Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 91782
Опубліковано: 25.08.2010
Автори: Воробйов Андрій Олексійович, Бойко Володимир Семенович, Пушков Валерій Васильович, Климанчук Владислав Владиславович, Матвієнков Сергій Анатолійович, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Щетиніна Віра Іванівна

Формула / Реферат
Спосіб відновлення і зміцнення циліндричних деталей, при якому до осі деталі приварюють металічний елемент, який відрізняється тим, що як металічний елемент використовують лист, який гнуть, притискуючи до деталі, ширину листа беруть рівною довжині робочої частини деталі, а довжину листа встановлюють відповідно до виразу:
L = pD - (2 - 2,5)d,
де D - діаметр деталі;
d - товщина листа.
Текст
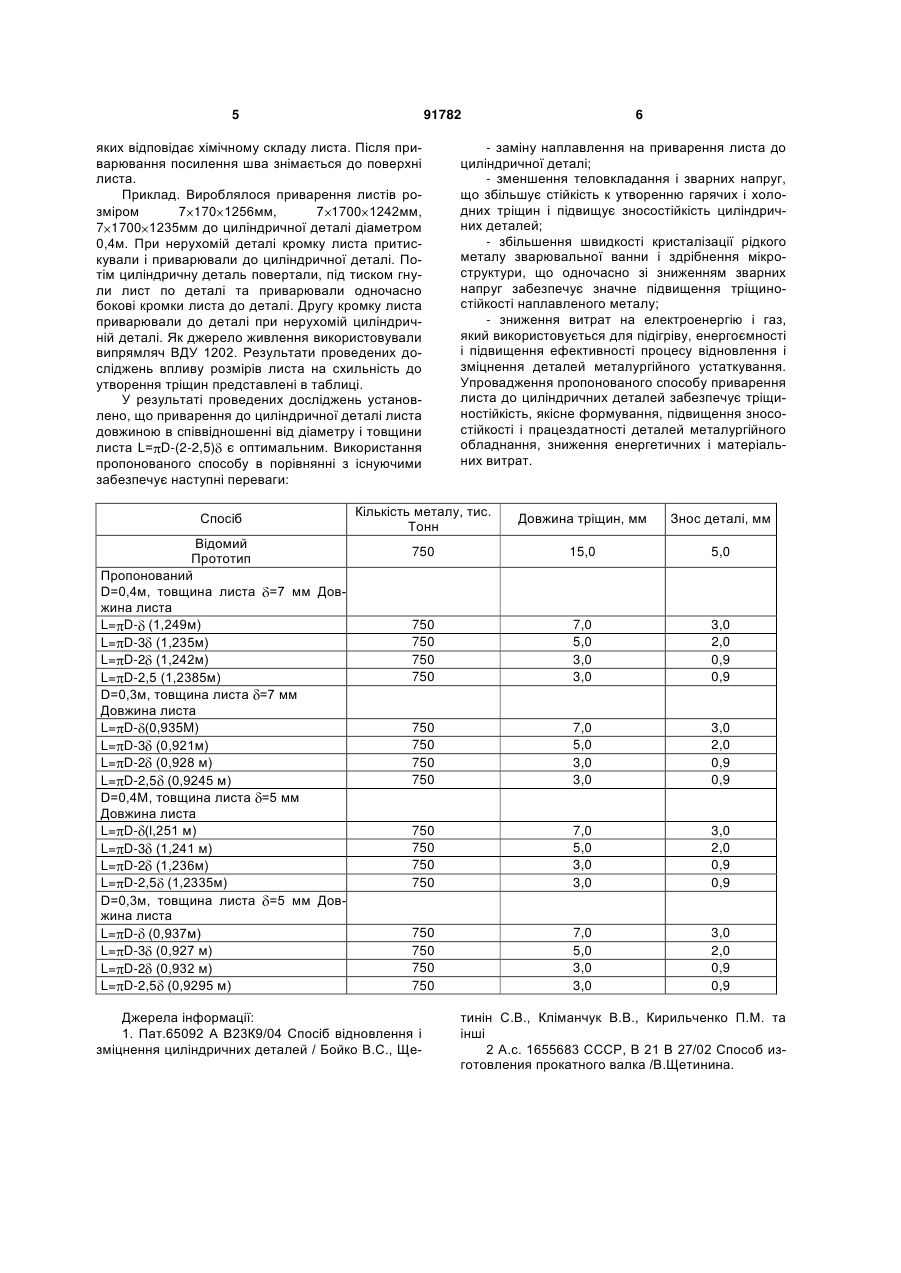
Спосіб відновлення і зміцнення циліндричних деталей, при якому до осі деталі приварюють металічний елемент, який відрізняється тим, що як металічний елемент використовують лист, який гнуть, притискуючи до деталі, ширину листа беруть рівною довжині робочої частини деталі, а довжину листа встановлюють відповідно до виразу: L = D - (2 - 2,5) , де D - діаметр деталі; - товщина листа. (19) (21) a200901306 (22) 16.02.2009 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) БОЙКО ВОЛОДИМИР СЕМЕНОВИЧ, МАТВІЄНКОВ СЕРГІЙ АНАТОЛІЙОВИЧ, ЩЕТИНІН СЕРГІЙ ВІКТОРОВИЧ, КЛІМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, ЩЕТИНІНА ВІРА ІВАНІВНА, ПУШКОВ ВАЛЕРІЙ ВАСИЛЬОВИЧ, ВОРОБЙОВ АНДРІЙ ОЛЕКСІЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) UA 65092 A; 15.03.2004 SU 1655683 A1; 15.06.1991 3 В основу винаходу поставлена задача розробити спосіб відновлення і зміцнення циліндричних деталей, у якому використання нових умов здійснення дій дозволить підвищити якість наплавленого металу, зносостійкість і працездатність наплавлених деталей. Поставлена задача зважується за рахунок того, що в способі відновлення і зміцнення циліндричних деталей шляхом приварення до осі деталі металічного елемента, відповідно винаходу, в якості металічного елемента використовують лист, котрий гнуть, притискуючи до деталі, ширину листа беруть рівною довжині робочої частини деталі, а довжину листа встановлюють відповідно до виразу: L= D-(2-2,5) , де D - діаметр деталі; - товщина листа. Приварення до циліндричної деталі листа шириною, рівною довжині робочої частини деталі, і довжиною в пропонованому співвідношенні від діаметру деталі та товщини листа забезпечує мінімальні зварювальні напруги, міцність з'єднання листа з деталлю, високу тріщиностійкість і зносостійкість деталей металургійного устаткування. Зносостійкість однакова по всій довжині циліндричної деталі, так як відсутні шви і зони термічного впливу, в яких утворюються холодні тріщини і під дією тепловкладання знижується твердість металу. Тому в зоні термічного впливу зростає знос, площа контакту зменшується, питомий тиск зростає і значно посилюється знос деталей металургійного устаткування. При довжині листа, який приварюється до циліндричної деталі, менше периметру на дві товщини листа в місті контакту лист приварюється до деталі з початку і в кінці листа. Це забезпечує міцність з'єднання листа з деталлю і зносостійкість наплавлених циліндричних деталей металургійного устаткування, котрі працюють при високих питомих тисках в процесі прокатки металу. Додатково під дією тиска в процесі прокатки відбувається зварювання листа с циліндричною деталлю по всій ширині та периметру деталі в результаті фретинг-корозії, тобто схватування контактуючих поверхонь. Фретинг-корозія контактуючих поверхонь втулки-цапфи та опорного валку стану 3000 під дією значного тиска підтверджує приварювання листа до циліндричних деталей металургійного устаткування по всій контактуючий поверхні. При приварюванні листа до циліндричної поверхні використовується фретинг-корозія для підвищення міцності з'єднання контактуючих поверхонь листа і циліндричної деталі. З'єднання контактуючих поверхонь листа і деталі значно посилюється внаслідок гнуття і притискування листа до деталі в процесі приварення. При гнутті відбувається зміщення слоїв атомів відносно друг другу і пластична деформація листа, внаслідок якої атоми переходять з одного енергетичного рівня на другий, міжатомні зв'язки з окалиною порушуються, і окалина зривається з поверхні листа. Тому атоми поверхні листа з вільними силами зв'язку активно взаємодіють з поверхневими атомами механічно обробленої циліндричної деталі внаслідок чого створюються міцні міжатомні сили зв'язку 91782 4 і міцне з'єднання контактуючих поверхонь листа і деталі. Однакова по всій довжині міцність привареного листа і з'єднання з деталлю, мінімальні зварювальні напруги забезпечують високу тріщиностійкість і зносостійкість наплавлених деталей металургійного устаткування. Пропонований винахід заснований на ефективному способі впливу на властивості деталей металургійного устаткування за рахунок приварення до деталі листа, котрий гнуть, притискуючи до деталі, шириною, рівною довжині робочої частини деталі, і довжиною листа в залежності від діаметру деталі та товщини листа. Отже, даний спосіб виявляє свої особливості зменшення зварювальних напруг, запобігання утворення кристалізаційних і холодних тріщин тільки за певних умов, а саме, при приварені до деталі листа, котрий гнуть,притискуючи до деталі, ширину листа беруть рівною довжині робочої частини деталі, а довжину листа встановлюють відповідно до виразу: L= D-(2-2,5) , де D - діаметр деталі; - товщина листа. Виходить, ці умови є істотними. А приварення до циліндричної деталі листа в заявленій закономірності, забезпечує мінімальні зварювальні напруги, підвищення стійкості до утворення кристалізаційних і холодних тріщин, зносостійкості і працездатності деталей. При приварені до циліндричної деталі листа довжиною менше D -2,5 зростає відстань між началом і кінцем зогнутого листа, кількість наплавленого металу і зварювальні напруги, які виникають внаслідок тепловкладання в деталь. Тому підвищується схильність до утворення кристалізаційних і холодних тріщин і знижується зносостійкість деталей. Крім того, зростають витрати на матеріали для наплавлення і енергію. При приварені до циліндричної деталі листа довжиною більше D - 2 не забезпечується зварення листа з деталлю, так як кінець листа накладається на шов зварення начала листа з деталлю. Міцність приварення листа до деталі знижується і не забезпечується зносостійкість і працездатність деталей металургійного обладнання. Спосіб відновлення і зміцнення циліндричних деталей здійснюється в такий спосіб. Циліндрична деталь закріплюється на установці. Відповідно до розмірів деталі встановлюють ширину листа, рівну довжині робочої частини деталі, і довжину листа відповідно до виразу: L= D-(2-2,5) , де D - діаметр деталі; - товщина листа. Начало листа притискують і приварюють до циліндричної деталі. Деталь починають повертати, притискуючи лист до деталі і здійснюючи гнуття листа. В процесі повертання деталі бокові кромки листа одночасно приварюють до деталі двома автоматами. Після закінчення гнуття повертання деталі зупиняється, і кінець листа приварюється до. циліндричної деталі. Приварювання листа до деталі і заповнення зазору між началом і кінцем листа здійснюється матеріалами, хімічний склад 5 91782 яких відповідає хімічному складу листа. Після приварювання посилення шва знімається до поверхні листа. Приклад. Вироблялося приварення листів розміром 7 170 1256мм, 7 1700 1242мм, 7 1700 1235мм до циліндричної деталі діаметром 0,4м. При нерухомій деталі кромку листа притискували і приварювали до циліндричної деталі. Потім циліндричну деталь повертали, під тиском гнули лист по деталі та приварювали одночасно бокові кромки листа до деталі. Другу кромку листа приварювали до деталі при нерухомій циліндричній деталі. Як джерело живлення використовували випрямляч ВДУ 1202. Результати проведених досліджень впливу розмірів листа на схильність до утворення тріщин представлені в таблиці. У результаті проведених досліджень установлено, що приварення до циліндричної деталі листа довжиною в співвідношенні від діаметру і товщини листа L= D-(2-2,5) є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: Спосіб Відомий Прототип Пропонований D=0,4м, товщина листа =7 мм Довжина листа L= D- (1,249м) L= D-3 (1,235м) L= D-2 (1,242м) L= D-2,5 (1,2385м) D=0,3м, товщина листа =7 мм Довжина листа L= D- (0,935M) L= D-3 (0,921м) L= D-2 (0,928 м) L= D-2,5 (0,9245 м) D=0,4M, товщина листа =5 мм Довжина листа L= D- (l,251 м) L= D-3 (1,241 м) L= D-2 (1,236м) L= D-2,5 (1,2335м) D=0,3м, товщина листа =5 мм Довжина листа L= D- (0,937м) L= D-3 (0,927 м) L= D-2 (0,932 м) L= D-2,5 (0,9295 м) 6 - заміну наплавлення на приварення листа до циліндричної деталі; - зменшення теловкладання і зварних напруг, що збільшує стійкість к утворенню гарячих і холодних тріщин і підвищує зносостійкість циліндричних деталей; - збільшення швидкості кристалізації рідкого металу зварювальної ванни і здрібнення мікроструктури, що одночасно зі зниженням зварних напруг забезпечує значне підвищення тріщиностійкості наплавленого металу; - зниження витрат на електроенергію і газ, який використовується для підігріву, енергоємності і підвищення ефективності процесу відновлення і зміцнення деталей металургійного устаткування. Упровадження пропонованого способу приварення листа до циліндричних деталей забезпечує тріщиностійкість, якісне формування, підвищення зносостійкості і працездатності деталей металургійного обладнання, зниження енергетичних і матеріальних витрат. Кількість металу, тис. Тонн Довжина тріщин, мм Знос деталі, мм 750 15,0 5,0 750 750 750 750 7,0 5,0 3,0 3,0 3,0 2,0 0,9 0,9 750 750 750 750 7,0 5,0 3,0 3,0 3,0 2,0 0,9 0,9 750 750 750 750 7,0 5,0 3,0 3,0 3,0 2,0 0,9 0,9 750 750 750 750 7,0 5,0 3,0 3,0 3,0 2,0 0,9 0,9 Джерела інформації: 1. Пат.65092 А В23К9/04 Спосіб відновлення і зміцнення циліндричних деталей / Бойко B.C., Ще тинін С.В., Кліманчук В.В., Кирильченко П.М. та інші 2 A.c. 1655683 CCCP, В 21 В 27/02 Способ изготовления прокатного валка /В.Щетинина. 7 Комп’ютерна верстка А. Крижанівський 91782 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoring and reinforcing cylindrical components
Автори англійськоюBoiko Volodymyr Semenovych, Matvienkov Serhii Anatoliiovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Schetynina Vira Ivanivna, Pushkov Valerii Vasyliovych, Vorobiov Andrii Oleksiiovych
Назва патенту російськоюСпособ восстановления и упрочнения цилиндрических деталей
Автори російськоюБойко Владимир Семенович, Матвиенков Сергей Анатольевич, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Щетинина Вера Ивановна, Пушков Валерий Васильевич, Воробьев Андрей Алексеевич
МПК / Мітки
МПК: B23K 9/04
Мітки: циліндричних, зміцнення, деталей, відновлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-91782-sposib-vidnovlennya-i-zmicnennya-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення і зміцнення циліндричних деталей</a>
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Кирильченко Петро Миколайович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Голі-Оглу Володимир Семенович
МПК: B23K 9/04
Мітки: циліндричних, спосіб, зміцнення, деталей, відновлення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 84092
Опубліковано: 10.09.2008
Автори: Воробьов Андрій Олексійович, Климанчук Владислав Владиславович, Пушков Валерій Васильович, Бойко Володимир Семенович, Кирильченко Петро Миколайович, Щетиніна Віра Іванівна, Щетинін Сергій Вікторович
МПК: B23K 9/04
Мітки: деталей, спосіб, зміцнення, відновлення, циліндричних
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей з високовуглецевих сталей автоматичним електродуговим наплавленням з попереднім і співпадаючим нагрівом і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра та кількості вуглецю у сталі відповідно до виразу:G/V=(0,75-0,92)D/C, МДж/м,де G/V - погонна енергія,...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Семенюта Анатолій Ніканорович, Кирильченко Петро Миколайович, Іщенко Анатолій Олексійович
МПК: B23P 6/02
Мітки: внутрішніх, циліндричних, відновлення, поверхонь, деталей, спосіб
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна, Василенко Михайло Олександрович
Мітки: сільськогосподарсько, спосіб, чавунних, техніки, деталей, порожнистих, відновлення, не-базових, циліндричних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин
Номер патенту: 46049
Опубліковано: 10.12.2009
Автори: Ворона Антон Сергійович, Голінка Сергій Миколайович, Іщенко Анатолій Олексійович
МПК: B23P 6/02
Мітки: деталей, машин, відновлення, поверхонь, циліндричних, спосіб, внутрішніх
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин, що включає підготовку та нанесення полімерного матеріалу з використанням шаблону, який відрізняється тим, що полімерний матеріал наносять на шаблон у вигляді зрізаного конуса з малою основою на кінці шаблону, а на внутрішню поверхню деталі наносять полімерний матеріал з утворенням зворотного конуса.
Попередній патент: Композиція поліфенолу і пептиду та її застосування для покращення стану шлунка
Наступний патент: Установка для дослідження технологічних процесів елеватора комбайна
Випадковий патент: Спосіб оцінки технічного стану вагонів-цистерн