Сталеві труби, облицьовані відлитим під тиском бетоном або розчином, і способи їх виготовлення
Формула / Реферат
1. Облицьована литтям під тиском сталева труба, яка містить:
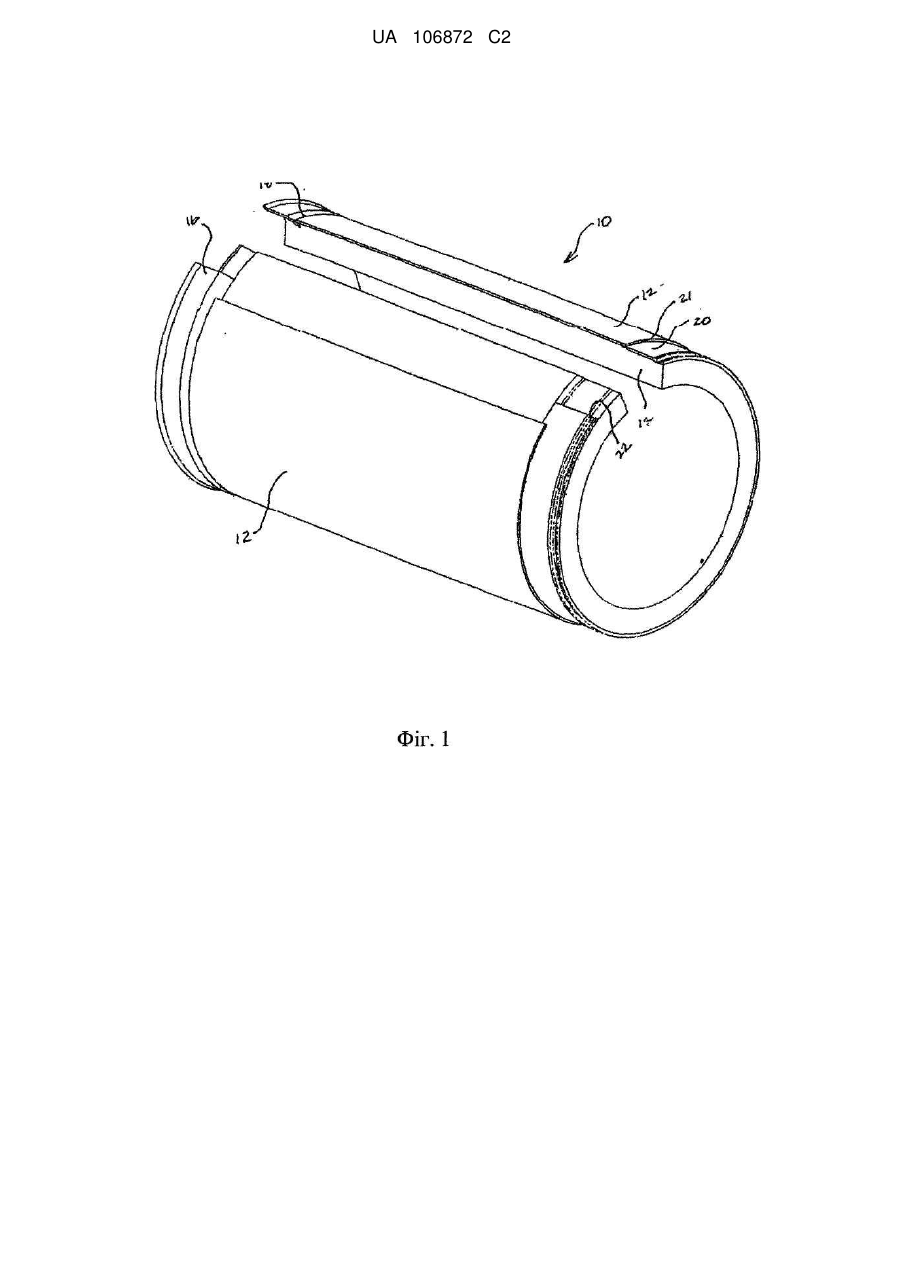
кільцеве облицювання з бетону або цементного розчину, яке утворює внутрішній діаметр труби; і
металеву оболонку, яка оточує облицювання і має товщину стінки приблизно від 0,06 до 0,75 дюйма;
в якій облицювання має товщину стінки, яка приблизно в 10-50 разів більша товщини стінки оболонки, причому облицювання розташоване в прямому контакті з внутрішньою поверхнею стінки металевої оболонки, при цьому облицювання твердне на місці впритул до металевої оболонки за допомогою прямого контакту з рідким середовищем під тиском для введення затверділого облицювання в стан стиснення металевою оболонкою.
2. Труба за п. 1, в якій, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене.
3. Спосіб виготовлення облицьованої литтям під тиском сталевої труби, який включає етапи, на яких здійснюють:
подавання об'єму складу бетону або розчину в форму, утворену між металевою оболонкою вздовж зовнішнього діаметра і рухомого осердя вздовж внутрішнього діаметра;
вплив силою тиску на склад для розширення металевої оболонки; причому сила тиску забезпечена рідиною під тиском, що знаходиться в прямому контакті з поверхнею складу;
скидання тиску після досягнення складом бетону або розчину ступеня тверднення для формування облицювання з бетону або цементного розчину, причому відношення товщини стінки облицювання і металевої оболонки знаходиться в діапазоні від близько 10:1 до 50:1, при цьому етап скидання тиску викликає прикладання сили стиснення металевою оболонкою до облицювання; і
видалення рухомого осердя з внутрішнього діаметра облицювання.
4. Спосіб за п. 3, в якому рідина під тиском є водою.
5. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді еластомерного елемента.
6. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді стягувального твердого елемента.
7. Спосіб за п. 3, в якому рухоме осердя виконане у формі циліндричної жорсткої конструкції, яка може розширюватися для формування облицювання і стискатися для видалення осердя після лиття під тиском.
8. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді сталевої труби високої міцності.
9. Спосіб за п. 3, в якому рухоме осердя вибране з групи матеріалів, що складається з армованої волокном полімерної труби, пластмасової труби та їх комбінацій.
10. Спосіб за п. 3, в якому склад бетону або цементного розчину включає розширювальну домішку, яка з металевою оболонкою сприяє прикладанню стискувального зусилля до облицювання.
11. Спосіб за п. 3, в якому форма містить кільцеву камеру, яка орієнтована вертикально.
12. Облицьована литтям під тиском сталева труба, виконана згідно із способом за п. 3, в якій облицювання з бетону або цементного розчину знаходиться в прямому контакті з внутрішньою поверхнею стінки металевої оболонки.
13. Облицьована литтям під тиском сталева труба, виконана згідно із способом за п. 3, в якій облицювання з бетону або цементного розчину має товщину стінки, яка приблизно в 10-50 разів більша товщини стінки сталевої оболонки.
14. Спосіб за п. 3, в якому, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене.
15. Вузол для лиття під тиском для виготовлення облицьованої сталевої труби, який містить:
циліндричну металеву оболонку, яка утворює зовнішню частину труби;
опорний елемент, в робочому положенні з'єднаний з нижньою частиною металевої оболонки;
верхній елемент, в робочому положенні з'єднаний з верхньою частиною металевої оболонки;
внутрішній елемент форми, розташований концентрично всередині металевої оболонки;
кільцеву камеру, розташовану між металевою оболонкою і внутрішнім елементом форми для розміщення в ній об'єму складу бетону або розчину; і
засіб для подання рідкого середовища для підвищення тиску в форму і в прямий контакт з поверхнею складу бетону або розчину для розширення складом металевої оболонки;
в якому діаметр внутрішнього елемента форми може зменшуватися, коли склад досягає заданого ступеня твердіння, при цьому відношення товщини стінки облицювання і металевої оболонки знаходиться в діапазоні від близько 10:1 до 50:1.
16. Вузол для лиття під тиском за п. 15, в якому рідке середовище для підвищення тиску є водою.
17. Вузол для лиття під тиском за п. 15, який також містить нагнітальну трубу, яка розташована концентрично всередині внутрішнього елемента форми.
18. Вузол для лиття під тиском за п. 15, в якому рідке середовище для підвищення тиску знаходиться всередині кільцевої камери для рідини, розташованої між нагнітальною трубою і внутрішнім елементом форми.
19. Вузол для лиття під тиском за п. 18, в якому тиск рідкого середовища для підвищення тиску є приблизно однаковим на поверхні складу бетону або розчину і всередині кільцевої камери для рідини.
20. Вузол для лиття під тиском за п. 15, який також містить ущільнювальний засіб для вміщення складу бетону або цементного розчину в межах кільцевої камери в ході операції підвищення тиску з використанням рідкого середовища для підвищення тиску.
21. Вузол для лиття під тиском за п. 15, в якому верхній елемент включає верхнє кільце, розташоване зверху кінця металевої оболонки.
22. Вузол для лиття під тиском за п. 21, в якому поверхня складу бетону або цементного розчину перед підвищенням тиску знаходиться вище кінця металевої оболонки і розташована всередині верхнього кільця.
23. Вузол для лиття під тиском за п. 15, в якому кільцева камера орієнтована вертикально.
24. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми являє собою твердий циліндричний елемент, який має протилежні поздовжні кромки, які можуть переміщатися для зменшення діаметра елемента.
25. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми є гумовим елементом.
26. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми являє собою твердий циліндричний елемент, який може розширюватися і скорочуватися на достатню величину для забезпечення формування облицювання та відділення від нього облицювання.
27. Вузол за п. 15, в якому, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене.
Текст
Реферат: Облицьована литтям під тиском сталева труба містить кільцеве облицювання (14) з бетону або розчину вздовж внутрішнього діаметра, і металеву оболонку (12), яка оточує облицювання, причому облицювання (14) знаходиться в прямому контакті з металевою оболонкою (12). Товщина стінки облицювання може бути в 10-50 разів більше товщини металевої оболонки. Труба може бути покрита діелектричним матеріалом. Формувальний вузол, який використовується для формування труби, включає кільцеву камеру для складу бетону або цементного розчину, сформовану між металевою оболонкою і внутрішнім елементом форми. У ливарному вузлі використовується вода під тиском для підвищення тиску складу бетону або цементного розчину і прикладання необхідної сили тиску до металевої оболонки, коли склад твердне у формі. Коли бажаний ступінь затвердіння досягнутий, тиск скидають, в результаті чого металева оболонка прикладає необхідну силу стиснення до затверділого облицювання. UA 106872 C2 (12) UA 106872 C2 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 ОПИС Даний винахід належить до сталевих труб, облицьованих бетоном або розчином і, більш конкретно, до сталевих труб, облицьованих відлитим під тиском бетоном або розчином, які виготовляють способами, які допускають одночасне затвердіння і створення попереднього напруження труби, таким чином, збільшуючи допустиме розрахункове напруження сталі, зберігаючи виробничу ефективність і знижуючи виробничі витрати. Звичайна облицьована бетоном сталева водопровідна труба, наприклад, труба великого діаметра, в даний час пристосована для максимального робочого напруження сталі, що становить приблизно 21000 фунтів на квадратний дюйм. Причиною для обмеження допустимого розрахункового напруження для такої труби є обмежена допустима деформація в облицюванні з бетону або розчину. Більше напруження сталі спричинить розтріскування облицювання з бетону або розчину під тиском і формування руйнівних тріщин, які несприятливо впливають на робочі характеристики облицювання і викликають імовірність пошкодження облицювання або інакше відпадання від внутрішньої поверхні сталевої труби. Використання облицювання з бетону або розчину з такою сталевою трубою відоме для використання у водопровідній галузі, оскільки вона має доведені кращі властивості захисту сталевої труби від внутрішньої корозії протягом тривалого періоду часу, наприклад, більше 50 років. Як альтернатива бетонному облицюванню можуть використовуватися полімерне облицювання, таке як облицювання на епоксидній основі і т. п., зі сталевими трубами, які можуть бути пристосовані для більш високої деформації на відмову. Однак жодне в цей час доступне полімерне облицювання не може гарантувати або припускати службу протягом 50 років в системі водопостачання без деякої форми періодичного обслуговування, в типовому випадку, з приблизно 15-річними інтервалами. Непрактично виводити з експлуатації такі облицьовані сталеві водопровідні труби, наприклад, коли вони використовуються як водопровідна магістраль і т. п., для піскоструминної обробки і повторного облицювання кожні 15 років для обслуговування. Другим обмеженням для сталевої облицьованої бетоном водопровідної труби є інженерні міркування і необхідність мати відношення діаметра до товщини приблизно 240 і, переважно, менше приблизно 220. Це означає, що труба діаметром 100 дюймів повинна мати мінімальну товщину стінки труби, яка складає приблизно 0,417 дюйма (відношення діаметра до товщини=240; товщина=100/240=0,417). Результатом цієї вимоги конструкції є те, що труба, яка може бути виконана з меншою товщиною стінки, в результаті внутрішнього тиску, вимагає більшої товщини в результаті напружень, пов'язаних з навантаженням, транспортуванням і монтажем. У цьому прикладі з діаметром 100 дюймів і товщиною стінки 0,417 дюйма труба для характеристик Тиск=(2*товщина*напруження)/діаметр=2*0,417*21000/100=175 фунтів на квадратний дюйм або менше повинна все ж мати товщину стінки труби, основану на відношенні діаметра до товщини=240. Вимога відношення діаметра до товщини основана на практичності навантаження, транспортування і монтажу труби. У умовах нестійкого ґрунту труба також схильна до руйнування або надмірного провисання, якщо не буде укріплена збільшеною товщиною облицювання, товщиною стінки сталевої труби, прикріпленими елементами жорсткості або дорогим внесенням більш стійких матеріалів основи. Звичайна циліндрична труба із попередньо напруженим бетоном містить внутрішню бетонну трубу або осердя, яке приведене в стан високого стиснення за допомогою дроту, який намотаний навколо внутрішньої труби. Стискаючі навантаження, які впливають на трубу при використанні, утворюються попередньо напруженим сталевим дротом з використанням високого допустимого розрахункового напруження, таким чином, що також служить для зменшення кількості сталі, яка використовується для забезпечення необхідної величини стиснення. Бетонне осердя створює опір утворюючий попереднє напруження дроту і сприяє утриманню навантаження ґрунту в заглибному стані. Осердя із попередньо напруженого бетону також сприяє підтриманню труби в ході транспортування і встановлення. Однак однією з проблем з циліндричною трубою із попередньо напруженим бетоном є складність захисту, який утворює високе попереднє напруження дроту від корозійних навколишніх середовищ, коли труба введена в експлуатацію, і потенційна сприйнятливість такого дроту до водневої крихкості, якщо застосовують надмірні рівні катодного захисту. Здатність легко здійснювати катодний захист, який утворює попереднє напруження дроту додатково ускладнюється низькою діелектричною міцністю типового бетонного облицювання, яке розміщене зверху утворюючого попереднє напруження дроту для запобігання його від корозії. Опір ізоляції може бути поліпшений нанесенням відповідного полімерного облицювання, наприклад, такого як Ameron International, що поставляється під назвою Amercoat 1972B. Хоча використання такого полімерного облицювання полегшує катодний захист сталевого дроту, 1 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 який утворює попереднє напруження, він викликає додаткові витрати з точки зору виробничих операцій і вартості сировини. Оскільки підземний водопровідний комплекс з труб і поверхневих або заглибних транзитних систем в типових великих містах збільшився з роками, інша проблема була результатом "катодної інтерференції" або паразитних підземних струмів, викликаних сусідніми сталевими трубопроводами під катодним захистом з точки зору зовнішньої корозії, і викликаних системами електропередач постійного струму. Великі водопровідні труби, встановлені багато років тому, тепер зустрічаються з новими трубами, які прокладені поблизу. Ці нові труби можуть мати катодний захист, і паразитні блукаючі струми, наведені від катодного захисту, можуть викликати корозійні струми в циліндричній трубі із попередньо напруженим бетоном. В результаті можливого існування таких паразитних блукаючих струмів багато які міські водопровідні компанії тепер надають перевагу або звичайній сталевій трубі з діелектричним покриттям для зовнішнього захисту від корозії, або посиленій сталевим циліндром бетонній трубі, коли зовнішні навантаження високі. Хоча це є ефективним підходом для контролю корозії труби, це дорого. Один підхід, відомий в даній галузі техніки для виготовлення попередньо напруженої сталевої труби, передбачав використання багатоступінчастого процесу первинного формування/відливання бетонного осердя, насування сталевої труби зверху попередньо відформованого бетонного осердя, і потім накачування під високим тиском рідкого цементного розчину в кільцевий зазор між попередньо відформованим бетонним осердям і сталевою трубою для забезпечення стиснення бетонного осердя. Однак з цим способом створення труби існують дві основні проблеми. Перша проблема стосується складності належної герметизації кінців бетонного осердя відносно сталевої труби в ході операції цементації під тиском. Друга проблема полягає в тому, як прикладати і зберігати тиск рідкого цементного розчину в ході затвердіння рідкого цементного розчину, особливо, якщо незначний витік рідкого цементного розчину відбувається в ущільненнях між сталевою трубою і бетонним осердям, в той час як рідкий цементний розчин затвердіває. Якщо використовується високонапорний насос для цементації, потенційний витік рідкого цементного розчину в ході затвердіння повинен заповнюватися насосом для цементації. Це буде означати, що насос для цементації повинен бути активним в ході операції затвердіння для заповнення витоку, що залишає імовірність затвердіння рідкого цементного розчину в насосі і руйнування насоса і одержання труби, яка має недостатній рівень попереднього напруження. Таким чином, необхідно одержати конструкцію труби і спосіб її виготовлення, які здатні забезпечити бажаний рівень таких властивостей, як жорсткість труби і внутрішня корозійна стійкість, яка відповідає типовому мінімуму, який становить 50 років служби, що надається звичайною циліндричною трубою із попередньо напруженим бетоном або облицьованою бетоном сталевою трубою. Також необхідно, щоб така конструкція труби була здатна забезпечувати бажаний ступінь запобігання від зовнішньої корозії і катодної інтерференції. Також необхідно, щоб така конструкція труби вироблялась економічно і з точки зору перспективної сировини, і з точки зору кількості часу і праці, що затрачується на її виготовлення. Облицьовані литтям під тиском сталеві труби, згідно з даним винаходом, містять кільцеве облицювання з бетону або розчину, що формує внутрішній діаметр труби, і металеву оболонку, яка оточує облицювання. Облицювання знаходиться в прямому контакті з внутрішньою поверхнею стінки металевої оболонки, і облицювання знаходиться в стані стиснення металевою оболонкою. Відношення товщини стінки облицювання і металевої оболонки знаходиться в діапазоні від близько 5:1 до 80:1 і, переважно, від близько 10:1 до 50:1. У типовому варіанті здійснення винаходу товщина стінки металевої оболонки знаходиться в діапазоні від близько 0,06 до 0,75 дюйма, і товщина стінки облицювання знаходиться в діапазоні від близько 1,5 до 10 дюймів. Товщина стінки облицювання може бути в 10-50 разів більшою товщини металевої оболонки в залежності від конкретного варіанта виконання труби і кінцевого варіанта застосування. Якщо необхідно, труба може також містити покриття з діелектричного матеріалу, розташованого вздовж зовнішньої поверхні металевої оболонки. Труби формують з використанням формувального вузла, який спеціально пристосований для розміщення необхідного об'єму складу бетону або розчину і впливу на нього силою стиснення, обчисленою для додавання необхідної сили попереднього напруження до металевої оболонки. У типовому варіанті здійснення винаходу такі труби формують за допомогою подачі об'єму складу бетону або розчину в прес-форму, сформовану між металевою оболонкою вздовж зовнішнього діаметра і рухомим осердям вздовж внутрішнього діаметра. Склад, що відливається, піддається впливу сили тиску для розширення металевої оболонки. У типовому варіанті здійснення винаходу сила тиску додається в формі рідини під тиском, такій як вода, причому рідина під тиском вводиться в контакт з поверхнею складу, що відливається. Як тільки 2 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 бажаний ступінь затвердіння досягнутий, силу тиску видаляють, викликаючи прикладення металевою оболонкою необхідної сили стиснення до облицювання з бетону або розчину. У типовому варіанті здійснення винаходу формувальний вузол містить циліндричну металеву оболонку, яка утворює металеву зовнішню частину труби, опорний елемент, який в робочому положенні з’єднаний з нижньою частиною металевої оболонки, і верхній елемент, який в робочому положенні з’єднаний з верхньою частиною металевої оболонки. Внутрішній елемент форми розташований концентрично всередині металевої оболонки. Між металевою оболонкою і внутрішнім елементом форми сформована кільцева камера для бетону або цементного розчину для розміщення в ній об'єму складу бетону або розчину. У типовому варіанті здійснення винаходу внутрішній елемент форми здатний скорочуватися в діаметрі для витягання облицьованої литтям під тиском труби з форми після формування. Вузол також містить засіб для подачі рідкого середовища для підвищення тиску, такого як вода, в форму і на поверхню складу бетону або розчину для розширення складом металевої оболонки. Облицьовані литтям під тиском сталеві труби, згідно з даним винаходом, мають необхідний рівень жорсткості труби і внутрішню корозійну стійкістю, яка відповідає типовому мінімальному 50-річному терміну служби, що забезпечується звичайною циліндричною трубою із попередньо напруженим бетоном або облицьованою бетоном сталевою трубою. Крім того, такі труби, згідно з даним винаходом, здатні забезпечувати необхідний ступінь захисту від зовнішньої корозії і катодної інтерференції. Крім того, труби, згідно з даним винаходом, можуть бути сформовані із зменшеною товщиною металевої оболонки або стінки сталевої труби, таким чином, призводячи до бажаної економії витрат на сировині. Ці та інші ознаки і переваги даного винаходу будуть оцінені, коли вони будуть краще зрозумілі при ознайомленні з нижченаведеним докладним описом з посиланнями на прикладені креслення, на яких: фіг. 1 - вигляд в перспективі збоку типового варіанта облицьованої литтям під тиском сталевої труби, виконаної згідно з принципами винаходу; фіг. 2 - вигляд збоку в перерізі типового варіанта процесу, який використовується для виготовлення облицьованої литтям під тиском сталевої труби, показаної на фіг. 1; фіг. 3 - вигляд збоку в перерізі іншого типового варіанта процесу, який використовується для виготовлення облицьованої литтям під тиском сталевої труби, показаної на фіг. 1; і фіг. 4 - вигляд збоку в перерізі іншого типового варіанта процесу, який використовується для виготовлення облицьованої литтям під тиском сталевої труби, показаної на фіг. 1. Облицьовані литтям під тиском сталеві труби і способи їх виготовлення, згідно з принципами винаходу, містять облицювання з бетону або цементного розчину, яка оточена металевою оболонкою або сталевою трубою, тобто, виключаючи використання натяжного або утворюючого попереднє напруження дроту, як в звичайній циліндричній трубі із попередньо напруженим бетоном, описаній вище. Відношення товщини облицювання до товщини оболонки може і буде змінюватися залежно від конкретних вимог технічного проекту і/або експлуатаційних показників, які вимагає конкретний кінцевий варіант застосування, як описано більш детально нижче. Ознакою таких конструкцій сталевих труб, облицьованих литтям під тиском, є те, що вони зроблені відповідно до одного або більше різних способів лиття під тиском, які передбачають формування облицювання з бетону або цементного розчину на місці в ході процесу попереднього напруження оточуючої металевої оболонки і конструкції труби, що одержується, таким чином, виключаючи множину етапів, наприклад, включно формування окремо облицювання, що попередньо відливається з бетону або цементного розчину, яке комбінують з металевою зовнішньою оболонкою труби для подальшої обробки, що спричиняє напруження. Термін, який використовується в даному описі "на місці" означає той факт, що склад бетону або цементного розчину (який використовується для виготовлення облицювання з бетону або цементного розчину) формується і затвердіває одночасно з впливом тиском з метою створення для оточуючої металевої зовнішньої оболонки або сталевої труби напруженого стану. Ознакою облицьованих литтям під тиском сталевих труб, згідно з даним винаходом, є те, що вони побудовані таким чином, що створюється попереднє напруження металевої оболонки за допомогою облицювання з бетону або цементного розчину таким чином, що напруження сталі можуть бути збільшені внутрішнім тиском рідини без ризику шкідливого розтріскування облицювання. Крім того, присутність стиснутого облицювання з бетону або цементного розчину також сприяє опору навантаженням при транспортуванні, встановленні і від впливу ґрунту при введенні в експлуатацію. Облицьовані литтям під тиском сталеві труби, згідно з даним винаходом, також можуть бути покриті багатьма діелектричними покриттями, таким чином, забезпечуючи бажаний рівень зовнішнього захисту від корозії. Це усуває проблему катодної інтерференції від сусідніх трубопроводів і транзитних систем, і використовувана сталь в цьому 3 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 типі труби, може мати набагато нижчу межу текучості, ніж утворюючий попереднє напруження дріт, і тому може бути набагато менш сприйнятливим до водневої крихкості, знаходячись під катодним захистом. На фіг. 1 показана облицьована литтям під тиском сталева труба 10, виконана згідно з принципами даного винаходу, загалом, що містить циліндричну металеву або сталеву оболонку, корпус, трубу або кожух 12, який оточує внутрішнє облицювання 14, сформоване з необхідного складу бетону або розчину. Внутрішнє облицювання 14 розташоване концентрично в межах внутрішнього діаметра оболонки 12 і в типовому варіанті здійснення винаходу знаходиться в прямому контакті з оболонкою, тобто, немає будь-якого проміжного матеріалу іншого типу, який вміщений між облицюванням і оболонкою. Облицьована литтям під тиском сталева труба 10 включає дзвонуватий кінець 16, який прикріплений до одного осьового кінця 16 труби 10, і гладкий кінець 20, який прикріплений до протилежного кінця 21 труби 10. Гладкий кінець 20 має форму, зовнішній діаметр і розмір для вставки в дзвонуватий кінець 16 іншої труби і включає один або більше кільцевих пазів 22, що проходять по його колу, які конфігуровані для розташування одного або більше кільцевих ущільнюючих елементів або ущільнювачів (показаних на фіг. 2), відповідно, для забезпечення необхідного герметичного ущільнення між суміжними кінцями труб. Дзвонуватий і гладкий кінці 16 і 20 можуть бути конфігуровані аналогічно або подібно до використовуваних із звичайною сталевою трубою і прикріплені до кінців металевої оболонки придатним способом зварювання. Ущільнюючі елементи можуть бути сформовані з еластомерного матеріалу. Інші способи з'єднання, які використовуються для звичайної сталевої труби, такі як способи з використанням дзвонуватого і гладкого кінців або інших по-різному конфігурованих кінців, труб з гладкими кінцями, звареними у стик, або труб з гладкими кінцями, звареними внапуск, однаково придатні для облицьованих литтям під тиском сталевих труб, як буде зрозуміло фахівцям в галузі конструювання сталевих труб. Хоча типовий варіант виконання облицьованої литтям під тиском сталевої труби, показаної на фіг. 1, зображений з конкретним типом кінців, потрібно мати на увазі, що облицьовані литтям під тиском сталеві труби, згідно з даним винаходом, можуть бути конфігуровані з іншими типами кінців, як потрібно для кінцевого варіанта застосування. Наприклад, облицьована литтям під тиском сталева труба може мати з'єднувальні кільця (в формі дзвонуватого і гладкого кінців, як показано), або вона може бути зварена у стик на місці, або вона може мати штампований розтруб для ковзної посадки, що відповідає зовнішньому діаметру сталевої труби для зварювання внапуск на місці, або вона може мати штампований розтруб, що включає ущільнюючу канавку для ущільнення відносно зовнішнього діаметра сталевої труби, або вона може мати катану розтрубну канавку (охоплювану розтрубом, катану прямо в стінці труби), яка вставляється в штампований розтруб (штампований в стінці труби). Потрібно розуміти, що облицьовані литтям під тиском сталеві труби, виконані згідно з принципами даного винаходу, можуть містити всі такі вказані варіанти. Інша ознака облицьованої литтям під тиском сталевої труби полягає в тому, що облицювання 14 з бетону або цементного розчину приведене в необхідний стан стиснення до розміщення закінченої труби за призначенням, наприклад, до того, як трубу транспортують і закопують на деяку глибину в ґрунт, дією металевої оболонки 12, що впливає безпосередньо на облицювання. У типовому варіанті здійснення винаходу металева оболонка 12 піддається напруженню в необхідній мірі в ході процесу відливання, тобто, відливання і затвердіння облицювання 14 таким чином, що облицювання після затвердіння знаходиться в необхідному стані стиснення для відповідності необхідним експлуатаційним показникам труби, наприклад, для відповідності конкретному кінцевому варіанту застосування. Товщина оболонки і облицювання для облицьованих литтям під тиском сталевих труб може і буде змінюватися в залежності від конкретної конструкції/експлуатаційних показників і/або кінцевого варіанта застосування. Загальною ознакою облицьованих литтям під тиском сталевих труб є те, що товщина сталевої оболонки набагато менша ніж товщина звичайної сталевої труби (тобто, що не містить стиснуте бетонне облицювання). Комбінація більш тонкої сталевої оболонки з більш товстим облицюванням в стані стиснення допускає використання відношень діаметра до товщини, які неможливі із звичайною сталевою трубою, яка мала б дуже велику гнучкість для протидії навантаженням при вантаженні і встановленні при цих більш високих відношеннях діаметра до товщини. Більш тонка сталева оболонка тепер може бути сконструйована з використанням більш високого розрахункового напруження без шкідливого розтріскування облицювання з бетону або цементного розчину при робочому тиску. Використання сталевої оболонки, протилежно до використання стягуючого або попередньо напружуючого дроту в циліндричній трубі із попередньо напруженим бетоном, створює для 4 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 облицювання необхідний стан стиснення з набагато міцнішою конструкцією, яка може бути зроблена більш стійкою до зовнішньої корозії і яка забезпечує одержання характеру відмови, який більш передбачуваний, ніж зі стягуючим або утворюючим попереднє напруження дротом. Наприклад, коли стягуючий або утворюючий попереднє напруження дріт, який використовується в звичайній циліндричній трубі із попередньо напруженим бетоном, відмовляє в результаті зовнішньої корозії, результатом може бути раптова втрата стискаючого зусилля, що впливає на бетонне облицювання, яке може викликати раптову відмову труби. Крім того, ремонт пошкодженого натяжного дроту є складноздійсненним, коли труба знаходиться в ґрунті. Облицьована литтям під тиском сталева труба, згідно з даним винаходом, має характер відмови, що нагадує характер відмови сталевої труби, тобто, відмінний поступовим витоком через сталеву оболонку, яка не призводить до раптової втрати стиснення облицювання з бетону або цементного розчину, і тим, що труба може бути легко відремонтована на місці за допомогою зовнішньої металевої накладки, яка приварюється і т. п. Облицьовані литтям під тиском сталеві труби, виконані згідно з принципами даного винаходу, містять облицювання з бетону або цементного розчину або осердя і оточуючу металеву оболонку або сталеву трубу. Відносна товщина облицювання і оболонки може змінюватися в залежності від критеріїв інженерного проектування, природи використовуваних матеріалів і бажаних робочих характеристик. У типовому варіанті здійснення винаходу відношення товщини облицювання до товщини стінки металевої оболонки може бути в діапазоні від близько 5:1 до 80:1 і, переважно, в діапазоні від близько 10:1 до 50:1. Типовий діапазон міцності для облицювання буде становити приблизно від 3000 до 10000 фунтів на квадратний дюйм з діапазоном попереднього напруження в облицюванні, що становить приблизно від 500 фунтів на квадратний дюйм до 6000 фунтів на квадратний дюйм, коли внутрішній тиск знижений до нуля, і напруження зовнішньої сталевої труби частково передається осердю з бетону або цементного розчину. Допустиме розрахункове напруження в сталевій оболонці може коливатися приблизно від 25000 до 72000 фунтів на квадратний дюйм в залежності від заданого номінального тиску і протікання використовуваної сталі для зовнішньої сталевої оболонки. Загалом, необхідно, щоб облицювання або осердя мали товщину, приблизно в 10-50 разів перевищуючу товщину металевої оболонки. Наприклад, циліндрична металева оболонка спочатку може бути піддана напруженню приблизно до 42000 фунтів на квадратний дюйм під тиском. Це перевищує в два рази існуюче в даний час розрахункове напруження для сталевої труби, що призводить до одержання стінки сталевої труби, що має приблизно в два рази меншу товщину стінки ніж у існуючої в цей час труби. Оскільки сталь представляє велику частину вартості матеріалів труби, зменшення товщини стінки сталевого компонента в два рази для облицьованої литтям під тиском сталевої труби представляє суттєву економію витрат сировини. Зменшення діаметра облицювання, осердя або внутрішньої труби після скидання тиску при відливанні в ході формування облицьованої литтям під тиском сталевої труби буде залежати від товщини і модуля осердя, товщини металевої оболонки або сталевої труби і величини напруження сталі під тиском лиття. Між сталевим циліндром і осердям встановлений баланс сил (тобто, вони являють собою дві пружини, протидіючі одна одній). Зміна деформації осердя повинна бути такою, що дорівнює зміні деформації сталевої труби. Для відповідності цим критеріям можна вивести ряд рівнянь. Такі рівняння наведені нижче відносно прикладу облицьованої литтям під тиском сталевої труби, яка має діаметр 84 дюймів. Облицьована литтям під тиском сталева труба діаметром 84 дюйма класу 150 Виробничий процес включає вплив тиском на зовнішню сталеву трубу і прес-форму в ході відливання і затвердіння бетонного облицювання. Вплив тиском на прес-форму створює напруження зовнішньої сталевої труби в ході процесу відливання. Коли тиск, який підтримується в ході операції відливання, скинутий, зовнішня сталева труба буде давати усадку на бетонне облицювання. Вона буде продовжувати сідати, поки сила бетонного облицювання не стане дорівнювати силі, прикладеній сталевою трубою. Можуть бути виведені наступні рівняння. 5 UA 106872 C2 5 Приймаючи наступні критерії для конструкції труби: 6 UA 106872 C2 7 UA 106872 C2 Сума площ, помножена на відстань до контрольного центроїда може бути обчислена таким чином: 5 Відстань до центроїда стінки всієї труби від середини стінки сталевої труби (початкове положення для вихідного прийнятого центроїда) може бути обчислена таким чином: 10 Момент інерції окремих шарів навколо їх власних нейтральних осей обчислений на одиницю довжини таким чином: 15 8 UA 106872 C2 9 UA 106872 C2 10 UA 106872 C2 Сума площ може бути обчислена таким чином: 5 Сума площ, помножена на відстань до вихідного центроїда, може бути обчислена наступним чином: 10 Відстань до центроїда всієї стінки труби від середини стінки сталевої труби (контрольного положення для початкового прийнятого центроїда) може бути обчислена таким чином: 15 Момент інерції індивідуальних шарів навколо їх власної нейтральної осі обчислений на одиницю довжини таким чином: 20 11 UA 106872 C2 5 Жорсткість труби, задана як зазначено нижче згідно з Стандартом D2412 Американського товариства по випробуванню матеріалів 10 12 UA 106872 C2 5 10 15 20 25 30 35 40 Облицьовані литтям під тиском сталеві труби, згідно з даним винаходом, можна виробляти з використанням багатьох різних способів лиття під тиском. Ці способи можуть включати горизонтальне або вертикальне лиття під тиском, залежно від конкретної системи лиття під тиском. На фіг. 1 показане використання технології вертикального лиття під тиском і вузла, що стосується її, при цьому склад бетону або цементного розчину відливають у вертикально орієнтовану ливарну форму для формування облицювання на місці з одночасним додаванням сили напруження до оточуючої металевої оболонки або сталевої труби. Як тільки силу напруження усувають, металева оболонка вводить остаточно затверділе облицювання одержаної облицьованим литтям під тиском сталевої труби в необхідний стан стиснення. У типовому варіанті здійснення винаходу ця ілюстративна технологія включає вплив тиском на відлитий склад бетону або розчину для створення необхідного напруження металевої оболонки за допомогою гідростатичного засобу, наприклад, шляхом введення об'єму або маси рідини під тиском, такої як вода, в контакт з поверхнею складу бетону або розчину. На фіг. 2 показаний типовий вузол 30, придатний для створення облицьованої литтям під тиском сталевої труби відповідно до вказаних вище принципів. У цьому типовому варіанті здійснення винаходу циліндрична металева оболонка 32 сформована з кінцями 34 і 36, прикріпленими до відповідних кінців оболонки як описано вище. Товщина стінки металевої оболонки може бути в межах вказаних вище діапазонів. У типовому варіанті здійснення винаходу металева оболонка або сталева труба може бути виготовлена на станку з циліндричним барабаном з привареними до неї кінцями 34 і 36. У типовому варіанті здійснення винаходу металева оболонка сформована з сталі X60. Циліндрична металева оболонка 32 розташована на опорному кільці 38, яке розташоване в основі вузла 30. Опорне кільце 38 містить загалом кільцевий корпус 39, який може включати один або більше пазів 40, що проходять по колу вздовж зовнішньої поверхні стінки опорного кільця і розташовані суміжно з внутрішньою поверхнею стінки кінця 36 оболонки. Опорне кільце сформоване зі структурно жорсткого матеріалу, такого як металевий матеріал, і в переважному варіанті здійснення винаходу переважним матеріалом є сталь. Один або більше пазів 40 мають розміри і форму для розташування одного або більше відповідних ущільнюючих елементів 42, причому один або більше ущільнюючих елементів 42 мають розміри і форму для взаємодії і формування ущільнення відносно внутрішнього діаметра кінця 36 металевої оболонки. У переважному варіанті здійснення винаходу опорне кільце містить пару пазів 40, які рознесені в осьовому напрямку один від одного на необхідну відстань вздовж зовнішньої поверхні, і містить розташовані в них відповідні ущільнюючі елементи 42 в формі круглих кілець. Круглі ущільнюючі кільця 42, переважно, сформовані з еластомерного матеріалу, такого як каучук і т. п., здатного забезпечувати ущільнення відносно кінця металевої оболонки. Опорне кільце 38 включає верхню поверхню 44, яка формує закритий нижній кінець кільцевої порожнини або камери 46 для заливання бетону або цементного розчину. Опорне кільце 38 також включає паз 48, який проходить по колу вздовж внутрішнього діаметра кільця 38. Паз 48 розташований і має розміри і форму для переміщення в нього ущільнюючого 13 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 елемента 50 для взаємодії і формування ущільнення зі суміжною зовнішньою поверхнею стінки внутрішнього стягуваного елемента 52 форми. Опорне кільце 38 також включає секцію, яка виступає радіально всередину від корпусу 39 від внутрішнього діаметра опорного кільця, і вона з’єднана із загалом циліндричною нагнітальною трубою 54, наприклад, нижній кінець нагнітальної труби 54, таким чином, встановлений на опорне кільце. Як показано на фіг. 2 внутрішній стягуваний елемент 52 форми розташований концентрично навколо зовнішнього діаметра нагнітальної труби 54. Внутрішній стягуваний елемент форми і нагнітальна труба сформовані з конструкційно-жорсткого матеріалу, такого як металевий матеріал, і, в переважному варіанті здійснення винаходу, внутрішній стягуваний елемент форми і нагнітальна труба сформовані з сталі. Внутрішній стягуваний елемент 52 форми може бути сформований з єдиного листа матеріалу, який скручений в форму циліндра або може бути сформований з багатьох панелей або листів, які зварені або з’єднані інакше для формування циліндричної форми. У типовому варіанті здійснення винаходу внутрішній стягуваний елемент форми виконаний в формі циліндричного листа, який має два кінці, які проходять подовжньо вздовж внутрішнього елемента форми. Кінці конфігуровані таким чином, що вони можуть бути переміщені всередину один до одного, наприклад, намотані один на один для зменшення діаметра внутрішнього елемента форми і, таким чином, викликання стягнення внутрішнього елемента форми для полегшення витягання сформованої облицьованої литтям під тиском сталевої труби. У типовому варіанті здійснення винаходу кінці внутрішнього стягуваного елемента форми з’єднані один з одним механізмом, який працює для збереження фіксованого діаметра внутрішнього елемента форми в ході операції лиття під тиском, і, яким можна керувати для переміщування кінців внутрішнього елемента форми один до одного, таким чином, стягуючи елемент форми для полегшення витягування елемента форми з відформованої серцевини з бетону або цементного розчину. Внутрішній елемент форми також конфігурований для мінімізування витоку складу бетону або розчину в ході відливання і формування облицьованої литтям під тиском сталевої труби. У переважному варіанті здійснення винаходу між внутрішніми кінцями стягуваного елемента форми розташована заслінка, яка може дистанційно приводитися в дію для зменшення діаметра внутрішнього елемента форми на відповідній стадії роботи, таким чином, дозволяючи видаляти внутрішній елемент форми з облицьованої литтям під тиском сталевої труби після її формування. Нижнє підсилювальне кільце 56 розташоване вздовж поверхні внутрішнього діаметра внутрішнього стягуваного елемента 52 форми суміжно з опорним кільцем 38 і сприяє необхідній ущільнюючій взаємодії між нижньою секцією внутрішнього стягуваного елемента форми і опорним кільцем. Нижнє підсилювальне кільце 56 може бути сформоване з конструкційножорсткого матеріалу і може містити один або більше елементів, які індивідуально або спільно формують кільцеву основу, розташовану концентрично всередині нижньої кінцевої секції внутрішнього стягуваного елемента форми. У типовому варіанті здійснення винаходу нижнє підсилювальне кільце виконане зі сталі та приварене до нижньої частини внутрішнього елемента форми. Ближче до верхньої частини вузла 30 розташоване кругле верхнє кільце 58, суміжне з верхнім кінцем металевої оболонки 32. У типовому варіанті здійснення винаходу верхнє кільце містить циліндричну зовнішню секцію 60, яка розташована концентрично навколо кінця 34 металевої оболонки 32. Зовнішня секція 60 має внутрішній діаметр, який має розмір і форму, пристосовані для розміщення кінця 34 в межах нижнього району такого внутрішнього діаметра. Ущільнюючі елементи 62 розташовані всередині одного або більше відповідних пазів 64, розташованих по колу навколо кінця 34 для забезпечення ущільнення між верхнім кільцем 58 і металевою оболонкою 32. Ущільнюючі елементи 62 можуть бути кільцевими елементами, які виконані з еластомерного матеріалу, такого як каучук і т. п. Хоча варіант здійснення винаходу, показаний на фіг. 2, ілюструє використання ущільнюючих елементів у верхній і нижній частинах вузла, розташованих в пазах, які, відповідно, розташовані на кінці оболонки і опорному кільці, потрібно розуміти, що конкретний механізм ущільнення, який використовується для формування необхідного ущільнення у верхній і нижній частинах камери 46 для бетону або цементного розчину, може відрізнятися від описаного і показаного, і такі зміни потрібно розглядати як такі, які входять в об'єм даного винаходу. Внутрішній діаметр зовнішньої секції верхнього кільця також включає центральний район, який має розміри і конфігурацію, пристосовані для приймання в нього середовища під тиском і необхідного додаткового об'єму бетону або цементного розчину вище кінця, що охоплюється розтрубом 34. Додатковий об'єм, який забезпечується верхнім кільцем, корисний для компенсації збільшення об'єму, яке відбувається в межах камери 46 в ході підвищення тиску, 14 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 коли зовнішня сталева труба або оболонка 32 збільшується в діаметрі під тиском. Типова зміна об'єму в ході підвищення тиску призводить до втрати приблизно 6-7 дюймів вертикальної висоти для бетонного облицювання товщиною 4 дюйма. Верхнє кільце конфігуроване для сприяння пристосуванню до такої зміни об'єму. У типовому варіанті здійснення винаходу середовище для підвищення тиску є водою, іцентральний район верхнього кільця має розміри з висотою по вертикалі, пристосованої для зміни об'єму бетону або цементного розчину, яка відбувається при підвищенні тиску, і з діаметром, який менше діаметра нижнього району верхнього кільця. Такий підбір розміру внутрішнього діаметра зовнішньої секції верхнього кільця забезпечує обмеження міри, в якій кінець 34 вставляється в неї в ході збирання для відливання складу бетону або розчину у вузол 30 і в камеру 46 і в результаті для впливу тиском на відлитий склад бетону або розчину. Зовнішня секція 60 верхнього кільця включає верхній район внутрішнього діаметра, який має розміри і форму для розміщення в ньому верхнього елемента або герметичної кришки 66, яка розташована на верхній частині вузла 30. У типовому варіанті здійснення винаходу верхній район внутрішнього діаметра має діаметр розміру, який менший розміру центрального району, для контролю осьового розміщення в ньому верхнього елемента 66, наприклад, так, щоб він не ввійшов в центральний район. Верхнє кільце 58 також включає верхню секцію 68. У типовому варіанті здійснення винаходу ця верхня секція приварена до верхнього кільця 58 за допомогою центрувальних клинів (не показані). Внутрішня секція 68 розташована радіально зсередини відносно зовнішньої секції 60 і радіально зовні на відстані від нагнітальної труби в положенні суміжно з верхнім кінцем внутрішнього стягуваного елемента 52 форми. Верхня секція 68 включає пару виступаючих вниз виступів або кілець 70, які розташовані і мають розміри, пристосовані для розміщення між ними верхнього кінця внутрішнього стягуваного елемента 52 форми. У типовому варіанті здійснення винаходу внутрішній стягуваний елемент 52 форми фіксовано відповідає розташуванню опорного кільця 38, і щонайменше один з виступів 70 верхнього кільця діє для обмеження радіального переміщення внутрішнього стягуваного елемента форми назовні. У типовому варіанті здійснення винаходу виступи 70 і верхнє кільце 60 виконані в формі єдиного вузла. Крім того, інший з виступів, який не знаходиться в контакті з внутрішнім стягуваним елементом форми, розташований суміжно із зовнішньою поверхнею верхньої секції нагнітальної труби для сприяння розташуванню верхнього кінця внутрішнього елемента 52 форми концентрично з кінцем 34 металевої оболонки 32. Верхнє підсилювальне кільце 72 розташоване вздовж поверхні внутрішнього діаметра внутрішнього стягуваного елемента 52 форми, суміжно з внутрішньою секцією 68 верхнього кільця і сприяє притисненню стягуваного елемента 52 форми до виступу 70. Верхнє підсилювальне кільце 72 сформоване з конструкційно-жорсткого матеріалу і може містити один або більше елементів, які індивідуально або спільно формують кільцеву основу, розташовану концентрично всередині верхньої кінцевої секції внутрішнього стягуваного елемента форми. У типовому варіанті здійснення винаходу верхнє підсилювальне кільце 72 виконане з сталі та приварене до кінця внутрішнього стягуваного елемента 52 форми. Верхній елемент або герметична кришка 66 включає кільцевий елемент, розташований радіально між зовнішньою секцією 60 верхнього кільця вздовж зовнішнього діаметра і верхньою секцією 74, яка прикріплена до верхнього кінця нагнітальної труби 54 вздовж внутрішнього діаметра. Верхня секція 74 приймає бічний тиск від верхнього елемента 66, зроблений внутрішнім тиском в ході операції підвищення тиску. Герметична кришка 66 включає поверхню стінки зовнішнього діаметра, яка розташована суміжно з верхнім районом внутрішнього діаметра зовнішньої секції 60 верхнього кільця і включає паз 76, що проходить по її колу. Кільцевий ущільнюючий елемент 78 розташований в межах паза і може бути сформований з еластомерного матеріалу для забезпечення необхідного ущільнення відносно зовнішньої секції верхнього кільця. У альтернативному варіанті верхній район внутрішнього діаметра верхнього кільця може бути конфігурований з пазом для розміщення в ньому ущільнюючого елемента. Герметична кришка 66 також включає поверхню стінки внутрішнього діаметра, яка розташована суміжно із зовнішньою поверхнею верхньої секції 74 нагнітальної труби і яка конфігурована для забезпечення ущільнення відносно неї. У типовому варіанті здійснення винаходу верхня секція нагнітальної труби містить паз 80, розташований по колу вздовж її зовнішньої поверхні, який має розміри для розміщення в ньому кільцевого ущільнюючого елемента 82, причому ущільнюючий елемент може бути сформований з еластомерного матеріалу, такого як описаний вище для інших ущільнюючих елементів, які використовуються в цьому вузлі 30. 15 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 Зверху герметичної кришки 66 розташований запірний елемент 84, конфігурований для фіксації, що усувається, розташування герметичної кришки 66 на верхньому кільці 58 для закривання і замикання формувального вузла на місці. У типовому варіанті здійснення винаходу запірний елемент 84 виконаний в формі пружинного запірного кільця і т. п., яке має розмір з кромкою внутрішнього діаметра, що здатна відповідати пазу 86, розташованому вздовж зовнішнього діаметра верхньої секції 74 нагнітальної труби. Запірний елемент входить в зачеплення з пазом 86 для протидії тиску на верхній елемент 66 в ході операції лиття під тиском. Нагнітальна труба 54 є загалом циліндричним елементом, який проходить від верхньої секції 74 вниз до опорного кільця 38 і може включати одне або більше ребер 88. Одне або більше ребер діють для стабілізації нагнітальної труби від зминання, викликаного зовнішнім тиском, прикладеним до ливарної форми в ході операції лиття під тиском, і може пройти між діаметрально протилежними частинами труби і/або до центрально розташованої встановлювальної втулки і т. п. (не показана), також для стабілізації положення і мінімізації радіального переміщення або відхилення нагнітальної труби в ході процесу формування облицьованої литтям під тиском сталевої труби. Нагнітальна труба 54 включає вхід 90, який проходить крізь стінку труби, для забезпечення подачі середовища для підвищення тиску, наприклад, води у вузол. Вхід включає герметичний з'єднувальний кінець 92 для полегшення його прикріплення до звичайного пристрою подачі середовища для підвищення тиску, такому як водопровідна труба. У переважному варіанті здійснення винаходу вхід 90 розташований поблизу нижньої частини нагнітальної труби 54 і конфігурований для прийому води під тиском від відповідного пристрою підвищення тиску, наприклад, від вихідного кінця насоса або подібного засобу. Описаний вище вузол 30 працює таким чином для формування облицьованої литтям під тиском сталевої труби. Перед розміщенням герметичної кришки 66 і запірного елемента 84 на верхню частину вузла, бажаний об'єм складу бетону або розчину відливають або інакше подають в камеру 46, сформовану між металевою оболонкою 32 і внутрішнім стягуваним елементом 52 форми. У типовому варіанті здійснення винаходу склад бетону або цементного розчину містить суміш, яка має наступні характеристики. Одна бажана характеристика полягає в тому, що бетон або цементний розчин повинен бути самовирівнюваним, таким чином, що він діє як рідина. Це необхідно для того, що бетон або цементний розчин буде передавати тиск, прикладений до його поверхні, від верхньої частини труби до нижньої частини труби і радіально назовні для розширення сталевої труби. Друга характеристика полягає в тому, що бетон або цементний розчин можуть бути розширюваними. Використання суміші, яка розширюється сприяє мінімізації і/або усуненню небажаної втрати об'єму від повзучості і осідання при висиханні для сприяння збереженню необхідного напруження стінки труби в ході роботи. У переважному варіанті здійснення винаходу попереднє напруження бетонного осердя буде дуже малим або буде усунене, коли внутрішній тиск досягає робочого тиску. Максимальна деформація розтягнення в бетонному осерді буде обмежена для забезпечення того, що бетонне осердя знаходиться в контакті з внутрішнім діаметром металевої оболонки, або існує тільки дуже малий кільцевий зазор між бетонним осердям і внутрішнім діаметром металевої оболонки. Такий контакт або безпосередня близькість будуть сприяти забезпеченню того, що бетонне осердя створює високолужне середовище, необхідне для збереження сталі від корозії терміном приблизно на 50 років. У переважному варіанті здійснення винаходу сталь буде нести навантаження тиску без використання будь-якого доступного напруження сталі для навантажень від ґрунту або реакції на осердя з цементного розчину або бетону. Осердя і підтримання суміжною зворотною засипкою буде забезпечувати жорсткість, необхідну для утримування зовнішніх навантажень від ваги ґрунту, ваги труби і ваги води. У типовому варіанті здійснення винаходу склад бетону або цементного розчину самовирівнюваний з обмеженим осіданням і неармований, наприклад, не містить армуючих елементів з арматурної сталі або іншого металу. Об'єм складу бетону або розчину, який використовується для виготовлення облицьованих литтям під тиском сталевих труб, таким чином, може змінюватися залежно від таких факторів, як довжина облицьованої литтям під тиском сталевої труби і бажана товщина бетонного облицювання. Склад бетону або цементного розчину подають в камеру 46, доки верхня поверхня відливання не досягне верхньої кромки кінця 34. У типовому варіанті здійснення винаходу склад бетону або цементного розчину подають в форму таким чином, що його поверхня проходить на деяку відстань у верхнє кільце 58. Як указано вище, верхнє кільце 58 діє для забезпечення додаткового об'єму бетону або цементного розчину, необхідного для руху 16 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 вниз рівня поверхні бетону або цементного розчину в межах форми при підвищенні тиску в результаті розширення назовні сталевої оболонки. У типовому варіанті здійснення винаходу об'єм бетону або цементного розчину, розташований вище кінця 34, достатній для компенсації зміни висоти по вертикалі в ході підвищення тиску таким чином, що кінцевий рівень бетону знаходиться точно на верхньому краю кінця 34. Рівняння, представлені вище, дають приклад обчислення зниження висоти бетону в ході процесу лиття під тиском. Коли склад бетону відлитий в камеру 46 і ще не затвердів, герметичну кришку 66 і запірний елемент 84 встановлюють на місце зверху вузла. Потім в формувальний вузол подають воду через вхід 90 для води під необхідним робочим тиском. Вода проходить у вузол, заповнюючи кільцеву водяну камеру 94, сформовану між нагнітальною трубою 54 і внутрішнім стягуваним елементом 52 форми. Вода також проходить у верхню частину вузла, заповнюючи верхню камеру 96 вузла, яка розташована над поверхнею складу бетону або розчину і обмежена загалом в межах центрального району верхнього кільця. Вода в межах вузла має однаковий тиск всередині камер 94 і 96, таким чином діючи для прикладення необхідної сили попереднього напруження до складу бетону або цементного розчину, в той же час, підтримуючи радіальне положення стягуваного осердя в межах вузла, наприклад, рівний тиск впливає на обидва боки внутрішнього стягуваного елемента форми, діючи для збереження його радіального положення в межах вузла. Тиск води в межах вузла зберігається на сталому рівні протягом необхідного періоду часу в ході відливання і затвердіння складу бетону або цементного розчину. Використання води як середовища підвищення тиску дозволяє подавати, як необхідно, підживлювальну воду в ході процесу підвищення тиску для компенсації будь-якого витікання, яке може відбутися в різних ущільнюючих кільцях, без ризику викликання відмови насоса, тобто, вода не буде затвердівати в нагнітальному насосі, як відбувалося б, якби тиск підтримувався нагнітальним насосом для рідкого цементного розчину або бетону. Точна кількість часу, протягом якого склад бетону або цементного розчину знаходиться під тиском, буде змінюватися залежно від конкретної конструкції труби і/або експлуатаційних показників, типу складу використовуваного бетону, а також конкретного кінцевого варіанта застосування. Облицьовані литтям під тиском сталеві труби і способи їх виготовлення згідно з принципами даного винаходу можуть стати зрозумілими при зверненні до наступного прикладу. ПРИКЛАД Облицьована литтям під тиском сталева труба, яка сформована з використанням вузла, показаного на фіг. 2, і має металеву оболонку діаметром приблизно 92 дюйми, виготовлена за допомогою подачі складу бетону, що містить приблизно 750 фунтів цементу (Тип I/II), 1490 фунтів великого заповнювача, 1400 фунтів піску, 319 фунтів води, 60 рідких унцій сильної водопоглинаючої добавки (Glenium 7700), 10 рідких унцій модифікатора в'язкості (VMA 538) і що містить малу кількість повітряних пустот (2,5%), при цьому загальна вага складу становила приблизно 3959 фунтів. Якщо необхідно, частина (15-20 ваг.%) цементного компонента, вказаного у вищевказаному складі, може бути замінена розширювальним засобом, таким як Komponent від CTS Cement Manufacturing Corp, для компенсації осідання при висиханні і повзучості. Цей склад був поданий в ливарну камеру для бетону або цементного розчину. Внутрішній стягуваний елемент форми розташований так, що внутрішній діаметр одержаного затверділого бетонного облицювання становив приблизно 84 дюйма. Металева оболонка була виконана в формі сталевої оболонки, що має товщину стінки приблизно 0,16 дюйма. Бажана товщина стінки бетонного облицювання для цієї облицьованої литтям під тиском сталевої труби становила приблизно 4 дюйма. Після того, як склад бетону був поданий в формувальну камеру, в формувальний вузол була подана вода таким чином, щоб вона покривала поверхню складу бетону. Тиск води у вузлі був підвищений до тиску, який виробляв напруження в сталі, що становило приблизно 90% заданої мінімальної межі текучості. У цьому випадку, сталь являла собою X60 з мінімальною межею текучості 60000 фунтів на квадратний дюйм, і, таким чином, внутрішній тиск, який потребує створення 54000 фунтів на квадратний дюйм, становить приблизно 188 фунтів на квадратний дюйм. Потрібно відмітити в даному прикладі, що відношення діаметра до товщини становить 92/0,16=575, що знаходиться за межами звичайної практики для конструкції водопровідної труби і можливе тільки завдяки більш товстому бетонному облицюванню, здатному витримувати зовнішні навантаження від ґрунту. Тиск води підтримувався на цьому рівні протягом приблизно 24 годин, спричиняючи напруження в сталевій трубі приблизно 54000 фунтів на квадратний дюйм і спричиняючи її розширення. Після 24 годин затвердіння підвищеною температурою, наприклад, від 140 до 160 °F, стягуваний внутрішній елемент форми був переміщений в його стягнуте положення, і тиск води в межах вузла був скинутий, спричиняючи скороченню сталевої труби на бетонне осердя, піддаючи його 17 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 стисненню. Одержана облицьована литтям під тиском сталева труба була видалена з вузла, і облицьована литтям під тиском сталева труба була залишена для продовження затвердіння в умовах тиску навколишнього середовища. Відразу після первинного затвердіння підвищеною температурою, бетонне осердя облицьованої литтям під тиском сталевої труби знаходилося під напруженням стиснення приблизно 1659 фунтів на квадратний дюйм. Див. ряд рівнянь, представлених вище, які дають приклад обчислення. Ознакою описаного виготовлення облицьованих литтям під тиском сталевих труб є використання води, як середовища тиску, замість використання самого бетону або рідкого цементного розчину, як середовища для підвищення тиску. Недоліком використання складу бетону або рідкого цементного розчину, як середовища тиску, є можливе пошкодження пристрою підвищення тиску, такого як насос і т. п., як в результаті властивої абразивної природи складу бетону, так і через зміну реологічних характеристик, які, як відомо, відбуваються протягом часу, коли склад твердне, роблячи проблему підтримання необхідної постійної сили тиску ще більш серйозною. Використання води, як середовища тиску для підвищення тиску складу бетону або цементного розчину, усуває ці проблеми і дозволяє прикладати постійний тиск до складу бетону таким чином, що це легко здійснювати з використанням звичайного насосного обладнання, і таким чином, що на це не впливає затвердіння складу бетону. Крім того, оскільки склад бетону самовирівнюваний, він буде значною мірою діяти як вода і передавати тиск, прикладений до поверхні складу в формі, металевій оболонці. Цей тиск, який передається, примушує металеву оболонку збільшуватися в діаметрі, як це було б під нормальним гідровипробуваним тиском. Якщо в ході процесу підвищення тиску відбувається будь-яке незначне витікання на будь-яку з ущільнюючих поверхонь, пристрій підвищення тиску води, наприклад, насосний пристрій, може легко заповнити втрату для підтримання розтягнутого стану металевої оболонки. Оскільки склад бетону або цементного розчину може затвердівати під водою, водяна шапка під тиском дозволяє складу затвердівати, також зберігаючи бажану силу тиску за допомогою підживлювальної води, навіть, якщо існує будь-яке витікання складу цементного розчину або бетону. Коли осердя з бетону або цементного розчину піддане впливу необхідного тиску протягом необхідної тривалості часу, тиск усувають за допомогою випускання води з вузла, спричиняючи скорочення металевої оболонки на затверділе бетонне облицювання або осердя, таким чином, створюючи попереднє напруження осердя за допомогою додавання до нього тиску. Як тільки це відбувається, внутрішній діаметр облицювання з бетону або цементного розчину також зменшується, викликаючи його стиснення на стягуваному осерді, таким чином, усуваючи потребу у використанні стягуваного внутрішнього осердя для забезпечення його витягання з вже сформованої облицьованої литтям під тиском сталевої труби. У переважному варіанті здійснення винаходу, коли облицьована литтям під тиском сталева труба знаходилася під тиском протягом необхідного періоду часу, стягуваний внутрішній елемент форми спочатку стягується до скидання тиску в межах вузла, таким чином, для виключення пошкодження внутрішнього елемента форми силою стиснення осердя і полегшення або спрощення процесу стягнення або інакше зменшення діаметра внутрішнього елемента форми. У типовому варіанті здійснення винаходу формувальний вузол конфігурований таким чином, що тиск води всередині камер 94 і 96 однаковий, наприклад, камери конфігуровані таким чином, що камери 94 і 96 сполучаються по рідині одна з одною. У типовому варіанті здійснення винаходу, показаному на фіг. 2, вода під тиском буде проходити з камери 94 в камеру 96 через виступи або центруючі кільця 70 в результаті відсутності ущільнення. Якщо необхідно, можуть бути застосовані пази і/або отвори для посилення необхідного проходження води між камерами 94 і 96. Коли внутрішній елемент форми стиснутий, і тиск скинутий, герметичну кришку 66 видаляють, та інші елементи вузла для лиття/підвищення тиску розбирають. Облицьована литтям під тиском сталева труба може бути видалена з опорного кільця 38. Видалену облицьовану литтям під тиском сталеву трубу можна транспортувати в необхідне місце для подальшого затвердіння облицювання з бетону або цементного розчину під тиском навколишнього середовища і в гідратаційному навколишньому середовищі, наприклад, де вона може піддаватися впливу води, як необхідно, для сприяння подальшому затвердіванню. У типовому варіанті здійснення винаходу склад бетону може бути відлитий вертикально і підданий впливу сили тиску, що становить приблизно 188 фунтів на квадратний дюйм, протягом приблизно 24 годин, після чого тиск скидають, і облицьовану литтям під тиском сталеву трубу видаляють для забезпечення подальшого затвердіння під тиском навколишнього середовища на протягом приблизно двадцяти восьми діб. У типовому варіанті здійснення винаходу 18 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 облицьована литтям під тиском сталева труба може затвердівати паром протягом перших 24 годин при збереженні тиску при відливанні в формі. 24 години парового затвердіння для облицьованої литтям під тиском сталевої труби можуть бути еквівалентні рівню 7-денного затвердіння в умовах навколишнього середовища, який звичайно становить 80% міцності за 28 діб. Затвердіння парою підвищеної температури прискорює темп затвердіння, дозволяючи швидше витягувати облицьовану литтям під тиском сталеву трубу з вузла лиття під тиском, таким чином, підвищуючи продуктивність для виготовлення наступної облицьованої литтям під тиском сталевої труби. На фіг. 3 показаний інший типовий вузол 200, придатний для виготовлення облицьованої литтям під тиском сталевої труби відповідно до вказаних вище принципів, який дещо подібний до описаного вище і показаного на фіг. 2 тим, що в ньому використовується стягуваний внутрішній елемент форми і вода, як середовище тиску, для лиття під тиском і формування облицьованої литтям під тиском сталевої труби. Загалом, у вузлі використовується циліндрична металева оболонка 202, яка містить кінці 204 і 206 і утворює зовнішню поверхню одержуваної облицьованої литтям під тиском сталевої труби. Вузол 200 включає кільцеве опорне кільце 208, яке розташоване в нижній частині вузла і знаходиться в ущільненому контакті з внутрішньою поверхнею кінця 206. Опорне кільце може бути конфігуроване загалом подібно до опорного кільця, описаного вище і використовуваного у вузлі, показаному на фіг. 2. Загалом циліндрична нагнітальна труба 210 розташована концентрично всередині металевої оболонки 202 і проходить подовжньо вгору від опорного кільця 208 до верхнього кільця нагнітальної труби 212, яке знаходиться в контакті з вузлом 213 верхньої кришки, розташованим у верхній секції вузла 200. Нагнітальна труба загалом конфігурована так само, як описано вище для вузла, показаного на фіг. 2, і включає вхід 214 для води, що проходить крізь частину стінки для приймання води для підвищення тиску у вузол. Стягуваний внутрішній елемент 216 форми розташований в радіальному напрямку між металевою оболонкою 202 і нагнітальною трубою 210. Стягуваний внутрішній елемент форми конфігурований подібно до описаного вище для вузла, показаного на фіг. 2, і застосований для формування разом з металевою оболонкою ливарної камери або порожнини 218 для приймання і відливання в неї складу бетону або розчину. Верхнє і нижнє підсилювальні кільця або пояси 220 і 222 використовуються для утримання стягуваного внутрішнього елемента форми в необхідному радіальному положенні. До вузла 213 верхньої кришки прикріплене верхнє кільце 224, розташоване зверху кінця 204 металевої оболонки, і кільцевий ущільнюючий елемент 226 може використовуватися для формування необхідного ущільнення між кінцем і верхнім кільцем. Верхнє кільце 224 включає внутрішній діаметр, який разом із зовнішнім діаметром стягуваного внутрішнього елемента форми формує в ньому ливарну порожнину 228. Верхнє кільце 224 включає щонайменше один виступ або кільце 230, що проходить вниз і відповідно зовнішній поверхні стягуваного внутрішнього елемента 216 форми, для обмеження його радіального переміщення в ході процесу лиття під тиском. До верхнього кінця нагнітальної труби 210 прикріплена верхня кільцева секція 212. Зверху верхньої кільцевої секції 212 нагнітальної труби 210 розташований вузол 213 верхньої кришки. Вузол 213 верхньої кришки включає завантажувальну трубу 232, яка проходить крізь отвір, який проходить через верхнє кругле кільце 236 і нижнє кругле кільце 231 вузла 213 верхньої кришки, для забезпечення подачі складу бетону або розчину в ливарну порожнину 218 і 228 перед підвищенням тиску. Завантажувальна труба 232 може включати водонепроникний з'єднувальний кінець для прикріплення до придатного пристрою подачі бетону або цементного розчину, такому як трубопровід і т. п. В типовому варіанті здійснення винаходу завантажувальна труба 232 має діаметр приблизно 4 дюйми для полегшення закачування або відливання через неї складу бетону або розчину. У типовому варіанті здійснення винаходу вузол 213 верхньої кришки і верхнє кільце 224 скомбіновані як зварений елемент в районі нижнього круглого кільця 231. Вузол 213 верхньої кришки складений з верхнього круглого кільця 236 і нижнього круглого кільця 231, які віднесені один від одного і прикріплені один до одного кутовими пластинами. Вузол 213 верхньої кришки розташований в щільному контакті з кільцевими ущільненнями 234 і 226. Вузол верхньої кришки утримується на місці за допомогою запірного елемента 238, такого як пружиняче стопорне кільце і т. п. В типовому варіанті здійснення винаходу запірний елемент 238 є пружинячим стопорним кільцем, яке розташоване в замкнене положення зачепленням в пазу, розташованому вздовж суміжної поверхні кінцевого кільця 212, прикріпленого до нагнітальної труби 210. 19 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 Використовувані матеріали для формування всіх елементів, вказаних вище для вузла 200, можуть бути такими ж, як використовувані для формування аналогічних елементів, вказаних вище для вузла 30, показаного на фіг. 2. Конфігурований таким чином, вузол 200 працює таким чином для формування облицьованої литтям під тиском сталевої труби. У порівнянні з вузлом, показаним на фіг. 2, вузол, показаний на фіг. 3, дозволяє встановлювати і замикати в положення вузол 213 верхньої кришки до подачі складу бетону або розчину у вузол. Бажаний об'єм складу бетону або розчину потім подають, наприклад, заливають або закачують у вузол за допомогою завантажувальної труби, заповнюючи камеру 218 і щонайменше частину камери 228. Як показано на фіг. 3, і, як описано вище для вузла, показаного на фіг. 2, рівень завантаження складу бетону або цементного розчину становить необхідну відстань вище кінця 204 для обліку зниження рівня поверхні бетону при підвищенні тиску в результаті розширення назовні металевої оболонки. У типовому варіанті здійснення винаходу вузол 200 може включати іншу трубу, яка розташована з віднесенням приблизно на 180 градусів від завантажувальної труби і може використовуватися як контрольна труба для визначення того, що бажаний рівень поверхні бетону досягнутий. Якщо необхідно, в контрольній трубі може бути розміщений поплавець і т. п. для забезпечення точного визначення рівня завантаження. Коли склад бетону або цементного розчину поданий, завантажувальну трубу закривають, і у вузол через вхід 214 подають воду під необхідним тиском. Вода під тиском заповнює кільцевий зазор між нагнітальною трубою 210 і стягуваним внутрішнім елементом 216 форми і потім проходить зверху верхньої кромки стягуваного внутрішнього елемента форми, і входить в ливарну порожнину 228, де вона діє для підвищення тиску складу бетону або цементного розчину. Тиск води діє для додавання необхідного тиску напруження до складу бетону або цементного розчину, який передає його металевій оболонці подібно до того, як описано вище для вузла, показаного на фіг. 2. На фіг. 4 показаний інший типовий вузол 100, придатний для виготовлення облицьованої литтям під тиском сталевої труби відповідно до вказаних вище принципів. На відміну від типових вузлів, показаних на фіг. 2 і 3, в яких використовується стягувана внутрішня форма у варіанті виконання вузла, показаному на фіг. 4, використовується стіновий елемент, наприклад, діафрагма, скловолокниста труба і т. п., яка може використовуватися для формування внутрішнього діаметра бетонного облицювання в ході відливання і лиття під тиском і може витягуватися з бетонного облицювання, коли облицьована литтям під тиском сталева труба сформована, за допомогою скидання первинного тиску розширення в камері 152. У вузлі 100 використовуються металева оболонка 102 і кінці 104 і 106, які прикріплені до протилежних відповідних верхнього і нижнього кінців оболонки. Оболонка і кінці можуть бути такими ж, як описані вище і показані на фіг. 2 і 3. Кільцеве опорне кільце 108 розташоване у основи вузла 100 і містить паз 110, що проходить по колу вздовж зовнішнього діаметра і має розмір і форму для розташування в ньому ущільнюючого елемента 112 для формування ущільнення відносно внутрішньої поверхні кінця 106. Опорне кільце також включає секцію 114 внутрішнього діаметра, яка конфігурована для розміщення нижнього кінця нагнітальної труби. Опорне кільце 108 також включає механізм для входження в контакт і формування ущільнення зі стіновим елементом 116. У типовому варіанті здійснення винаходу механізм виконаний в формі ущільнюючого кільця 118, яке конфігуроване для посадки всередину паза 120, що розташоване вздовж верхньої поверхні кільця і може з можливістю відділення прикріплятися до кільця нарізним кріпильним засобом 122. Ущільнююче кільце конфігуроване для контакту з кінцевою частиною стінового елемента, прикріпляючи його з ущільненням до опорного кільця. Ущільнюючий елемент 124 може використовуватися, у випадку необхідності, для забезпечення необхідного ущільнення між стіновим елементом і опорним кільцем. Ближче до верхньої частини вузла 100 верхнє кільце 126 містить зовнішню секцію 128, яка розташована зверху частини кінця 104, і один або більше кільцевих ущільнюючих елементів 130 розташовані всередині відповідних пазів 132, розташованих по колу навколо кінця 104, для забезпечення ущільнення відносно зовнішньої секції 128. Верхнє кільце 126 включає верхню секцію 134, яка розташована проти верхньої секції 136, яка з’єднана з нагнітальною трубою 138. Нагнітальна труба проходить подовжньо між опорним кільцем і верхньою секцією і розташована концентрично всередині стінового елемента 116. Верхня секція 136 містить паз 140, який має кільцевий ущільнюючий елемент, що знаходиться в ньому 142, який забезпечує необхідне ущільнення відносно внутрішньої секції 134 верхнього кільця. Стіновий елемент 116 прикріплений до верхньої секції придатним кріпильним механізмом 144 в залежності від типу матеріалу, який вибраний для використання як стіновий елемент. Коли стіновий елемент виконаний в формі гумової діафрагми, кріпильний механізм, який 20 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 60 використовується для її прикріплення до верхньої секції, може бути стягуваною смугою подібним засобом. Потрібно розуміти, що конкретний тип і/або конфігурація використовуваного кріпильного механізму для прикріплення стінового елемента 116 до верхньої секції і опорного кільця, може і буде змінюватися в залежності від типу матеріалу і/або конструкції, яка використовується для його формування. Наприклад, коли стіновий елемент 116 виконаний в формі твердого, але розтяжного матеріалу, наприклад, як скловолокниста труба і т. п., кріпильні механізми можуть відрізнятися від описаних вище. Однак їх функція загалом полягає в полегшенні прикріплення кінців стінового елемента до відповідної верхньої секції і кільцевого елемента і також здійсненні цього таким чином, щоб мінімізувати і/або виключати будь-яке небажане витікання матеріалу з обох боків стінового елемента. У типовому варіанті здійснення винаходу верхня ущільнююча кришка 148 приварена до верхнього кільця 128 для герметизації формувального вузла. У такому типовому варіанті здійснення винаходу верхня ущільнююча кришка 148 включає завантажувальну трубу (як показано у вузлі, показаному на фіг. 3), яка проходить крізь кришку 148 для подачі бажаного об'єму складу бетону або розчину у вузол. Вузол 100, показаний на фіг. 4, використовується для формування облицьованої литтям під тиском сталевої труби таким чином. Коли бажаний об'єм складу бетону або розчину залитий, закачаний або поданий інакше в порожнину форми або камеру 146 до необхідного рівня всередині водяної камери 150 (як указано вище, для компенсації пониження рівня поверхні бетону при підвищенні тиску), і джерело завантаження бетону або цементного розчину герметично перекрите, воду під тиском подають у вузол 100 таким чином, що вона покриває поверхню відлитого складу бетону або розчину і заповнює водяну камеру 150, розташовану всередині верхнього кільця 128. У одному варіанті виконання вузла 100 стіновий елемент 116 є пасивним елементом, таким як гумова діафрагма і т. п., і вузол містить кільцеву камеру або порожнину 152, яка заповнюється необхідним об'ємом рідини, такої як вода. Коли тиск води в формувальній камері 150 збільшений до необхідного рівня, тиск води в кільцевій порожнині 152 збільшується пасивною реакцією безпосередньо на нагнітальну трубу. У цьому варіанті здійснення винаходу жодної реальної сили не прикладають до самого стінового елемента, оскільки рідина в діафрагмі, тобто, вода є нестискуваною. У іншому варіанті виконання вузла 100 стіновий елемент 116 є активним елементом, таким як скловолокниста труба, яка розташована концентрично навколо нагнітальної труби. У цьому варіанті здійснення винаходу до відливання бетонного осердя тиск в кільцевій камері або порожнині 152, яка існує між нагнітальною трубою і трубою, підвищується рідиною, такою як вода, і труба розширюється під тиском. Рідина під тиском в межах порожнини 152 герметично закупорена, і воду під тиском подають в формувальну камеру 150, як описано вище, для здійснення лиття під тиском облицювання з цементного розчину або бетону. Тиск води, який використовують для лиття під тиском складу бетону або цементного розчину в цьому варіанті здійснення винаходу, а також тривалість процесу лиття під тиском можуть бути такими ж, як описані вище для вузлів, показаних на фіг. 2 і 3. В ході цього процесу лиття під тиском вода прикладає тиск до складу бетону або цементного розчину, і цей тиск передається металевій оболонці, спричиняючи напруження оболонки і розширення назовні на необхідну величину. Після закінчення заданого періоду часу тиск води в межах формувальної камери 150 скидають, спричиняючи входження металевої оболонки в контракт із затверділим облицюванням з бетону або цементного розчину, що вводить її в стиснутий стан і, який спричиняє зменшення внутрішнього діаметра облицювання з бетону або цементного розчину. Рідину в кільцевій камері 152 обох варіантів здійснення винаходу, вказаних вище, потім випускають з неї, спричиняючи скорочення діафрагми в одному варіанті здійснення винаходу і скловолокнистої труби в іншому варіанті здійснення винаходу і відділення від внутрішнього діаметра затверділого облицювання з бетону або цементного розчину, таким чином, дозволяючи витягувати сформовану облицьовану литтям під тиском сталеву трубу з вузла. Елементи вузла потім розбирають, і одержану облицьовану литтям під тиском сталеву трубу можна видаляти, як описано вище для варіантів виконання вузла, показаних на фіг. 2 і 3. Загалом, облицьовані литтям під тиском сталеві труби, що мають описану вище конструкцію, відливають під тиском з використанням вузлів і згідно з способами, вказаними вище, за період однієї доби або за 24 години, дозволяючи складу бетону або цементного розчину тужавіти і спочатку затвердівати. Склади бетону або цементного розчину, які використовуються для формування облицьованих литтям під тиском сталевих труб, згідно з даним винаходом, можуть включати необхідну кількість розширювальної добавки або засобу 21 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 для досягнення збільшеної і/або сталої величини попереднього напруження, коли облицьована литтям під тиском сталева труба продовжує затвердівати в ході лиття під тиском і після нього. Використання розширювальної добавки може також компенсувати осадження при затвердіванні та висиханні, яке відбувається в ході затвердіння осердя з бетону або цементного розчину, і повзучість бетону або цементного розчину, викликану напруженням стиснення, прикладеного до бетонного облицювання сталевим циліндром. Використання розширювальної добавки може допомогти зберегти максимальне попереднє напруження в бетонному осерді і металевій оболонці відносно напруження під тиском в металевій оболонці в ході етапів процесу лиття під тиском і затвердіння. У типовому варіанті здійснення винаходу може не бути можливим або необхідним лиття під тиском вище приблизно 90% заданої мінімальних меж текучості. Скидання тиску в ході процесу лиття під тиском знижує напруження сталі в облицьованій литтям під тиском сталевій трубі до величини суттєво нижче 90% заданих мінімальних меж текучості. У цей момент присутність розширювальної добавки в складі бетону або цементному розчині може прикладати більше напруження до сталі для відшкодування втрат від повзучості і стиснення без перенапруження сталі. Бажано, щоб розширювальні добавки, які використовуються для цього, мали час затримання від вихідного затвердіння бетону, який дозволяє бетону досить тужавіти для протидії попередньому напруженню сталі, і потім бетон, що пізніше (після того, як тиск скинутий, і труба видалена з формувального вузла) розширюється, надає попереднє напруження сталі, не вводячи сталь в стан за межами розрахункової текучості. Повзучість і осадження при висиханні також відбуваються після того, як труба видалена з форми для лиття під тиском, і, таким чином, ці два протилежних ефекти відшкодовують один одного після того, як труба відлита під тиском. Відповідні розширювальні добавки, корисні для цієї мети, включають доступні під назвою продукту Komponent від CTS Cement Manufacturing Corp. для компенсації осадження при висиханні і повзучості. У типовому варіанті здійснення винаходу розширювальна добавка може становити до близько 15 або 20 ваг.% використовуваних цементних компонентів в складі бетону. Потрібно розуміти, що будь-яке можливе використання розширювальної добавки і кількість будь-якої такої добавки можуть і будуть змінюватися залежно від багатьох факторів, таких як матеріали, які використовуються для формування труби, критерії технічного проектування і експлуатаційні параметри, і кінцевий варіант застосування. У типовому варіанті здійснення винаходу тиск при литті заданий на рівні 90% заданої мінімальної межі текучості в ході затвердіння. Вихідне попереднє напруження бетонного осердя зменшується осадженням при затвердіванні бетону, осадженням при висиханні бетону плюс повзучістю бетонного облицювання і сталевої труби. Ці втрати такі, що повне розрахункове напруження, можливе для сталевого циліндра, не може бути досягнуте без видалення усього попереднього напруження, прикладеного до бетонного облицювання, і або створення розтягнення бетонного облицювання, або створення можливості утворення шкідливого кільцевого зазору між бетонним облицюванням і сталевою трубою в ході роботи. Потрібно зазначити, що малі кільцеві зазори або розтягнення в бетоні є прийнятними і це доведено бетонною і сталевою трубою, такою як труба АWWА C300, але надмірна деформація в сталевій оболонці повинна бути виключена. Бетонне облицювання може бути закладене в сталеву трубу для запобігання утворенню цього кільцевого зазору, таким чином, утворюючи напруження бетонного облицювання при роботі. Всі ці варіанти можливі та можуть бути бажаними для конкретних варіантів застосування. У переважному варіанті здійснення винаходу облицювання з бетону або цементного розчину знаходиться під дуже малим попереднім напруженням від сталевого циліндра при робочому тиску, або сталевий циліндр розширюється на дуже обмежену величину зверху вільного діаметра осердя з бетону або цементного розчину при робочому тиску. Це дозволяє використовувати все допустиме розрахункове напруження в сталевій трубі для протидії внутрішньому тиску, в той час як облицювання і підтримання зворотною засипкою можуть використовуватися для протидії навантаженням від ґрунту при заглиблені плюс вазі труби і вазі води. Кількість розширювальної добавки, необхідної для досягнення переважного варіанта здійснення винаходу, буде залежати від тиску при відливанні, коефіцієнтів повзучості, коефіцієнтів осадження і необхідного робочого напруження в сталевій трубі. Повна конструкція труби передбачає відновлюване осадження при висиханні. Приблизно 70% осадження при висиханні є реверсивними, коли труба заповнюється водою, і бетонне облицювання може повторно поглинати втрачену в ході висихання воду. Це повторне розбухання бетону може використовуватися як частина сумарного попереднього напруження бетонного облицювання, включаючи всі різні втрати і прирости, пов'язані з вихідним литтям під тиском, осадженням при 22 UA 106872 C2 5 10 15 20 25 30 35 40 висиханні і затвердіванні, розширенням бетону від розширювальної добавки плюс повзучістю в сталі та бетонному облицюванні під тривалим навантаженням. Ознакою облицьованих литтям під тиском сталевих труб, виконаних як указано вище, є те, що вони містять облицювання з бетону або цементного розчину, яке здатне забезпечувати ступінь корозійної стійкості, яка відповідає циліндричній трубі, що забезпечується в цей час із попередньо напруженим бетоном, сталевою циліндричною трубою з армованим бетоном і звичайною сталевою трубою з бетонним облицюванням, наприклад, близько 50 років. Крім того, такі облицьовані литтям під тиском сталеві труби містятьметалеву оболонку, яка вводить бетонне облицювання в стиснутий стан і яка робить це таким чином, що труба є більш жорсткою і не схильною до раптової відмови в порівнянні з циліндричною трубою із попередньо напруженим бетоном, наприклад, через корозію і руйнування натяжного дроту. Крім того, металева оболонка може бути легко покрита відповідним полімерним матеріалом і т. п., який здатний забезпечувати необхідний ступінь діелектричного захисту/опору від небажаних ефектів корозійного навколишнього середовища або катодної інтерференції. Крім того, металева оболонка може бути легко відремонтована за допомогою привареної накладки і т. п., якщо виявлена кородована секція, без необхідності виводити трубу з експлуатації і/або без необхідності витягувати трубу з її заглибленого положення. Крім того, облицьовані литтям під тиском сталеві труби, виконані як указано вище, можуть бути сформовані в ході одного етапу лиття під тиском, причому бетонне облицювання формують на місці, і сила попереднього напруження додається до металевої оболонки, яка з часом діє для введення бетону в стиснутий стан, таким чином, виключаючи множину етапів, що дозволяє економити час і трудові витрати. Крім того, облицьовані литтям під тиском сталеві труби, виконані з використанням води, як утворюючого тиск середовища, як указано вище, виключають можливість відмови насоса в ході процесу створення тиску, що могло б призводити до відбраковування вузла, втраті матеріалу, трудових витрат і зниженню виробничої ефективності. Крім того, облицьовані литтям під тиском сталеві труби, виконані згідно з принципами винаходу, забезпечують одержання конструкції труби, яка дуже стійка в ході транспортування і встановлення. Звичайна сталева труба з бетонним облицюванням настільки гнучка, що необхідні розпірні кріплення або дерев'яні або металеві опори всередині труби для запобігання надмірному згинанню труби і зминанню і/або руйнуванню облицювання. Більш товсте облицювання зі стисненням, прикладеним до облицювання від сталі, пов'язаної з облицьованою литтям під тиском сталевою трубою, робить трубу дуже міцною при транспортуванні і заглиблені без кріплення, що забезпечує додаткове зниження витрат в порівнянні із звичайною сталевою трубою з бетонним облицюванням. Представлені вище рівняння дають зразкове порівняння жорсткості звичайної сталевої труби і облицьованої литтям під тиском сталевої труби. Інші модифікації і зміни конструкцій облицьованої литтям під тиском сталевої труби і способи, і вузли для її виготовлення, згідно з принципами даного винаходу, будуть очевидні для фахівців в даній галузі техніки. Таким чином, потрібно розуміти, що в рамках прикладеної формули винаходу даний винахід може бути здійснений інакше, ніж конкретно описано. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Облицьована литтям під тиском сталева труба, яка містить: кільцеве облицювання з бетону або цементного розчину, яке утворює внутрішній діаметр труби; і металеву оболонку, яка оточує облицювання і має товщину стінки приблизно від 0,06 до 0,75 дюйма; в якій облицювання має товщину стінки, яка приблизно в 10-50 разів більша товщини стінки оболонки, причому облицювання розташоване в прямому контакті з внутрішньою поверхнею стінки металевої оболонки, при цьому облицювання твердне на місці впритул до металевої оболонки за допомогою прямого контакту з рідким середовищем під тиском для введення затверділого облицювання в стан стиснення металевою оболонкою. 2. Труба за п. 1, в якій, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене. 23 UA 106872 C2 5 10 15 20 25 30 35 40 45 50 55 3. Спосіб виготовлення облицьованої литтям під тиском сталевої труби, який включає етапи, на яких здійснюють: подавання об'єму складу бетону або розчину в форму, утворену між металевою оболонкою вздовж зовнішнього діаметра і рухомого осердя вздовж внутрішнього діаметра; вплив силою тиску на склад для розширення металевої оболонки; причому сила тиску забезпечена рідиною під тиском, що знаходиться в прямому контакті з поверхнею складу; скидання тиску після досягнення складом бетону або розчину ступеня тверднення для формування облицювання з бетону або цементного розчину, причому відношення товщини стінки облицювання і металевої оболонки знаходиться в діапазоні від близько 10:1 до 50:1, при цьому етап скидання тиску викликає прикладання сили стиснення металевою оболонкою до облицювання; і видалення рухомого осердя з внутрішнього діаметра облицювання. 4. Спосіб за п. 3, в якому рідина під тиском є водою. 5. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді еластомерного елемента. 6. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді стягувального твердого елемента. 7. Спосіб за п. 3, в якому рухоме осердя виконане у формі циліндричної жорсткої конструкції, яка може розширюватися для формування облицювання і стискатися для видалення осердя після лиття під тиском. 8. Спосіб за п. 3, в якому рухоме осердя виконане у вигляді сталевої труби високої міцності. 9. Спосіб за п. 3, в якому рухоме осердя вибране з групи матеріалів, що складається з армованої волокном полімерної труби, пластмасової труби та їх комбінацій. 10. Спосіб за п. 3, в якому склад бетону або цементного розчину включає розширювальну домішку, яка з металевою оболонкою сприяє прикладанню стискувального зусилля до облицювання. 11. Спосіб за п. 3, в якому форма містить кільцеву камеру, яка орієнтована вертикально. 12. Облицьована литтям під тиском сталева труба, виконана згідно із способом за п. 3, в якій облицювання з бетону або цементного розчину знаходиться в прямому контакті з внутрішньою поверхнею стінки металевої оболонки. 13. Облицьована литтям під тиском сталева труба, виконана згідно із способом за п. 3, в якій облицювання з бетону або цементного розчину має товщину стінки, яка приблизно в 10-50 разів більша товщини стінки сталевої оболонки. 14. Спосіб за п. 3, в якому, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене. 15. Вузол для лиття під тиском для виготовлення облицьованої сталевої труби, який містить: циліндричну металеву оболонку, яка утворює зовнішню частину труби; опорний елемент, в робочому положенні з'єднаний з нижньою частиною металевої оболонки; верхній елемент, в робочому положенні з'єднаний з верхньою частиною металевої оболонки; внутрішній елемент форми, розташований концентрично всередині металевої оболонки; кільцеву камеру, розташовану між металевою оболонкою і внутрішнім елементом форми для розміщення в ній об'єму складу бетону або розчину; і засіб для подання рідкого середовища для підвищення тиску в форму і в прямий контакт з поверхнею складу бетону або розчину для розширення складом металевої оболонки; в якому діаметр внутрішнього елемента форми може зменшуватися, коли склад досягає заданого ступеня твердіння, при цьому відношення товщини стінки облицювання і металевої оболонки знаходиться в діапазоні від близько 10:1 до 50:1. 16. Вузол для лиття під тиском за п. 15, в якому рідке середовище для підвищення тиску є водою. 17. Вузол для лиття під тиском за п. 15, який також містить нагнітальну трубу, яка розташована концентрично всередині внутрішнього елемента форми. 18. Вузол для лиття під тиском за п. 15, в якому рідке середовище для підвищення тиску знаходиться всередині кільцевої камери для рідини, розташованої між нагнітальною трубою і внутрішнім елементом форми. 19. Вузол для лиття під тиском за п. 18, в якому тиск рідкого середовища для підвищення тиску є приблизно однаковим на поверхні складу бетону або розчину і всередині кільцевої камери для рідини. 24 UA 106872 C2 5 10 15 20 20. Вузол для лиття під тиском за п. 15, який також містить ущільнювальний засіб для вміщення складу бетону або цементного розчину в межах кільцевої камери в ході операції підвищення тиску з використанням рідкого середовища для підвищення тиску. 21. Вузол для лиття під тиском за п. 15, в якому верхній елемент включає верхнє кільце, розташоване зверху кінця металевої оболонки. 22. Вузол для лиття під тиском за п. 21, в якому поверхня складу бетону або цементного розчину перед підвищенням тиску знаходиться вище кінця металевої оболонки і розташована всередині верхнього кільця. 23. Вузол для лиття під тиском за п. 15, в якому кільцева камера орієнтована вертикально. 24. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми являє собою твердий циліндричний елемент, який має протилежні поздовжні кромки, які можуть переміщатися для зменшення діаметра елемента. 25. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми єгумовим елементом. 26. Вузол для лиття під тиском за п. 15, в якому внутрішній елемент форми являє собою твердий циліндричний елемент, який може розширюватися і скорочуватися на достатню величину для забезпечення формування облицювання та відділення від нього облицювання. 27. Вузол за п. 15, в якому, коли труба знаходиться в первинному стані і не введена в експлуатацію для транспортування рідкого середовища, облицювання знаходиться в попередньо напруженому стані, а коли труба знаходиться в кінцевому стані і введена в експлуатацію для транспортування рідкого середовища, попереднє напруження на облицювання суттєво обмежене. 25 UA 106872 C2 26 UA 106872 C2 27 UA 106872 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 28
ДивитисяДодаткова інформація
Назва патенту англійськоюPressure cast concrete or mortar lined steel pipes and methods of making the same
Автори російськоюFriedrich, Ralph, S., Sheng, Qizhong, Kubat, Paul
МПК / Мітки
МПК: F16L 58/06, F16L 9/08, B28B 11/00
Мітки: бетоном, тиском, розчином, сталеві, відлитим, виготовлення, способи, облицьовані, трубі
Код посилання
<a href="https://ua.patents.su/30-106872-stalevi-trubi-oblicovani-vidlitim-pid-tiskom-betonom-abo-rozchinom-i-sposobi-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Сталеві труби, облицьовані відлитим під тиском бетоном або розчином, і способи їх виготовлення</a>
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Абе Тосіхару, Омура Томохіко, Араі Юдзі, Томомацу Куніакі
МПК: C22C 38/22, C22C 38/28
Мітки: низьколегована, нафтопромислового, сортаменту, спосіб, сталеві, безшовні, безшовної, трубі, виготовлення, сталевої, сталь
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Склад для нанесення алюмоцинкового покриття на сталеві труби
Номер патенту: 3766
Опубліковано: 27.12.1994
Автори: Хаустов Георгій Йосипович, Проскуркін Євген Васильович, Мартинов Анатолій Павлович, Мітніков Ілля Юхимович, Гладуш Василь Макарович, Зехов Сергій Васильович
Мітки: склад, алюмоцинкового, нанесення, сталеві, трубі, покриття
Формула / Реферат:
Состав для нанесения алюмоцинкового покрытия на стальные трубы, содержащий алюминий, цинк, кремний и титан, отличающийся тем, что он дополнительно содержит марганец и магний при следующем соотношении компонентов, мас. %: Цинк 1,0-7,4 Кремний 0,1-2,0 Магний 0,01-0,1 Титан 0,005-0,02 Марганец ...
Конструкція посудини, яка працює під тиском, у якій трубчасту заготівку корпусу виготовлено із електрозварної труби
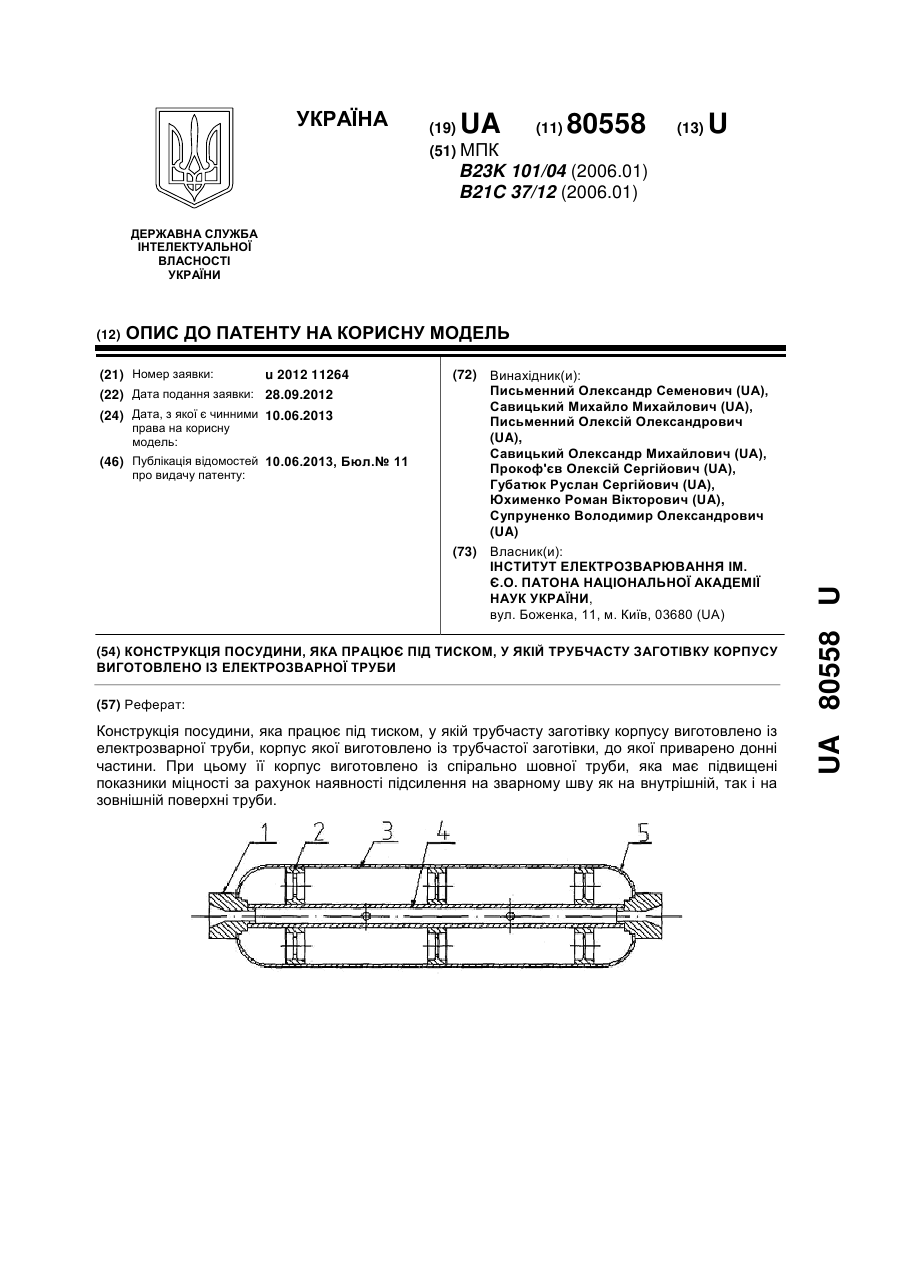
Номер патенту: 80558
Опубліковано: 10.06.2013
Автори: Письменний Олексій Олександрович, Юхименко Роман Вікторович, Савицький Олександр Михайлович, Письменний Олександр Семенович, Супруненко Володимир Олександрович, Савицький Михайло Михайлович, Прокоф`єв Олексій Сергійович, Губатюк Руслан Сергійович
МПК: B21C 37/12, B23K 101/04
Мітки: корпусу, електрозварної, якій, яка, посудини, трубчасту, тиском, трубі, працює, виготовленої, конструкція, заготівку
Формула / Реферат:
1. Конструкція посудини, яка працює під тиском, у якій трубчасту заготівку корпусу виготовлено із електрозварної труби, у якої корпус виготовлено із трубчастої заготівки, до якої приварено донні частини, яка відрізняється тим, що її корпус виготовлено із спірально шовної труби, яка має підвищені показники міцності за рахунок наявності підсилення на зварному шву як на внутрішній, так і на зовнішній поверхні труби.2. Конструкція за п....
Спосіб виготовлення корозійностійкої напірної труби
Номер патенту: 11763
Опубліковано: 16.01.2006
Автори: Левченко Анатолій Ісидорович, Ковтунович Іван Васильович, Войтович Іван Васильович, Петроченко В'ячеслав Ілліч, Фененко Анатолій Никифорович
МПК: F16L 58/02
Мітки: виготовлення, корозійностійкої, спосіб, трубі, напірної
Формула / Реферат:
1. Спосіб виготовлення корозійностійкої напірної труби, що включає нанесення на неї твердіючого розчину антикорозійного покриття на зовнішню та внутрішню поверхні, який відрізняється тим, що нанесення внутрішнього та зовнішнього шарів здійснюють за рахунок співвісного розташування сталевого сердечника між двома полімерними оболонками з зазором з наступним заповненням зазорів твердіючим розчином шляхом нагнітання його через один торець та...
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Рибалка Євген Олексійович, Кліпов Валерій Дмитрович, Чувашов Юрій Миколайович, Михайлішина Ніна Зиновієвна, Ященко Ольга Михайлівна, Бочарова Ірина Миколаївна, Божко Василь Іванович
МПК: B28B 23/02, F16L 9/00, B28B 21/02
Мітки: трубі, бетонної, спосіб, виготовлення, армованої
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Попередній патент: Спосіб відпалювання холоднокатаної алюмінієвої смуги
Наступний патент: Сполуки заміщених діазепанів як антагоністи орексинових рецепторів
Випадковий патент: Співкристал пропіконазолу, спосіб його одержання, композиції, спосіб захисту та спосіб попереджання/контролювання грибкової інфекції