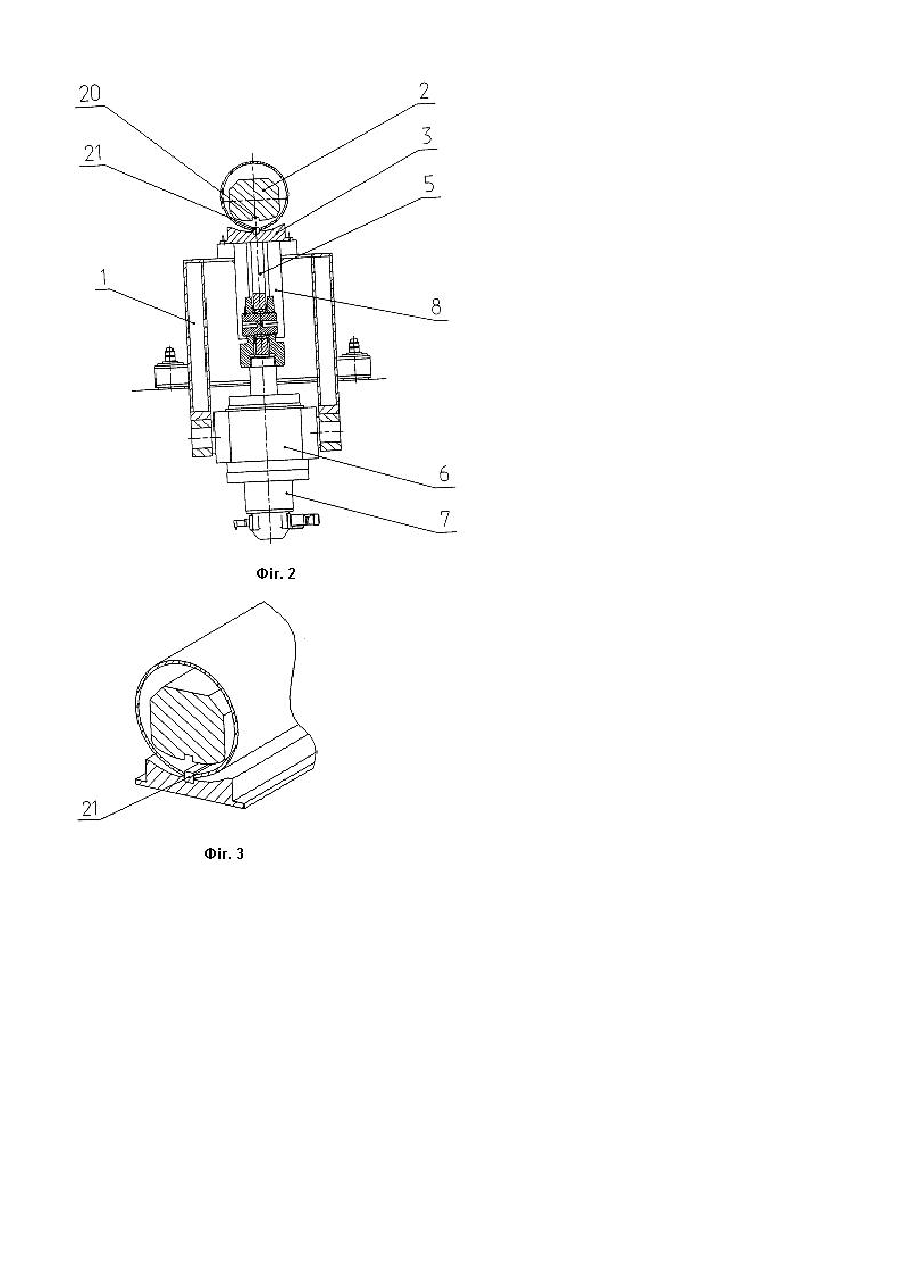
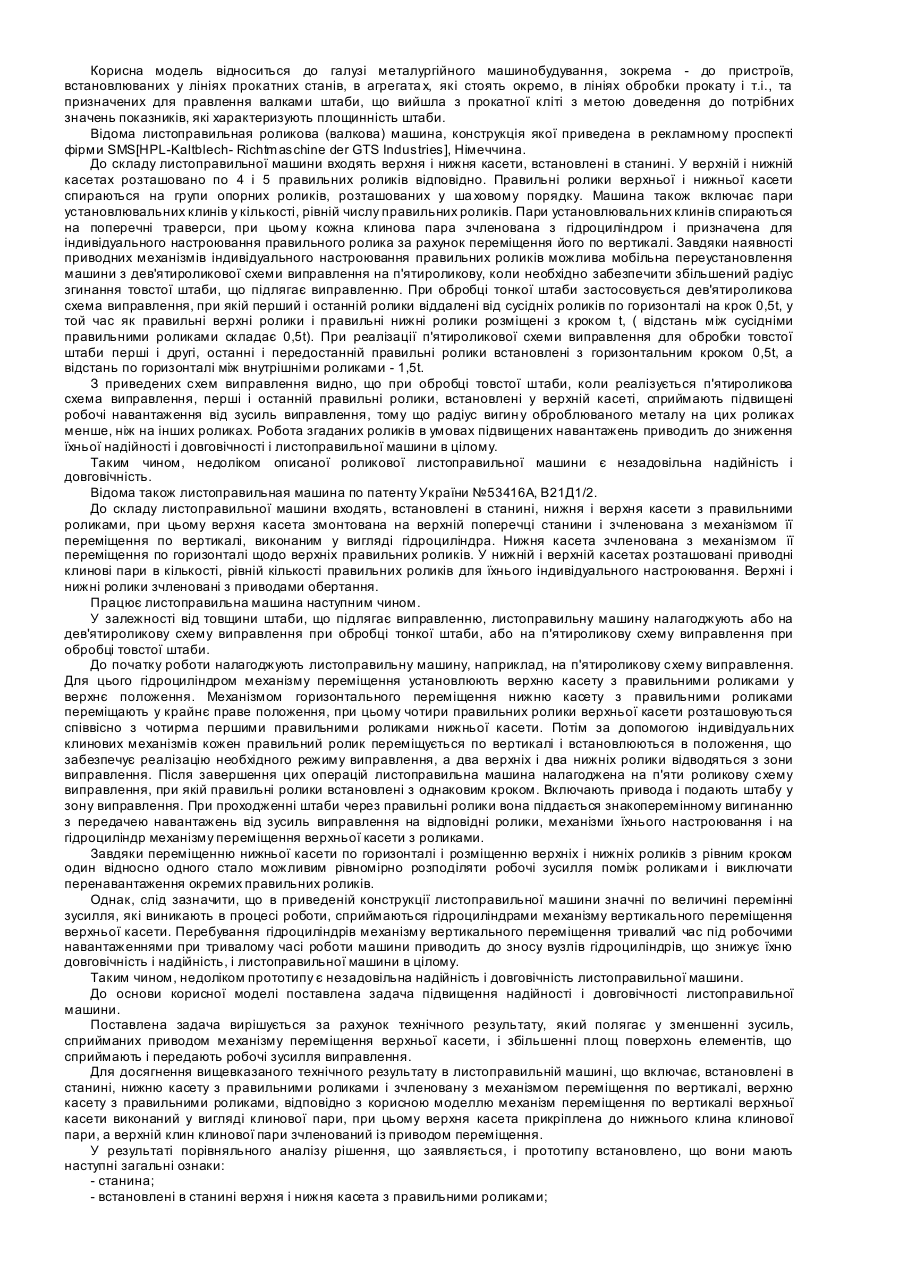
Корисна модель відноситься до механічної обробки листового матеріалу, а саме - до догнуття труб і призначений для використовування в пристроях, що здійснюють дозігнення повздовжніх кінцевих ділянок листів після їх згинання на тривалковій листозгинальній машині. Відома дозгинальна роликова машина, яка складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блоку верхніх профільних натискних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догн уття, установлених з можливістю зворотнього переміщення заготівок, роликів вертикальних напрямних і підтримуючого, а також системи керування. [Дивись, наприклад патент України №47080А В21Д5/00]. Відома дозгинальна роликова машина, яка приймається як прототип, - патент України 60633 А В21Д 5/00. У відомій і пропонованої дозгинальної машини є наступні схожі ознаки: станина із нижнім профільним елементом, засоби розформовування трубної заготівки, механізми вирівнювання і переміщення трубної заготівки на позицію догнуття, вер хній профільний елемент, гідроциліндр з механізмом передачі зусилля на верхній профільний елемент, вертикальні напрямні ролики і система управління. У відомих дозганальних машинах є такі недоліки: виконання верхнього і нижнього профільних елементів у вигляді роликів не дозволяє виробляти догнуття трубної заготівки при збільшеній товщині стінки або при зменшенні діаметру цієї заготівки, оскільки таке виконання верхнього і нижнього профільних елементів за розрахунковими даними не забезпечує передачу підвищених зусиль догнуття. Це звужує те хнологічні можливості дозгинальної машини. В основу корисної моделі покладена задача - розширити технологічні можливості дозгинальної машини шляхом розширення діапазону діаметрів трубної заготівки і товщини її стінок, і за рахунок технічного результату, що полягає в можливості переміщення нажимного елементу усередині трубної заготівки. Для досягнення цього технічного результату в дозгинальній машині, яка складається зі станини з нижнім профільним елементом, засобів розформовування трубної заготівки, механізмів вирівнювання і переміщення трубних заготівок на позиції їх догн уття, верхнього робочого профільного елементу, гідроциліндра з механізмом передачі зусилля на верхній робочий профільний елемент, вертикальних напрямних роликів і системи управління, - верхній профільний елемент виконаний у вигляді повздовжнього пуансона з напрямним пазом, а нижній профільний елемент - у вигляді подовжньої матриці з напрямним зубом. Між відмінними ознаками корисної моделі і досягнутим технічним результатом є причинно-наслідковий зв'язок. Завдяки тому, що верхній і нижній профільні елементи розміщені з можливістю переміщення усередині трубної заготівки і їх виконання у вигляді штампувальної пари «матриця - пуансон», забезпечується можливість передачі на заготівку значних зусиль в широкому діапазоні діаметрів і товщини її стінок. Пропонована корисна модель пояснюється кресленнями: Фіг.1 зображений загальний вид дозгинальної машини; Фіг.2 поперечний розріз по осі машини; Фіг.3 аксонометрія трубної заготівки з робочими елементами. Машина дозгинальна складається із станини 1 (Фіг.1), нижнього профільного робочого елементу 2, встановленого по повздовжній осі станини, верхнього профільного елементу 3, закріпленого шарнірами 4 на штанзі механізму передачі зусилля 5, гідроциліндра 6. Штанга механізму передачі зусилля може переміщатися по напрямних 8. Крім того, на бічних поверхнях станини 1 встановлені механізми вирівнювання і переміщення трубних заготівок на позицію їх догнуття, кожен із яких має сполучені один з іншим гідроциліндром 9 нижній важіль 10 і верхній важіль 11. Обидва важелі закріплені на станині загальною віссю 12, навколо якої вони можуть обертатися як від власної маси, так і від гідроциліндра 9 і упору 13, взаємодіючого з верхньому важелем 11 і відліку величини переміщення свого штока, що має привід. На верхній важіль 11 співісний встановлені холостий ролик 14, призначений для контакту з внутрішньою поверхнею трубної заготівки, і важіль 15 для розміщення гідроциліндра 16 механізму розформовування трубної заготівки. На нижньому ролику 10 розміщений приводний ролик 17, кінематично пов'язаний з гідромотором 18. Машина дозгинальна забезпечена вертикальними роликами 19, розміщених на станині 1 і верхньому важелі 11. Відмінністю корисної моделі є те, що верхній профільний елемент 3 виконаний у вигляді повздовжнього пуансона з напрямним пазом 20 (Фіг.2), а нижній профільний елемент - у вигляді повздовжньої матриці 2 напрямним зубом 21. Управління машиною виконується системою управління. Заявлена машина працює таким чином. Спочатку виробляється наладка для виконання догнуття конкретної трубної заготівки. Налагоджувальні операції включають установку відповідного профільного елементу 2 і відповідного верхнього елементу 3. Крім того, встановлюється верхній важіль 11 упором 13 в положення для конкретної трубної заготівки, а також упором 7 настроюється хід гідроциліндра 6 в крайнє нижнє положення. Нижній важіль 10 під дією власної маси знаходиться в нижньому положенні. Важіль 15 встановлюється в положення, при якому гідроциліндри 16 механізму розформовування трубної заготівки розташовуються по її повздовжній осі. Штоки гідроциліндрів 16 механізму розформовування втягнуті. Верхній нажимний профільний елемент гідроциліндром 6 за допомогою механізму передачі зусилля 5 піднятий вгору на розрахункову висоту для конкретної трубної заготівки. Трубна заготівка, заздалегідь виготовлена на тривалкової листодозгинальній машині, розміщена на рольгангі перед дозгинальною машиною і зорієнтована щілиною вниз. При подачі трубної заготівки в дозгинальну машину гідроциліндри механізму розформовування і верхній холостий ролик 14 верхнього важеля розміщуються усередині трубної заготівки. Переміщення трубної заготівки припиняється після проходу її торця встановленої відстані від центру верхнього холостого ролика. За наявності повздовжньої щілини в трубній заготівці, що визначається системою управління, гідроциліндром 9 повертається верхній важіль 11 навколо осі 12; при цьому клин холостого ролика 14 входить в щілину трубної заготівки, центруючи її щодо подовжньої осі дозгинальної машини. При подальшому повороті важеля 11 відбувається притиснення трубної заготівки холостим роликом 14 до приводного ролика 17; величина притиснення контролюється датчиками системи управління. У разі відсутності повздовжньої щілини в трубній заготівці, що визначається системою управління, включається гідроциліндр 16 механізму розформовування на висунення штоків. При цьому трубна заготівка формується до утворення подовжньої щілини, потім включається гідроциліндр 9 на притиснення трубної заготівки. Після закінчення притиснення включенням гідромотора 18 трубна заготівка подається на розрахунковий розмір за поперечну вісь дозгинальної машини. При переміщенні трубна заготівка центрується вертикальними роликами 19 і зубом 20 на нижньому профільному елементі. Система управління включає гідроциліндр 6 на втягування штока. При цьому верхній профільний елемент притискує трубн у заготівку до нижнього профільного елементу, виконуючи догнуття ділянки трубної заготівки. Величина притиснення контролюється по ходу штока упором 7 або по величині тиску. Потім система управління включає гідроциліндр 5 на висунення штока, а після цього на повторне переміщення трубної заготівки. Після закінчення догнуття за допомогою роликів 14 і 17 протилежного механізму вирівнювання і переміщення готова тр уба виводиться із дозгинальної машини. Таким чином, завдяки виконанню верхнього нажимного елементу у вигляді пуансона, а нижнього профільного елементу - у вигляді повздовжньої матриці з напрямним зубом забезпечена можливість переміщення усередині трубної заготівки верхнього профільного елементу з підвищеними характеристиками міцності. За рахунок використовування повної величини зусилля, яке може створювати гідроциліндр, стало можливе догнуття тр убних заготівок меншого діаметру труб при збільшеній межі текучості листового прокату і при збільшеній товщині стінки труби, тобто розширена технологічна можливість дозгинальної машини.
ДивитисяДодаткова інформація
Назва патенту англійськоюBender
Автори англійськоюVorobiov Oleksandr Mykolaiovych
Назва патенту російськоюДогибочная машина
Автори російськоюВоробьев Александр Николаевич
МПК / Мітки
МПК: B21D 5/00
Мітки: дозгинальна, машина
Код посилання
<a href="https://ua.patents.su/3-8798-mashina-dozginalna.html" target="_blank" rel="follow" title="База патентів України">Машина дозгинальна</a>
Машина дозгинальна роликова

Номер патенту: 60633
Опубліковано: 15.10.2003
Автор: Артеменко Микола Григорович
МПК: B21D 5/00
Мітки: машина, дозгинальна, роликова
Формула / Реферат:
Машина дозгинальна роликова, яка складається зі станини, нижнього профільного робочого ролика із приводом його обертання, блока верхніх профільних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх роликів, засобів розформування трубної заготівки і механізмів вирівнювання і переміщення заготівок на позицію їх догнуття, кожний із яких містить з'єднані гідроциліндром нижній важіль і верхній, оснащений профільним...
Машина догинальна роликова

Номер патенту: 47080
Опубліковано: 17.06.2002
Автори: Запорожченко Валерій Федорович, Вальченко Сергій Борисович, Товпига Олексій Петрович, Танічев Олексій Григорович, Калашніков Олег Юрієвич, Коваленко Віталій Іванович
МПК: B21D 5/00
Мітки: роликова, догинальна, машина
Формула / Реферат:
1. Машина догинальна роликова, що складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блока верхніх профільних натискних робочих роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догинання, установлених з можливістю зворотного переміщення цих заготівок, роликів:...
Основов’язальна машина

Номер патенту: 49519
Опубліковано: 16.09.2002
Автори: Ловейкіна Світлана Олексіївна, Піпа Борис Федорович, Хомяк Олег Миколайович
МПК: D04B 23/00
Мітки: машина, основов'язальна
Формула / Реферат:
1. Основов'язальна машина, що містить електродвигун, головний вал, кінематично з'єднаний з електродвигуном, механізм в'язання, розташований на головному валу, механізм товароприймання, кінематично з'єднаний з головним валом, механізм подачі верхньої основи, кінематично з'єднаний з головним валом, механізм подачі нижньої основи, верхній та нижній навої, кінематично з'єднані відповідно з механізмом подачі верхньої та нижньої основи, яка...
Листоправильна машина
Номер патенту: 7596
Опубліковано: 15.06.2005
Автори: Смирнов Віктор Григорович, Гриценко Сергій Анатолійович, Титаренко Олександр Іванович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
Листоправильна машина, що містить встановлені в станині нижню касету з правильними роликами і зчленовану з механізмом переміщення по вертикалі верхню касету з правильними роликами, яка відрізняється тим, що механізм переміщення по вертикалі верхньої касети виконаний у вигляді клинової пари, причому верхня касета прикріплена до нижнього клина клинової пари, а верхній клин клинової пари зчленований із приводом переміщення.
Розтяжна машина

Номер патенту: 55029
Опубліковано: 17.03.2003
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 53/00, B21D 5/00, B21D 11/20
Формула / Реферат:
Розтяжна машина, що має станину, нерухому та тягнучу затискні головки, розтягуючий пристрій, рухому каретку з роликами, яка відрізняється тим, що вона додатково обладнана розміщеним в рухомій каретці повзуном з деформуючими роликами і приводом для його вертикального переміщення.
Попередній патент: Вібраційний грохот
Наступний патент: Пристрій для контролю осадження пилу на внутрішній поверхні аспіраційного повітроводу
Випадковий патент: Тривісний візок залізничної транспортної одиниці