Спосіб термічного оброблення чавунних прокатних валків
Номер патенту: 88119
Опубліковано: 10.09.2009
Автори: Хричиков Валерій Євгенович, Іванова Людмила Харитонівна, Івонін Ілля Валерійович, Колотило Євген Вікторович
Формула / Реферат
Спосіб термічного оброблення чавунних прокатних валків, що включає нагрівання робочого шару валка до температури, що перевищує температуру точки АС3, багаторазове проміжне охолодження на повітрі до температури, нижчої за температуру точки Аkr1, розігрівання робочого шару до температури, вищої за точку AнC1, витримку на повітрі та остаточне охолодження, який відрізняється тим, що нагрівання здійснюють до температури вище точки АC3 на 120-130 °С зі швидкістю V=12(7-5D) град/год., проміжне охолодження, яке виконують примусово, та розігрівання робочого шару за рахунок свого тепла проводять кількістю N=5(D+0,1) разів, а витримку на повітрі - протягом часу τ=4(21D+1) хв., де D - діаметр валка, м, після чого проводять остаточне охолодження з піччю зі швидкістю V=20-30 град/год.
Текст
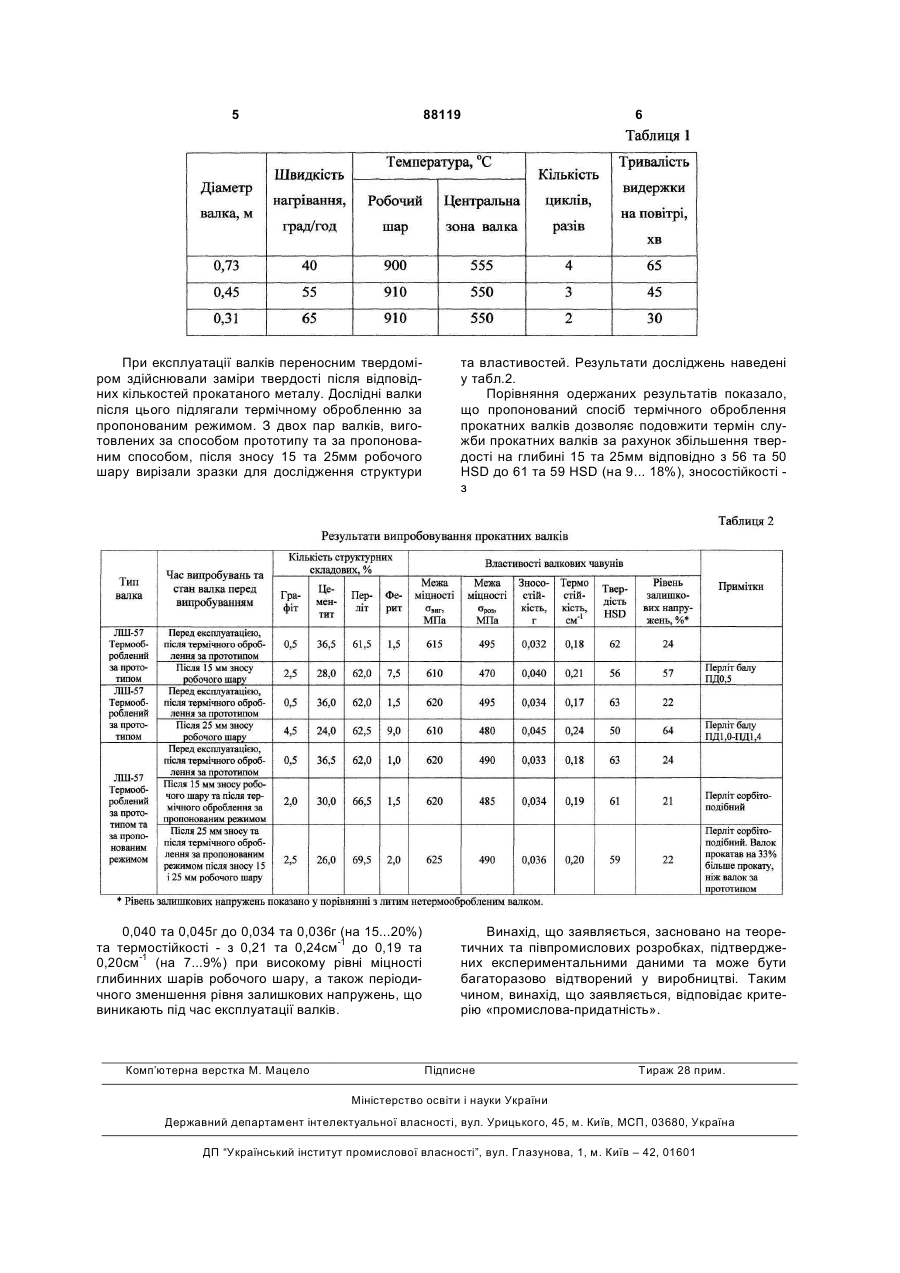
Спосіб термічного оброблення чавунних прокатних валків, що включає нагрівання робочого 3 88119 4 чуванні валка, багаторазово підвищувати основні витрату енергії, або евтектоїдне перетворення властивості - твердість та міцність у більш глибинпроходить не на всю глибину робочого шару. них шарів робочого шару, тим самим збільшуючи Встановлено, що примусове охолодження необзагальний термін служби прокатного валка. хідно вести зі швидкостями у границях Зазначена задача вирішується розробкою 20...30°С/хв. Зменшення швидкості охолодження способу термічного оброблення чавунних прокатменше за 20°С/хв. не забезпечує досягнення нених валків, що включає нагрівання робочого шару обхідного рівня твердості, а збільшення понад валка до температури, що перевищує температуру 30°С/хв. викликає тріщиноутворення. точки Ас3, багаторазове проміжне охолодження на Після останнього цикла примусового охолоповітрі до температури нижче за температуру точдження здійснюється витримка на повітрі до темки Аkr1, розігрівання робочого шару до температуператури робочого шару 540-560°С та охолодженри вище за точку Анc1, витримку та остаточне охоня з піччю. Таким чином при завантаженні валка у лодження, який відрізняється тим, що нагрівання піч, яка розігріта до температури 540...560°С, по здійснюють до температури вище точки Ас3 на перерізу валка практично відсутній перепад тем120... 130°С зі швидкістю V=12(7-5D)град/год, проператур, що й є основою для утворення залишкоміжне примусове охолодження та розігрівання вих напружень. Охолодження зі швидкістю робочого шару за рахунок свого тепла проводять V=20...30град/год забезпечує мінімальний рівень кількістю N=5(D+0,1) разів, а витримку на повітрі залишкових напружень та надійну роботу валка. Суть винаходу, що заявляється, не визначена протягом t=4(21D+1)хв, де D - діаметр валка в м, у явному вигляді з відомого авторам рівня техніки. після чого проводять остаточне охолодження з Сукупність ознак, які характеризують відомі рішенпіччю зі швидкістю V=20...30 град/год. ня, не забезпечують досягнення нових властивосЗа наявними у авторів відомостями сукупність тей, і тільки наявність перерахованих відмінних ознак, що заявляються та характеризують сутність ознак дозволяє одержати новий технічний резульспособу термічного оброблення є раніше невідотат. Таким чином, винахід, що заявляється відпомими. Таким чином, запропонований винахід відвідає критерію «винахідницький рівень». повідає критерію «новизна». Приклади здійснення способу. Режим термічного оброблення обґрунтовуєтьВ умовах кафедри ливарного виробництва ся наступним. Національної металургійної академії, ВАТ «ДніпНагрівання валка здійснюється зі швидкістю, ропетровський завод прокатних валків», а також що забезпечує розігрівання робочого шару до тена ВАТ «Дніпропетровський металургійний завод мператури, яка перевищує температуру точки Ас3 ім.Петровського» провели серії експериментів по на 120... 130°С (параметр V), за цього забезпечудослідженню впливу режимів термічного обробється розігрівання центральної частини валка до лення за способом прототипу и пропонованому. температури 540...560°С. Така температура була Були відлиті партії валків з діаметром бочок 0,31, встановлена як оптимальна для зменшення зали0,45 та 0,73м. Для лиття використовували чавуни шкових напружень для валкових високоміцних такого складу, мас.%: чавунів. При встановленні цього був проведений вуглець 3,12-3,20, активний експеримент із застосуванням плану за кремній 1,4-1,6, типом латинського квадрату. За критерії, що харамарганець 0,54-0,63, ктеризували систему, були обрані характеристики фосфор 0,11-0,18, твердості, границі міцності при вигині, ударної в'ясірка до 0,01, зкості, термо- та зносостійкості. Температура хром 0,31-0,41, 540...560°С забезпечувала зменшення напружень нікель 1,1-1,3, на 70...80% при підвищенні ударної в'язкості на 12, РЗМ 0,21-0,30, границі міцності при вигині на 8...15, термознососзалізо решта. тійкості на 15...20%. Підвищення температури наПри відпрацьовуванні пропонованого режиму у грівання віще за 560°С приводило до значного валках різних розмірів були зроблені отвори по зменшення твердості та зносостійкості, а зменрадіусах бочок на різні глибини до центральної шення її нижче за 540°С не дозволяло зменшити частини та зачековані ХА-датчики температури. рівень залишкових напружень більше ніж на Підготовлені таким чином валки підлягали нагрі30...45%. Нагрівання робочого шару зі швидкістю V ванню з різними швидкостями та експериментальзабезпечує необхідну температуру по всій глибині ним шляхом встановили оптимальний діапазон робочого шару (25-35мм). При нагріванні до темшвидкостей нагрівання, що забезпечував одночаператур, що перевищують точку Ас3 менше за сне нагрівання робочого шару валків до темпера120°С не досягається необхідна глибина прогрітури Ac3+120.. 130°С та серцевини до 540... 560°С. вання робочого шару та необхідна температура у Одержані дані підпадали під такий вираз V=12(7серцевині валка, перегрівання ж до температур, 5D)град/год, де D - діаметр валка в м. На цих же що перевищують точку Ас3 більше ніж на 130°С натурних зразках встановили кількість циклів викликає нераціональну витрату енергії. «примусове охолодження-розігрівання за рахунок Охолодження та розігрівання робочого шару свого тепла» та тривалість витримки на повітрі для до температур на 20...30°С нижче та вище точок валків різних діаметрів, а також необхідні кількість Аrr1 та Анс1, відповідно, робили для того, щоб евтециклів N=5(D+0,1) разів та тривалість витримки ктоїдне перетворення пройшло по всій глибині робочого шару (25...35мм). Розширення цього інt=4(21D+1)хв, де D - діаметр валка в мм. Результервалу температур викликає або необґрунтовану тати експериментів наведені у табл.1. 5 88119 6 При експлуатації валків переносним твердоміром здійснювали заміри твердості після відповідних кількостей прокатаного металу. Дослідні валки після цього підлягали термічному обробленню за пропонованим режимом. З двох пар валків, виготовлених за способом прототипу та за пропонованим способом, після зносу 15 та 25мм робочого шару вирізали зразки для дослідження структури та властивостей. Результати досліджень наведені у табл.2. Порівняння одержаних результатів показало, що пропонований спосіб термічного оброблення прокатних валків дозволяє подовжити термін служби прокатних валків за рахунок збільшення твердості на глибині 15 та 25мм відповідно з 56 та 50 HSD до 61 та 59 HSD (на 9... 18%), зносостійкості з 0,040 та 0,045г до 0,034 та 0,036г (на 15...20%) та термостійкості - з 0,21 та 0,24см-1 до 0,19 та 0,20см-1 (на 7...9%) при високому рівні міцності глибинних шарів робочого шару, а також періодичного зменшення рівня залишкових напружень, що виникають під час експлуатації валків. Винахід, що заявляється, засновано на теоретичних та півпромислових розробках, підтверджених експериментальними даними та може бути багаторазово відтворений у виробництві. Таким чином, винахід, що заявляється, відповідає критерію «промислова-придатність». Комп’ютерна верстка М. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of cast iron forming rolls
Автори англійськоюKhrychykov Valerii Yevhenovych, Ivanova Liudmyla Kharytonivna, Kolotylo Yevhen Viktorovych, Ivonin Illia Valeriiovych
Назва патенту російськоюСпособ термической обработки чугунных прокатных валков
Автори російськоюХрычиков Валерий Евгеньевич, Иванова Людмила Харитоновна, Колотило Евгений Викторович, Ивонин Илья Валериевич
МПК / Мітки
Мітки: термічного, прокатних, спосіб, валків, оброблення, чавунних
Код посилання
<a href="https://ua.patents.su/3-88119-sposib-termichnogo-obroblennya-chavunnikh-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного оброблення чавунних прокатних валків</a>
Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
МПК: F23D 14/46
Мітки: чавунних, валків, наплавлення, прокатних, сталевих, газового, спосіб, автоматичного
Формула / Реферат:
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Ревякін Олександр Миколайович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
МПК: B22D 27/20, B22D 19/16
Мітки: лиття, спосіб, прокатних, чавунних, двошарових, валків
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 62257
Опубліковано: 16.10.2006
Автори: Будаг'янц Микола Абрамович, Балаклієць Ігор Альбінович, Філіпов Валентин Семенович, Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Сирота Олександр Олексійович
МПК: B22D 25/00, B22D 27/20
Мітки: чавунних, спосіб, двошарових, лиття, валків, прокатних
Формула / Реферат:
Пружна муфта, що містить ведучу і ведену півмуфти та першу групу обладнаних пружними обмежувачами гідроциліндрів, циліндри яких закріплені на веденій півмуфті, а штоки зв'язані з ведучою півмуфтою за допомогою шарнірів, осі яких паралельні осі муфти, циліндри гідравлічно зв'язані робочими порожнинами між собою і з пристроєм для забезпечення пружності гідравлічного ланцюга, виконаним у вигляді другої групи гідроциліндрів, оснащених пружними...
Спосіб нанесення теплоізолюючих покриттів на кокілі при литті чавунних прокатних валків
Номер патенту: 74728
Опубліковано: 16.01.2006
Автори: Філіпов Валентин Семенович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович, Кондратенко Віктор Іванович, Сирота Олександр Олексійович, Балаклієць Ігор Альбінович
МПК: B22D 13/00
Мітки: кокілі, нанесення, прокатних, чавунних, спосіб, валків, теплоізолюючих, покриттів, литті
Формула / Реферат:
Спосіб нанесення теплоізолюючих покриттів на кокілі при литті чавунних прокатних валків, що включає підігрів кокілю до 50-90 °С і нанесення на його робочу поверхню теплоізолюючого покриття за допомогою відцентрового розпилювача у вертикальній площині, швидкість обертання якого складає 600-1500 об/хв, швидкість переміщення 12-18 см/с, а витрата теплоізолюючого покриття складає 0,257-0,780 л/с, який відрізняється тим, що покриття наносять...
Спосіб автоматичного газополум’яного наплавлення сталевих і чавунних прокатних валків сортових станів
Номер патенту: 42409
Опубліковано: 10.07.2009
Автори: Утешев Олег Євгенович, Тракшинський Роман Борисович
МПК: F23D 14/46
Мітки: сталевих, чавунних, прокатних, автоматичного, валків, газополум'яного, наплавлення, спосіб, сортових, станів
Формула / Реферат:
Спосіб автоматичного газополум'яного наплавлення чавуном сталевих і чавунних прокатних валків сортових станів, що включає використання металопорошкової шихти, технологічних флюсів і модифікуючих присадок і який здійснюють за допомогою спеціального двосекційного пальника газового, який відрізняється тим, що подачу рідкої ванни металу на поверхню калібра валка, розташованого горизонтально, здійснюють в зазор між профілем калібра і профілем...
Попередній патент: Сплав із заданою електропровідністю
Наступний патент: Вуглевмісна композиція для нагрівника курильного виробу та курильний виріб негорючого типу