Спосіб виготовлення, відновлення і зміцнення циліндричних деталей
Номер патенту: 92247
Опубліковано: 11.10.2010
Автори: Бойко Володимир Семенович, Кудінов Сергій Миколайович, Пушков Валерій Васильович, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Матвієнков Сергій Анатолійович, Климанчук Владислав Владиславович, Щетиніна Віра Іванівна, Воробйов Андрій Олексійович
Формула / Реферат
Спосіб виготовлення, відновлення і зміцнення циліндричних деталей, при якому на вісь надівають бандаж і здійснюють кріплення бандажа пропущенням постійного електричного струму по осі, який відрізняється тим, що постійний електричний струм однакового напрямку пропускають одночасно і по бандажу, а величину струму встановлюють в залежності від зовнішнього радіусу деталі відповідно до виразу:
І - (4500 - 4700) R,
де R - зовнішній радіус деталі, м.
Текст
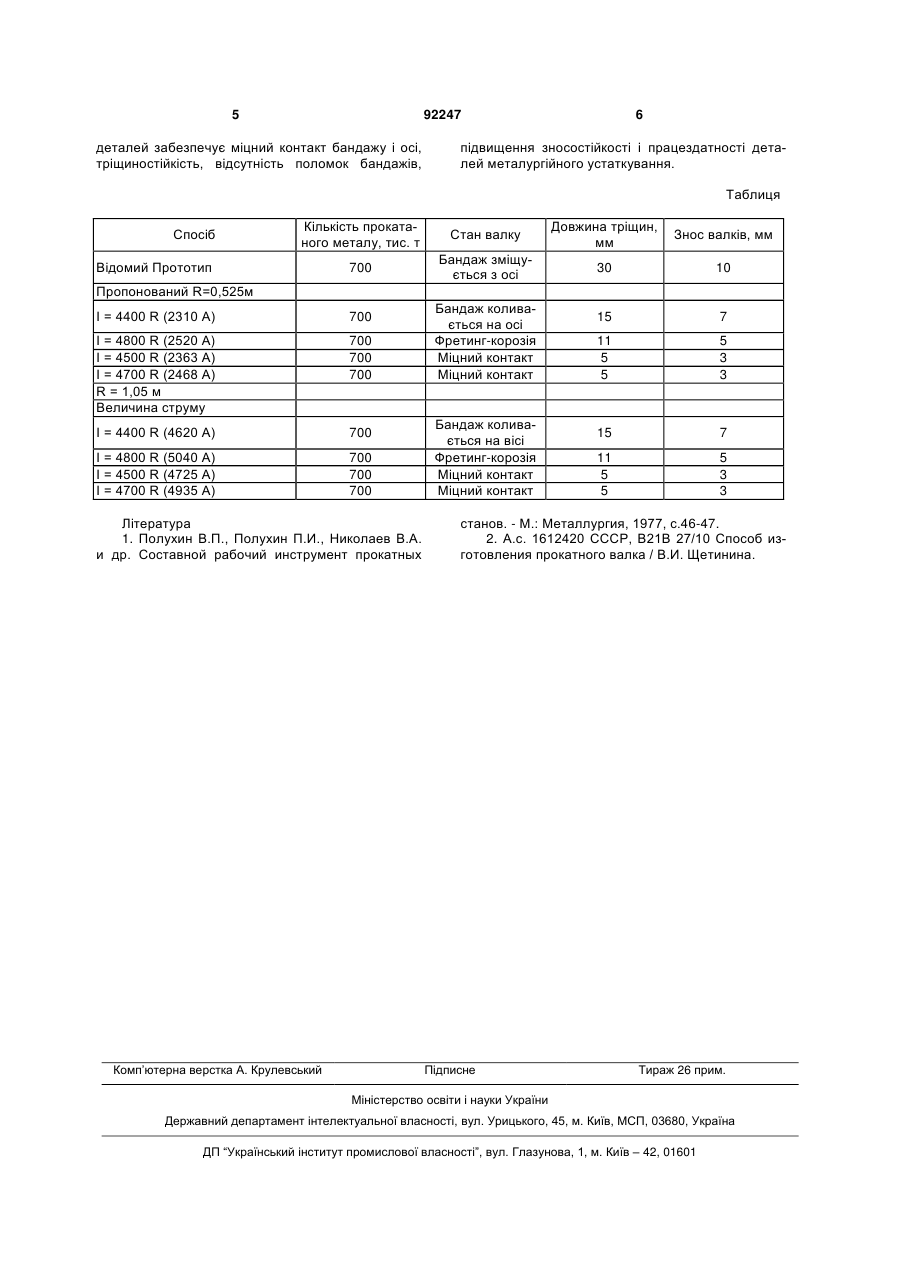
Спосіб виготовлення, відновлення і зміцнення циліндричних деталей, при якому на вісь надівають бандаж і здійснюють кріплення бандажа пропущенням постійного електричного струму по осі, який відрізняється тим, що постійний електричний струм однакового напрямку пропускають одночасно і по бандажу, а величину струму встановлюють в залежності від зовнішнього радіусу деталі відповідно до виразу: І - (4500 - 4700) R, де R - зовнішній радіус деталі, м. Винахід відноситься до області прокатного виробництва і може бути використаний при виготовленні, відновленні і зміцненні циліндричних деталей металургійного устаткування в чорній металургії. Один з ефективних способів виготовлення циліндричних деталей заснований на використанні бандажа, посадженого на вісь. При цьому в бандажі утворюються напруги, які в процесі експлуатації під дією значних питомих тисків приводять до поломок бандажів. Всі існуючі способи виготовлення циліндричних деталей з посадкою бандажа на вісь не використовують квантові процеси електромагнітної взаємодії, не забезпечують відсутності напруг в бандажі, тріщиностійкості і працездатності деталей. Відомий спосіб виготовлення прокатного валку, при якому бандаж садять на вісь з натягом [1] шляхом нагріву бандажа до значних температур. Однак при цьому в наслідок посадки з натягом в бандажі виникають напруги, які в процесі експлуатації під дією значних питомих тисків приводять до поломок бандажа. Відомий, узятий за прототип, спосіб виготовлення прокатного валка [2], який включає посадку бандажа на вісь з зазором і послідуюче його закріплення, при якому для підвищення працездатності валків і спрощення збірки і разбірки кріплення бандажа здійснюють пропущенням по осі електричного струму, величину якого визначають відповідно до виразу: I = (2-2,5) 103 S, де S - величина зазору між віссю і бандажем при посадці, мм. Однак при цьому не урахована залежність від радіусу деталі, що не забезпечує підвищення тріщиностійкості, зносостійкості і працездатності деталей. В основу винаходу поставлена задача розробити спосіб виготовлення, відновлення і зміцнення циліндричних деталей, у якому використання нових умов здійснення дій дозволить підвищити тріщиностійкість, зносостійкість і працездатність циліндричних деталей. Поставлена задача зважується за рахунок того, що в способі виготовлення, відновлення і зміцнення циліндричних деталей, при якому на вісь надівають бандаж і здійснюють кріплення бандажа пропущенням постійного електричного струму по вісі, відповідно винаходу, постійний електричний струм однакового напрямку пропускають одночас (19) UA (11) 92247 (13) C2 (21) a200901308 (22) 16.02.2009 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) БОЙКО ВОЛОДИМИР СЕМЕНОВИЧ, МАТВІЄНКОВ СЕРГІЙ АНАТОЛІЙОВИЧ, ЩЕТИНІН СЕРГІЙ ВІКТОРОВИЧ, КЛІМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, ЩЕТИНІНА ВІРА ІВАНІВНА, ПУШКОВ ВАЛЕРІЙ ВАСИЛЬОВИЧ, ВОРОБЙОВ АНДРІЙ ОЛЕКСІЙОВИЧ, КУДИНОВ СЕРГІЙ МИКОЛАЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 1754239 A1; 15.08.1992 UA 84092 C2 ; 10.09.2008 UA 18860 C1; 25.12.1997 3 но і по бандажу, а величину струму встановлюють в залежності від зовнішнього радіусу деталі відповідно до виразу: I = (4500 - 4700) R, де R - зовнішній радіус деталі, м. Пропущення постійного електричного струму однакового напрямку одночасно по осі та бандажу в пропонованому співвідношенні від зовнішнього радіусу деталі забезпечує виникнення квантових процесів електронної взаємодії, електромагнітних сил притягання, відсутність напруг і підвищення тріщиностійкості та працездатності деталей металургійного устаткування. При протіканні струму одночасно по осі та бандажу утворюється електромагнітне поле, індукція якого в місті контакту бандажа і осі рівна нулю. Під дією електромагнітного поля бандаж і вісь двигаються в сторону меншого електромагнітного поля. Пропорційно квадрату індукції виникає магнітний тиск, що забезпечує щільний контакт бандажа з віссю. Магнітний тиск притягання знаходиться в квадратичній залежності від радіусу циліндричної деталі, так як індукція електромагнітного поля прямо пропорційна величині струму та зворотно пропорційна довжині окружності. Магнітний тиск притягання пропорційний квадрату індукції, тому величину струму встановлюють в залежності від радіусу циліндричної деталі. Спосіб електромагнітного кріплення бандажа на осі засновано на використанні квантових процесів електронної взаємодії. При зближенні контактних поверхонь бандажа і осі під дією питомих тисків в процесі експлуатації відстань між електронами зменшується, пропорційно зростає індукція магнітного поля і в квадратичній залежності магнітний тиск притягання. Це забезпечує протікання упругопластичної деформації, зближення атомів на міжатомну відстань, виникнення міжатомних сил зв'язку, зварювання поверхонь і надійний контакт бандажа і осі. При електромагнітному кріпленні в бандажі не виникають напруги, які при підвищенні до значення більше межі міцності приводять к утворенню тріщин і поломок бандажів. Тому при пропусканні електричного струму по осі та бандажу, виникненні квантових процесів електронної взаємодії і утворенні електромагнітних сил притягання забезпечується надійний контакт, тріщиностійкість і працездатність циліндричних деталей металургійного устаткування. Пропонований винахід заснований на ефективному способі впливу на властивості деталей металургійного устаткування за рахунок кріплення бандажа пропущенням постійного електричного струму одночасно по осі та бандажу, а величину струму встановлюють в залежності від зовнішнього радіусу деталі. Отже, даний спосіб виявляє свої особливості міцний контакт бандажа з віссю, зменшення напруг, запобігання утворення тріщин і поломок бандажів тільки за певних умов, а саме, при пропущенні одночасно по бандажу і осі постійного струму однакового напрямку, величину якого встановлюють в залежності від зовнішнього радіусу відповідно до виразу: І = (4500 - 4700) R, де R - зовнішній радіус циліндричної деталі, м. 92247 4 Виходить, ці умови є істотними. А пропущення одночасно по бандажу і осі постійного струму, величиною в заявленій закономірності від радіусу циліндричної деталі забезпечує виникнення квантових процесів електромагнітної взаємодії, надійне кріплення бандажа на вісі, відсутність напруг, підвищення зносостійкості та працездатності циліндричних деталей металургійного устаткування. При пропущенні по бандажу і вісі постійного струму величиною менше 4500 R магнітний тиск притягання недостатній для надійного електромагнітного кріплення бандажа на осі. Тому бандаж зміщається з о с і , що приводить до зниження працездатності циліндричної деталі під дією значних питомих тисків. При пропущенні по бандажу і осі постійного струму величиною більше 4700 R зростає магнітний тиск притягання бандажа і осі, що приводить до виникнення фретинг-корозії та труднощів при знятті бандажа з осі. Крім того, підвищуються енергетичні витрати і знижується економічна ефективність процесу електромагнітного кріплення бандажа на вісі. Спосіб виготовлення, відновлення і зміцнення циліндричних деталей здійснюється в такий спосіб. Бандаж надівають на вісь. Відповідно до радіусу деталі по бандажу і осі одночасно пропускають постійний електричний струм однакового напрямку, величину якого встановлюють в залежності від зовнішнього радіусу деталі відповідно до виразу: I = (4500 - 4700) R, де R - зовнішній радіус циліндричної деталі, м. Приклад. Виготовляли бандажований опірний валок з зовнішнім радіусом 1,05м, при якому бандаж надівали на вісь радіусом 0,7675м. По осі і бандажу одночасно пропускали постійний струм однакового напрямку. Як джерело харчування використовували випрямляч BMT 5000. Величину струму та індукції магнітного поля регулювали резистором. Результати проведених досліджень впливу величини струму, який пропускають по осі і бандажу, на тріщиностійкість і працездатність бандажованих опірних валків представлені в таблиці. У результаті проведених досліджень встановлено, що пропущення по осі і бандажу постійного струму однакового напрямку в співвідношенні до зовнішнього радіусу циліндричної деталі І = (4500 4700) R є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - виникнення квантових процесів електронної взаємодії та електромагнітних сил притягання бандажу і осі; - підвищення індукції магнітного поля і в квадратичній залежності магнітного тиску, що забезпечує міцний контакт осі і бандажу; - зниження напруг у бандажі; - підвищення тріщиностійкості і працездатності циліндричних деталей; - відсутність поломок бандажів; - підвищення ефективності процесу виготовлення, відновлення і зміцнення деталей металургійного устаткування. Упровадження пропонованого способу виготовлення, відновлення і зміцнення циліндричних 5 92247 деталей забезпечує міцний контакт бандажу і осі, тріщиностійкість, відсутність поломок бандажів, 6 підвищення зносостійкості і працездатності деталей металургійного устаткування. Таблиця Спосіб Кількість прокатаного металу, тис. т Стан валку Довжина тріщин, мм Знос валків, мм 700 Бандаж зміщується з осі 30 10 15 7 11 5 5 5 3 3 15 7 11 5 5 5 3 3 Відомий Прототип Пропонований R=0,525м І = 4400 R (2310 А) 700 І = 4800 R (2520 А) І = 4500 R (2363 А) І = 4700 R (2468 А) R = 1,05 м Величина струму 700 700 700 І = 4400 R (4620 А) 700 І = 4800 R (5040 А) І = 4500 R (4725 А) І = 4700 R (4935 A) 700 700 700 Література 1. Полухин В.П., Полухин П.И., Николаев В.А. и др. Составной рабочий инструмент прокатных Комп’ютерна верстка А. Крулевський Бандаж коливається на осі Фретинг-корозія Міцний контакт Міцний контакт Бандаж коливається на вісі Фретинг-корозія Міцний контакт Міцний контакт станов. - M.: Металлургия, 1977, с.46-47. 2. А.с. 1612420 СССР, В21В 27/10 Способ изготовления прокатного валка / В.И. Щетинина. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing, restoration and strengthening cylindrical parts
Автори англійськоюBoiko Volodymyr Semenovych, Matvienkov Serhii Anatoliiovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Schetynina Vira Ivanivna, Pushkov Valerii Vasyliovych, Vorobiov Andrii Oleksiiovych, Kudynov Serhii Mykolaiovych
Назва патенту російськоюСпособ изготовления, восстановления и упрочнения цилиндрических деталей
Автори російськоюБойко Владимир Семенович, Матвиенков Сергей Анатольевич, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Щетинина Вера Ивановна, Пушков Валерий Васильевич, Воробьев Андрей Алексеевич, Кудинов Сергей Николаевич
МПК / Мітки
МПК: B21B 27/02
Мітки: зміцнення, виготовлення, спосіб, циліндричних, деталей, відновлення
Код посилання
<a href="https://ua.patents.su/3-92247-sposib-vigotovlennya-vidnovlennya-i-zmicnennya-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення, відновлення і зміцнення циліндричних деталей</a>
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Кирильченко Петро Миколайович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович
МПК: B23K 9/04
Мітки: відновлення, деталей, спосіб, циліндричних, зміцнення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 84092
Опубліковано: 10.09.2008
Автори: Воробьов Андрій Олексійович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Щетиніна Віра Іванівна, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Пушков Валерій Васильович
МПК: B23K 9/04
Мітки: спосіб, циліндричних, відновлення, зміцнення, деталей
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей з високовуглецевих сталей автоматичним електродуговим наплавленням з попереднім і співпадаючим нагрівом і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра та кількості вуглецю у сталі відповідно до виразу:G/V=(0,75-0,92)D/C, МДж/м,де G/V - погонна енергія,...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 91782
Опубліковано: 25.08.2010
Автори: Щетиніна Віра Іванівна, Матвієнков Сергій Анатолійович, Пушков Валерій Васильович, Воробйов Андрій Олексійович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Бойко Володимир Семенович
МПК: B23K 9/04
Мітки: деталей, зміцнення, відновлення, спосіб, циліндричних
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей, при якому до осі деталі приварюють металічний елемент, який відрізняється тим, що як металічний елемент використовують лист, який гнуть, притискуючи до деталі, ширину листа беруть рівною довжині робочої частини деталі, а довжину листа встановлюють відповідно до виразу:L = pD - (2 - 2,5)d, де D - діаметр деталі;d - товщина листа.
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Русских Віктор Васильович, Осін Руслан Анатолійович, Щербина Андрій Михайлович, Саловський Віталій Семенович, Чайковський Олександр Борисович, Наливайко Володимир Миколайович
МПК: B24B 39/00
Мітки: циліндричних, зміцнення, зовнішніх, поверхонь, пристрій, вигладжуванням, деталей
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин
Номер патенту: 46049
Опубліковано: 10.12.2009
Автори: Іщенко Анатолій Олексійович, Голінка Сергій Миколайович, Ворона Антон Сергійович
МПК: B23P 6/02
Мітки: циліндричних, відновлення, деталей, машин, спосіб, поверхонь, внутрішніх
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин, що включає підготовку та нанесення полімерного матеріалу з використанням шаблону, який відрізняється тим, що полімерний матеріал наносять на шаблон у вигляді зрізаного конуса з малою основою на кінці шаблону, а на внутрішню поверхню деталі наносять полімерний матеріал з утворенням зворотного конуса.
Попередній патент: Пристрій для виготовлення розгорток картонного паковання
Наступний патент: Спосіб узагальненого розміщення даних з урахуванням модифікаційності структури сховища
Випадковий патент: Просіваюча поверхня грохота