Спосіб фінішної прецизійної обробки угнутих з малим радіусом циліндричних поверхонь лінз із скла та сапфіру (a-al2o3)
Номер патенту: 93632
Опубліковано: 25.02.2011
Автори: Рогов Валентин Васильович, Троян Олександр Васильович, Рубльов Микола Дмитрович, Ветров Анатолій Григорович
Формула / Реферат
1. Спосіб фінішної прецизійної обробки угнутих циліндричних з малим радіусом поверхні оптичних деталей із скла та сапфіру, який включає операції шліфування та полірування методом вільного притирання із застосуванням алмазних та полірувальних суспензій з використанням зворотно-поступальних прямолінійних рухів оброблювального інструмента-притира, який відрізняється тим, що одночасно оброблювальним інструментом-притиром здійснюють, окрім зворотно-поступальних прямолінійних рухів уздовж твірної циліндричноїї поверхні деталі, коливально-обертові рухи навколо її осі, причому частоту зворотно-поступальних прямолінійних рухів вибирають більшою за частоту коливально-обертових рухів оброблювального інструмента-притира, які здійснюють з розмахом близько 1/9 кола.
2. Спосіб за п.1, який відрізняється тим, що деталь залишають нерухомо притиснутою до поверхні інструмента-притира під дією ваги постійного вантажу або сили стиснення пружини.
3. Спосіб за п. 1 або 2, який відрізняється тим, що співвідношення частот зворотно-поступального прямолінійного руху та коливально-обертового руху оброблювального інструмента-притира становить 13:1.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що розмах коливально-обертового руху здійснюють на кут ![]() =±20°.
=±20°.
Текст
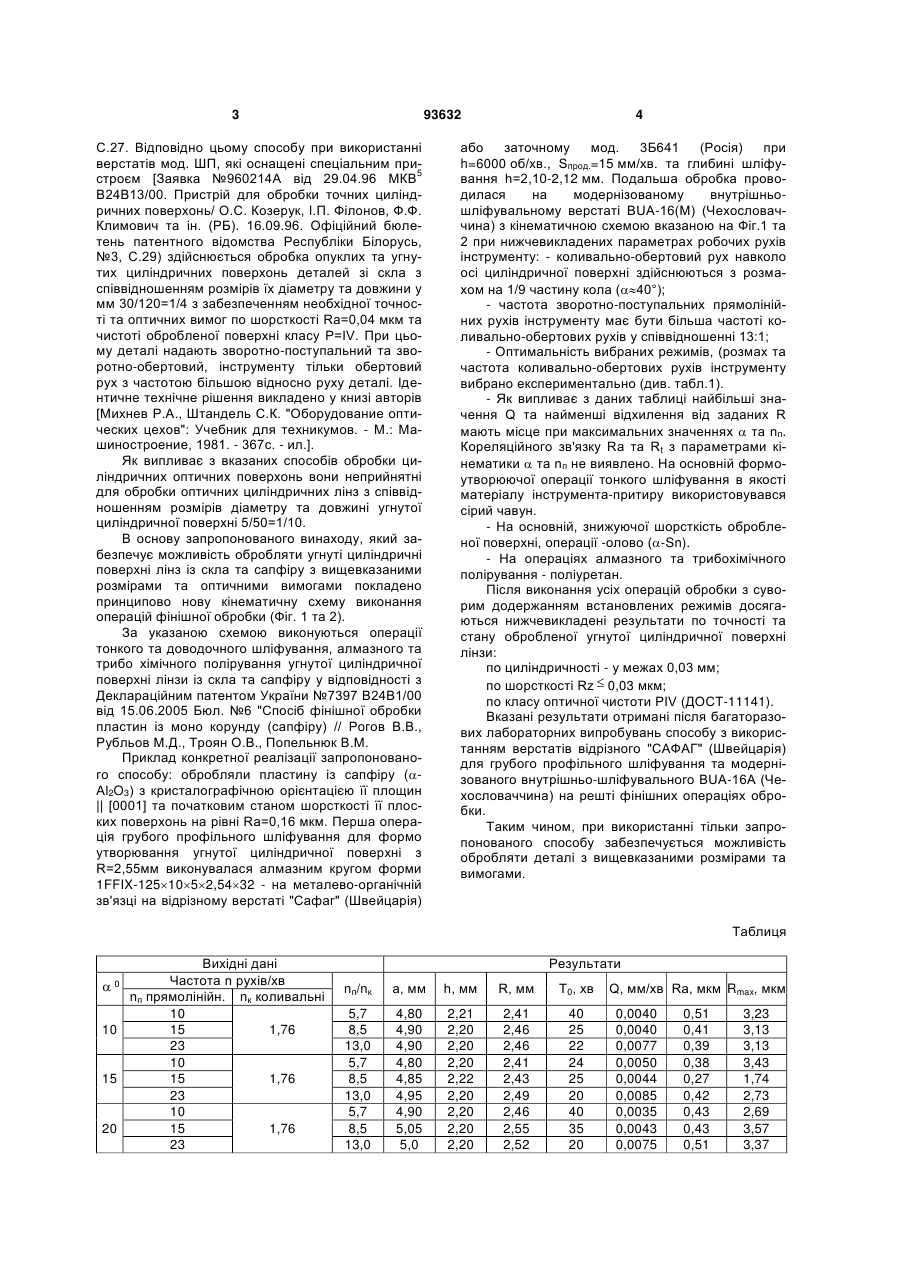
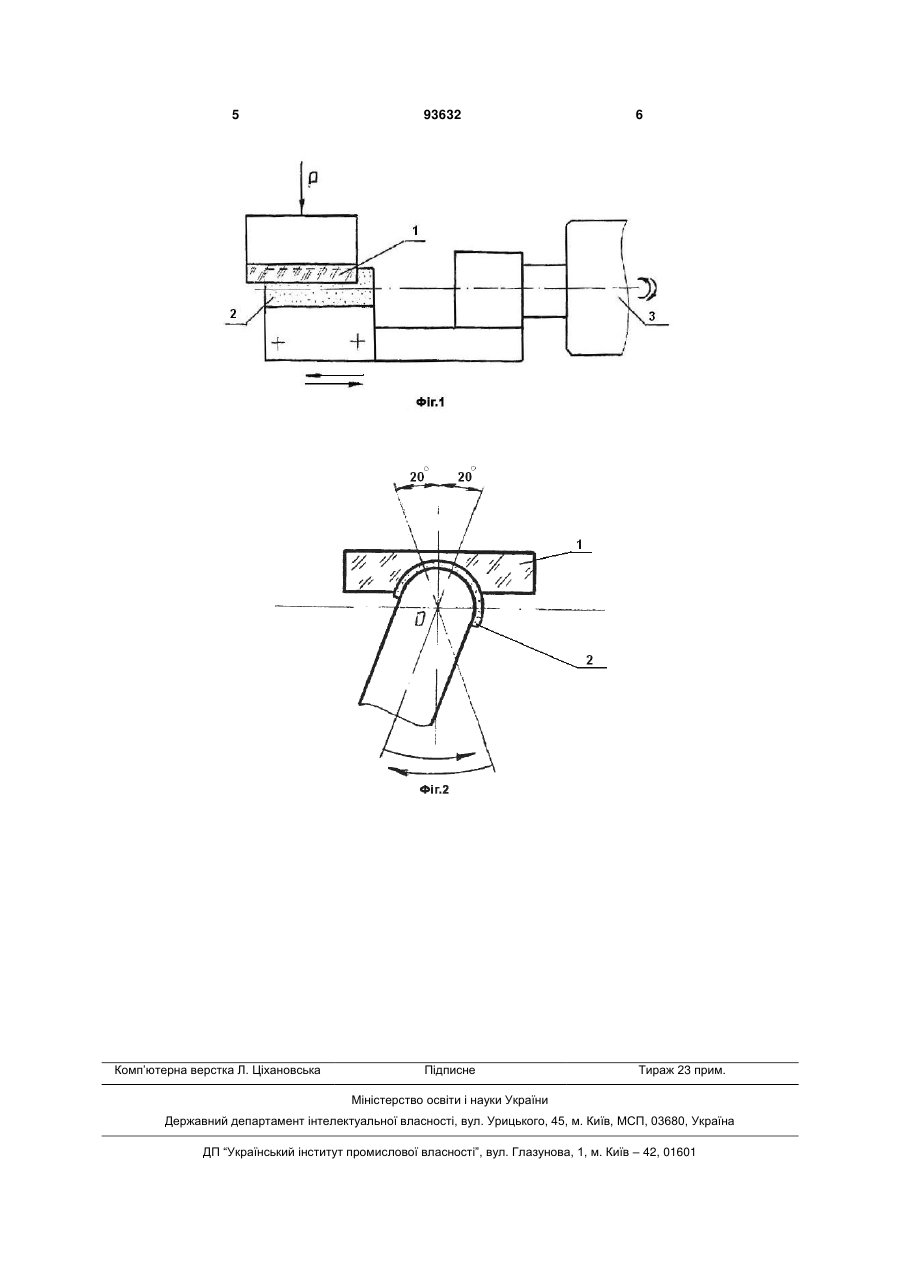
Спосіб фінішної прецизійної обробки угнутих циліндричних з малим радіусом поверхні оптичних деталей із скла та сапфіру, який включає операції шліфування та полірування методом вільного притирання із застосуванням алмазних та полірувальних суспензій з використанням зворотно C2 2 (19) 1 3 93632 С.27. Відповідно цьому способу при використанні верстатів мод. ШП, які оснащені спеціальним пристроєм [Заявка №960214А від 29.04.96 МКВ5 В24В13/00. Пристрій для обробки точних циліндричних поверхонь/ О.С. Козерук, І.П. Філонов, Ф.Ф. Климович та ін. (РБ). 16.09.96. Офіційний бюлетень патентного відомства Республіки Білорусь, №3, С.29) здійснюється обробка опуклих та угнутих циліндричних поверхонь деталей зі скла з співвідношенням розмірів їх діаметру та довжини у мм 30/120=1/4 з забезпеченням необхідної точності та оптичних вимог по шорсткості Ra=0,04 мкм та чистоті обробленої поверхні класу P=IV. При цьому деталі надають зворотно-поступальний та зворотно-обертовий, інструменту тільки обертовий рух з частотою більшою відносно руху деталі. Ідентичне технічне рішення викладено у книзі авторів [Михнев Р.А., Штандель С.К. "Оборудование оптических цехов": Учебник для техникумов. - М.: Машиностроение, 1981. - 367с. - ил.]. Як випливає з вказаних способів обробки циліндричних оптичних поверхонь вони неприйнятні для обробки оптичних циліндричних лінз з співвідношенням розмірів діаметру та довжині угнутої циліндричної поверхні 5/50=1/10. В основу запропонованого винаходу, який забезпечує можливість обробляти угнуті циліндричні поверхні лінз із скла та сапфіру з вищевказаними розмірами та оптичними вимогами покладено принципово нову кінематичну схему виконання операцій фінішної обробки (Фіг. 1 та 2). За указаною схемою виконуються операції тонкого та доводочного шліфування, алмазного та трибо хімічного полірування угнутої циліндричної поверхні лінзи із скла та сапфіру у відповідності з Деклараційним патентом України №7397 В24В1/00 від 15.06.2005 Бюл. №6 "Спосіб фінішної обробки пластин із моно корунду (сапфіру) // Рогов В.В., Рубльов М.Д., Троян О.В., Попельнюк В.М. Приклад конкретної реалізації запропонованого способу: обробляли пластину із сапфіру (Аl2O3) з кристалографічною орієнтацією її площин || [0001] та початковим станом шорсткості її плоских поверхонь на рівні Ra=0,16 мкм. Перша операція грубого профільного шліфування для формо утворювання угнутої циліндричної поверхні з R=2,55мм виконувалася алмазним кругом форми 1FFIX-1251052,5432 - на металево-органічній зв'язці на відрізному верстаті "Сафаг" (Швейцарія) 4 або заточному мод. 3Б641 (Росія) при h=6000 об/хв., Sпрод.=15 мм/хв. та глибині шліфування h=2,10-2,12 мм. Подальша обробка проводилася на модернізованому внутрішньошліфувальному верстаті BUA-16(M) (Чехословаччина) з кінематичною схемою вказаною на Фіг.1 та 2 при нижчевикладених параметрах робочих рухів інструменту: - коливально-обертовий рух навколо осі циліндричної поверхні здійснюються з розмахом на 1/9 частину кола (40°); - частота зворотно-поступальних прямолінійних рухів інструменту має бути більша частоті коливально-обертових рухів у співвідношенні 13:1; - Оптимальність вибраних режимів, (розмах та частота коливально-обертових рухів інструменту вибрано експериментально (див. табл.1). - Як випливає з даних таблиці найбільші значення Q та найменші відхилення від заданих R мають місце при максимальних значеннях та nп. Кореляційного зв'язку Ra та Rt з параметрами кінематики та nп не виявлено. На основній формоутворюючої операції тонкого шліфування в якості матеріалу інструмента-притиру використовувався сірий чавун. - На основній, знижуючої шорсткість обробленої поверхні, операції -олово (-Sn). - На операціях алмазного та трибохімічного полірування - поліуретан. Після виконання усіх операцій обробки з суворим додержанням встановлених режимів досягаються нижчевикладені результати по точності та стану обробленої угнутої циліндричної поверхні лінзи: по циліндричності - у межах 0,03 мм; по шорсткості Rz 0,03 мкм; по класу оптичної чистоти PIV (ДОСТ-11141). Вказані результати отримані після багаторазових лабораторних випробувань способу з використанням верстатів відрізного "САФАГ" (Швейцарія) для грубого профільного шліфування та модернізованого внутрішньо-шліфувального BUA-16A (Чехословаччина) на решті фінішних операціях обробки. Таким чином, при використанні тільки запропонованого способу забезпечується можливість обробляти деталі з вищевказаними розмірами та вимогами. Таблиця Вихідні дані Частота n рухів/хв nп прямолінійн. nк коливальні 10 10 15 1,76 23 10 15 15 1,76 23 10 20 15 1,76 23 0 Результати nп/nк а, мм h, мм R, мм Т0, хв 5,7 8,5 13,0 5,7 8,5 13,0 5,7 8,5 13,0 4,80 4,90 4,90 4,80 4,85 4,95 4,90 5,05 5,0 2,21 2,20 2,20 2,20 2,22 2,20 2,20 2,20 2,20 2,41 2,46 2,46 2,41 2,43 2,49 2,46 2,55 2,52 40 25 22 24 25 20 40 35 20 Q, мм/хв Ra, мкм Rmax, мкм 0,0040 0,0040 0,0077 0,0050 0,0044 0,0085 0,0035 0,0043 0,0075 0,51 0,41 0,39 0,38 0,27 0,42 0,43 0,43 0,51 3,23 3,13 3,13 3,43 1,74 2,73 2,69 3,57 3,37 5 Комп’ютерна верстка Л. Ціхановська 93632 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of precision finishing machining of concave cylindrical with small radius surfaces of lens from glass of and sapphire (?-al2o3)
Автори англійськоюRubliov Mykola Dmytrovych, Rohov Valentyn Vasyliovych, Troian Oleksandr Vasyliovych, Vetrov Anatolii Hryhorovych
Назва патенту російськоюСпособ финишной прецизионной обработки вогнутых цилиндрических c малым радиусом поверхностей линз из стекла и сапфира (?-al2o3)
Автори російськоюРублев Николай Дмитриевич, Рогов Валентин Васильевич, Троян Александр Васильевич, Ветров Анатолий Григорьевич
МПК / Мітки
МПК: B24D 5/00
Мітки: сапфіру, скла, радіусом, a-al2o3, обробки, угнутих, малим, фінішної, лінз, спосіб, циліндричних, поверхонь, прецизійної
Код посилання
<a href="https://ua.patents.su/3-93632-sposib-finishno-precizijjno-obrobki-ugnutikh-z-malim-radiusom-cilindrichnikh-poverkhon-linz-iz-skla-ta-sapfiru-a-al2o3.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної прецизійної обробки угнутих з малим радіусом циліндричних поверхонь лінз із скла та сапфіру (a-al2o3)</a>
Спосіб фінішної обробки пластин з монокорунду (сапфіру)
Номер патенту: 7397
Опубліковано: 15.06.2005
Автори: Рубльов Микола Дмитрович, Попельнюк Валентин Миколайович, Троян Олександр Васильович, Рогов Валентин Васильович
МПК: B24B 1/00
Мітки: обробки, спосіб, сапфіру, фінішної, пластин, монокорунду
Формула / Реферат:
1. Спосіб фінішної обробки пластин з монокорунду(сапфіру), згідно з яким поверхні пластин шліфують і полірують абразивним інструментом із застосуванням абразивних і полірувальних суспензій, після чого здійснюють хімічне полірування поверхонь деталей, який відрізняється тим, що шліфування і полірування проводять за умови зняття припусків у відповідності з глибиною порушеного шару на попередніх операціях, яку приймають рівною величині розміру...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: спосіб, магнітно-абразивної, фінішної, отворів, композитів, високолегованих, поверхонь, обробки, циліндричних, деталей
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Губар Павло Олексійович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: нікелю, отворів, магнітном'яких, магнітно-абразивної, основі, сплавів, обробки, спосіб, фінішної, циліндричних, деталей, високолегованих, поверхонь
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Рогов Валентин Васильович, Рубльов Микола Дмитрович, Кротенко Тетяна Леонідівна, Троян Олександр Васильович
Мітки: полірувальний, фінішної, прецизійної, монокорунду, інструмент, деталей, спосіб, обробки
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Спосіб двосторонньої фінішної обробки торців циліндричних деталей
Номер патенту: 69020
Опубліковано: 15.12.2006
Автор: Черенов Олексій Борисович
МПК: B24B 37/04, B24B 7/00
Мітки: фінішної, обробки, спосіб, деталей, двосторонньої, циліндричних, торців
Формула / Реферат:
1. Спосіб двосторонньої фінішної обробки торців циліндричних деталей, що включає обертання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, що обертаються, кожний з яких розвернуто на кут α до осі його обертання, який відрізняється тим, що беруть гнучкі абразивні круги, а кут розвороту гнучких абразивних кругів α до осей їхнього обертання встановлюють таким, щоб половина різниці між...
Попередній патент: Спосіб лікування гастроезофагеальної рефлюксної хвороби за миговичем
Наступний патент: Спосіб отримання поліуретанів
Випадковий патент: Пристрій для стрільби кулями несмертельної дії