Секція для обробки рідкого металу газами
Номер патенту: 96708
Опубліковано: 25.11.2011
Автори: Живченко Володимир Семенович, Шемігон Михайло Володимирович

Формула / Реферат
1. Секція для обробки рідкого металу газами, яка містить крізні щілиноподібні капілярні отвори для виходу газу, розташовані рядками, яка відрізняється тим, що вона додатково оснащена щонайменше одним арматурним стержнем, який розміщений перпендикулярно напрямку розташування отворів і має діаметр 1,0-20,0 мм.
2. Секція за п. 1, яка відрізняється тим, що стержень має довжину 0,5-1,0 довжини секції.
3. Секція за п. 1 або 2, яка відрізняється тим, що арматурний стержень розташований на відстані від робочої поверхні, що не перевищує відстань максимального зносу.
4. Секція за будь-яким з пп. 1-3, яка відрізняється тим, що містить декілька стержнів.
Текст
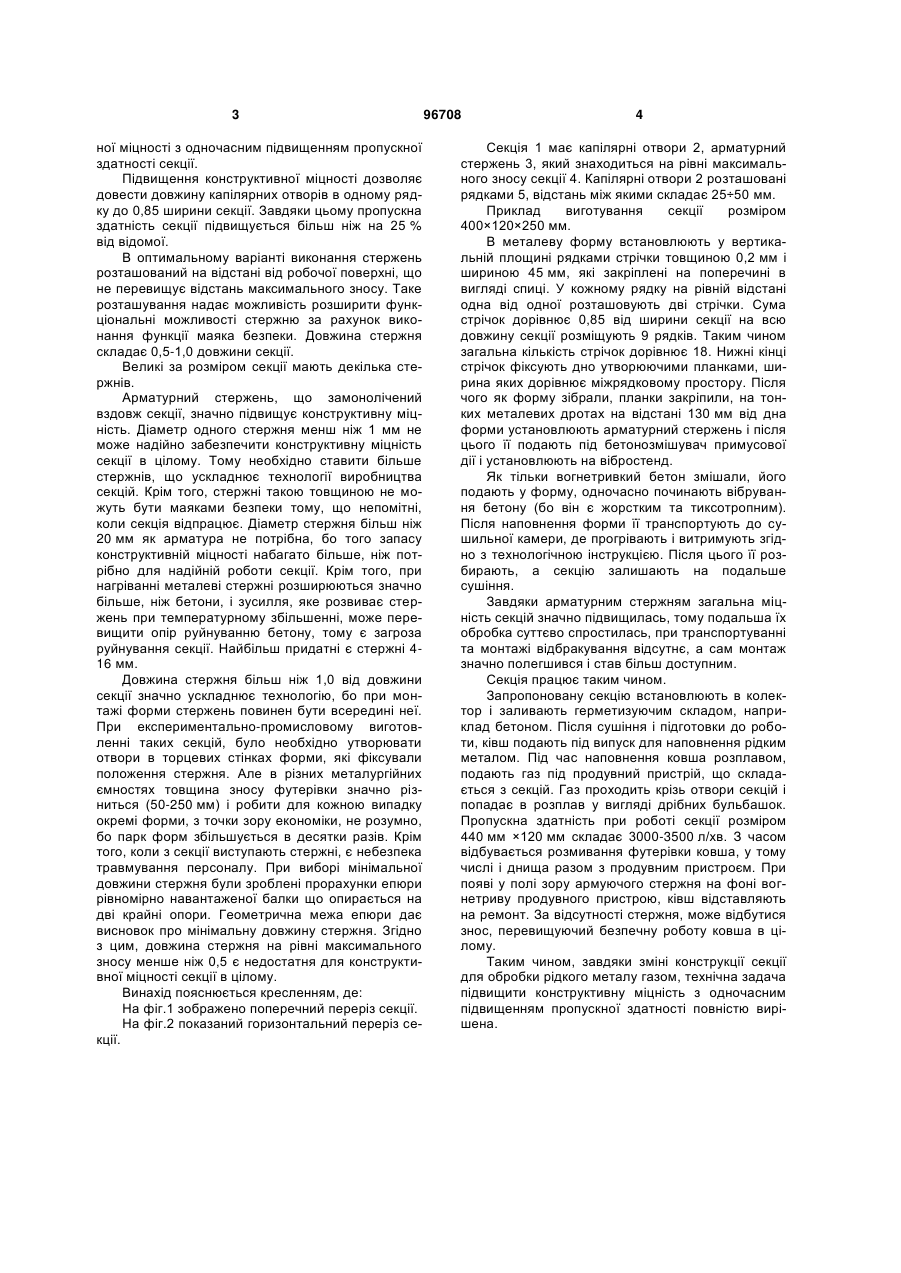
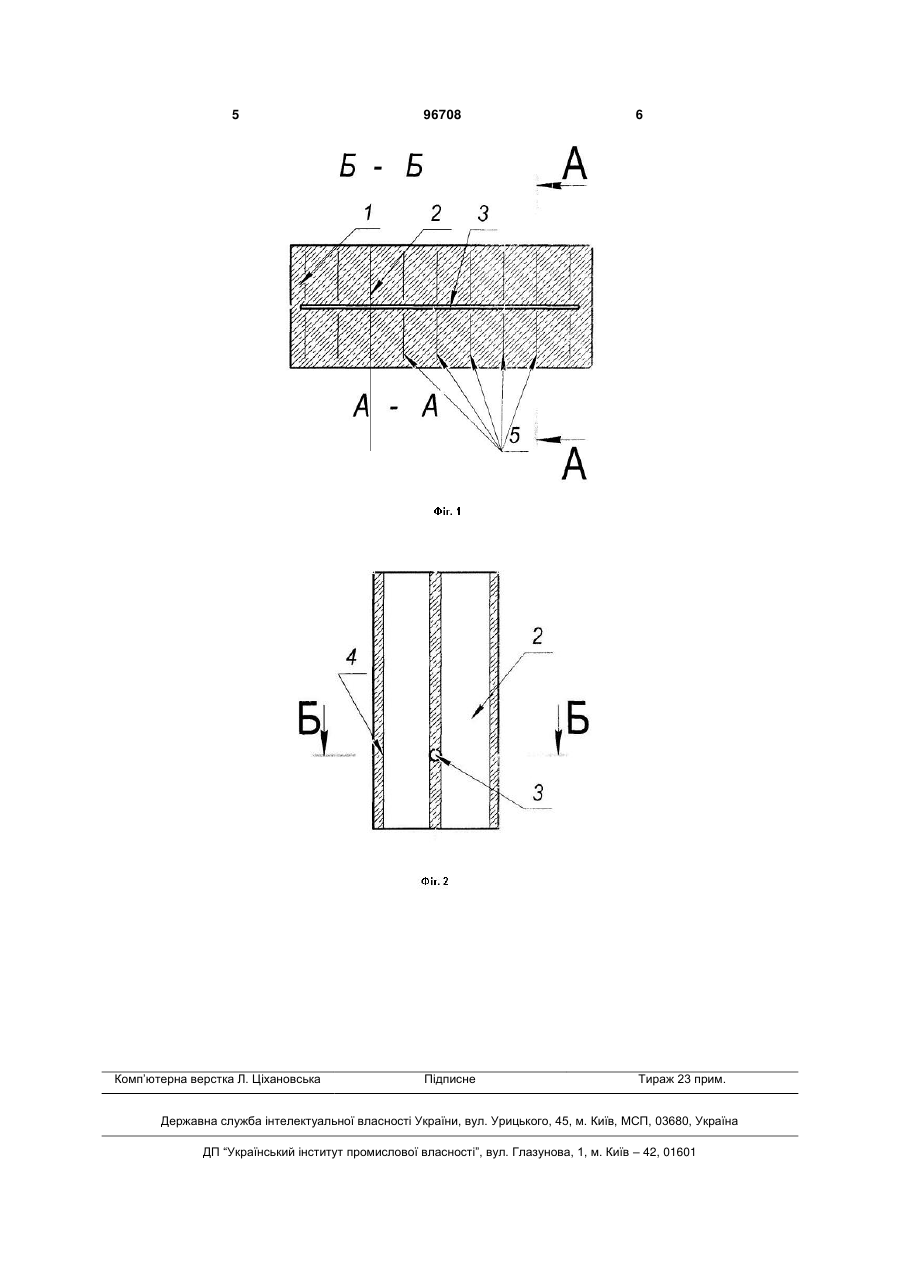
1. Секція для обробки рідкого металу газами, яка містить крізні щілиноподібні капілярні отвори 3 ної міцності з одночасним підвищенням пропускної здатності секції. Підвищення конструктивної міцності дозволяє довести довжину капілярних отворів в одному рядку до 0,85 ширини секції. Завдяки цьому пропускна здатність секції підвищується більш ніж на 25 % від відомої. В оптимальному варіанті виконання стержень розташований на відстані від робочої поверхні, що не перевищує відстань максимального зносу. Таке розташування надає можливість розширити функціональні можливості стержню за рахунок виконання функції маяка безпеки. Довжина стержня складає 0,5-1,0 довжини секції. Великі за розміром секції мають декілька стержнів. Арматурний стержень, що замонолічений вздовж секції, значно підвищує конструктивну міцність. Діаметр одного стержня менш ніж 1 мм не може надійно забезпечити конструктивну міцність секції в цілому. Тому необхідно ставити більше стержнів, що ускладнює технології виробництва секцій. Крім того, стержні такою товщиною не можуть бути маяками безпеки тому, що непомітні, коли секція відпрацює. Діаметр стержня більш ніж 20 мм як арматура не потрібна, бо того запасу конструктивній міцності набагато більше, ніж потрібно для надійній роботи секції. Крім того, при нагріванні металеві стержні розширюються значно більше, ніж бетони, і зусилля, яке розвиває стержень при температурному збільшенні, може перевищити опір руйнуванню бетону, тому є загроза руйнування секції. Найбільш придатні є стержні 416 мм. Довжина стержня більш ніж 1,0 від довжини секції значно ускладнює технологію, бо при монтажі форми стержень повинен бути всередині неї. При експериментально-промисловому виготовленні таких секцій, було необхідно утворювати отвори в торцевих стінках форми, які фіксували положення стержня. Але в різних металургійних ємностях товщина зносу футерівки значно різниться (50-250 мм) і робити для кожною випадку окремі форми, з точки зору економіки, не розумно, бо парк форм збільшується в десятки разів. Крім того, коли з секції виступають стержні, є небезпека травмування персоналу. При виборі мінімальної довжини стержня були зроблені прорахунки епюри рівномірно навантаженої балки що опирається на дві крайні опори. Геометрична межа епюри дає висновок про мінімальну довжину стержня. Згідно з цим, довжина стержня на рівні максимального зносу менше ніж 0,5 є недостатня для конструктивної міцності секції в цілому. Винахід пояснюється кресленням, де: На фіг.1 зображено поперечний переріз секції. На фіг.2 показаний горизонтальний переріз секції. 96708 4 Секція 1 має капілярні отвори 2, арматурний стержень 3, який знаходиться на рівні максимального зносу секції 4. Капілярні отвори 2 розташовані рядками 5, відстань між якими складає 25÷50 мм. Приклад виготування секції розміром 400×120×250 мм. В металеву форму встановлюють у вертикальній площині рядками стрічки товщиною 0,2 мм і шириною 45 мм, які закріплені на поперечині в вигляді спиці. У кожному рядку на рівній відстані одна від одної розташовують дві стрічки. Сума стрічок дорівнює 0,85 від ширини секції на всю довжину секції розміщують 9 рядків. Таким чином загальна кількість стрічок дорівнює 18. Нижні кінці стрічок фіксують дно утворюючими планками, ширина яких дорівнює міжрядковому простору. Після чого як форму зібрали, планки закріпили, на тонких металевих дротах на відстані 130 мм від дна форми установлюють арматурний стержень і після цього її подають під бетонозмішувач примусової дії і установлюють на вібростенд. Як тільки вогнетривкий бетон змішали, його подають у форму, одночасно починають вібрування бетону (бо він є жорстким та тиксотропним). Після наповнення форми її транспортують до сушильної камери, де прогрівають і витримують згідно з технологічною інструкцією. Після цього її розбирають, а секцію залишають на подальше сушіння. Завдяки арматурним стержням загальна міцність секцій значно підвищилась, тому подальша їх обробка суттєво спростилась, при транспортуванні та монтажі відбракування відсутнє, а сам монтаж значно полегшився і став більш доступним. Секція працює таким чином. Запропоновану секцію встановлюють в колектор і заливають герметизуючим складом, наприклад бетоном. Після сушіння і підготовки до роботи, ківш подають під випуск для наповнення рідким металом. Під час наповнення ковша розплавом, подають газ під продувний пристрій, що складається з секцій. Газ проходить крізь отвори секцій і попадає в розплав у вигляді дрібних бульбашок. Пропускна здатність при роботі секції розміром 440 мм ×120 мм складає 3000-3500 л/хв. З часом відбувається розмивання футерівки ковша, у тому числі і днища разом з продувним пристроєм. При появі у полі зору армуючого стержня на фоні вогнетриву продувного пристрою, ківш відставляють на ремонт. За відсутності стержня, може відбутися знос, перевищуючий безпечну роботу ковша в цілому. Таким чином, завдяки зміні конструкції секції для обробки рідкого металу газом, технічна задача підвищити конструктивну міцність з одночасним підвищенням пропускної здатності повністю вирішена. 5 Комп’ютерна верстка Л. Ціхановська 96708 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection for processing liquid metal with gases
Автори англійськоюZhyvchenko Volodymyr Semenovych, Shemihon Mykhailo Volodymyrovych
Назва патенту російськоюСекция для обработки жидкого металла газами
Автори російськоюЖивченко Владимир Семенович, Шемигон Михаил Владимирович
МПК / Мітки
МПК: C21C 7/072, B22D 41/02, C21C 1/00, C22B 9/05, B22D 41/42, B22D 1/00
Мітки: металу, рідкого, секція, газами, обробки
Код посилання
<a href="https://ua.patents.su/3-96708-sekciya-dlya-obrobki-ridkogo-metalu-gazami.html" target="_blank" rel="follow" title="База патентів України">Секція для обробки рідкого металу газами</a>
Секція для обробки рідкого металу газами

Номер патенту: 58533
Опубліковано: 11.04.2011
Автори: Живченко Володимир Семенович, Шемігон Михайло Володимирович
МПК: C21C 7/072, B22D 41/02
Мітки: рідкого, обробки, металу, секція, газами
Формула / Реферат:
1. Секція для обробки рідкого металу газами, що має крізні щілиноподібні капілярні отвори для виходу газу, розташовані рядками, яка відрізняється тим, що вона додатково оснащена щонайменше одним арматурним стержнем, який розміщений перпендикулярно напрямку розташування отворів і має діаметр 1,0-20,0 мм.2. Секція за п. 1, яка відрізняється тим, що стержень має довжину 0,5-1,0 довжини секції.3. Секція за п. 1 або п. 2, яка...
Секція для обробки рідкого металу газами

Номер патенту: 54999
Опубліковано: 25.11.2010
Автори: Шемігон Михайло Володимирович, Архіпов Андрій В'ячеславовіч, Живченко Володимир Семенович
МПК: B22D 1/00, C21C 7/072
Мітки: газами, металу, секція, обробки, рідкого
Формула / Реферат:
1. Секція для обробки рідкого металу газами, яка виготовлена з окремих елементів, пов'язаних між собою стяжкою, між якими розташовані капілярні отвори для виходу газу, яка відрізняється тим, що капілярні отвори для виходу газу створені щонайменше двома окремими роздільниками, встановленими між елементами у їх протилежних країв, секція має щонайменше один повздовжній наскрізний отвір, розташований на відстані максимального зносу від верхнього...
Секція для обробки рідкого металу газами

Номер патенту: 93174
Опубліковано: 10.01.2011
Автори: Живченко Володимир Семенович, Шемігон Михайло Володимирович, Архіпов Андрій В'ячеславовіч
МПК: B22D 1/00, C21C 7/072, C21C 5/48, B22D 41/00
Мітки: металу, секція, рідкого, газами, обробки
Формула / Реферат:
1. Секція для обробки рідкого металу газами, яка виготовлена з окремих елементів, пов'язаних між собою стяжкою, між якими розташовані капілярні отвори для виходу газу, яка відрізняється тим, що капілярні отвори для виходу газу утворені щонайменше двома окремими роздільниками, встановленими між елементами з їх протилежних країв, секція містить щонайменше один поздовжній наскрізний отвір, розташований на відстані максимального зносу від...
Секція для обробки рідкого металу газами
Номер патенту: 35357
Опубліковано: 10.09.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович
МПК: B22D 41/00, C21C 7/00
Мітки: газами, секція, обробки, металу, рідкого
Формула / Реферат:
1. Секція для обробки рідкого металу газами, яка має щілиноподібні капілярні отвори, розташовані рядками, яка відрізняється тим, що щілиноподібні капілярні отвори виконані вздовж секції.2. Секція за п. 1, яка відрізняється тим, що загальна довжина стрічки дорівнює довжини секції, а довжина щілини - не більше 70 мм.
Збірна секція для обробки рідкого металу газами

Номер патенту: 35356
Опубліковано: 10.09.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович
МПК: B22D 41/00
Мітки: обробки, секція, металу, газами, збірна, рідкого
Формула / Реферат:
1. Збірна секція для обробки рідкого металу газами, яка має крізні капілярні отвори, розташовані рядками, яка відрізняється тим, що крізні щілиноподібні капілярні отвори утворені зазором між елементами, з яких складається секція, а самі елементи мають на одній з площин виступи, які утворюють капілярні отвори.2. Секція за п. 1, яка відрізняється тим, що висота виступів дорівнює
Попередній патент: Аерогідродинамічна поверхня ігнашкіна
Наступний патент: Штам реліктових бактерій bacillus sp. f, що має імуномодулюючу активність і геропротекторну здатність
Випадковий патент: Спосіб та лінія для безперервного виготовлення довгомірних сталевих виробів