Машина догинальна роликова
Номер патенту: 47080
Опубліковано: 17.06.2002
Автори: Калашніков Олег Юрієвич, Вальченко Сергій Борисович, Запорожченко Валерій Федорович, Танічев Олексій Григорович, Коваленко Віталій Іванович, Товпига Олексій Петрович

Формула / Реферат
1. Машина догинальна роликова, що складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блока верхніх профільних натискних робочих роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догинання, установлених з можливістю зворотного переміщення цих заготівок, роликів: вертикальних напрямних і підтримуючого, а також системи керування, яка відрізняється тим, що верхні профільні натискні робочі ролики встановлені на кінцях осі, які симетрично нахилені відносно центральної частини, а сама вісь установлена в корпусі важеля з можливістю обертання навколо геометричної осі центральної частини і оснащена приводом.
2. Машина догинальна роликова за п. 1, яка відрізняється тим, що привід обертання осі виконано у вигляді черв'ячної пари, колесо якої закріплено на центральній частині осі.
3. Машина догинальна роликова за пп. 1 і 2, яка відрізняється тим, що всі гідроциліндри оснащені механізмами точного регулювання лінійних переміщень своїх поршнів, які виконані у вигляді рухомого упора, що взаємодіє одним кінцем з поршнем, а другим з приводом, наприклад черв'ячною парою, колесо якої взаємодіє з різьбовим хвостовиком упора.
Текст
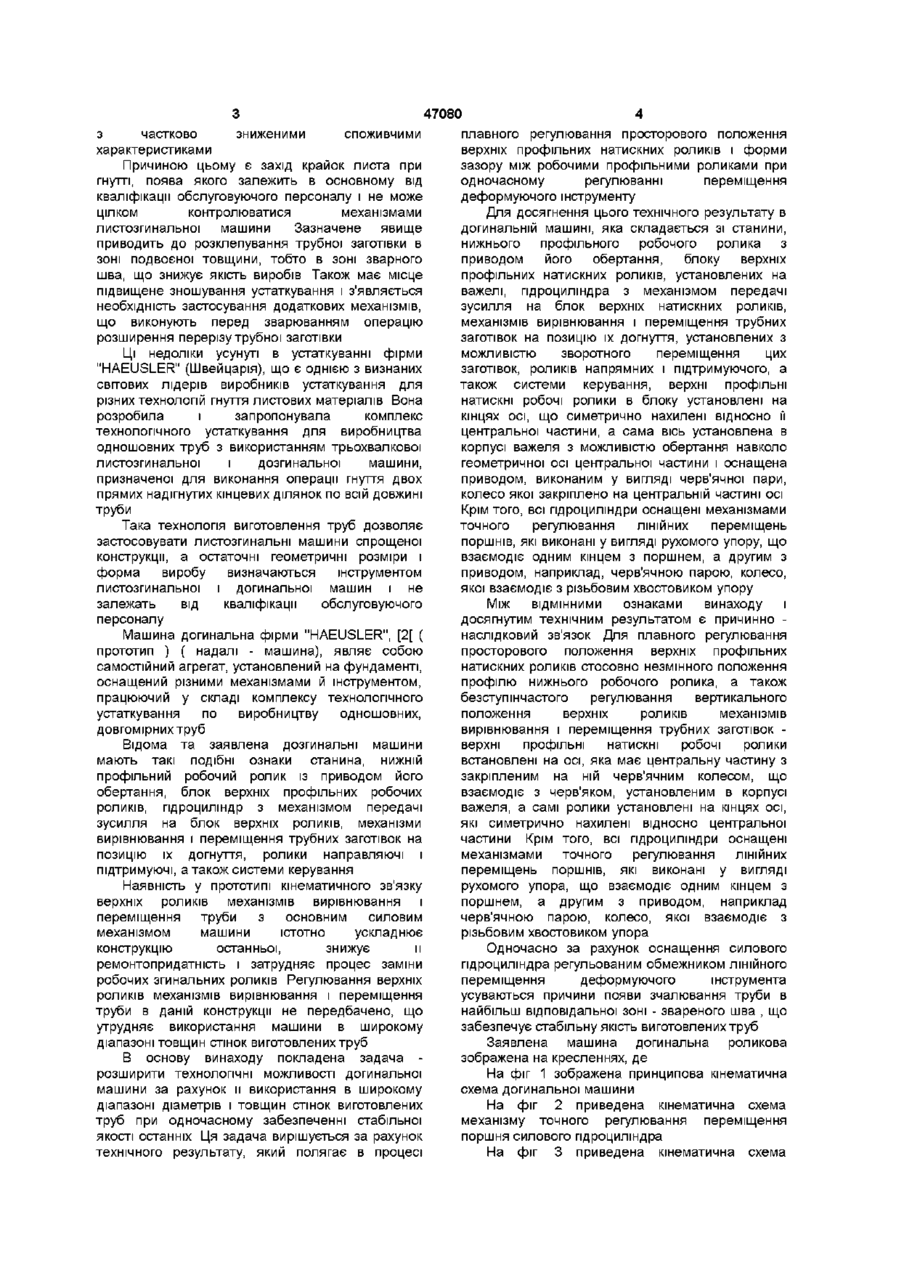
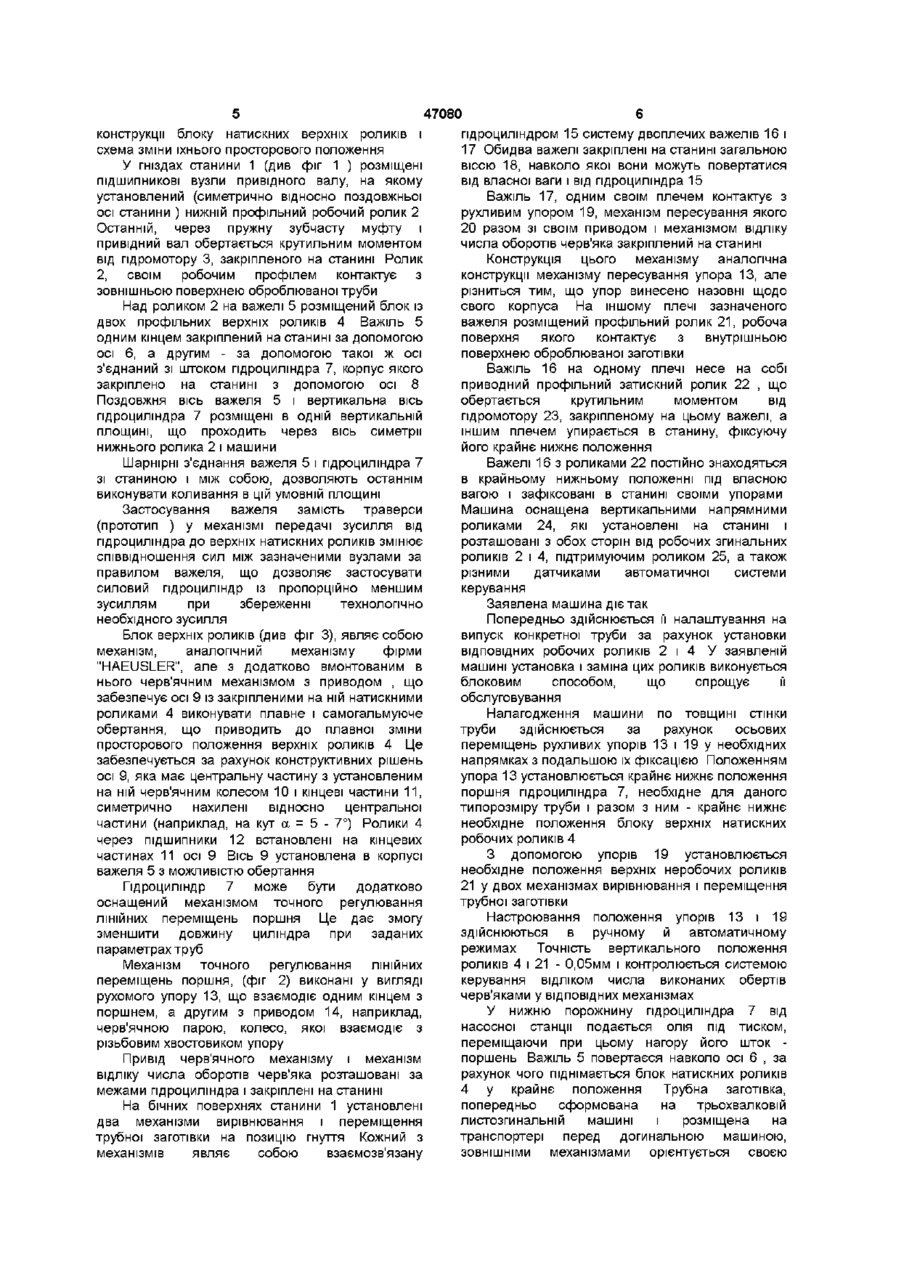
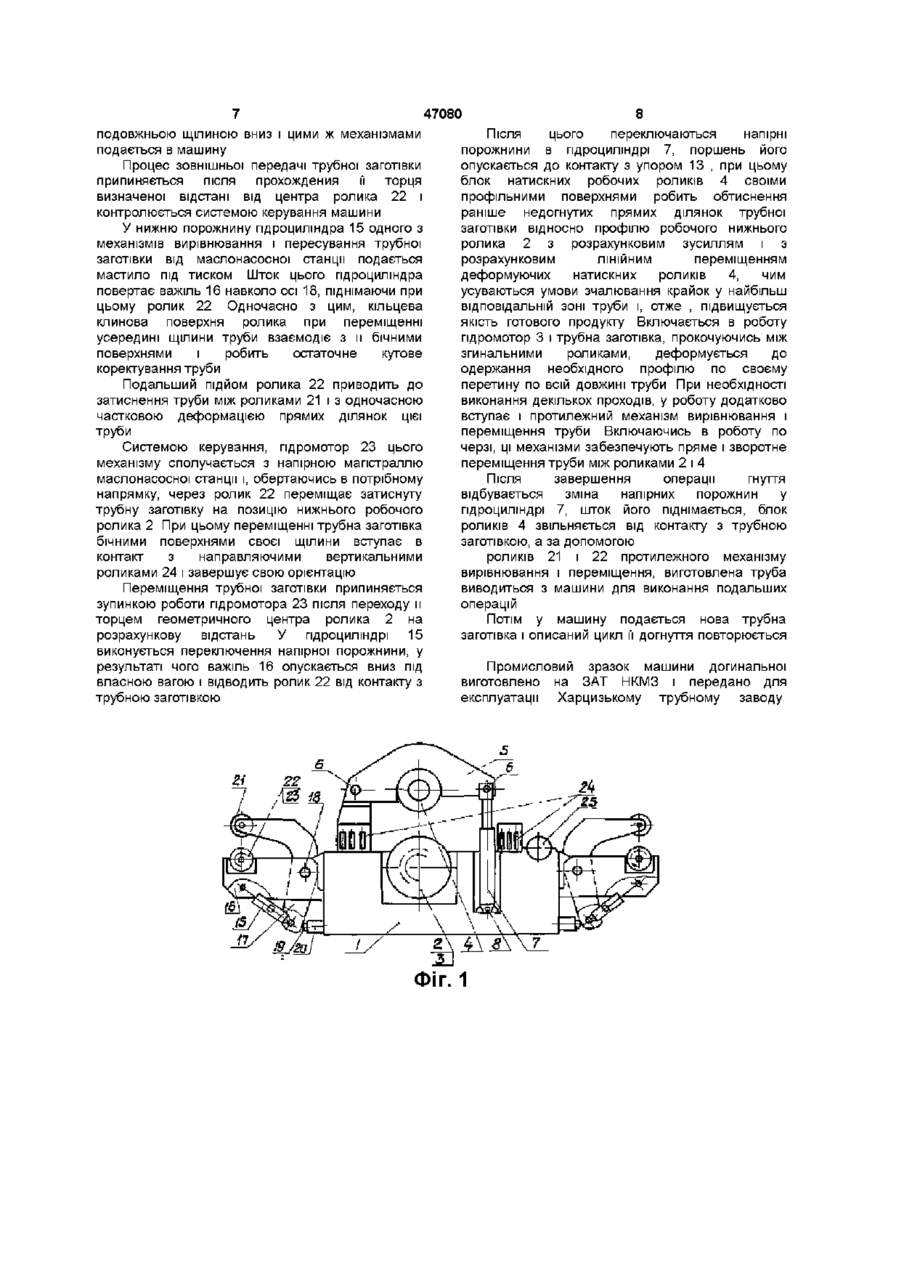
1 Машина догинальна роликова, що складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блока верхніх профільних натискних робочих роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних робочих роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догинання, установлених з можливістю зворотного переміщення цих заготівок, роликів вертикальних напрямних і підтримуючого, а також системи керування, яка відрізняється тим, що верхні профільні натискні робочі ролики встановлені на кінцях осі, які симетрично нахилені відносно центральної частини, а сама вісь установлена в корпусі важеля з можливістю обертання навколо геометричної осі центральної частини і оснащена приводом 2 Машина догинальна роликова за п 1, яка відрізняється тим, що привід обертання осі виконано у вигляді черв'ячної пари, колесо якої закріплено на центральній частині осі 3 Машина догинальна роликова за пп 1 і 2, яка відрізняється тим, що всі гідроциліндри оснащені механізмами точного регулювання ЛІНІЙНИХ переміщень своїх поршнів, які виконані у вигляді рухомого упора, що взаємодіє одним кінцем з поршнем, а другим з приводом, наприклад черв'ячною парою, колесо якої взаємодіє з різьбовим хвостовиком упора Винахід відноситься до області обробки металів тиском, а точніше - до гнуття листового матеріалу при виробництві труб і призначений для використання в пристроях, що здійснюють дозігнення поздовжніх кінцевих ділянок листів після їх згинання на трьохвалковій листозгинальній машині ВІДОМІ різні технології виготовлення одношовних труб (див , наприклад, Мошнін Є М "Гнуття і виправлення на ротаційних машинах", М "Машинобудування" 1967 р ) [1] Головним елементом усіх відомих технологій є наявність листозгинальної машини в складі будьякого технологічного комплексу устаткування Найбільше поширені трьохвалкові листозгинальні машини з різними схемами установки опорних валків мають загальний недолік - наявність прямих надігнутих кінцевих ділянок поперечного перерізу виробів (недогнуття), що випливає із самої кінематики зазначених машин 3 цієї причини ВІДОМІ технології використовують у складі устаткування по виробництву таких труб спеціальні механізми і агрегати, виконуючі попереднє підгинання подовжніх крайок в листах заготівках з наступним їх вальцюванням на листозгинальній машині Виготовленням труб за зазначеною технологією не забезпечується необхідна точність сполучення зварених крайок після виконання операції гнуття на листозгинальній машині і потрібно додаткове примусове вирівнювання труби перед и зварюванням, а самі механізми попереднього підгинання крайок характеризуються своєю складністю, вимагають наявності висококваліфікованого обслуговуючого персоналу, і істотно збільшують виробничі площі Застосування чотирьохвалкових листозгинальних машин усуває появу недогнуття, тому що конструкція останніх дозволяє виконувати гнуття листа з повним обертанням заготівки, а технологія виготовлення труб не вимагає попереднього чи заключного гнуття крайок листа Однак, такий спосіб характеризується наявністю браку виробів, або виготовленням труб О 00 о 47080 з частково зниженими споживчими характеристиками Причиною цьому є захід крайок листа при гнутті, поява якого залежить в основному від кваліфікації обслуговуючого персоналу і не може цілком контролюватися механізмами листозгинальної машини Зазначене явище приводить до розклепування трубної заготівки в зоні подвоєної товщини, тобто в зоні зварного шва, що знижує якість виробів Також має місце підвищене зношування устаткування і з'являється необхідність застосування додаткових механізмів, що виконують перед зварюванням операцію розширення перерізу трубної заготівки Ці недоліки усунуті в устаткуванні фірми "HAEUSLER" (Швейцарія), що є однією з визнаних світових лідерів виробників устаткування для різних технологій гнуття листових матеріалів Вона розробила і запропонувала комплекс технологічного устаткування для виробництва одношовних труб з використанням трьохвалкової листозгинальної і дозгинальної машини, призначеної для виконання операції гнуття двох прямих надігнутих кінцевих ділянок по всій довжині труби Така технологія виготовлення труб дозволяє застосовувати листозгинальні машини спрощеної конструкції, а остаточні геометричні розміри і форма виробу визначаються інструментом листозгинальної і догинальної машин і не залежать від кваліфікації обслуговуючого персоналу Машина догинальна фірми "HAEUSLER", [2[ ( прототип ) ( надалі - машина), являє собою самостійний агрегат, установлений на фундаменті, оснащений різними механізмами й інструментом, працюючий у складі комплексу технологічного устаткування по виробництву одношовних, довгомірнихтруб Відома та заявлена дозгинальні машини мають такі подібні ознаки станина, нижній профільний робочий ролик із приводом його обертання, блок верхніх профільних робочих роликів, гідроциліндр з механізмом передачі зусилля на блок верхніх роликів, механізми вирівнювання і переміщення трубних заготівок на позицію їх догнуття, ролики направляючі і підтримуючі, а також системи керування Наявність у прототипі кінематичного зв'язку верхніх роликів механізмів вирівнювання і переміщення труби з основним силовим механізмом машини істотно ускладнює конструкцію останньої, знижує и ремонтопридатність і затрудняє процес заміни робочих згинальних роликів Регулювання верхніх роликів механізмів вирівнювання і переміщення труби в даній конструкції не передбачено, що утрудняє використання машини в широкому діапазоні товщин стінок виготовлених труб В основу винаходу покладена задача розширити технологічні можливості догинальної машини за рахунок и використання в широкому діапазоні діаметрів і товщин стінок виготовлених труб при одночасному забезпеченні стабільної якості останніх Ця задача вирішується за рахунок технічного результату, який полягає в процесі плавного регулювання просторового положення верхніх профільних натискних роликів і форми зазору між робочими профільними роликами при одночасному регулюванні переміщення деформуючого інструменту Для досягнення цього технічного результату в догинальній машині, яка складається зі станини, нижнього профільного робочого ролика з приводом його обертання, блоку верхніх профільних натискних роликів, установлених на важелі, гідроциліндра з механізмом передачі зусилля на блок верхніх натискних роликів, механізмів вирівнювання і переміщення трубних заготівок на позицію їх догнуття, установлених з можливістю зворотного переміщення цих заготівок, роликів напрямних і підтримуючого, а також системи керування, верхні профільні натискні робочі ролики в блоку установлені на кінцях осі, що симетрично нахилені відносно її центральної частини, а сама вісь установлена в корпусі важеля з можливістю обертання навколо геометричної осі центральної частини і оснащена приводом, виконаним у вигляді черв'ячної пари, колесо якої закріплено на центральній частині осі Крім того, всі гідроциліндри оснащені механізмами точного регулювання ЛІНІЙНИХ переміщень поршнів, які виконані у вигляді рухомого упору, що взаємодіє одним кінцем з поршнем, а другим з приводом, наприклад, черв'ячною парою, колесо, якої взаємодіє з різьбовим хвостовиком упору Між ВІДМІННИМИ ознаками винаходу і досягнутим технічним результатом є причинно наслідковий зв'язок Для плавного регулювання просторового положення верхніх профільних натискних роликів стосовно незмінного положення профілю нижнього робочого ролика, а також безступінчастого регулювання вертикального положення верхніх роликів механізмів вирівнювання і переміщення трубних заготівок верхні профільні натискні робочі ролики встановлені на осі, яка має центральну частину з закріпленим на ній черв'ячним колесом, що взаємодіє з черв'яком, установленим в корпусі важеля, а самі ролики установлені на кінцях осі, які симетрично нахилені відносно центральної частини Крім того, всі гідроциліндри оснащені механізмами точного регулювання ЛІНІЙНИХ переміщень поршнів, які виконані у вигляді рухомого упора, що взаємодіє одним кінцем з поршнем, а другим з приводом, наприклад черв'ячною парою, колесо, якої взаємодіє з різьбовим хвостовиком упора Одночасно за рахунок оснащення силового гідроциліндра регульованим обмежником ЛІНІЙНОГО переміщення деформуючого інструмента усуваються причини появи зчалювання труби в найбільш відповідальної зоні - звареного шва , що забезпечує стабільну якість виготовлених труб Заявлена машина догинальна роликова зображена на кресленнях, де На фіг 1 зображена принципова кінематична схема догинальної машини На фіг 2 приведена кінематична схема механізму точного регулювання переміщення поршня силового гідроциліндра На фіг 3 приведена кінематична схема 47080 конструкції блоку натискних верхніх роликів і схема зміни їхнього просторового положення У гніздах станини 1 (див фіг 1 ) розміщені ПІДШИПНИКОВІ вузли привідного валу, на якому установлений (симетрично відносно поздовжньої осі станини ) нижній профільний робочий ролик 2 Останній, через пружну зубчасту муфту і привідний вал обертається крутильним моментом від гідромотору 3, закріпленого на станині Ролик 2, своїм робочим профілем контактує з зовнішньою поверхнею оброблюваної труби Над роликом 2 на важелі 5 розміщений блок із двох профільних верхніх роликів 4 Важіль 5 одним кінцем закріплений на станині за допомогою осі 6, а другим - за допомогою такої ж осі з'єднаний зі штоком гідроциліндра 7, корпус якого закріплено на станині з допомогою осі 8 Поздовжня вісь важеля 5 і вертикальна вісь гідроциліндра 7 розміщені в одній вертикальній площині, що проходить через вісь симетрії нижнього ролика 2 і машини Шарнірні з'єднання важеля 5 і гідроциліндра 7 зі станиною і між собою, дозволяють останнім виконувати коливання в цій умовній площині Застосування важеля замість траверси (прототип ) у механізмі передачі зусилля від гідроциліндра до верхніх натискних роликів змінює співвідношення сил між зазначеними вузлами за правилом важеля, що дозволяє застосувати силовий гідроциліндр із пропорційно меншим зусиллям при збереженні технологічно необхідного зусилля Блок верхніх роликів (див фіг 3), являє собою механізм, аналогічний механізму фірми "HAEUSLER", але з додатково вмонтованим в нього черв'ячним механізмом з приводом , що забезпечує осі 9 із закріпленими на ній натискними роликами 4 виконувати плавне і самогальмуюче обертання, що приводить до плавної зміни просторового положення верхніх роликів 4 Це забезпечується за рахунок конструктивних рішень осі 9, яка має центральну частину з установленим на ній черв'ячним колесом 10 і кінцеві частини 11, симетрично нахилені відносно центральної частини (наприклад, на кут а = 5 - 7°) Ролики 4 через підшипники 12 встановлені на кінцевих частинах 11 осі 9 Вісь 9 установлена в корпусі важеля 5 з можливістю обертання Гідроциліндр 7 може бути додатково оснащений механізмом точного регулювання ЛІНІЙНИХ переміщень поршня Це дає змогу зменшити довжину циліндра при заданих параметрах труб Механізм точного регулювання ЛІНІЙНИХ переміщень поршня, (фіг 2) виконані у вигляді рухомого упору 13, що взаємодіє одним кінцем з поршнем, а другим з приводом 14, наприклад, черв'ячною парою, колесо, якої взаємодіє з різьбовим хвостовиком упору Привід черв'ячного механізму і механізм відліку числа оборотів черв'яка розташовані за межами гідроциліндра і закріплені на станині На бічних поверхнях станини 1 установлені два механізми вирівнювання і переміщення трубної заготівки на позицію гнуття Кожний з механізмів являє собою взаємозв'язану гідроциліндром 15 систему двоплечих важелів 16 і 17 Обидва важелі закріплені на станині загальною віссю 18, навколо якої вони можуть повертатися від власної ваги і від гідроциліндра 15 Важіль 17, одним своїм плечем контактує з рухливим упором 19, механізм пересування якого 20 разом зі своїм приводом і механізмом відліку числа оборотів черв'яка закріплений на станині Конструкція цього механізму аналогічна конструкції механізму пересування упора 13, але різниться тим, що упор винесено назовні щодо свого корпуса На іншому плечі зазначеного важеля розміщений профільний ролик 21, робоча поверхня якого контактує з внутрішньою поверхнею оброблюваної заготівки Важіль 16 на одному плечі несе на собі приводний профільний затискний ролик 22 , що обертається крутильним моментом від гідромотору 23, закріпленому на цьому важелі, а іншим плечем упирається в станину, фіксуючу його крайнє нижнє положення Важелі 16 з роликами 22 постійно знаходяться в крайньому нижньому положенні під власною вагою і зафіксовані в станині своїми упорами Машина оснащена вертикальними напрямними роликами 24, які установлені на станині і розташовані з обох сторін від робочих згинальних роликів 2 і 4, підтримуючим роликом 25, а також різними датчиками автоматичної системи керування Заявлена машина діє так Попередньо здійснюється її налаштування на випуск конкретної труби за рахунок установки ВІДПОВІДНИХ робочих роликів 2 і 4 У заявленій машині установка і заміна цих роликів виконується блоковим способом, що спрощує її обслуговування Налагодження машини по товщині стінки труби здійснюється за рахунок осьових переміщень рухливих упорів 13 і 19 у необхідних напрямках з подальшою їх фіксацією Положенням упора 13 установлюється крайнє нижнє положення поршня гідроциліндра 7, необхідне для даного типорозміру труби і разом з ним - крайнє нижнє необхідне положення блоку верхніх натискних робочих роликів 4 З допомогою упорів 19 установлюється необхідне положення верхніх неробочих роликів 21 у двох механізмах вирівнювання і переміщення трубної заготівки Настроювання положення упорів 13 і 19 здійснюються в ручному й автоматичному режимах Точність вертикального положення роликів 4 і 21 - 0,05мм і контролюється системою керування ВІДЛІКОМ числа виконаних обертів черв'яками у ВІДПОВІДНИХ механізмах У нижню порожнину гідроциліндра 7 від насосної станції подається олія під тиском, переміщаючи при цьому нагору його шток поршень Важіль 5 повертаєся навколо осі 6 , за рахунок чого піднімається блок натискних роликів 4 у крайнє положення Трубна заготівка, попередньо сформована на трьохвалковій листозгинальній машині і розміщена на транспортері перед догинальною машиною, ЗОВНІШНІМИ механізмами орієнтується своєю 47080 подовжньою щілиною вниз і цими ж механізмами подається в машину Процес зовнішньої передачі трубної заготівки припиняється після прохождения її торця визначеної відстані від центра ролика 22 і контролюється системою керування машини У нижню порожнину гідроциліндра 15 одного з механізмів вирівнювання і пересування трубної заготівки від маслонасосної станції подається мастило під тиском Шток цього гідроциліндра повертає важіль 16 навколо осі 18, піднімаючи при цьому ролик 22 Одночасно з цим, кільцева клинова поверхня ролика при переміщенні усередині щілини труби взаємодіє з и бічними поверхнями і робить остаточне кутове коректування труби Подальший підйом ролика 22 приводить до затиснення труби між роликами 21 і з одночасною частковою деформацією прямих ділянок цієї труби Системою керування, гідромотор 23 цього механізму сполучається з напірною магістраллю маслонасосної станції і, обертаючись в потрібному напрямку, через ролик 22 переміщає затиснуту трубну заготівку на позицію нижнього робочого ролика 2 При цьому переміщенні трубна заготівка бічними поверхнями своєї щілини вступає в контакт з направляючими вертикальними роликами 24 і завершує свою орієнтацію Переміщення трубної заготівки припиняється зупинкою роботи гідромотора 23 після переходу и торцем геометричного центра ролика 2 на розрахункову відстань У гідроциліндрі 15 виконується переключення напірної порожнини, у результаті чого важіль 16 опускається вниз під власною вагою і відводить ролик 22 від контакту з трубною заготівкою 8 Після ЦЬОГО переключаються напірні порожнини в гідроциліндрі 7, поршень його опускається до контакту з упором 13 , при цьому блок натискних робочих роликів 4 своїми профільними поверхнями робить обтиснення раніше недогнутих прямих ділянок трубної заготівки відносно профілю робочого нижнього ролика 2 з розрахунковим зусиллям і з розрахунковим ЛІНІЙНИМ переміщенням деформуючих натискних роликів 4, чим усуваються умови зчалювання крайок у найбільш відповідальній зоні труби і, отже , підвищується якість готового продукту Включається в роботу гідромотор 3 і трубна заготівка, прокочуючись між згинальними роликами, деформується до одержання необхідного профілю по своєму перетину по всій довжині труби При необхідності виконання декількох проходів, у роботу додатково вступає і протилежний механізм вирівнювання і переміщення труби Включаючись в роботу по черзі, ці механізми забезпечують пряме і зворотне переміщення труби між роликами 2 і 4 Після завершення операції гнуття відбувається зміна напірних порожнин у гідроциліндрі 7, шток його піднімається, блок роликів 4 звільняється від контакту з трубною заготівкою, а за допомогою роликів 21 і 22 протилежного механізму вирівнювання і переміщення, виготовлена труба виводиться з машини для виконання подальших операцій Потім у машину подається нова трубна заготівка і описаний цикл її догнуття повторюється Промисловий зразок машини догинальної виготовлено на ЗАТ НКМЗ і передано для експлуатації Харцизькому трубному заводу ФІГ. 1 47080 10 Фіг. 2 Фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюValchenko Serhii Borysovych, Kovalenko Vitalii Ivanovych, Kalashnikov Oleh Yuriiovych, Tanichev Oleksii Hryhorovych
Автори російськоюВальченко Сергей Борисович, Коваленко Виталий Иванович, Калашников Олег Юрьевич, Таничев Алексей Григорьевич
МПК / Мітки
МПК: B21D 5/00
Мітки: машина, догинальна, роликова
Код посилання
<a href="https://ua.patents.su/5-47080-mashina-doginalna-rolikova.html" target="_blank" rel="follow" title="База патентів України">Машина догинальна роликова</a>
Зубчато-роликова передача

Номер патенту: 20128
Опубліковано: 25.12.1997
Автор: Лисенко Леонід Власович
МПК: F16H 1/24
Мітки: зубчато-роликова, передача
Формула / Реферат:
Зубчато-роликова передача, яка складається з шестерні в півциліндричних впадинах якої жорстко закріплені зуби - ролики з кроком не більшим 0,05 діаметра шестерні, з нею знаходиться в зачепленні зубчате колесо з півциліндричними впадинами, і відрізняється тим, що півциліндричні впадини в шестерні і зубчатому колесі мають радіус і глибину рівну радіусу зубів-роликів, зовнішня поверхня виступів зубів-роликів концентрична циліндричній поверхні...
Універсальна шпиндельна ротаційно-обтискна машина
Номер патенту: 38088
Опубліковано: 15.05.2001
Автори: Безкровний Михайло Григорович, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
Мітки: універсальна, ротаційно-обтискна, машина, шпиндельна
Текст:
...блоку. Зусилля від роликів 19 через повзуни 15 передається на бійки 16, а потім на заготовку. За рахунок відцентрових сил після кожного обтискнення по взуни 15 разом з прокладками 17 та бійками 16 повертаються в початковий стан, а подавальний та тягн учий 8 пристрій в момент розвантаження переміщають заготовку на потрібний крок подавання. При такій обробці дротин повзушки 18 з роликами 19 займають одне й те ж положення в опорному кільці 14...
Роликова волока

Номер патенту: 13236
Опубліковано: 28.02.1997
Автори: Атаманчук Юрій Арнольдович, Мартинов Вячеслав Іванович, Миргородський Євген Вадимович, Хижняк Володимир Дмитрович, Лобанов Олександр Іванович
МПК: B21C 3/08
Формула / Реферат:
Роликовая волока, включающая корпус, установленные в нем в несколько рядов подушки с роликами, нажимные винты и размещенные между подушками и нажимными винтами упругие элементы, отличающаяся тем, что каждая подушка снабжена резьбовым элементом, под которые в нажимных винтах выполнены осевые отверстия, при этом упругие элементы выполнены в виде тарельчатых пружин с максимальной величиной прогиба, равной 0,5-3 шага резьбы резьбового элемента...
Кульково-роликова опора кочення

Номер патенту: 25390
Опубліковано: 30.10.1998
Автори: Воробйов Вадим Миколайович, Векерик Василь Іванович, Воробйов Микола Степанович
МПК: F16C 19/00
Мітки: опора, кульково-роликова, кочення
Формула / Реферат:
Кульково-роликова опора кочення, яка складається з опорних і розділяючих меншого діаметру тіл кочення та кілець з біговими доріжками, розділяючі тіла кочення розташовані почергово між опорними тілами кочення на біговій доріжці нерухомого кільця, яка відрізняється тим, що тіла кочення виконані у вигляді роликів І кульок, роликові тіла кочення виготовлені вгнутими, з радіусом вгнутості на 5 - 10% більшим за радіус кульок у зоні їх контакту,...
Розтяжна машина

Номер патенту: 43149
Опубліковано: 15.11.2001
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 5/00, B21D 11/20
Формула / Реферат:
Розтяжна машина, що має станину, нерухому та тягнучу зажимні головки, розтягуючий пристрій, рухому каретку з роликами, яка відрізняється тим, що в розтяжній машині перед нерухомою зажимною головкою розташовані декілька пар роликів для попереднього гофрування штабової заготовки при її переміщені за допомогою рухомої каретки, додатково обладнаної зажимним механізмом для захвату заготовки.
Попередній патент: Екстрактор
Наступний патент: Спосіб лікування гнійно-запальних захворювань м’яких тканин щелепно-лицьової ділянки
Випадковий патент: Горизонтально-осьова вітроустановка