Спосіб визначення параметрів поверхні обертових агрегатів
Номер патенту: 92655
Опубліковано: 25.11.2010
Автори: Могильний Сергій Георгійович, Шоломицький Андрій Аркадійович
Формула / Реферат
Спосіб визначення параметрів поверхні обертових агрегатів, який включає вимірювання координат точок електронним тахеометром на поверхні діючого агрегату, який відрізняється тим, що фіксують час моменту вимірювання координат точок електронним тахеометром на поверхні діючого агрегату, а відхилення параметрів поверхні агрегату від проектних визначають з системи рівнянь:
 ,
,
де ![]() - у загальному вигляді рівняння поверхні агрегату, що обертається, в деякий початковий момент часу
- у загальному вигляді рівняння поверхні агрегату, що обертається, в деякий початковий момент часу ![]() ;
;
![]() - вектор параметрів поверхні;
- вектор параметрів поверхні;
![]() - вектор координат точки перетину променя візування і поверхні агрегату в деякий момент t поточного часу;
- вектор координат точки перетину променя візування і поверхні агрегату в деякий момент t поточного часу;
![]() - вектор координат точки, розташованої на осі обертання;
- вектор координат точки, розташованої на осі обертання;
![]() - матриця ортогонального повороту просторових координат до осі обертання, визначеної одиничним вектором u;
- матриця ортогонального повороту просторових координат до осі обертання, визначеної одиничним вектором u;
![]() - кутова швидкість обертання, об/сек;
- кутова швидкість обертання, об/сек;
![]() - матриця ортогонального повороту просторових координат навколо осі обертання за період часу
- матриця ортогонального повороту просторових координат навколо осі обертання за період часу ![]() .
.
Текст
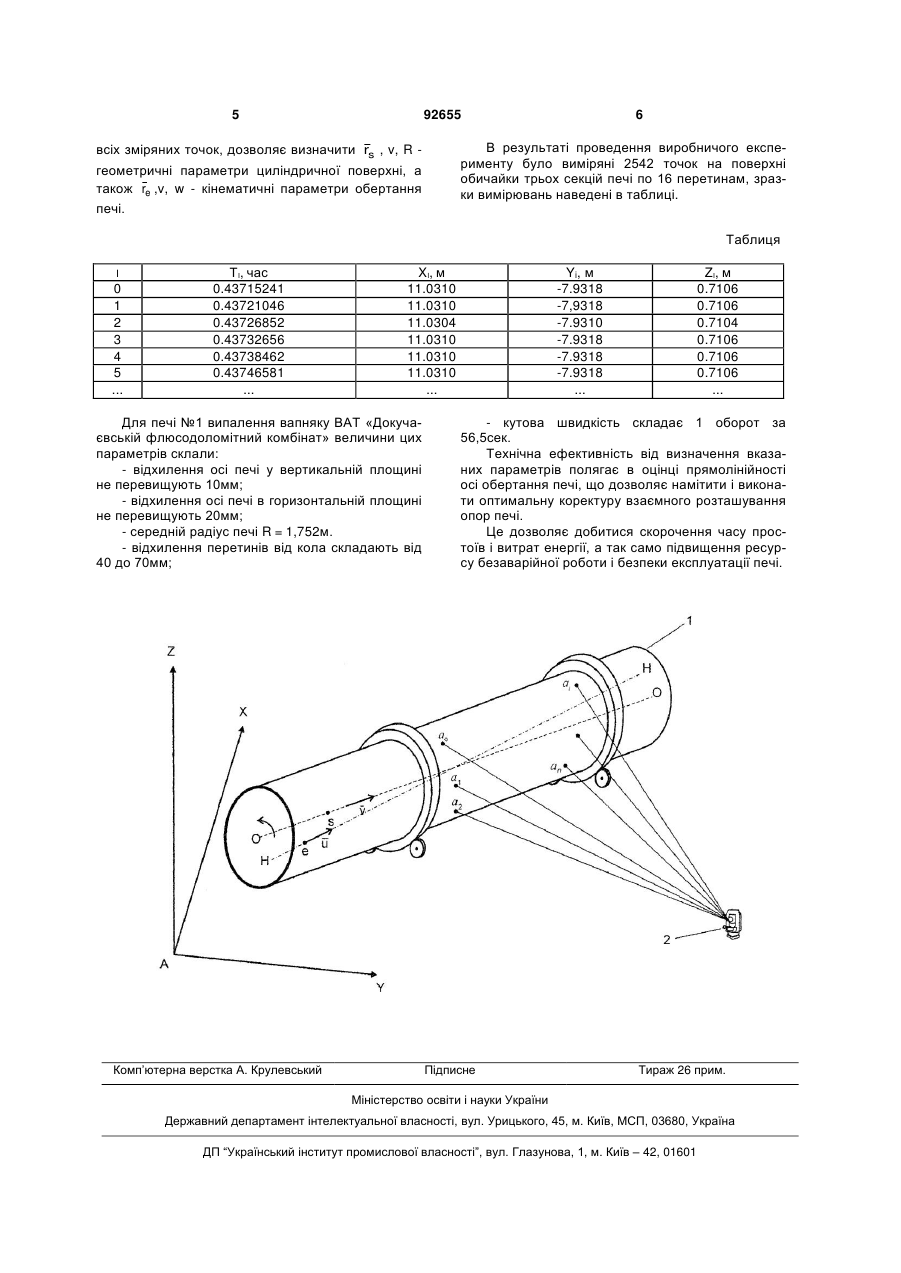
Спосіб визначення параметрів поверхні обертових агрегатів, який включає вимірювання координат точок електронним тахеометром на поверхні діючого агрегату, який відрізняється тим, що фіксують час моменту вимірювання координат точок електронним тахеометром на поверхні діючого агрегату, а відхилення параметрів поверхні агрегату від проектних визначають з системи рівнянь: Винахід відноситься до області інженерної геодезії і може бути використаний при геодезичному контролі поверхонь обертових промислових агрегатів та їх вузлів (обертові печі, млини, ролики тощо) в процесі їх функціонування, без їхньої зупинки. Відомий спосіб визначення осей обертових печей і опорних роликів [патент №106298 Poland кл. G01B5/25, публ. 30.04.1980] (Спосіб визначення осей обертових печей і опорних роликів, а також вимірювальний пристрій для визначення відхилень осей обертової печі і опорних роликів), технологія вимірювань і розрахунків описана у статті [В. Krystowczyk "Ausrichten von Drehofen una Korrektur der Tragrollen-Verdrehungen waehrend des Betriebes" ZEMENT-KALK-GIPS №5 1983 - P. 288292]. Спосіб засновано на вимірюваннях обертової печі за допомогою вимірювального пристрою і теодоліта. Вимірювальний пристрій весь час торкається упорним роликом поверхні печі. Теодоліт установлюють таким чином, щоб візирний промінь був розташований паралельно печі, і через визначений час вимірюються кути на мітку вимірювального приладу. Піч при цьому не зупиняється і не охолоджується, а лише переводиться у режим повільного обертання. Геодезист з вимірювальним приладом знаходиться поруч з нагрітою до високої температури поверхнею печі (до 300°C), тому що вимірювальний прилад повинен постійно контактувати з поверхнею печі. U(rt 0 , ) rt 0 0 A(u)A( w, t t 0 )A T (u)(rt де U(rt 0 , ) re ) re ., 0 - у загальному вигляді рівняння поверхні агрегату, що обертається, в деякий початковий момент часу t 0 ; - вектор параметрів поверхні; rt - вектор координат точки перетину променя візування і поверхні агрегату в деякий момент t поточного часу; _ - вектор координат точки, розташованої на осі r (13) 92655 (19) UA (11) обертання; A(u) - матриця ортогонального повороту просторових координат до осі обертання, визначеної одиничним вектором u; w - кутова швидкість обертання, об/сек; A( w, t t 0 ) - матриця ортогонального повороту просторових координат навколо осі обертання за період часу t t 0 . C2 e 3 92655 Аналог не дозволяє точно виміряти параметри агрегату, тому що вимірювання виконуються по шкалі пристрою, яке знаходиться на великій відстані. Вирахування перерізів виконується за непрямими даними. Візування на вимірювальний пристрій виконується перпендикулярно градієнту температур, що викликає великі похибки за рахунок рефракції, яка викликається нерівномірно нагрітим повітрям біля поверхні агрегату. Найбільш близьким аналогом є спосіб, описаний в статті Петров В.В., Тюрин С.В. «Технология контроля геометрических характеристик вращающихся печей» [журнал "Целлюлоза. Бумага. Картон", - 2005, № 7. - с. 66-70]. При цій технології вимірювання виконуються електронним тахеометром в відбивному режимі. Піч зупиняється і охолоджується. Електронний тахеометр орієнтується відносно опірних точок, після чого виконується комплекс вимірювань горизонтального і вертикального кута і відстані на точки, розташовані по характерним перерізам печі. По цим даним обчислюють координати точок, по яким надалі обчислюють геометричні параметри перерізів. По достатній кількості перерізів обчислюють геометричні параметри усієї печі. Найбільш близький аналог не дозволяє отримати кінематичні параметри печей, тому що вимірювання виконуються в статичному стані агрегату. До того ж вимірювання виконуються тільки по одній стороні печі, що викликає похибки обчислення параметрів перерізів, тому що форма печі відрізняється від циліндра. Вимірювання виконуються по охолодженій печі, а температурні деформації сягають до 50мм, тому правильні геометричні параметри агрегату можливо отримати тільки коли він знаходиться в робочому стані. При вимірюваннях використовується контактний спосіб, тому що заміряльник повинен встановити відбивник на поверхню печі і при цьому він працює в небезпечних умовах на висоті до 10 метрів. Якщо піч розташована на високих опорах, то при цьому способі можливо виміряти тільки два переріза секції обичайки у області опорних площадок. У основу винаходу поставлено задачу удосконалення способу визначення параметрів поверхні агрегатів, що обертаються, в якому за рахунок надійного і ефективного визначення геометричних і кінематичних параметрів поверхні агрегату без безпосереднього контакту виконавця з агрегатом в процесі його функціонування забезпечується надійність роботи агрегату, економія електроенергії та скорочення терміну простою агрегату. Поставлене завдання вирішується тим, що спосіб визначення параметрів поверхні обертових агрегатів, який включає вимірювання координат точок електронним тахеометром на поверхні агрегату, при цьому, що фіксують час моменту вимірювання на поверхні діючого агрегату, а відхилення параметрів поверхні агрегату від проектних визначають з системи рівнянь: U(rt 0 , ) rt 0 0 A(u)A( w, t t 0 )A T (u)(rt re ) re . 4 де U(rt 0 , ) 0 - у загальному вигляді рівняння поверхні агрегату, що обертається, в деякий початковий момент часу t 0 ; - вектор параметрів поверхні; rt - вектор координат точки перетину променя візування і поверхні агрегату в деякий момент t поточного часу; re - вектор координат точки розташованою на осі обертання; A(u) - матриця ортогонального повороту просторових координат до осі обертання, визначеної одиничним вектором u; w - кутова швидкість обертання, об/сек; A( w, t t 0 ) - матриця ортогонального повороту просторових координат навколо осі обертання за період часу t t 0 . Вирішуючи спільно системи рівнянь, складені для достатнього числа виміряних на поверхні обертових агрегатів точок, обчислюються як її геометричні, так і кінематичні параметри. Вказані ознаки складають суть винаходу, тому як є необхідними і достатніми для досягнення технічного результату - надійного і ефективного визначення геометричних і кінематичних параметрів поверхні агрегату без безпосереднього контакту виконавця з агрегатом в процесі його функціонування. Причинно-наслідковий зв'язок ознак, складових суть винаходу і технічного результату, що досягається, пояснюються наступним. Приклад 1. Суть винаходу пояснюється результатами вимірювань обертової печі №1 випалення вапняку ВАТ «Докучаєвській флюсодоломітний комбінат». Вимірювання точок поверхні печі здійснювали на діючий печі без її зупинки. На фігурі показана схема секції такої установки і взаємне розташування вимірювального приладу і агрегату. Де: піч - 1, електронний тахеометр - 2, а0,а1,а2,... ,аi,... ,аn - точки, виміряні на поверхні агрегату. Безвідбивний електронний тахеометр забезпечував автоматичну реєстрацію вимірювань напряму і відстані до точок, по яких обчислювали їх координати, і момент вимірювання достатньо великого числа точок, що дозволяє застосувати пропоновану технологію обробки результатів. Оскільки поверхня печі представляє круговий циліндр, тому система рівнянь матиме вигляд: (rt 0 (rt 0 rs )T (rt 0 rs ) v T (rt 0 T rs ) A(u)A( w, t t 0 )A (u)(rt 2 R2 0 , re ) re де rs - вектор координат точки, розташованої на лінії осі симетрії циліндра OO; v - одиничний вектор, направлений по осі циліндра; re - вектор координат точки е, розташованій на лінії НН осі обертання печі; R - радіус циліндрової поверхні печі, м. Сумісне рішення цих рівнянь, складених для 5 92655 6 В результаті проведення виробничого експерименту було виміряні 2542 точок на поверхні обичайки трьох секцій печі по 16 перетинам, зразки вимірювань наведені в таблиці. всіх зміряних точок, дозволяє визначити rs , v, R геометричні параметри циліндричної поверхні, а також re ,v, w - кінематичні параметри обертання печі. Таблиця I 0 1 2 3 4 5 ... ТІ, час 0.43715241 0.43721046 0.43726852 0.43732656 0.43738462 0.43746581 ... XI, м 11.0310 11.0310 11.0304 11.0310 11.0310 11.0310 ... Для печі №1 випалення вапняку ВАТ «Докучаєвській флюсодоломітний комбінат» величини цих параметрів склали: - відхилення осі печі у вертикальній площині не перевищують 10мм; - відхилення осі печі в горизонтальній площині не перевищують 20мм; - середній радіус печі R = 1,752м. - відхилення перетинів від кола складають від 40 до 70мм; Комп’ютерна верстка А. Крулевський Yi, м -7.9318 -7,9318 -7.9310 -7.9318 -7.9318 -7.9318 ... ZІ, м 0.7106 0.7106 0.7104 0.7106 0.7106 0.7106 ... - кутова швидкість складає 1 оборот за 56,5сек. Технічна ефективність від визначення вказаних параметрів полягає в оцінці прямолінійності осі обертання печі, що дозволяє намітити і виконати оптимальну коректуру взаємного розташування опор печі. Це дозволяє добитися скорочення часу простоїв і витрат енергії, а так само підвищення ресурсу безаварійної роботи і безпеки експлуатації печі. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of parameters of surface of rotary units
Автори англійськоюMohylnyi Serhii Heorhiiovych, Sholomytskyi Andrii Arkadiiovych
Назва патенту російськоюСпособ определения параметров поверхности вращающихся агрегатов
Автори російськоюМогильный Сергей Георгиевич, Шоломицкий Андрей Аркадьевич
МПК / Мітки
МПК: G01B 9/00
Мітки: обертових, визначення, параметрів, поверхні, спосіб, агрегатів
Код посилання
<a href="https://ua.patents.su/3-92655-sposib-viznachennya-parametriv-poverkhni-obertovikh-agregativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення параметрів поверхні обертових агрегатів</a>
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Паткевич Ольга Іванівна, Усачов Петро Антонович
МПК: B23B 25/00
Мітки: шорсткості, поверхні, визначення, різання, параметрів, процесі, спосіб
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Спосіб визначення оптичних параметрів поверхні твердих тіл
Номер патенту: 40115
Опубліковано: 16.07.2001
Автори: Венгер Євгеній Федорович, Буршта Ігор Іосифович, Завадський Сергій Миколайович
МПК: G01N 21/00
Мітки: тіл, спосіб, параметрів, твердих, поверхні, оптичних, визначення
Формула / Реферат:
Спосіб визначення оптичних параметрів поверхні твердих тіл, що включає встановлення зазору між поверхнею досліджуваного зразка і елементом порушеного повного внутрішнього відбивання, опромінення цієї поверхні р- і s-поляризованим електромагнітним випромінюванням через, елемент порушеного повного внутрішнього відбивання, вимірювання еліпсометричиих кутів y і D, і розвязування основного еліпсометричного рівняння...
Спосіб визначення координат точок поверхні манекена
Номер патенту: 63491
Опубліковано: 15.01.2004
Автори: Славінська Алла Людвігівна, Михайловський Юрій Броніславович, Мица Вікторія Василівна
МПК: A41H 1/00
Мітки: манекена, поверхні, координат, спосіб, точок, визначення
Формула / Реферат:
Спосіб визначення координат точок поверхні манекена, який здійснюється за допомогою градуйованої платформи з манекеном, що обертається, приводів для обертання манекена та переміщення вертикального стержня, механізму фіксування координат точок, який відрізняється тим, що координати точок поверхні манекена - кут повороту манекена, величина переміщення вертикального стержня з механізмом ролика, відстань від поверхні манекена до осі обертання...
Спосіб визначення геометричних параметрів коронки зуба людини
Номер патенту: 73846
Опубліковано: 15.09.2005
Автори: Семенець Валерій Васильович, Масловський Олександр Сергійович, Аврунін Олег Григорович
МПК: A61C 5/08
Мітки: людини, коронки, визначення, параметрів, зуба, геометричних, спосіб
Формула / Реферат:
Спосіб визначення геометричних параметрів коронки зуба людини, що передбачає закріплення зуба на плато фіксуючого приладу, визначення рівня анатомічної шийки зуба, установку системи координат, який відрізняється тим, що виконують позначення координат мезіальної та дистальної граничних точок шийки зуба, вимірювання пришийкової ширини коронки, пришийкових мезіального та дистального кутів нахилу коронки, мезіальної та дистальної висот коронки,...
Спосіб визначення геометричних параметрів колових підкранових колій
Номер патенту: 50117
Опубліковано: 15.10.2002
Автори: Третяк Корнилій Романович, Черняга Петро Гервазійович, Шпаківський Петро Пилипович, Шевченко Тарас Георгійович, Мороз Олександр Іванович
МПК: G01C 3/00
Мітки: визначення, геометричних, колових, параметрів, підкранових, спосіб, колій
Формула / Реферат:
Спосіб визначення геометричних параметрів колових підкранових колій, який полягає у тому, що позначають вісь колії як середину рейки, вимірюють віддалі між точками осі колії, розташованими рівномірно, визначають за результатами вимірів оптимальний радіус осі колії і відхилення від нього точок осі колії, який відрізняється тим, що вимірювання віддалей між точками здійснюють за допомогою електронного тахеометра, який встановлюють на крані...
Попередній патент: Вузол з’єднання колон з надколонною плитою перекриття безригельного каркаса споруди
Наступний патент: Очисник головок коренеплодів
Випадковий патент: Ад"ювант для пестицидів, пестицидна композиція та спосіб боротьби з шкідниками рослин