Машина дозгинальна роликова

Формула / Реферат
Машина дозгинальна роликова, яка складається зі станини, нижнього профільного робочого ролика із приводом його обертання, блока верхніх профільних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх роликів, засобів розформування трубної заготівки і механізмів вирівнювання і переміщення заготівок на позицію їх догнуття, кожний із яких містить з'єднані гідроциліндром нижній важіль і верхній, оснащений профільним холостим роликом, яка відрізняється тим, що засоби розформування трубної заготівки виконані у вигляді двоштокових гідроциліндрів, які з кожного боку станини розміщені на додаткових важелях, рухомо встановлених на осях відповідних згадуваних профільних холостих роликів.
Текст
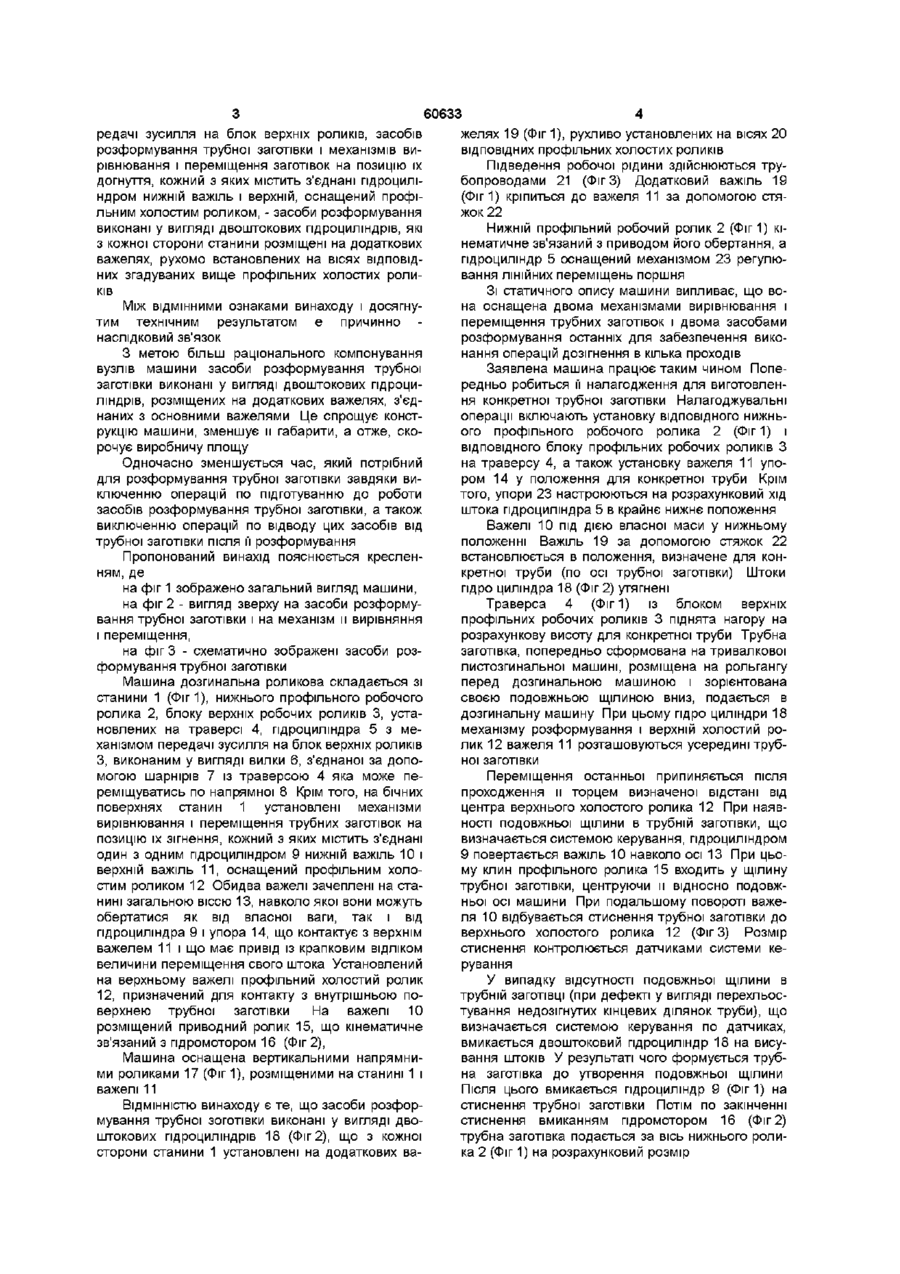
Машина дозгинальна роликова, яка складається зі станини, нижнього профільного робочого ролика із приводом його обертання, блока верхніх профільних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх роликів, засобів розформування трубної заготівки і механізмів вирівнювання і переміщення заготівок на позицію їх догнуття, кожний із яких містить з'єднані гідроциліндром нижній важіль і верхній, оснащений профільним холостим роликом, яка відрізняється тим, що засоби розформування трубної заготівки виконані у вигляді двоштокових гідроциліндрів, які з кожного боку станини розміщені на додаткових важелях, рухомо встановлених на осях ВІДПОВІДНИХ згадуваних профільних холостих роликів Винахід відноситься до галузі обробки металів тиском, а точніше - догнуття листового матеріалу при виробництві труб і призначений для використання в пристроях, що здійснюють дозігнення повздовжніх кінцевих ділянок листів після їх згинання на тривалковій листозгинальній машині Відома дозгинальна машина роликова, яка складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блоку верхніх профільних натискних робочих роликів, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догнуття, установлених з можливістю зворотного переміщення цих заготівок, роликів вертикальних напрямних і підтримуючого, а також системи керування (Дивись, наприклад патент України № 47080 А В21D 5/00) Недоліком цієї дозгинальної машини є відсутність в ній пристроїв для розформування трубної заготівки у випадках, коли мається дефект у вигляді зайвого зігнення - у цьому випадку повздовжні ділянки листового прокату перехрещені і повздовжній зазор відсутній Розформування трубної заготівки виконують за допомогою різних пристроїв, в результаті чого збільшується простій машини Цей недолік усунено у інший ВІДОМІЙ машині фірми „НАЕ USLER", котра приймається як прототип Відома та заявлена дозгинальні машини мають такі подібні ознаки станина, нижній профільний робочий ролик з приводом його обертання, блок верхніх профільних робочих роликів, гідроциліндр з механізмом передачі зусилля на блок верхніх роликів, засоби розформування трубної заготовки і механізми вирівнювання і переміщення заготівок на позицію їх догнуття, кожний із яких містить з'єднані друг з другом гідроциліндром нижній важіль і верхній, оснащений профільним холостим роликом Пристрій розформування трубної заготовки являє собою триступеневий маніпулятор, який розташований на окремому фундаменті і забезпечує переміщення виконавчих органів з метою розформування трубної заготовки уздовж та поперек и руху, а також по и висоті Це ускладнює конструкцію машини і потребує для її розміщення значної виробничої площі В основу винаходу покладена задача - спростити конструкцію дозгинальної машини і скоротити виробничу площу, яку вона потребує для установлення, шляхом зменшення її габаритів і завдяки технічному результату, який полягає в більш раціональному компонуванні вузлів машини Для досягнення цього технічного результату у дозгинальній машині, яка складається зі станини, нижнього профільного робочого ролика із приводом його обертання, блоку верхніх профільних робочих роликів, гідроциліндра з механізмом пе CO го (О о (О 60633 желях 19 (Фіг 1), рухливо установлених на вісях 20 ВІДПОВІДНИХ профільних холостих роликів Підведення робочої рідини здійснюються трубопроводами 21 (Фіг 3) Додатковий важіль 19 (Фіг1) кріпиться до важеля 11 за допомогою стяжок 22 Нижній профільний робочий ролик 2 (Фіг1) кінематичне зв'язаний з приводом його обертання, а гідроциліндр 5 оснащений механізмом 23 регулювання ЛІНІЙНИХ переміщень поршня Зі статичного опису машини випливає, що вона оснащена двома механізмами вирівнювання і переміщення трубних заготівок і двома засобами розформування останніх для забезпечення виконання операцій дозігнення в кілька проходів Заявлена машина працює таким чином Попередньо робиться її налагодження для виготовлення конкретної трубної заготівки Налагоджувальні операції включають установку ВІДПОВІДНОГО НИЖНЬОГО профільного робочого ролика 2 (Фіг 1) і ВІДПОВІДНОГО блоку профільних робочих роликів З на траверсу 4, а також установку важеля 11 упором 14 у положення для конкретної труби Крім того, упори 23 настроюються на розрахунковий хід штока гідроциліндра 5 в крайнє нижнє положення Важелі 10 під дієювласної маси у нижньому положенні Важіль 19 за допомогою стяжок 22 встановлюється в положення, визначене для конкретної труби (по осі трубної заготівки) Штоки гідро циліндра 18 (Фіг 2) утягнені Траверса 4 (Фіг 1) із блоком верхніх профільних робочих роликів 3 піднята нагору на розрахункову висоту для конкретної труби Трубна заготівка, попередньо сформована на тривалкової листозгинальної машині, розміщена на рольгангу перед дозгинальною машиною і зорієнтована своєю подовжньою щілиною вниз, подається в дозгинальну машину При цьому гідро циліндри 18 механізму розформування і верхній холостий ролик 12 важеля 11 розташовуються усередині трубної заготівки Переміщення останньої припиняється після проходження и торцем визначеної відстані від центра верхнього холостого ролика 12 При наявності подовжньої щілини в трубній заготівки, що визначається системою керування, гідроциліндром 9 повертається важіль 10 навколо осі 13 При цьому клин профільного ролика 15 входить у щілину трубної заготівки, центруючи и відносно подовжньої осі машини При подальшому повороті важеля 10 відбувається стиснення трубної заготівки до верхнього холостого ролика 12 (Фіг 3) Розмір стиснення контролюється датчиками системи керування У випадку відсутності подовжньої щілини в трубній заготівці (при дефекті у вигляді перехльостування недозігнутих кінцевих ділянок труби), що визначається системою керування по датчиках, вмикається двоштоковий гідроциліндр 18 на висування штоків У результаті чого формується трубМашина оснащена вертикальними напрямнина заготівка до утворення подовжньої щілини ми роликами 17 (Фіг 1), розміщеними на станині 1 і Після ЦЬОГО вмикається гідроциліндр 9 (Фіг 1) на важелі 11 стиснення трубної заготівки Потім по закінченні ВІДМІННІСТЮ винаходу є те, що засоби розфорстиснення вмиканням гідромотором 16 (Фіг 2) мування трубної зоготівки виконані у вигляді двотрубна заготівка подається за вісь нижнього ролиштокових гідроциліндрів 18 (Фіг 2), що з кожної ка 2 (Фіг 1) на розрахунковий розмір сторони станини 1 установлені на додаткових ва редачі зусилля на блок верхніх роликів, засобів розформування трубної заготівки і механізмів вирівнювання і переміщення заготівок на позицію їх догнуття, кожний з яких містить з'єднані гідроциліндром нижній важіль і верхній, оснащений профільним холостим роликом, - засоби розформування виконані у вигляді двоштокових гідроциліндрів, які з кожної сторони станини розміщені на додаткових важелях, рухомо встановлених на вісях ВІДПОВІДНИХ згадуваних вище профільних холостих роликів Між ВІДМІННИМИ ознаками винаходу і досягнутим технічним результатом є причинно наслідковий зв'язок З метою більш раціонального компонування вузлів машини засоби розформування трубної заготівки виконані у вигляді двоштокових гідроциліндрів, розміщених на додаткових важелях, з'єднаних з основними важелями Це спрощує конструкцію машини, зменшує и габарити, а отже, скорочує виробничу площу Одночасно зменшується час, який потрібний для розформування трубної заготівки завдяки виключенню операцій по підготуванню до роботи засобів розформування трубної заготівки, а також виключенню операцій по відводу цих засобів від трубної заготівки після її розформування Пропонований винахід пояснюється кресленням, де на фіг 1 зображено загальний вигляд машини, на фіг 2 - вигляд зверху на засоби розформування трубної заготівки і на механізм и вирівняння і переміщення, на фіг 3 - схематично зображені засоби розформування трубної заготівки Машина дозгинальна роликова складається зі станини 1 (Фіг1), нижнього профільного робочого ролика 2, блоку верхніх робочих роликів 3, установлених на траверсі 4, гідроциліндра 5 з механізмом передачі зусилля на блок верхніх роликів З, виконаним у вигляді вилки 6, з'єднаної за допомогою шарнірів 7 із траверсою 4 яка може переміщуватись по напрямної 8 Крім того, на бічних поверхнях станин 1 установлені механізми вирівнювання і переміщення трубних заготівок на позицію їх зігнення, кожний з яких містить з'єднані один з одним гідроциліндром 9 нижній важіль 10 і верхній важіль 11, оснащений профільним холостим роликом 12 Обидва важелі зачеплені на станині загальною віссю 13, навколо якої вони можуть обертатися як від власної ваги, так і від гідроциліндра 9 і упора 14, що контактує з верхнім важелем 11 і що має привід із крапковим ВІДЛІКОМ величини переміщення свого штока Установлений на верхньому важелі профільний холостий ролик 12, призначений для контакту з внутрішньою поверхнею трубної заготівки На важелі 10 розміщений приводний ролик 15, що кінематичне зв'язаний з гідромотором 16 (Фіг 2), При переміщенні трубна заготівка центрується вертикальними роликами 17 і зубом на нижньому ролику 2 Далі система керування включає гідроциліндр 5 на втягування штока При цьому блок роликів З притискає трубну заготівку до нижнього ролика 2, Міра притиснення контролюється системою керування по тиску або лінійному переміщенні штока Вмиканням гідромоторів трубна заготівка переміщується на дозгинання подовжніх кінцевих ділянок Після закінчення дозгинання за допомогою роликів 15 і 12 протилежного механізму 60633 вирівнювання і переміщення готова труба виводиться з машини для подальших операцій Таким чином завдяки виконанню засобів розформування трубної заготівки у вигляді двоштокових пдроцилиндрів, розміщених на додаткових важелях, конструкція машини у порівнянні з прототипам спрощується, її габарити зменшується, а отже, скорочується виробнича площа для її розташування Промисловий зразок машини виготовлений на ЗАТ «НКМЗ» для постачання Харцизькому трубному заводу 21 Комп'ютерна верстка С Волобуєв Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller bender
Назва патенту російськоюРоликовая догибочная машина
МПК / Мітки
МПК: B21D 5/00
Мітки: роликова, машина, дозгинальна
Код посилання
<a href="https://ua.patents.su/3-60633-mashina-dozginalna-rolikova.html" target="_blank" rel="follow" title="База патентів України">Машина дозгинальна роликова</a>
Машина догинальна роликова

Номер патенту: 47080
Опубліковано: 17.06.2002
Автори: Коваленко Віталій Іванович, Калашніков Олег Юрієвич, Танічев Олексій Григорович, Товпига Олексій Петрович, Запорожченко Валерій Федорович, Вальченко Сергій Борисович
МПК: B21D 5/00
Мітки: догинальна, роликова, машина
Формула / Реферат:
1. Машина догинальна роликова, що складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блока верхніх профільних натискних робочих роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догинання, установлених з можливістю зворотного переміщення цих заготівок, роликів:...
Зубчато-роликова передача

Номер патенту: 20128
Опубліковано: 25.12.1997
Автор: Лисенко Леонід Власович
МПК: F16H 1/24
Мітки: передача, зубчато-роликова
Формула / Реферат:
Зубчато-роликова передача, яка складається з шестерні в півциліндричних впадинах якої жорстко закріплені зуби - ролики з кроком не більшим 0,05 діаметра шестерні, з нею знаходиться в зачепленні зубчате колесо з півциліндричними впадинами, і відрізняється тим, що півциліндричні впадини в шестерні і зубчатому колесі мають радіус і глибину рівну радіусу зубів-роликів, зовнішня поверхня виступів зубів-роликів концентрична циліндричній поверхні...
Ввідна роликова коробка
Номер патенту: 34394
Опубліковано: 15.02.2001
Автори: Алексеев Володимир Павлович, Бабенко Михайло Антонович, Ковтуненко Володимир Євгенович, Варюхін Віктор Миколайович, Петрусенко Леонід Олександрович, Дарда Юрій Антонович, Чумаков Миколай Петрович
МПК: B21B 39/14
Мітки: роликова, ввідна, коробка
Формула / Реферат:
Роликовий вузол ввідної роликової коробки, що містить ролик на підшипниках кочення, між якими розміщене дистанційне кільце, який відрізняється тим, що дистанційне кільце встановлене з натягом, що дорівнює 0,0010,003 діаметра отвору ролика.
Зубчасто-роликова передача

Номер патенту: 60010
Опубліковано: 15.09.2003
Автори: Розенберг Олег Олександрович, Маховський Юрій Олексійович, Пащенко Володимир Олександрович, Півень Володимир Олександрович, Бавикин Олександр Єгорович, Микищенко Олександр Анатолійович, Рибак Валерій Якович
МПК: F16H 55/17, F16H 1/24
Мітки: зубчасто-роликова, передача
Формула / Реферат:
1. Зубчасто-роликова передача, що містить зубчасті колеса з круговим профілем западин зубів, ролики-зуби, розташовані у гвинтових западинах одного з коліс, фланці з отворами, призначені для утримання роликів-зубів, яка відрізняється тим, що кожен ролик-зуб виконаний збірним у вигляді втулок, насаджених з зазором на гнучку вісь, яка підтискає згадані втулки до поверхні гвинтових западин.2. 3убчасто-роликова передача за п.1, яка...
Зубчасто-роликова передача
Номер патенту: 59091
Опубліковано: 15.08.2003
Автори: Маховський Юрій Олексійович, Розенберг Олег Олександрович, Бавикин Олександр Єгорович, Микищенко Олександр Анатолійович, Пащенко Володимир Олександрович, Півень Володимир Олександрович, Рибак Валерій Якович
МПК: F16H 55/02, F16H 1/24
Мітки: передача, зубчасто-роликова
Формула / Реферат:
1. Зубчасто-роликова передача, що містить зубчасті колеса з круговим профілем зуб'їв, пружні елементи, які розміщені на торцях одного з коліс, призначені для утримання роликів-зуб'їв, розташованих у гвинтових западинах цього колеса, яка відрізняється тим, що пружні елементи являють собою дві пружини з регульованою силою стискання, зв'язані за допомогою тяг з кінцями роликів-зуб'їв.2. Зубчасто-роликова передача за п.1, яка відрізняється...
Попередній патент: Спосіб будівництва висотних споруд та пристрій для його здійснення
Наступний патент: Спосіб визначення типів конституції людини
Випадковий патент: Осаджуючий електрод електрофільтра