Спосіб виготовлення вкладиша для гільзи протеза кінцівки
Номер патенту: 92230
Опубліковано: 11.10.2010
Автори: Хмелевська Ірина Орестівна, Щетиніна Любов Григорівна, Бєлєвцова Людмила Олегівна, Ватолінський Леонід Єлівфєрієвич, Корнєєв Сергій Вікторович, Луковенко Олександр Олександрович
Формула / Реферат
Спосіб виготовлення вкладиша для гільзи протеза кінцівки, відповідно до якого із листового термоформівного матеріалу вирізають заготовку вкладиша приймальної гільзи, по гіпсовій моделі формують опорний елемент, який разом із заготовкою вкладиша вулканізують до затвердіння, та обрізають зайві виступи на краях, який відрізняється тим, що вирізають заготовку опорного елемента із листового матеріалу, виготовленого із силіконової гумової суміші, накладають її на дистальний відділ гіпсової моделі кукси та формують по гіпсовій моделі, із листового матеріалу, виготовленого із силіконової гумової суміші, вирізають заготовку оболонки вкладиша, обгортають нею модель кукси разом із заготовкою опорного елемента та формують по поверхні гіпсової моделі, поверх одержаної заготовки розміщують трикотажну еластичну трубку, герметизують за допомогою чохла із ПВА-плівки та вакуумують протягом 30 хвилин, після цього одержану заготовку вулканізують спочатку при температурі не вище 100±5 °С протягом 15 хвилин, а потім при температурі 120±5 °С протягом 2 годин.
Текст
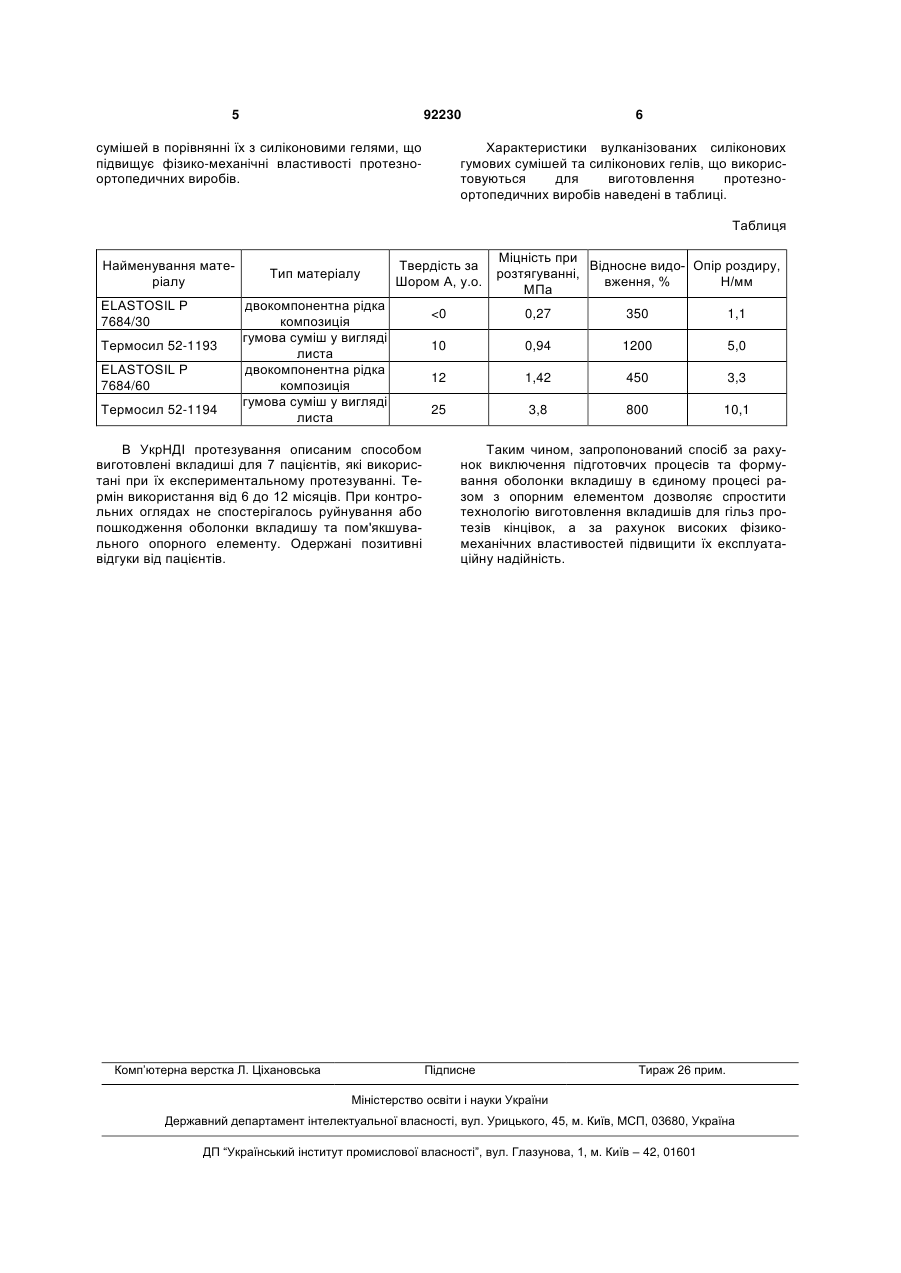
Спосіб виготовлення вкладиша для гільзи протеза кінцівки, відповідно до якого із листового термоформівного матеріалу вирізають заготовку вкладиша приймальної гільзи, по гіпсовій моделі формують опорний елемент, який разом із заготовкою вкладиша вулканізують до затвердіння, та обрізають зайві виступи на краях, який відрізняється тим, що вирізають заготовку опорного елемента із листового матеріалу, виготовленого із силіконової гумової суміші, накладають її на дистальний відділ гіпсової моделі кукси та формують по гіпсовій моделі, із листового матеріалу, виготовленого із силіконової гумової суміші, вирізають заготовку оболонки вкладиша, обгортають нею модель кукси разом із заготовкою опорного елемента та формують по поверхні гіпсової моделі, поверх одержаної заготовки розміщують трикотажну еластичну трубку, герметизують за допомогою чохла із ПВА-плівки та вакуумують протягом 30 хвилин, після цього одержану заготовку вулканізують спочатку при температурі не вище 100±5 °С протягом 15 хвилин, а потім при температурі 120±5 °С протягом 2 годин. UA (21) a200814360 (22) 15.12.2008 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) ХМЕЛЕВСЬКА ІРИНА ОРЕСТІВНА, ЩЕТИНІНА ЛЮБОВ ГРИГОРІВНА, ВАТОЛІНСЬКИЙ ЛЕОНІД ЄЛІВФЄРІЄВИЧ, КОРНЄЄВ СЕРГІЙ ВІКТОРОВИЧ, БЄЛЄВЦОВА ЛЮДМИЛА ОЛЕГІВНА, ЛУКОВЕНКО ОЛЕКСАНДР ОЛЕКСАНДРОВИЧ (73) УКРАЇНСЬКИЙ НАУКОВО-ДОСЛІДНИЙ ІНСТИТУТ ПРОТЕЗУВАННЯ, ПРОТЕЗОБУДУВАННЯ ТА ВІДНОВЛЕННЯ ПРАЦЕЗДАТНОСТІ (56) RU 2166302 C2, 10.05.2001 UA 77848 C2, 15.01.2007 SU 1528482 A1, 15.12.1989 SU 1731208 A1, 07.05.1992 SU 1739990 A1, 15.06.1992 UA 61430 A, 15.11.2003 UA 55719 C2, 15.06.2005 RU 2192208 C2, 14.11.1996 GB 2195256 A, 07.04.1988 US 4923475, 08.05.1990 WO 99/17686, 15.04.1999 C2 2 (19) 1 3 пластику у вигляді чашки з отвором. В отвір чашки заливають суміш силіконового гелю з каталізатором. Вулканізують 45 хвилин при кімнатній температурі. Одержаний пом'якшувальний елемент розміщують на гіпсовій моделі, надягають необхідну кількість шарів трикотажної трубки, надягають на них чохол із ПВА-плівки, в отвір чохла заливають силіконовий гель з каталізатором, розподіляють композицію по поверхні моделі, вулканізують 2 години, знімають одержаний вкладиш і обрізають проксимальний ободок оболонки. Недоліками цього способу є складність та довготривалість процесу через необхідність попереднього приготування композиції для виготовлення пом'якшувального елементу та окремо для виготовлення оболонки вкладишу з армуванням. Недоліком також є недовговічність вкладишу через відшарування пом'якшувального елементу від оболонки за незначний час експлуатації, особливо в місцях стиковки пом'якшувального елементу з оболонкою. Відомий також спосіб виготовлення вкладиша приймальної гільзи для протеза кінцівки по патенту UA №77848, 2007р., відповідно до якого із листового термоформівного газонаповненого матеріалу, наприклад із педіліну, вирізають заготовку оболонки вкладиша (в оригіналі заготовки вкладиша) приймальної гільзи в формі зрізаного конуса, склеюють її та розігрівають до пом'якшення матеріалу, розміщують її на гіпсову модель кукси так, щоб висота заготовки виступала над краєм моделі на 4-5см, по гіпсовій моделі формують опорний елемент, для цього: в отвір зрізаного конуса заготовки до рівня висоти опорного елемента заливають силіконову композицію з каталізатором, вулканізують протягом 30-35хв., обрізають зайві виступи країв, із листового газонаповненого матеріалу формують денце вкладиша. Цей спосіб прийнято за прототип. Недоліками відомого способу є те, що силіконова композиція має дуже слабку адгезію до газонаповненого матеріалу із якого виготовляється вкладиш. Внаслідок цього, в процесі експлуатації, опорний елемент відшаровується від вкладиша і руйнується протягом незначного терміну. Крім того процес потребує підготовки композиції та окремого виготовлення денця, що ускладнює виготовлення вкладиша для приймальної гільзи протеза кінцівки. Технічною задачею винаходу є підвищення міцності та спрощення процесу виготовлення вкладишу для гільзи протезу. Ця задача вирішена тим, що в способі виготовлення вкладишу для гільзи протеза кінцівки, відповідно до якого із листового термоформівного матеріалу, вирізають заготовку оболонки вкладиша приймальної гільзи, по гіпсовій моделі формують опорний елемент, який разом із заготовкою оболонки вкладиша вулканізують до затвердіння, та обрізають зайві виступи на краях, відмінністю є те, що вирізають заготовку опорного елемента із листового матеріалу, виготовленого із силіконової гумової суміші, наприклад, із Термосилу 52-1193 з показником твердості за Шором А - (8-12) у.о.; накладають її на дистальний відділ гіпсової моделі кукси та формують по гіпсовій моделі; із листового 92230 4 матеріалу, виготовленого із силіконової гумової суміші, наприклад із Термосилу 52-1194 з показником твердості по Шору А -(23 - 25) у.о., вирізають заготовку оболонки вкладиша; обгортають нею модель кукси разом із заготовкою опорного елементу та формують по поверхні гіпсової моделі; поверх одержаної заготовки розміщують трикотажну еластичну трубку, герметизують за допомогою чохла із ПВА-плівки та вакуумують протягом 30 хвилин; після цього одержану заготовку вулканізують спочатку при температурі не вище 100±5°С протягом 15 хвилин, а потім при температурі 120±5°С протягом 2 годин. Використання листового матеріалу, виготовленого із гумової суміші, дозволяє вилучити із процесу виготовлення вкладишу операції підготовки та змішування силіконового гелю з каталізатором. Виготовлення опорного елемента із листової гумової суміші, наприклад, із Термосилу 52-1193 з твердістю за Шором А - (8-12) у.о. дозволяє в опорній області дистального відділу кукси одержати необхідне для опорного елементу пом'якшення, а заготовка оболонки вкладиша з твердістю за Шором А - (23-25) у.о. забезпечує необхідну міцність виробу. Фізико-механічні властивості вулканізованих гумових сумішей значно вищі, ніж вулканізованої композиції із низькомолекулярного силікону, що значно підвищує стійкість вкладиша до механічних пошкоджень. Висока міцність вулканізованих силіконових гумових сумішей дозволяє використовувати їх без армування, а висока пластичність, при необхідності, дозволяє проводити моделювання заготовки вкладишу з різною товщиною в зонах навантаження кукси. Спосіб реалізують наступним чином. Із листа силіконової гумової суміші, наприклад, із Термосилу 52-1193 з показником твердості за Шором А в межах (8-12) у.о., вирізають заготовку опорного елементу і накладають її на гіпсову модель кукси та формують по гіпсовій моделі. Із листа силіконової гумової суміші, наприклад, із Термосилу 52-1194 з показником твердості по Шору А (23-25) у.о., вирізають заготовку оболонки, обгортають нею модель кукси разом з опорним елементом та моделюють заготовку по поверхні гіпсової моделі. Поверх одержаної заготовки надягають трикотажну еластичну трубку, поверх неї чохол із ПВА-плівки, загерматизований з одного кінця. Незагерматизований кінець приєднують до вакуум установки і вакуумують заготовку протягом 30хв. Трикотажна еластична трубка виконує роль вакуумпроводу. Після цього заготовку вкладишу на гіпсовій моделі розташовують у термошафі і вулканізують спочатку при температурі не вище 100±5°С протягом 15 хвилин, а потім при температурі 120±5°С протягом 2 годин. Після охолодження до кімнатної температури одержаний вкладиш знімають з гіпсової моделі кукси і по посадочному кільцю обрізають зайві виступи по краях. Одержаний вкладиш для в опорній області кукси має подвійну структуру із пом'якшувального опорного елементу та більш жорсткого шару, здатного нести навантаження. Експериментальні дослідження свідчать про підвищені фізико-механічні властивості гумових 5 92230 сумішей в порівнянні їх з силіконовими гелями, що підвищує фізико-механічні властивості протезноортопедичних виробів. 6 Характеристики вулканізованих силіконових гумових сумішей та силіконових гелів, що використовуються для виготовлення протезноортопедичних виробів наведені в таблиці. Таблиця Найменування матеріалу ELASTOSIL Р 7684/30 Термосил 52-1193 ELASTOSIL Р 7684/60 Термосил 52-1194 Тип матеріалу Твердість за Шором А, у.о. двокомпонентна рідка композиція гумова суміш у вигляді листа двокомпонентна рідка композиція гумова суміш у вигляді листа В УкрНДІ протезування описаним способом виготовлені вкладиші для 7 пацієнтів, які використані при їх експериментальному протезуванні. Термін використання від 6 до 12 місяців. При контрольних оглядах не спостерігалось руйнування або пошкодження оболонки вкладишу та пом'якшувального опорного елементу. Одержані позитивні відгуки від пацієнтів. Комп’ютерна верстка Л. Ціхановська Міцність при Відносне видо- Опір роздиру, розтягуванні, вження, % Н/мм МПа
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing billet for insertion of bucket of extremity prosthesis
Автори англійськоюKhmelevska Iryna Orestivna, Shchetynina Liubov Hryhorivna, Vatolinskyi Leonid Yelivfierievych, Korneev Serhii Viktorovych, Bielievtsova Liudmyla Olehivna, Lukovenko Oleksandr Oleksandrovych
Назва патенту російськоюСпособ изготовления вкладыша для гильзы протеза конечности
Автори російськоюХмелевская Ирина Орестовна, Щетинина Любовь Григорьевна, Ватолинский Леонид Еливферьевич, Корнеев Сергей Викторович, Белевцова Людмила Олеговна, Луковенко Александр Александрович
МПК / Мітки
МПК: A61F 2/80
Мітки: виготовлення, вкладиша, гільзи, спосіб, кінцівки, протеза
Код посилання
<a href="https://ua.patents.su/3-92230-sposib-vigotovlennya-vkladisha-dlya-gilzi-proteza-kincivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вкладиша для гільзи протеза кінцівки</a>
Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки

Номер патенту: 77848
Опубліковано: 15.01.2007
Автори: Салєєва Антоніна Денисівна, Ватолінський Леонід Єлівфєрієвич, Баєв Павло Олександрович, Щетиніна Любов Григорівна
МПК: A61B 17/56, A61F 2/00
Мітки: виготовлення, кінцівки, спосіб, протеза, гільзи, вкладиша, приймальної
Формула / Реферат:
Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки, відповідно до якого опорний пом'якшувальний елемент виготовляють шляхом заливання суміші силіконового гелю з каталізатором та вулканізації її, який відрізняється тим, що із листового термоформівного газонаповненого матеріалу на гіпсову модель кукси вирізають заготовку вкладиша приймальної гільзи в формі зрізаного конуса висотою, на 4-5 см вищою, ніж висота гіпсової моделі,...
Спосіб виготовлення вкладиша для гільзи протеза кінцівки

Номер патенту: 55719
Опубліковано: 15.06.2005
Автори: Щетиніна Любов Григоровна, Ватолінський Леонід Єлівферійович, Тимофєєв Ігор Леонідович
МПК: A61F 2/80
Мітки: протеза, спосіб, кінцівки, гільзи, вкладиша, виготовлення
Формула / Реферат:
1. Спосіб розміщення лінійних залізобетонних конструкцій на залізничній платформі, згідно з яким лінійні залізобетонні конструкції в кожному багатоярусному штабелі укладаються одна на одну та кожен штабель розташовується вздовж платформи з використанням двох підкладок симетрично вертикальним площинам, які проходять через поздовжню та поперечну осі платформи, який відрізняється тим, що сусідні конструкції в кожному ярусі укладаються з...
Спосіб виготовлення вкладиша для гільзи протеза
Номер патенту: 68660
Опубліковано: 16.08.2004
Автори: Ватолінський Леонід Єлівферійович, Тимофєєв Ігор Леонідович, Салєєва Антоніна Денисівна, Щетиніна Любов Григорівна
МПК: A61F 2/78
Мітки: виготовлення, гільзи, спосіб, вкладиша, протеза
Формула / Реферат:
Спосіб виготовлення вкладиша для гільзи протеза, відповідно до якого на гіпсову модель надягають ізолюючу полівінілспиртову плівку з запаяним торцем, на дистальний відділ гіпсової моделі насаджують шаблон з отвором для лиття, в який заливають силіконовий каучук з каталізатором, після полімеризації його, на гіпсову модель з одержаним пом'якшуючим елементом, розміщують необхідну кількість шарів трикотажного рукава, надягають на них чохол з...
Спосіб виготовлення зм’якшувального вкладиша в протез нижньої кінцівки

Номер патенту: 61430
Опубліковано: 15.06.2005
Автори: Чернов Євген Іванович, Салєєва Антоніна Денисівна, Новицький Сергій Леонідович, Луковенко Олександр Олександрович, Сулима Володимир Миколайович
МПК: A61F 2/80
Мітки: виготовлення, зм'якшувального, протез, вкладиша, нижньої, кінцівки, спосіб
Формула / Реферат:
Спосіб виготовлення зм'якшувального вкладиша в протез нижньої кінцівки шляхом заливки силоксанової композиції, формування з неї вкладиша, полімеризації та обрізання країв заготовки, який відрізняється тим, що силоксанову композицію у складі (% мас.): каучук СКТН марки "А" 11-12; "біла сажа" 8-9; поліметилсилоксан ПМС-200 ...
Спосіб виготовлення зм’якшувального вкладиша в протез нижньої кінцівки
Номер патенту: 74913
Опубліковано: 15.02.2006
Автори: Бєлєвцова Людмила Олегівна, Чернов Євген Іванович, Кабаненко Ірина Вадимівна, Хмелевська Ірина Орестівна, Гришко Євгенія Кузьмівна, Певицька Галіна Іванівна
МПК: A61F 2/80
Мітки: спосіб, кінцівки, зм'якшувального, виготовлення, вкладиша, протез, нижньої
Формула / Реферат:
Спосіб виготовлення зм'якшувального вкладиша в протез нижньої кінцівки, що включає формування по гіпсовому позитиву кукси шарів із полімерної композиції, армованої шарами трикотажного матеріалу з використанням обмежуючої оправки, обрізання заготовки до необхідної форми, який відрізняється тим, що як армуючий трикотажний матеріал використовують панчоху, яку спочатку просочують силоксановою композицією наступного складу, (мас. ч.): ...
Попередній патент: Спосіб і система для виробництва енергії з теплового джерела
Наступний патент: Спосіб підвищення продуктивності корисних шовкопрядів
Випадковий патент: Спосіб місцевого лікування туберкульозних циститів