Спосіб одержання твердих сплавів
Номер патенту: 90830
Опубліковано: 25.05.2010
Автори: Сердюк Юрій Дмитрович, Прокопів Назар Миколайович, Харченко Олег Валентинович, Прокопів Микола Михайлович
Формула / Реферат
Спосіб одержання твердих сплавів, який включає формування заготовки, компресійне спікання під тиском, що не перевищує 10 МПа, при температурі рідкофазного спікання з наступним охолодженням до кімнатної температури, який відрізняється тим, що перед охолодженням тиск знижують до 2×10-5-1×10-4 МПа, а охолодження проводять при цьому тиску зі швидкістю 50-150 град./хв.
Текст
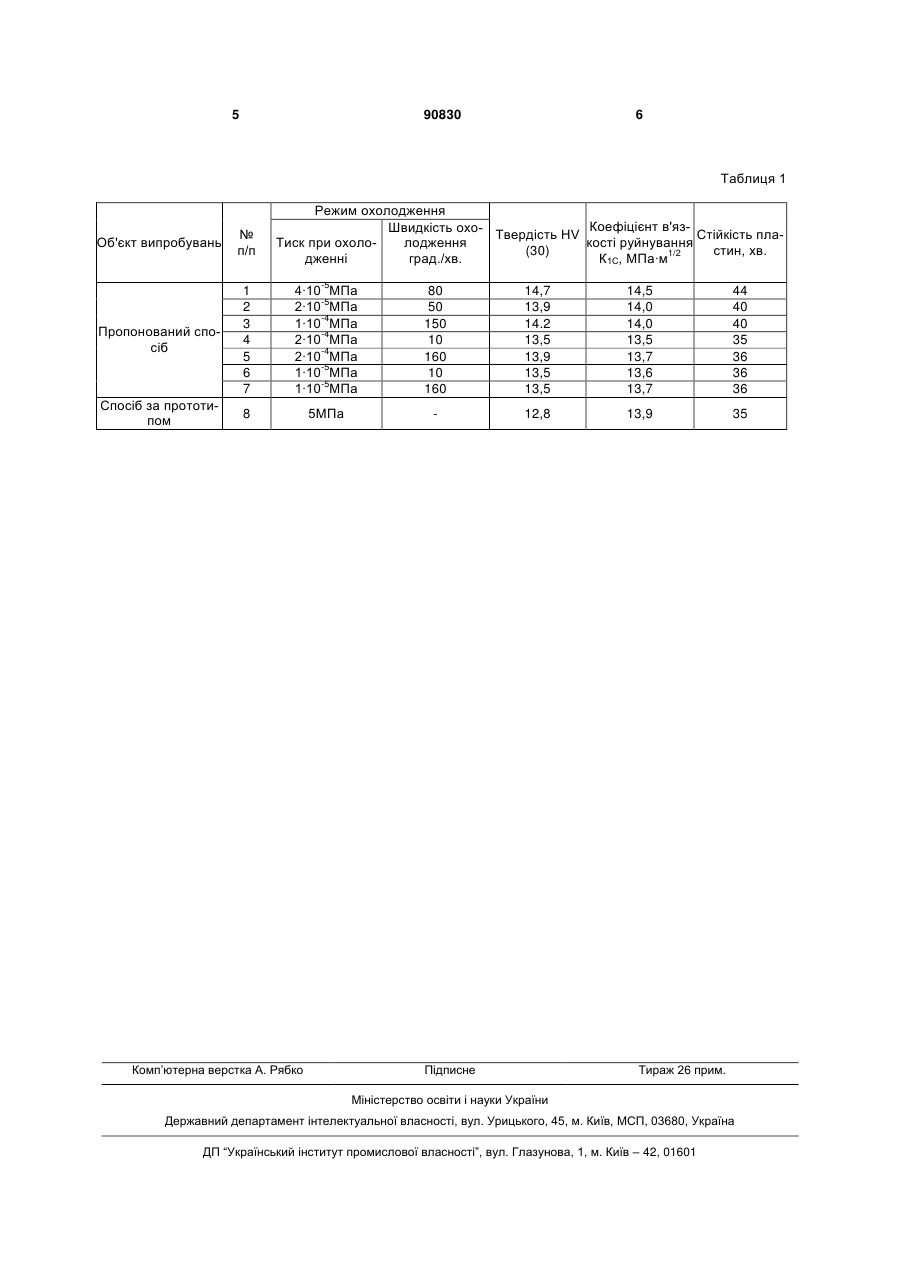
Спосіб одержання твердих сплавів, який включає формування заготовки, компресійне спікання під тиском, що не перевищує 10 МПа, при температурі рідкофазного спікання з наступним охолодженням до кімнатної температури, який відрізняється тим, що перед охолодженням тиск знижують до 2 10-5-1 10-4 МПа, а охолодження проводять при цьому тиску зі швидкістю 50-150 град./хв. (19) (21) a200907500 (22) 17.07.2009 (24) 25.05.2010 (46) 25.05.2010, Бюл.№ 10, 2010 р. (72) ПРОКОПІВ МИКОЛА МИХАЙЛОВИЧ, ХАРЧЕНКО ОЛЕГ ВАЛЕНТИНОВИЧ, ПРОКОПІВ НАЗАР МИКОЛАЙОВИЧ, СЕРДЮК ЮРІЙ ДМИТРОВИЧ (73) ІНСТИТУТ НАДТВЕРДИХ МАТЕРІАЛІВ ІМ. В.М. БАКУЛЯ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, ПРОКОПІВ МИКОЛА МИХАЙЛОВИЧ, ХАРЧЕНКО ОЛЕГ ВАЛЕНТИНОВИЧ, ПРОКОПІВ НАЗАР МИКОЛАЙОВИЧ, СЕРДЮК ЮРІЙ ДМИТРОВИЧ (56) RU 2133296 C1, 20.07.1999 RU 2021882 C1, 30.10.1994 3 Після компресійного спікання у сплаві відсутні крупні пори, зменшується залишкова пористість, збільшується міцність при згині в порівнянні з ГОСТ 3882-74 на 25-30%. Недоліком описаного способу як і попереднього, є те, що після стадії спікання пористої заготовки у вакуумі, після її ущільнення до закритої пористості в структурі залишаються мікропори та крупні пори до 6%. Наступне спікання під тиском газу хоч і зменшує, але повністю не ліквідовує їх. Разом з тим газ, завдяки малому радіусу атома проникає в існуючі пори та створює нові. Крім того він розчиняється (до 20 об'ємів) у рідкому кобальті. Під час охолодження газ виділяючись з рідкої фази утворює нові пори, а осідаючи на границях зерен WC-WC та WC-Со послаблює їх міцність. Внаслідок цього зменшується коефіцієнт в'язкості руйнування К1С, а також знижуються експлуатаційні властивості особливо при механічній обробці металу, де діють високі температури та навантаження. До того ж газ в порах буде розширюватись та ініціювати термомеханічні навантаження. В основу винаходу покладено завдання такого вдосконалення способу одержання твердих сплавів, при якому забезпечується зменшення залишкової пористості сплаву, підвищення коефіцієнта в'язкості руйнування К1С, внаслідок чого підвищується стійкість інструменту виготовленого із цього сплаву при експлуатації. Для цього у способі одержання твердих сплавів, який включає формування заготовки, компресійне спікання під тиском газу, що не перевищує 10МПа при температурі рідкофазного спікання з наступним охолодженням, згідно винаходу перед охолодженням тиск газу знижують до 2·10-5-1·10-4МПа, а охолодження проводять при цьому ж тиску до кімнатної температури зі швидкістю 50-150град./хв. В результаті проведення охолодження згідно пропонованого способу газ, який знаходився в об'ємі сплаву, витягується на поверхню спеченого сплаву, і таким чином зменшується залишкова пористість та напруження в його структурі. Як наслідок, покращується контакт зерен WC-WC, підвищується коефіцієнт в'язкості руйнування К1С на 0,9МПа·м1/2 та на 25-30% експлуатаційні властивості. Пропонований нами спосіб здійснюється наступним чином. 90830 4 Приклад 1 На графітову тарілку діаметром 180мм укладаємо сформовані з твердосплавного порошку заготовки розміром 6,3×6,3×44мм. Після закриття печі, відкачуємо з неї повітря і створюємо вакуум р=2·10-4МПа. Після цього включаємо нагрів і піднімаємо температуру зі швидкістю 25град/хв. При температурі 600°С±10°С витримуємо зразки впродовж 30хв., а потім нагріваємо зі швидкістю 20град/хв., до 1000°С. Проводимо витримку при цій температурі впродовж 30хв., а потім піднімаємо температуру до 1370°С із швидкістю 25град/хв. При температурі спікання сплаву 1370°С та вакуумі р=2·10-4МПа робимо витримку 10хв. для отримання закритої пористості спеченого сплаву напускаємо газ (аргон) в об'єм печі до тиску р=3,0МПа. При досягненні тиску р=3,0МПа і температури спікання 1370°С витримуємо зразки 20хв. Після закінченням ізотермічної витримки відкачуємо газ впродовж 5-10хв. до створення вакууму р=4·10-5МПа і проводять охолодження, зі швидкістю 80град./хв. Охолодження у вакуумі проводимо від температури рідкофазного спікання, або не нижче від температури 1340°С (температура існування рідкої фази). Швидкість охолодження підтримуємо до температури 500°С. Коефіцієнт в'язкості руйнування визначали за стандартними методиками. Визначення стійкості отриманого з твердого сплаву інструменту проводили на заготовці із сталі 40Х з режимами різання V=68-72м/хв.; t=0,5мм; S=0,11мм/об. Спосіб було реалізовано також при граничних (приклади 2-3) і при виході за границі (приклади 4-7) пропонованих режимних параметрів, а також при однакових умовах за прототипом. Порівняльні характеристики сплаву спеченого за пропонованим способом зведені в таблицю, додається. Як видно з таблиці, при реалізації пропонованих в способі одержання твердих сплавів режимних параметрів, одержано твердий сплав ВК10 ОМ, показники коефіцієнта в'язкості руйнування та твердості якого в 1,1 рази перевищують відповідні показники твердого сплаву ВК10 ОМ, одержаного за способом, який взято в якості прототипу, а стійкість, виготовленого з цього сплаву різального інструменту, збільшилась в 1,2 рази. Спосіб прийнятний для спікання всіх марок твердих сплавів. 5 90830 6 Таблиця 1 Режим охолодження Коефіцієнт в'язШвидкість охоТвердість HV Стійкість плакості руйнування Тиск при охололодження (30) стин, хв. 1/2 К1С, МПа·м дженні град./хв. Об'єкт випробувань № п/п Пропонований спосіб 1 2 3 4 5 6 7 4·10-5МПа 2·10-5МПа 1·10-4МПа 2·10-4МПа 2·10-4МПа 1·10-5МПа 1·10-5МПа 80 50 150 10 160 10 160 14,7 13,9 14.2 13,5 13,9 13,5 13,5 14,5 14,0 14,0 13,5 13,7 13,6 13,7 44 40 40 35 36 36 36 Спосіб за прототипом 8 5МПа 12,8 13,9 35 Комп’ютерна верстка А. Рябко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hard alloys
Автори англійськоюProkopiv Mykola Mykhailovych, Kharchenko Oleh Valentynovych, Prokopiv Nazar Mykolaiovych, Serdiuk Yurii Dmytrovych
Назва патенту російськоюСпособ получения твердых сплавов
Автори російськоюПрокопив Николай Михайлович, Харченко Олег Валентинович, Прокопив Назар Николаевич, Сердюк Юрий Дмитриевич
МПК / Мітки
Мітки: одержання, твердих, сплавів, спосіб
Код посилання
<a href="https://ua.patents.su/3-90830-sposib-oderzhannya-tverdikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання твердих сплавів</a>
Спосіб одержання твердих сплавів
Номер патенту: 47725
Опубліковано: 25.02.2010
Автори: Харченко Олег Валентинович, Прокопів Назар Миколайович, Сердюк Юрій Дмитрович, Прокопів Микола Михайлович
Мітки: сплавів, спосіб, одержання, твердих
Формула / Реферат:
Спосіб одержання твердих сплавів, що включає формування заготовки, компресійне спікання у вакуумі під тиском, що не перевищує 10 МПа при температурі рідкофазного спікання з наступним охолодженням до кімнатної температури, який відрізняється тим, що перед охолодженням тиск знижують до 2·10-5-1·10-4 МПа, а охолодження проводять при цьому тиску зі швидкістю 50-150° C/ хв.
Спосіб одержання твердих сплавів
Номер патенту: 44117
Опубліковано: 25.09.2009
Автори: Прокопів Назар Миколайович, Прокопів Микола Михайлович, Харченко Олег Валентинович
Мітки: твердих, сплавів, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання твердих сплавів, що включає пресування шихти, спікання на першій стадії при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою впродовж 30-40 хв., а на другій стадії при нагріванні із швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою протягом 3-20 хв., після цього температуру знижують до температури твердофазного спікання 1200-1250 °С і здійснюють витримку...
Спосіб одержання твердих сплавів
Номер патенту: 37244
Опубліковано: 25.11.2008
Автори: Прокопів Микола Михайлович, Прокопів Назар Миколайович, Харченко Олег Валентинович
Мітки: твердих, одержання, спосіб, сплавів
Формула / Реферат:
Спосіб одержання твердих сплавів, який включає пресування шихти, спікання при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою протягом 30-40 хв., а потім здійснюють нагрівання із швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою, який відрізняється тим, що після нагрівання до температури рідкофазного спікання проводять витримку протягом 3-20 хв., а після цього температуру знижують...
Спосіб одержання твердих сплавів
Номер патенту: 85351
Опубліковано: 12.01.2009
Автори: Харченко Олег Валентинович, Прокопів Назар Миколайович, Прокопів Микола Михайлович
Мітки: спосіб, твердих, сплавів, одержання
Формула / Реферат:
Спосіб одержання твердих сплавів, який включає пресування шихти, спікання при нагріванні зі швидкістю 35-40 град./хв. до 800-850 °С з наступною витримкою упродовж 30-40 хв., нагрівання зі швидкістю 50-55 град./хв. до температури рідкофазного спікання з наступною витримкою, який відрізняється тим, що після нагрівання до температури рідкофазного спікання проводять витримку упродовж 3-20 хв., а після цього температуру знижують до температури...
Спосіб одержання порошку з кускових відходів твердих сплавів
Номер патенту: 50591
Опубліковано: 15.08.2005
Автор: Нестерчук Анатолій Іванович
Мітки: порошку, відходів, спосіб, одержання, кускових, твердих, сплавів
Формула / Реферат:
Земляне полотно в засолених ґрунтах, що містить насип з гідроізолюючим прошарком, яке відрізняється тим, що гідроізолюючий прошарок виконаний з ущільненого глинистого ґрунту завтовшки 10-14 см.
Попередній патент: Керована трансмісія транспортного засобу
Наступний патент: Мікрохвильовий резонатор
Випадковий патент: Анкер закладний проміжного рейкового скріплення