Спосіб відпалювання холоднокатаної алюмінієвої смуги
Номер патенту: 106871
Опубліковано: 27.10.2014
Автори: Рангмарк Леннарт, Рітзен Ола, Гріпенберг Хенрік, Віберг Сьорен, Лодін Йоханнес
Формула / Реферат
1. Спосіб відпалювання холоднокатаної алюмінієвої смуги, де холоднокатану смугу (3) алюмінію безперервно подають на подавальному конвеєрі, де розташовані рампи з пальниками, які використовують технологію прямого накиду факела полум'я (DFI), для нагрівання смуги, при цьому згадані рампи (1) розташовані перпендикулярно до напряму руху смуги (3), при цьому пальники, які використовують технологію прямого накиду факела полум'я (DFI), розташовані один відносно одного так, що уся ширина смуги (3) нагрівається до однакової температури, який відрізняється тим, що смуга має товщину, яка становить 0,5 мм - максимальне значення товщини, при якій смуга може змотуватися в рулон, при цьому швидкість руху смуги (3), яка проходить згадану рампу, і теплову потужність згаданих пальників пристосовують до термообробки смуги (3) так, що здійснюють відпалювання смуги без пошкоджень поверхні і при цьому термооброблену смугу змотують в рулон (5).
2. Спосіб за п. 1, який відрізняється тим, що принаймні одна рампа розташована над згаданим подавальним конвеєром і принаймні одна рампа розташована під згаданим подавальним конвеєром згаданої смуги (3).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що присутні дві або більша кількість послідовно розташованих рамп (1) з пальниками, які використовують технологію прямого накиду факела полум'я (DFI).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що рампу або рампи розташовують в печі (2).
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що розмотують холодний рулон (4) алюмінієвої смуги і при цьому розмотану смугу (3) термічно обробляють.
6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що холоднокатану алюмінієву смугу (3) подають безпосередньо від прокатної кліті (6) до згаданого подавального конвеєра.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що термооброблену і змотану смугу (5) поміщають в томильну піч (8) для часткового відпалювання, тобто для усунення дислокацій.
Текст
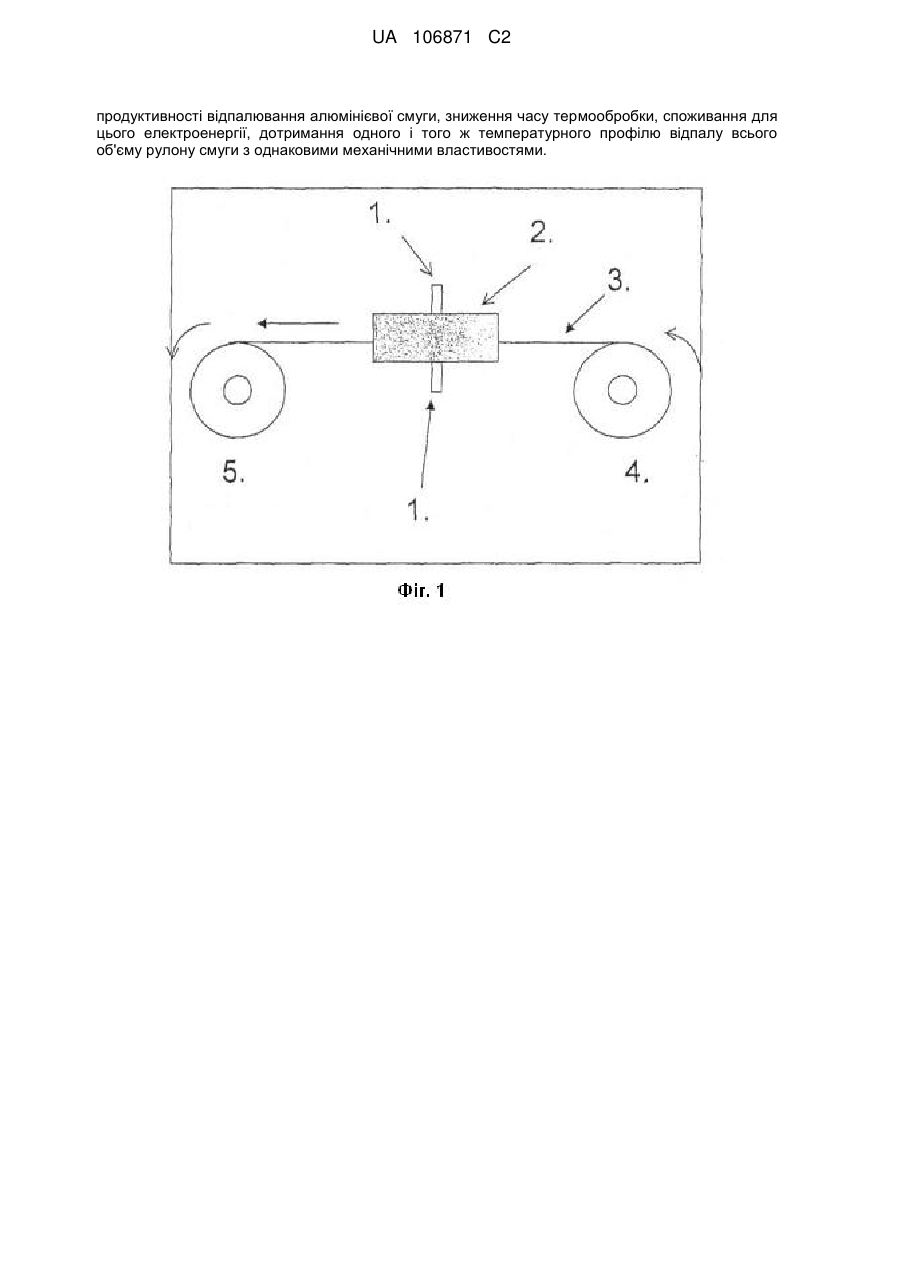
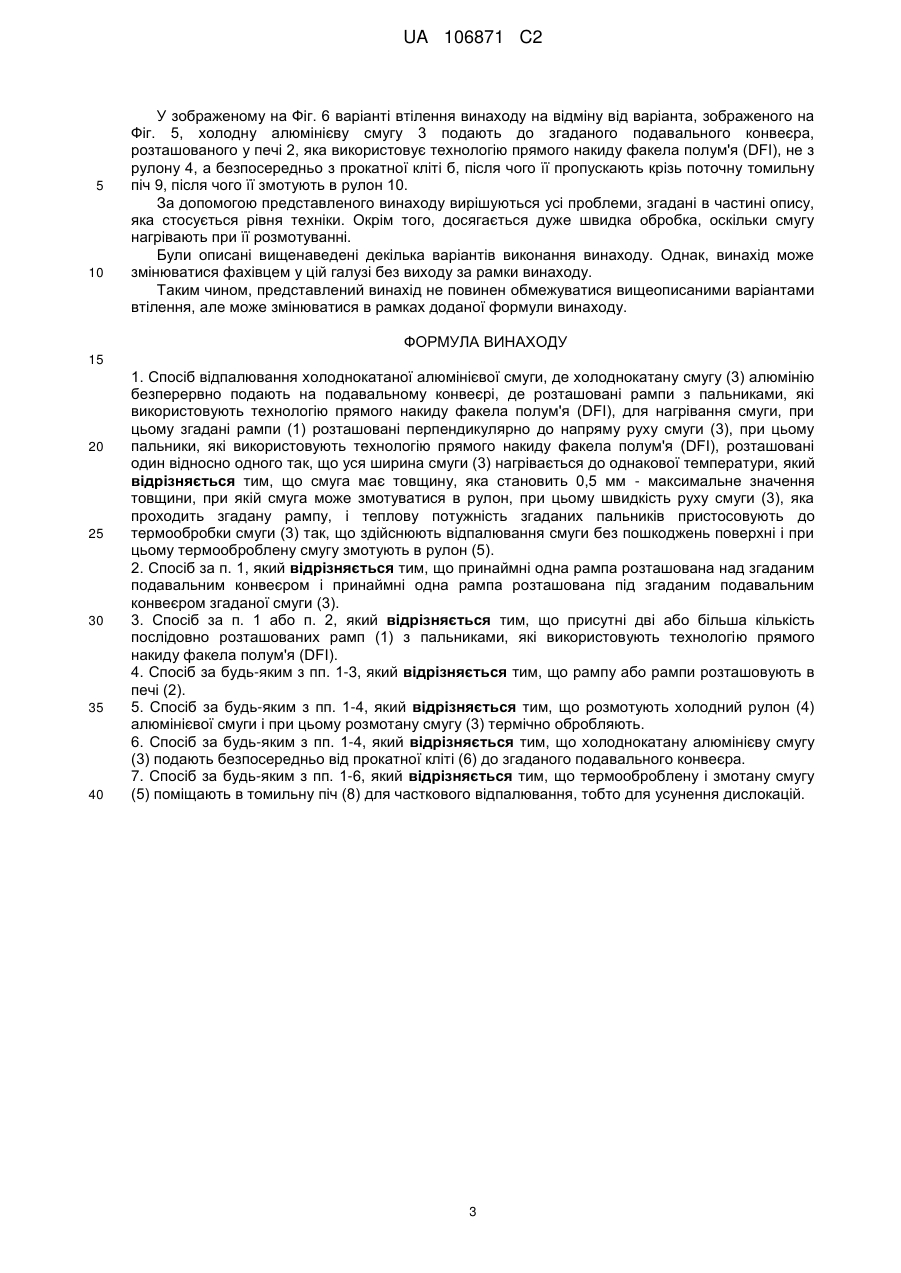
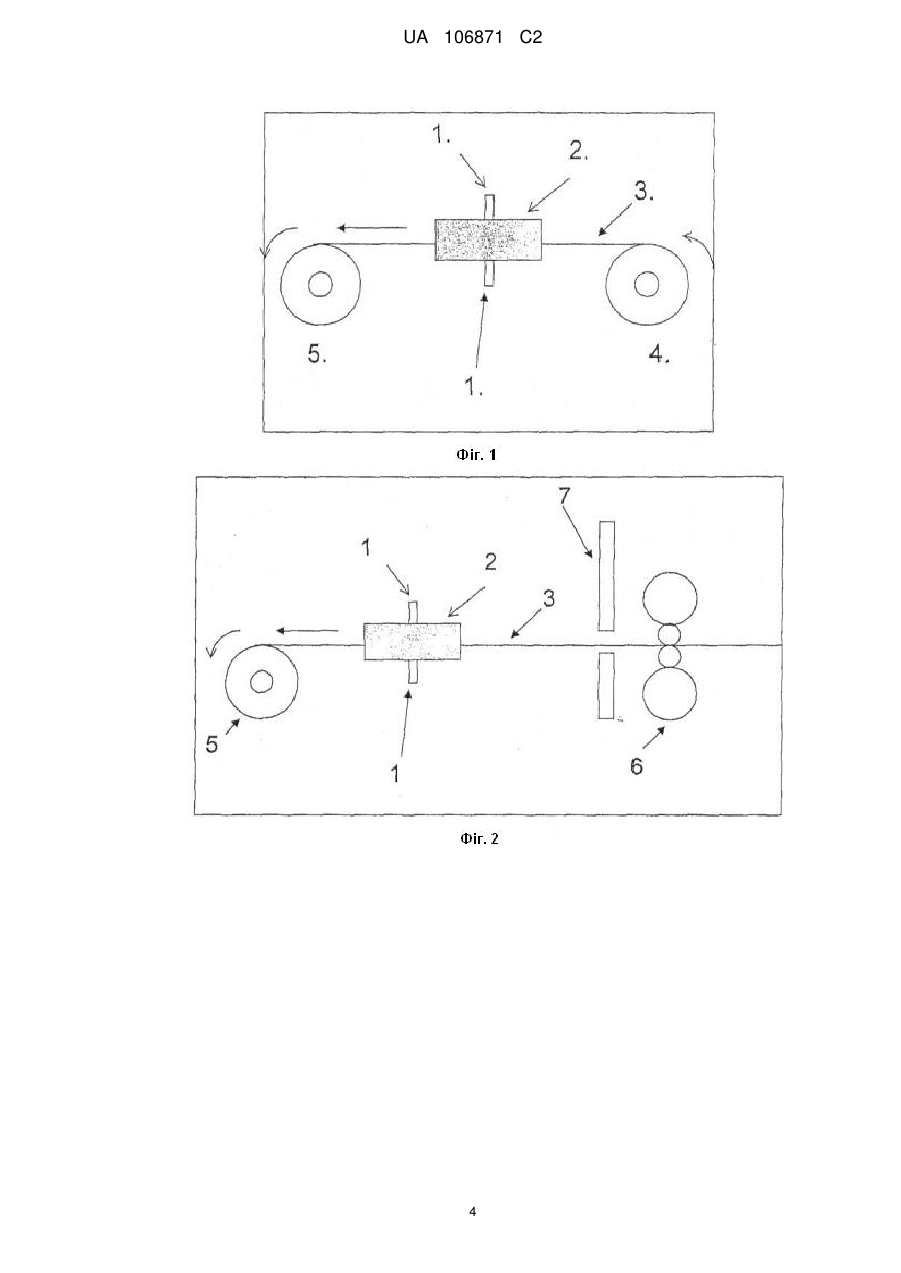
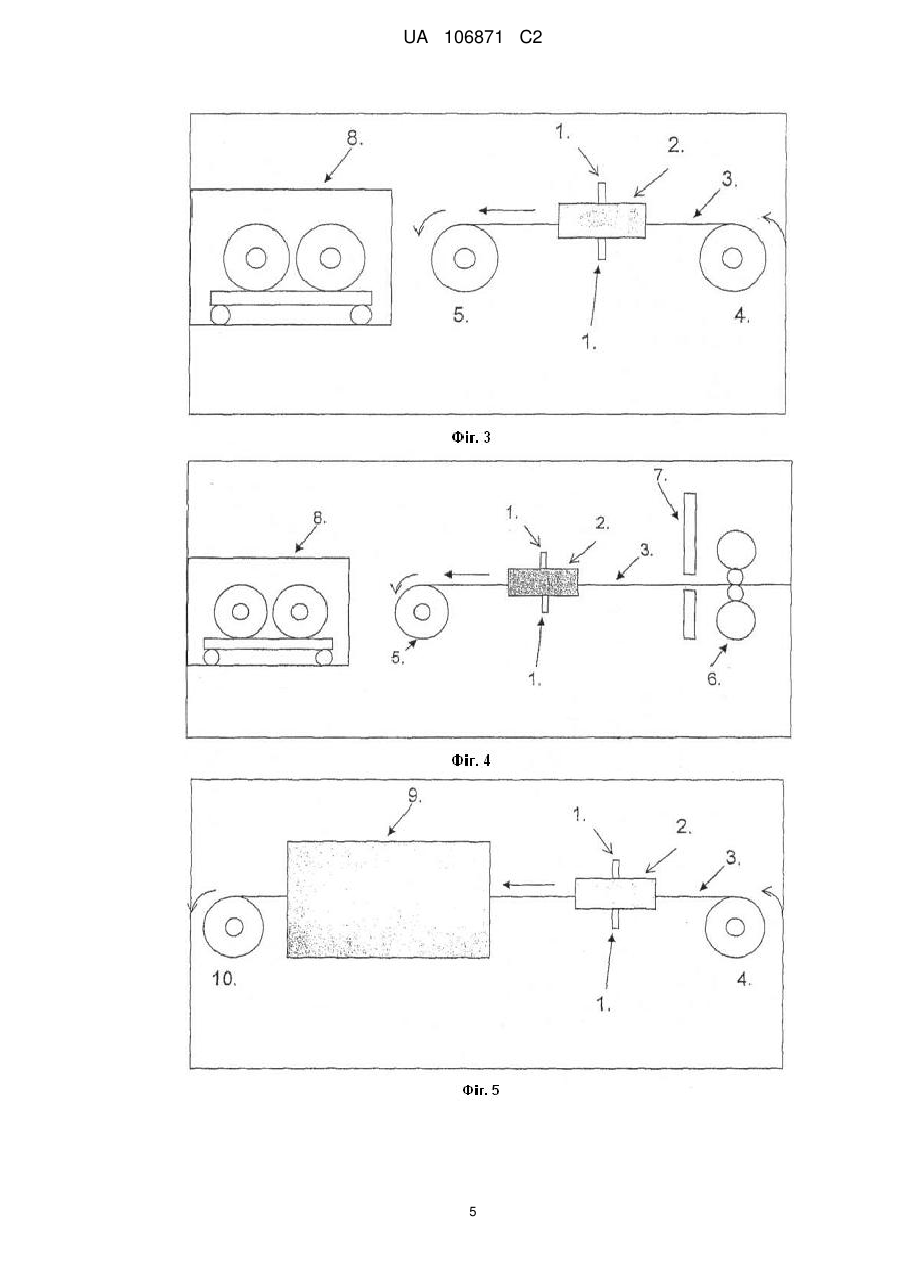
Реферат: Винахід належить до галузі металургії, а саме - до способу відпалювання холоднокатаної алюмінієвої смуги. Спосіб полягає у безперервному подаванні вказаної смуги (3) на конвеєр, де розташовані рампи з пальниками, які використовують технологію прямого накиду факелу полум'я (DFI) для нагрівання цієї смуги і вони розташовані один відносно одного так, що вся ширина смуги нагрівається до однакової температури, при цьому згадані рампи розташовані перпендикулярно до напрямку руху смуги (3), а що холоднокатану смугу (3) з алюмінію безперервно подають на подавальному конвеєрі, де розташовані рампа з пальниками, які використовують технологію прямого накиду факела полум'я (DFI, при цьому смуга має товщину, яка становить 0,5 мм - максимальне значення її товщини, при якій смуга може змотуватися в рулон, швидкість руху смуги (3), яка проходить згадану рампу, і теплова потужність згаданих пальників пристосовані до термообробки смуги (3) так, що здійснюється відпалювання смуги і причому термооброблену смугу змотують в рулон (5). Винахід забезпечує підвищення UA 106871 C2 (12) UA 106871 C2 продуктивності відпалювання алюмінієвої смуги, зниження часу термообробки, споживання для цього електроенергії, дотримання одного і того ж температурного профілю відпалу всього об'єму рулону смуги з однаковими механічними властивостями. UA 106871 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі металургії, а саме - способу відпалювання холоднокатаних алюмінієвих смуг. В рівні техніки холоднокатані алюмінієві смуги відпалюють при температурі 250-500 °C. Метою є відновлення гарної здатності до формування смуги. Механізмами є видалення накопичень дислокацій (часткове відпалювання) і рекристалізація (відпалювання). Процес рекристалізації, серед іншого, залежить від часу і температури. Наприклад, при температурі 500 °C рекристалізація триває декілька секунд, при температурі 380 °C - декілька хвилин і при температурі 280 °C - декілька годин. Іншими факторами є композиція сплаву і кількість процедур холодної обробки перед відпалюванням. Часткове відпалювання відбувається при температурі 200-300 °C протягом довших періодів часу, які становлять до 15 годин. Для рулонів алюмінієвих смуг зазвичай використовують піч з висувним подом. Піч нагрівається або електричними елементами, або підігрітими паливом елементами. Для одержання гарної конвекції і однорідності розподілу температури в печі, для циркуляції газового середовища печі, використовують потужні вентилятори. Піч з висувним подом вимагає значних капіталовкладень. Технологія Прямого Накиду Факелу Полум'я (DFI), де багато кисневопаливних пальників, реалізує безпосередньо ударяння факелом полум'я і нагрівання рухомої сталевої смуги, яка є попередньо розробленою і запатентованою технологією. Пальники, які використовують технологію DFI, зазвичай живляться паливом і окиснювачем, який має високий вміст кисню. Бажано використовувати окиснювач, який має принаймні 80 мас. % кисню. Використання пальників, які застосовують технологію прямого накиду факела полум'я (DFI), забезпечує вищу теплопередачу від полум'я до стальної смуги і, таким чином, дуже високу швидкість її нагрівання. Однак, пальники, які використовують технологію прямого накиду факела полум'я (DFI), при горінні з використанням окиснювача, який має високий вміст кисню, надають дуже високу вихідну потужність і високу температуру полум'я, таку як до 2500 °C. Не дивлячись на цей факт, на подив було виявлено, що можна дуже швидко нагрівати алюмінієву смугу до бажаної температури без появи поверхневих ушкоджень, таких як локальне плавлення поверхні смуги. Алюміній має температуру плавлення, що становить приблизно 660 °C. Згідно з рівнем техніки, існує проблема з відпалюванням. Відпалювання рулонів попереднього рівня техніки є повільним процесом. Він відрізняється недостатнім нагріванням і низькою теплопровідністю між шарами алюмінієвої смуги в рулоні. Це призводить до довготривалого процесу, низької продуктивності і високого споживання енергії. Другою проблемою є ризик вибуху випарів мастил з поверхні рулонного матеріалу, які розжарюються повітрям всередині печі. Третьою проблемою є зміни кольору поверхні смуги внаслідок реакцій між технологічним мастилом для прокатування, металом і атмосферою. Четвертою проблемою є те, що довготривалий процес може спричиняти збільшення шару оксиду на поверхні смуги, що призводить до гірших властивостей паяння м'яким припоєм і до інших негативних ефектів. П'ятою проблемою є те, що під час термообробки в рулоні з'являються температурні градієнти. При частковому відпалюванні рулонів існує ризик, що зовнішні шари рулону термообробляються при іншому, залежному від часу, температурному профілю, ніж внутрішні шари, і це може призвести до змін механічних властивостей. Представлений винахід вирішує усі вищезгадані проблеми. Представлений винахід, таким чином, стосується способу відпалювання холоднокатаної алюмінієвої смуги і відрізняється тим, що холоднокатану смугу алюмінію безперервно подають на подавальному конвеєрі, де розташовані рампи з пальниками, які використовують технологію прямого накиду факела полум'я (DFI), для нагрівання смуги, при цьому згадані рампи орієнтовані перпендикулярно до напряму руху смуги, при цьому пальники, які використовують технологію прямого накиду факела полум'я (DFI), розташовані один відносно одного так, що уся ширина смуги нагрівається до однакової температури, при цьому смуга має товщину, яка становить 0,5 мм - максимальне значення товщини, при якій смуга може змотуватися в рулон, причому швидкість руху смуги, яка проходить згадану рампу, і теплова потужність згаданих пальників пристосовані до нагрівання смуги так, що здійснюється відпалювання смуги і причому термооброблена смуга змотується в рулон. 1 UA 106871 C2 5 10 15 20 25 30 35 40 45 50 55 60 Представлений винахід описується детальніше нижче, частково по відношенню до ілюстративних варіантів виконання, зображених на супровідних кресленнях, де: Фіг. 1 зображає перший варіант втілення представленого винаходу; Фіг. 2 зображає другий варіант втілення представленого винаходу; Фіг. 3 зображає третій варіант втілення представленого винаходу; Фіг. 4 зображає четвертий варіант втілення представленого винаходу; Фіг. 5 зображає п'ятий варіант втілення представленого винаходу; Фіг. 6 зображає шостий варіант втілення представленого винаходу. Фіг. 1 зображає перший варіант втілення представленого способу відпалювання холоднокатаної алюмінієвої смуги 3. Згідно з винаходом, холоднокатану смугу 3 алюмінію безперервно подають на подавальному конвеєрі, де розташована рампа 1 з пальниками, які використовують технологію прямого накиду факела полум'я (DFI), для нагрівання смуги. Згідно з цим варіантом втілення, холоднокатану алюмінієву смугу розмотують з рулону 4. Згадана рампа 1 розташована перпендикулярно до напряму руху смуги 3. Окрім того, пальники, які використовують технологію прямого накиду факела полум'я (DFI), розташовані один відносно одного так, що уся ширина смуги нагрівається до однакової температури. Швидкість руху смуги 3, яка проходить згадану рампу 1, і теплова потужність згаданих пальників пристосовані до термообробки смуги 3 так, що здійснюється відпалювання смуги і при цьому термооброблену смугу змотують в рулон 5. Згідно з одним варіантом втілення винаходу, швидкість руху смуги 3, яка проходить згадану рампу 1, і теплова потужність згаданих пальників пристосовані до термообробки смуги 3 так, що здійснюється рекристалізація смуги. Згідно з іншим переважним варіантом втілення, існує принаймні одна рампа 1 над і принаймні одна рампа 1 під згаданим подавальним конвеєром згаданої смуги 3. Експерименти проводилися з холоднокатаною і змотаною в рулон алюмінієвою смугою, яка мала товщину матеріалу 1 мм. Смугу подавали крізь одну рампу пальників, які використовують технологію прямого накиду факела полум'я (DFI), розташовану над смугою, і крізь одну рампу пальників, розташовану під смугою. Кожна пальникова рампа мала чотири пальники. Загальна потужність, генерована пальниками, становила 200 КВт. При швидкості руху смуги, яка проходить пальники, в 24 м/с, температура смуги становила 400 °C. При швидкості 30 м/с, одержана температура становила 365 °C. Не спостерігалось ушкоджень поверхні. Вважається, що представлений винахід переважно використовується для смуг, які мають товщину 0,5 мм - максимальна товщина, при якій смугу можна змотати в рулон. Згідно з переважним варіантом втілення винаходу, існує дві або більша кількість послідовно розташованих рамп 1 пальників, які використовують технологію прямого накиду факела полум'я (DFI), розташованих одна за іншою вздовж подавального конвеєра. Бажано, щоб рампа 1 або рампи розташовувались в печі. Однак, в деяких застосуваннях, рампа або рампи можуть встановлюватися у рамі без оточуючого кожуха. Згідно з другим варіантом втілення винаходу, холоднокатану алюмінієву смугу 3 подають безпосередньо з прокатної кліті 6 до згаданого подавального конвеєра (будь-ласка, дивіться Фіг. 2). Згідно з цим варіантом втілення, між пальником 2, який використовує технологію прямого накиду факела полум'я (DFI), і прокатною кліттю розташована запобіжна стінка 7, оскільки мастила, використовувані при прокатуванні, можуть бути займистими. Згідно з третім варіантом втілення винаходу, зображеному на Фіг. 3, термооброблену і змотану смугу 5 поміщають в томильну піч 8 для часткового відпалювання, тобто для усунення дислокацій. Томильна піч повинна переважно заповнюватися газоподібним азотом для мінімізації збільшення кількості оксидів. У такому випадку, в томильній печі утримується температура, яка відповідає температурі алюмінієвої смуги, одержаної нагріванням згаданими пальниками, які використовують технологію прямого накиду факела полум'я (DFI). Таким чином, досягається те, що відпалювання змотаної в рулон алюмінієвої смуги починається зразу ж у томильній печі протягом усього процесу змотування в рулон. Фіг. 4 зображає той факт, що холоднокатану алюмінієву смугу 3 подають безпосередньо з прокатної кліті до подавального конвеєра, розташованого в печі, яка використовує технологію прямого накиду факела полум'я (DFI), після чого вона змотується в рулон і поміщається у томильну піч. Фіг. 5 зображає п'ятий варіант втілення винаходу, де холодну алюмінієву смугу 3 розмотують з рулону 4, термічно обробляють в печі 2, яка використовує технологію прямого накиду факела полум'я (DFI), і подають крізь поточну томильну піч 9, після чого її змотують в рулон 10. 2 UA 106871 C2 5 10 У зображеному на Фіг. 6 варіанті втілення винаходу на відміну від варіанта, зображеного на Фіг. 5, холодну алюмінієву смугу 3 подають до згаданого подавального конвеєра, розташованого у печі 2, яка використовує технологію прямого накиду факела полум'я (DFI), не з рулону 4, а безпосередньо з прокатної кліті б, після чого її пропускають крізь поточну томильну піч 9, після чого її змотують в рулон 10. За допомогою представленого винаходу вирішуються усі проблеми, згадані в частині опису, яка стосується рівня техніки. Окрім того, досягається дуже швидка обробка, оскільки смугу нагрівають при її розмотуванні. Були описані вищенаведені декілька варіантів виконання винаходу. Однак, винахід може змінюватися фахівцем у цій галузі без виходу за рамки винаходу. Таким чином, представлений винахід не повинен обмежуватися вищеописаними варіантами втілення, але може змінюватися в рамках доданої формули винаходу. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 1. Спосіб відпалювання холоднокатаної алюмінієвої смуги, де холоднокатану смугу (3) алюмінію безперервно подають на подавальному конвеєрі, де розташовані рампи з пальниками, які використовують технологію прямого накиду факела полум'я (DFI), для нагрівання смуги, при цьому згадані рампи (1) розташовані перпендикулярно до напряму руху смуги (3), при цьому пальники, які використовують технологію прямого накиду факела полум'я (DFI), розташовані один відносно одного так, що уся ширина смуги (3) нагрівається до однакової температури, який відрізняється тим, що смуга має товщину, яка становить 0,5 мм - максимальне значення товщини, при якій смуга може змотуватися в рулон, при цьому швидкість руху смуги (3), яка проходить згадану рампу, і теплову потужність згаданих пальників пристосовують до термообробки смуги (3) так, що здійснюють відпалювання смуги без пошкоджень поверхні і при цьому термооброблену смугу змотують в рулон (5). 2. Спосіб за п. 1, який відрізняється тим, що принаймні одна рампа розташована над згаданим подавальним конвеєром і принаймні одна рампа розташована під згаданим подавальним конвеєром згаданої смуги (3). 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що присутні дві або більша кількість послідовно розташованих рамп (1) з пальниками, які використовують технологію прямого накиду факела полум'я (DFI). 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що рампу або рампи розташовують в печі (2). 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що розмотують холодний рулон (4) алюмінієвої смуги і при цьому розмотану смугу (3) термічно обробляють. 6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що холоднокатану алюмінієву смугу (3) подають безпосередньо від прокатної кліті (6) до згаданого подавального конвеєра. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що термооброблену і змотану смугу (5) поміщають в томильну піч (8) для часткового відпалювання, тобто для усунення дислокацій. 3 UA 106871 C2 4 UA 106871 C2 5 UA 106871 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори російськоюGripenberg Henrik, Rangmark Lennart, Ritzen Ola, Lodin Johanes, Wiberg Soren
МПК / Мітки
МПК: C22F 1/04, C21D 9/56, F27B 9/36, C21D 9/46, C21D 1/26, C21D 1/52, C21D 11/00
Мітки: відпалювання, алюмінієвої, холоднокатаної, смуги, спосіб
Код посилання
<a href="https://ua.patents.su/8-106871-sposib-vidpalyuvannya-kholodnokatano-alyuminiehvo-smugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб відпалювання холоднокатаної алюмінієвої смуги</a>
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді
Номер патенту: 8321
Опубліковано: 15.07.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
МПК: B21B 3/00
Мітки: холоднокатаної, основі, виготовлення, спосіб, стрічки, сплавів, міді
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді, що включає плавку металу, відливання зливків, нагрівання зливків в печі, гарячу прокатку зливка в смугу, холодну прокатку в декілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, поздовжнє різання, змотування стрічки в рулон, який відрізняється тим, що в процесі відливання зливків здійснюють модифікацію металевого розплаву титаном, який...
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Бодін Андре, Хогендорн Томас Мартінус
МПК: C21D 8/02, C21D 1/18, B21B 1/46, B21B 1/26
Мітки: сталевої, виробництва, пристрій, спосіб, високоміцної, смуги
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів
Номер патенту: 47512
Опубліковано: 15.07.2002
Автор: Цилла Петер
Мітки: металів, адгезії, кольорових, об'єктів, спосіб, уникнення, сплавів, процесі, відпалювання
Формула / Реферат:
1. Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів, в якому нагрівають, витримують та охолоджують зазначені сплави, який відрізняється тим, що матеріал, який піддають відпалюванню, під час структурного перетворення знаходиться в інертній або окислювальній атмосфері захисного газу, внаслідок чого на поверхні матеріалу утворюється тонкий оксидний шар і/або зберігається вже існуючий оксидний шар, який...
Спосіб і пристрій для виробництва сталевої смуги, прокатаної в феритній області
Номер патенту: 63982
Опубліковано: 16.02.2004
Автор: Бодін Андре
Мітки: пристрій, прокатаної, області, сталевої, виробництва, феритній, смуги, спосіб
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, прокатаної в феритній області, за яким рідку сталь відливають на ливарній машині безперервної дії (1) з утворенням сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання феритної сталевої смуги з бажаною кінцевою товщиною, який...
Спосіб виготовлення холоднокатаної стрічки
Номер патенту: 88709
Опубліковано: 10.11.2009
Автори: Пасько Іван Олександрович, Ліфшиц Олександр Вікторович, Уланова Олександра Лук'янівна, Мурашкін Олександр Вікторович, Пасько Тетяна Григорівна
Мітки: стрічки, виготовлення, спосіб, холоднокатаної
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки, який включає виплавку сталі в конвертері, розливання, гарячу прокатку заготовки на смугу, змотування та подальше травлення, холодну прокатку, відпал, дресирування і подовжній розпуск з обрізанням кромок, який відрізняється тим, що використовують сталь марок 08Ю і 08пс з розливанням її через УБРС з обмеженням масової частки вуглецю до 0,07 %, а гарячу прокатку заготовки на смугу товщиною 1,6 мм...
Попередній патент: Антитіла, специфічні для протофібрилярної форми бета-амілоїдного білка
Наступний патент: Сталеві труби, облицьовані відлитим під тиском бетоном або розчином, і способи їх виготовлення
Випадковий патент: Фармацевтична композиція, що містить інгібітор нmg-cоа редуктази (варіанти), та спосіб приготування стабілізованого інгібітора нmg-соа редуктази