Дискове велосипедне колесо і спосіб його виготовлення
Номер патенту: 21913
Опубліковано: 30.04.1998
Автори: Шелудешев Олександр Павлович, Дібір Олександр Геннадійович, Рукавішніков Олександр Іванович, Балабонін Ігор Віталієвич, Торішній Сергій Іванович, Абрамов Олександр Миколайович, Копичко Володимир Петрович, Тімошенко Віктор Іванович
Формула / Реферат
1. Дисковое велосипедное колесо, содержащее установленную на оси ступицу, несущий пнев матик обод и жесткосоединяюший их диск в виде натянутых между ступицей и ободом по обе стороны колеса боковин, отличающееся тем, что между боковинами концентричне ободу установлено опорное кольцо, по торцам контактирующее с боковинами.
2. Дисковое велосипедное колесо по п. 1, отличающееся тем, что опорное кольцо выполнено с возможностью изменения толщины.
3. Дисковое велосипедное колесо по п. 1, отличающееся тем, что опорное кольцо выполнено трехслойным, составленным из жесткосвязанных несущих слоев и размещенного между ними слоя заполнителя, причем слои разнесены по радиусу или по толщине кольца.
4. Дисковое велосипедное колесо по пп. 1 или 2, отличающееся тем, что опорное кольцо выполнено составным из двух сопряженных между собой колец U-образного поперечного сечения по меньшей мере на части их окружностей, причем кольца вставлены одно в другое по их открытым торцам, а по меньшей мере в одной из боковин и в торце опорного кольца выполнено по меньшей мере одно сквозное отверстие.
5. Дисковое велосипедное колесо по п, 4, отличающееся тем, что в опорном кольце два сопряженных между собой кольца жестко соединены.
6. Дисковое велосипедное колесо по пп. 4 или 5, отличающееся тем, что в полости опорного кольца размешен заполнитель.
7. Дисковое велосипедное колесо по пп. 2 или 4, отличающееся тем, что в полости опорного кольца размешен эластичный баллон, имеющий по меньшей мере один ниппель с клапаном для наддува, установленный в сквозном отверстии боковины и торца опорного кольца, причем в баллон через ниппель под давлением введен заполнитель.
8. Дисковое велосипедное колесо по п. 1, отличающееся тем, что опорное кольцо выполнено составным в виде двух колец, разнесенных по толщине опорного кольца и жесткосоединеиных элементами связи, причем в каждом торце опорного кольца и боковинах выполнено по меньшей мере два сквозных отверстия.
9. Дисковое велосипедное колесо по п. 8, отличающееся тем, что элементы связи выполнены с возможностью изменения их длины.
10. Дисковое велосипедное колесо по п. 2, отличающееся тем, что опорное кольцо выполнено в виде эластичного баллона, имеющего по меньше мере один ниппель с клапаном для наддува, размещенный в сквозном отверстии в боковине или в ободе, причем в баллон через ниппель под давлением введен заполнитель.
11. Способ изготовления дискового велосипедного колеса, заключающийся в жестком соединении ступицы и обода с боковинами при обеспечении их натяжения, отличающийся тем, что перед соединением ступицы и обода с боковинами между ними концентрически с ободом устанавливают опорное
кольцо, а натяжение боковин производят после их жесткого соединения со ступицей и ободом путем увеличения толщины кольца с последующей ее фиксацией.
12. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что увеличение толщины опорного кольца производят за счет увеличения расстояния между его торцами, контактирующими с боковинами, путем установки в сквозные отверстия боковин и торцов тяг, передающих на торцы опорного кольца растягивающие усилия, после чего выполняют фиксацию толщины кольца, снимают нагрузку и отсоединяют тяги.
13. Способ изготовления дискового велосипедного колеса по п. 12, отличающийся тем, что фиксацию толщины опорного кольца производят жестким соединением сопряженных колец путем нанесения на их сопрягаемые поверхности синтетического клея перед жестким соединением ступицы и обода с боковинами, а отверждение клея производят после натяжения боковин.
14. Способ изготовления дискового велосипедного колеса по любому из пп. 11,12 или 13, отличающийся тем, что фиксацию толщины опорного кольца производят вводом в его полость через сквозное отверстие в боковине и торце кольца вспененного заполнителя, а снятие нагрузки производят после его отверждения.
15. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что перед установкой опорного кольца на сопрягаемые поверхности его частей наносят синтетический клей и в его полость помещают эластичный баллон с ниппелем, выведенным в отверстие торца опорного кольца, при установке кольца ниппель выводят в отверстие боковины, после жесткого соединения ступицы и обода с боковинами увеличение толщины кольца производят подачей давления в баллон, отверждение клея производят после натяжения боковин, после чего баллон удаляют.
16. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что увеличения толщины опорного кольца достигают за счет объемного расширения дозированного количества вспенивающегося заполнителя в его полости, причем ввод заполнителя производят через сквозные отверстия в боковине и торце кольца, а фиксацию толщины кольца производят отверждением заполнителя, осуществляемом при закрытии этих отверстий.
17. Способ изготовления дискового велосипедного колеса по п. 16, отличающийся тем, что перед установкой опорного кольца на сопрягаемые поверхности его колец наносят синтетический клей, причем его отверждение производят после вспенивания заполнителя.
18. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что увеличение толщины опорного кольца, выполняют наддувом наполнителем эластичного баллона, размещенного в полости опорного кольца, а фиксацию толщины кольца выполняют закрытием клапана.
19. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что увеличение толщины опорного кольца выполненного в виде эластичного баллона, производят наддувом наполнителем баллона, а фиксацию толщины кольца выполняют закрытием клапана.
20. Способ изготовления дискового велосипедного колеса по п. 11, отличающийся тем, что увеличение толщины опорного кольца выполняют за счет длины элементов связи, а фиксацию толщины кольца выполняют при помощи стопорения подвижных частей элементов связи.
Текст
1. Дисковое велосипедное колесо, содержащее установленную на оси ступицу, несущий пневматик обод и жесткосоединяющий их диск в виде натянутых между ступицей и ободом по обе стороны колеса боковин, о т л и ч а ю щ е е с я тем, что между боковинами концентрично ободу установлено опорное кольцо, по торцам контактирующее с боковинами. 2. Дисковое велосипедное колесо по п. 1, о т л и ч а ю щ е е с я тем, что опорное кольцо выполнено с возможностью изменения толщины. 3. Дисковое велосипедное колесо по п. 1, о т л и ч а ю щ е е с я тем, что опорное кольцо выполнено трехслойным, составленным из жесткосвязанных несущих слоев и размещенного между ними слоя заполнителя, причем слои разнесены по радиусу или по толщине кольца 4. Дисковое велосипедное колесо по пп. 1 или 2, о т л и ч а ю щ е е с я тем, что опорное кольцо выполнено составным из двух сопряженных между собой колец U-образного поперечного сечения по меньшей мере на части их окружностей, причем кольца вставлены одно в другое по их открытым торцам, а по меньшей мере в одной из боковин и в торце опорного кольца выполнено по меньшей мере одно сквозное отверстие. 5. Дисковое велосипедное колесо по п. 4, о т л и ч а ю щ е е с я тем, что в опорном кольце два сопряженных между собой кольца жестко соединены 6 Дисковое велосипедное колесо по пп. 4 или 5, отличающееся тем, что в полости опорного кольца размещен заполнитель. 7 Дисковое велосипедное колесо по пп. 2 или 4, отличающееся тем. что в полости опорного кольца размещен эластичный баллон, имеющий по меньшей мере один ниппель с клапаном для наддува, установленный в сквозном отверстии боковины и торца опорного кольца, причем в баллон через ниппельпод давлением введен заполнитель. 8. Дисковое велосипедное колесо по п. 1, о т л и ч а ю щ е е с я тем, что опорное колесо выполнено составным в виде двух колец, разнесенных по толщине опорного кольца и жесткосоединенных элементами связи, причем в каждом торце опорного кольца и боковинах выполнено по меньшей мере два сквозных отверстия. 9. Дисковое велосипедное колесо по п. 8, о т л и ч а ю щ е е с я тем, что элементы связи выполнены с возможностью изменения их длины. 10. Дисковое велосипедное колесо по п. 2, о т л и ч а ю щ е е с я тем. что опорное кольцо выполнено в виде эластичного бал с > ю со о 21913 лона, имеющего по меньшей мере один ниппель с клапаном для наддува, размещенный в сквозном отверстии в боковине или в ободе, причем в баллон через ниппель под давлением введен заполнитель. 11. Способ изготовления дискового велосипедного колеса, заключающийся в жестком соединении ступицы и обода с боковинами при обеспечении их натяжения, о т л и ч а ю щ и й с я тем, что перед соединением ступицы и обода с боковинами между ними концентрически с ободом устанавливают опорное кольцо, а натяжение бок о в и н производят после их ж е с т к о г о соединения со ступицей и ободом путем увеличения толщины кольца с последующей ее фиксацией. 12. Способ изготовления дискового велосипедного колеса по п 1 1 , о т л и ч а ю щ и й с я тем, что увеличение толщины опорного кольца производят за счет увеличения расстояния между его торцами, конт а к т и р у ю щ и м и с б о к о в и н а м и , путем установки в сквозные отверстия боковин и торцов тяг, передающих на торцы опорного кольца растягивающие усилия, после чего выполняют фиксацию толщины кольца, снимают нагрузку и отсоединяют тяги. 13. Способ изготовления дискового велосипедного колеса по п. ^ . о т л и ч а ю щ и й с я тем, что фиксацию толщины опорного кольца производят жестким соединением сопряженных колец путем нанесения на их сопрягаемые поверхности синтетического клея перед жестким соединением ступицы и обода с боковинами, а отверждение клея производят после натяжения боковин. 14. Способ изготовления дискового велосипедного колеса по любому из пп. 11,12 или 13, о т л и ч а ю щ и й с я тем, что фиксацию толщины опорного кольца производят вводом в его полость через сквозное отверстие в боковине и торце кольца вспененного заполнителя, а снятие нагрузки производят после его отверждения. 15. Способ изготовления дискового велосипедного колеса по п. 1 1 , о т л и ч а ю щ и й с я тем, что перед установкой опорного кольца на сопрягаемые поверхности его частей наносят синтетический клей и в его полость помещают эластичный баллон с ниппелем, выведенным в отверстие торца опорного кольца, при установке кольца ниппель вводят в отверстие баковины, после жесткого соединения ступицы и обода с боковинами увеличение толщины кольца производят подачей давления в баллон, отверждение клея производят после натяжения боковин, после чего баллон удаляют. 16. Способ изготовления дискового велосипедного колеса по п. 1 1 , о т л и ч а ю щ и й с я тем, что увеличения толщины опорного кольца достигают за счет объемного расширения дозированного количества вспенивающегося заполнителя в его полости, причем ввод заполнителя производят через сквозные отверстия в боковине и торце кольца, а фиксацию толщины кольца производят отверждением заполнителя, осуществляемом при закрытии этих отверстий. 17. Способ изготовления дискового велосипедного колеса по п. 16, о т л и ч а ю щ и й с я тем, что перед установкой опорного кольца на сопрягаемые поверхности его колец наносят синтетический клей, причем его отверждение производят после вспенивания заполнителя. 18. Способ изготовления дискового велосипедного колеса п о п . 1 1 , о т л и ч а ю щ и й с я тем, что увеличение толщины опорного кольца выполняют наддувом наполнителем эластичного баллона, размещенного в полости опорного кольца, а фиксацию толщины кольца выполняют закрытием клапана. 19. Способ изготовления дискового велосипедного колеса по п. 1 1 , о т л и ч а ю щ и й с я тем, что увеличение толщины опорного кольца, выполненного в виде эластичного баллона, производят наддувом наполнителем баллона, а фиксацию толщины кольца выполняют закрытием клапана. 20. Способ изготовления дискового велосипедного колеса по п. 1 1 , о т л и ч а ю щ и й с я тем, что увеличение толаіиньї опорного кольца выполняют за счет длины элементов связи, а фиксацию толщины кольца выполняют при помощи стопорения подвижных частей элементов связи. 21913 Группа изобретений относится к машиностроению, в частности к велостроению, и может быть использовано в трековых и шоссейных спортивных велосипедах. Известно дисковое велосипедное колесо, содержащее установленную на оси ступицу, несущий пневматик обод и жесткосоединяющий их диск в виде натянутых между ступицей и ободом по обе стороны колеса боковин. Последние выполнены в 10 виде наклоненных относительно центральной плоскости колеса плоских мембран, а ступица - в виде втулки с расположенными в ее концевых зонах участками резьбы для взаимодействия с внешними съемными 15 фланцами, жесткосоединенными с несущими обод мембранами, которые также жестко соединены с дополнительными внутренними съемными фланцами, причем каждый 20 указанный концевой участок имеет участки резьбы противоположного направления и сопряжен с зоной втулки, на которой выполнена резьба противоположного его резьбе направления, а дополнительные внутрен- 25 ние съемные фланцы зацеплены с указанными зонами втулки [3]. Известен способ изготовления дискового велосипедного колеса, заключающийся в жестком соединении ступицы и обода с бо- 30 ковинами при обеспечении их натяжения. При этом производят склейку боковин с торцевыми поверхностями обода после перемещения между боковинами внутренних фланцев втулки ступицы. Затем наносят 35 клей на внешнюю поверхность внутренних фланцев и прилегающую к ним поверхность боковин. После чего выполняют натяжение боковин путем взаимного расхождения внутренних фланцев, навинчиваемых на 40 втулку ступицы, имеющей участки с резьбами противоположного направления для установки этих фланцев и примыкающие к указанным участкам с краев ступицы участков, предназначенных для установки внеш- 45 них фланцев и имеют резьбы с направлениями, противоположными направлениям резьб на сопрягаемых участках установки внутренних фланцев. Затем наносят клей на внутреннюю поверхность 50 внешних фланцев и на прилегающую к ним поверхность боковин и навинчивают внешние фланцы. ними съемными фланцами, так и на сопряженных с указанными концевыми участками зонах втулки, т. е. общее количество участков с резьбой равняется четырем. Кроме того, конструкция втулки вызывает при ее вращении для создания растягивающих усилий в боковинах посредством взаимного расхождения внутренних съемных фланцев в процессе сборки необходимость удержания от поворота каждого из фланцев, что усложняет отмеченный процесс натяжения. Создание натяжения в боковинах достигается за счет разведения их в месте крепления на ступице на определенное расстояние. Увеличение толщины колеса приводит к сложности или невозможности применения его в велосипедах, у которых на ступице колеса монтируется набор шестерен, поскольку требуемый из условий жесткости колеса "разнос" боковин на ступице не позволяет обеспечить необходимый размер участка ступицы для установки набора шестерен без существенного увеличения толщины боковин, а, следовательно, и массы колеса. Понятно, что применяемые обода должны быть узкими. Другим следствием этого является сложность или невозможность применения одинаковых боковин в колесах, используемых в различных видах соревнований, тем самым, затрудняет унификацию комплектующих деталей для колес различного назначения. Недостатком данной конструкции является также невозможность регулировки в процессе эксплуатации радиальной жесткости колеса, которую нельзя подобрать в соответствии конкретным условиям проведения соревнований. Недостатком данного способа изготовления колеса является высокая трудоемкость, обусловленная сложной конструкцией втулки, которая, являясь одним из основных элементов конструкции колеса, во время проведения сборки колеса выступает в качестве элемента, с помощью которого производится необходимое натяжение боковин. Кроме того, данный способ изготовления' не позволяет регулировать жесткость колеса в процессе его изготовления с целью устранения влияния погрешностей изготовНедостатком данной конструкции явля- 55 ления элементов колеса в процессе его сборки. ется сложность втулки, обусловливающая В основу изобретения поставлена задавысокую трудоемкость изготовления колеча усовершенствования дискового велосиса. Втулка имеет участки резьбы различного педного колеса и способа его изготовления направления как в ее концевых зонах, предпутем установки между боковинами конценназначенных для взаимодействия с внеш 21913 трично ободу опорного кольца, являющегося промежуточной опорой при натяжении боковин и позволяющего уменьшить расстояние между боковинами на ступице, что позволяет упростить конструкцию и изготовление .ступицы и обода, использовать .любые наборы шестерен и универсальные ступицы и обода для колес любого назначения, уменьшить толщину колеса. Указанная задача решается тем, что в дисковом велосипедном колесе, содержащем установленную на оси ступицу, несущий пневматик обод и жесткосоединяющий их диск в виде натянутых между ступицей и ободом боковин, согласно изобретению, между боковинами концентрично ободу установлено опорное кольцо, по торцам контактирующее с боковинами. Опорное кольцо может быть выполнено с возможностью изменения его толщины. Опорное кольцо может быть выполнено трехслойным, составленным из жесткосвязанных несущих слоев и размещенного между ними слоя заполнителя, причем слои разнесены по радиусу или по толщине кольца. Опорное кольцо может быть выполнено составным их двух сопряженных между собой колец U-образного поперечного сечения по меньшей мере на части их окружностей, причем кольца вставлены одно в другое и их открытым торцам, а по меньшей мере в одной из боковин и в торце опорного кольца выполнено по меньшей мере одно сквозное отверстие. В опорном кольце два сопряженных между собой кольца могут быть жестко соединены. В полости опорного кольца может быть размещен заполнитель. В полости опорного кольца может быть размещен эластичный баллон, имеющий по меньшей мере один ниппель с клапаном для наддува, установленный в сквозном отверстии боковин и торца опорного кольца, причем в баллон через ниппель под давлением может быть введен заполнитель. Опорное кольцо может быть выполнено составным в виде двух колец, разнесенных по толщине опорного кольца и жесткосоединенных элементами связи, причем в каждом торце опорного кольца и боковинах может быть выполнено по меньшей мере два сквозных отверстия. Элементы связи могут быть выполнены с возможностью изменения их длины. Опорное кольцо может быть выполнено в виде эластичного баллона, имеющего по 10 15 20 25 30 35 40 45 50 55 8 меньшей мере один ниппель с клапаном для наддува, размещенный в сквозном отверстии в боковине или в ободе, причем в баллон через ниппель под давлением может быть введен заполнитель. Поставленная задача решается также тем, что в способе изготовления дискового велосипедного колеса, заключающемся в жестком соединении ступицы и обода с боковинами при обеспечении их натяжения, согласно изобретению, перед соединением ступицы и обода с боковинами между ними концентрически с ободом устанавливают опорное кольцо, а натяжение боковин производят после их жесткого соединения со ступицей и ободом путем увеличения толщины кольца с последующей ее фиксацией. Увеличение толщины опорного кольца целесообразно производить за счет увеличения расстояния между его торцами, контактирующими с боковинами, путем установки в сквозные отверстия боковин и торцов тяг, передающих на торцы опорного кольца растягивающие усилия, после чего выполнять фиксацию толщины кольца, снимать нагрузку и отсоединять тяги. Фиксацию толщины опорного кольца можно производить жестким соединением сопряженных колец путем нанесения на их сопрягаемые поверхности синтетического клея перед жестким соединением ступицы и обода с боковинами, а отверждение клея после натяжения боковин. Фиксацию толщины опорного кольца можно производить вводом в его полость через сквозное отверстие в боковине и торце кольца вспененного заполнителя, а снятие нагрузки - после его отверждения. Перед установкой опорного кольца на сопрягаемые поверхности его частей целесообразно наносить синтетический клей и в его полость помещать эластичный баллон с ниппелем, выведенным в отверстие торца Опорного кольца, при установке кольца ниппель вводить в отверстие боковины, после жесткого соединения ступицы и обода с боковинами увеличение толщины кольца производить подачей давления в баллон, отверждение клея производить после натяжения боковин, после чего баллон удалять. Увеличения толщины опорного кольца целесообразно достигать за счет объемного расширения дозированного количества вспенивающегося заполнителя в его полости, причем ввод заполнителя целесообразно производить через сквозные отверстия в боковине и торце кольца, а фиксацию толщины кольца - отверждением заполнителя, 21913 осуществляемом при закрытии этих отверстий. Перед установкой опорного кольца на сопрягаемые поверхности его колец можно наносить синтетический клей, причем его отверждение производить после вспенивания заполнителя. Увеличение толщины опорного кольца можно выполнять наддувом наполнителем 10 эластичного баллона, размещенного в полости опорного кольца, а фиксацию толщины кольца - закрытием клапана. Увеличение толщины опорного кольца, выполненного в виде эластичного баллона, 15 можно производить наддувом наполнителем баллона, а фиксацию толщины кольца закрытием клапана. Увеличение толщины опорного кольца можно выполнять за счет длины элементов 20 связи, а фиксацию толщины кольца - при помощи стопорения подвижных частей элементов связи. Применение в дисковом велосипедном колесе опорного кольца, которое располо- 25 жено между боковинами концентрически ободу, по торцам контактирующего с боковинами, позволяет производить натяжение боковин за счет использования торцов кольца как промежуточной опоры без примене- 30 ния сложных конструкций ступицы либо обода, обеспечивающих это натяжение. Это снижает трудоемкость изготовления ступицы и обода. Кроме того, использование опорного кольца позволяет уменьшить тол- 35 щину колеса на ступице и, тем самым, повысить универсальность его применения за счет возможности установки любых применяемых наборов шестерен. Уменьшение 40 толщины также позволяет применение универсальных конструкций ступицы и обода для колес различного назначения, что ведет к снижению затрат на производство различных по потребительским свойствам колес. 45 Отметим, также толщина колеса уменьшается не только в области ступицы, но и в целом, поскольку вследствие изменения схемы опирания боковин достижение в них необходимого уровня натяжения обеспечи- 50 вается при сборке колеса при меньших величинах максимального удаления боковин от центральной плоскости колеса, чем при натяжении, реализуемом увеличением расстояния между боковинами на ступице. 55 Применение в колесе опорного кольца, выполненного с возможностью изменения толщины, позволяет снизить трудоемкость его изготовления вследствие значительного упрощения конструкций обода и ступицы, в 10 которых полностью отсутствуют какие-либо элементы, необходимые для натяжения боковин, которое проводится после их жесткого соединения со ступицей и ободом путем увеличения толщины опорного кольца с последующей ее фиксацией. Кроме того, изменение толщины опорного кольца позволяет изменять жесткость колеса в его процессе эксплуатации, что обеспечивает универсальность применения колеса в различных условиях соревнований. Выполнение опорного кольца трехслойным, составленным из жесткосвязанных несущих слоев и размещенного между ними слоя заполнителя с разнесением слоев по радиусу или толщине, учитывая свойства такой конструкции, позволяет реализовать жесткостные функции кольца при минимальной массе и минимальной простоте его конструкции. Применение опорного кольца, в том числе с возможностью изменения его толщины, которое выполнено составным из двух сопряженных между собой колец U-образного поперечного сечения по меньшей мере на части их окружностей, причем вставленных одно в другое по их открытым торцам, с выполнением по меньшей мере в одной боковине и торце опорного кольца по меньшей мере одного сквозного отверстия, позволяет реализовать жесткостные функции составных частей опорного кольца при минимальной массе и максимальной простоте его конструкции, поскольку сами по себе две составные части такого опорного кольца в силу своего конструктивного решения являются жесткими и легкими, а наличие по меньшей мере одного сквозного отверстия позволяет обеспечить натяжения боковин при упрощении конструкции ступицы и обода. Применение в опорном кольце жесткого соединения двух сопряженных колец обеспечивает реализацию его жесткостных функций при небольших толщинах стенок сопряженных колец вследствие образования замкнутого контура поперечного сечения опорного кольца, что позволяет снизить массу конструкции. Размещение в полости опорного кольца из двух сопряженных колец заполнителя обеспечивает реализацию жесткостных характеристик опорного кольца за счет обладающего значительной удельной поперечной жесткостью заполнителя, позволяя в ряде вариантов изобретения не применять непосредственное жесткое соединение двух колец, при небольших толщинах стенок со 11 21913 пряженных колец, что приводит к снижению массы конструкции. Размещение в полости опорного кольца из двух сопряженных колец эластичного баллона, имеющего по меньшей мере один ниппель с клапаном для наддува, установленный в сквозном отверстии боковины и торца кольца, при введеном через ниппель в баллон под давлением наполнителе позволяет предельно упростить процесс натя- 10 жения боковин и получить колеса с изменяемой в процессе эксплуатации жесткостью. Применение опорного кольца, выполненного составным в виде двух колец, раз- 15 несенных по толщине опорного кольца и жесткосоединенных элементами связи, и выполненные по меньшей мере двух сквозными отверстиями в каждом торце кольца и 20 боковинах, позволяет упростить конструкции ступицы и обода, обеспечивая натяжения боковин за счет длины элементов связи. Применение такого опорного кольца с элементами связи, выполненными с воз- 25 можностью изменения их длины, позволяет получить колеса с изменяемой в процессе эксплуатации жесткостью. Применение опорного кольца, выполненного в виде эластичного баллона, имею- 30 щего по меньшей мере один ниппель с клапаном для наддува, размещенный в сквозном отверстии в боковине или в ободе, при введенном через ниппель в баллон под давлением наполнителе, позволяет по- 35 лучить колеса с изменяемой в процессе эксплуатации жесткостью, снизить трудоемкость его изготовления за счет упрощения конструкций ступицы и обода, которые не содержат элементов, необходимых для про- 40 ведения натяжения боковин, и отсутствия необходимости каких-либо технологических приспособлений для проведения натяжения, повысить эксплуатационные характеристики колеса за счет уменьшения его 45 толщины, поскольку такое опорное кольцо мсжет занимать все пространство между боковинами, что обеспечивает опорные функции при меньшей толщине. 50 Реализуемость вариантов колеса обеспечивается способом его изготовления. Проведение перед соединением ступицы и обода с боковинами установки между ними концентрически с ободом опорного 55 кольца и натяжения боковин после их жесткого соединения со ступицей и ободом путем увеличения толщины кольца с последующей ее фиксацией позволяет снизить трудоемкость сборки вследствие ооз 12 можности одновременного проведения жесткого соединения ступицы и обода с боковинами и отсутствия необходимости в определенном ассортименте деталей: ступиц и/или ободов и соответствующем количестве технологических приспособлений, обеспечивающих различное натяжение боковин, предназначенных для колес различного назначения, поскольку величина натяжения определяется только толщиной опорного кольца. Для ряда вариантов колеса, в которых их жесткость в эксплуатации не меняется, применяется способ изготовления, по которому увеличение толщины опорного кольца производят за счет увеличения расстояния между его торцами, контактирующими с боковинами, путем установки в сквозные отверстия боковин и торцов тяг, передающих на торцы опорного кольца усилия, после чего выполняют фиксацию толщины кольца, снимают нагрузку и отсоединяют тяги, что позволяет получить численную оценку жесткости колеса, замерив усилия прикладываемые к отмеченным тягам, а, следовательно, имея возможность косвенной оценки качества изготовления боковин, повысить качество колеса. Причем в случае, когда опорное кольцо выполнено составным из двух сопряженных между собой колец для фиксации его толщины используют либо жесткое соединение сопряженных колец, например, производя перед жестким соединением ступицы и обода с боковинами нанесение на сопрягаемые поверхности колец синтетического клея и производя отверждение клея после натяжения боковин, что позволяет повысить качество изготовления вследствие простоты контроля натяжения боковин и качества клеевого соединения, либо в дополнение к применению синтетического клея после увеличения толщины опорного кольца в его полость через сквозное отверстие в боковине и торце кольца вводят вспененный заполнитель, а после его отверждения снимают нагрузку, что позволяет повысить качество изготовления колеса вследствие простоты контроля натяжения боковин и сокращает длительность процесса изготовления за счет более быстрого фиксирования толщины опорного кольца, поскольку, как правило, вспененные заполнители отверждаются быстрее клеев. То, что при изготовлении колеса с опорным кольцом, которое выполнено составным из двух сопряженных между собой колец, перед установкой такого кольца и сопрягаемые поверхности его частей нано 13 21913 сят синтетический клей и в его полость помещают эластичный баллон с ниппелем, выведенным в отверстие торца опорного кольца, при установке кольца ниппель выводят в отверстие боковины, после жесткого соединения ступицы и обода с боковинами увеличение толщины кольца производят подачей давления в баллон, отверждение клея производят после натяжения боковин, после чего баллон удаляют, позволяет упро- 10 стить процесс натяжения боковин, исключив необходимость применения каких-либо механических приспособлений, тем самым, сокращая объем требуемой для 15 изготовления колеса технологической оснастки и снижая трудоемкость изготовления. То, что при изготовлении колеса с опорным кольцом, которое выполнено составным из двух сопряженных между собой 20 колец, увеличивая толщины опорного кольца достигают за счет объемного расширения дозированного количества вспенивающегося заполнителя в его полости, причем ввод заполнителя производят через 25 сквозные отверстия в боковине и торце кольца, а фиксацию толщины кольца производят отверждением заполнителя, осуществляемом при закрытии этих отверстий, позволяет упростить процесс натяжения бо- 30 ковин, исключив необходимость применения каких-либо механических приспО" соблений, тем самым, сокращая объем требуемой для изготовления колеса технологической оснастки и снижая трудоемкость 35 изготовления. То, что при изготовлении колеса с опорным кольцом, которое выполнено составным из двух сопряженных между собой колец и с применением дозированного ко- 40 личества вспенивающегося заполнителя, перед установкой опорного кольца на сопрягаемые поверхности его колец наносят синтетический клей, причем его отверждение производят после вспенивания заполнителя, позволяет использовать более легкие (возможно удаляемые после отверждения клея) заполнители, что снижает массу опорного кольца. 50 То, что при изготовлении колеса с изменяемой (регулируемой) в процессе эксплуатации жесткостью с опорным кольцом, которое выполнено составным из двух сопряженных между собой колец, увеличение 55 толщины опорного кольца выполняют наддувом наполнителем эластичного баллона, размещенного в полости опорного кольца, а фиксацию толщины кольца выполняют закрытием клапана, позволяет упростить про 14 цесс натяжения боковин, исключив необходимость применения каких-либо механических приспособлений, тем самым, сокращая объем требуемой для изготовления колеса технологической оснастки и снижая трудоемкость изготовления. То, что при изготовлении колеса с изменяемой (регулируемой) в процессе эксплуатации жесткостью с опорным кольцом, которое выполнено в виде эластичного баллона, увеличение толщины опорного кольца производят наддувом наполнителем баллона, а фиксацию толщины кольца выполняют закрытием клапана, позволяет упростить процесс натяжения боковин, исключив необходимость каких-либо механических при- • способлений, тем самым, сокращая объем требуемой для изготовления колеса технологической оснастки и снижая трудоемкость изготовления. То, что при изготовлении колеса с изменяемой (регулируемой) в процессе эксплуатации жесткостью с опорным кольцом, которое выполнено составным в виде двух колец, разнесенного по толщине опорного кольца и жесткосоединенных элементами связи, выполненными с возможностью, изменения их длины, увеличение толщины опорного кольца выполняют за счет длины элементов связи, а фиксацию толщины кольца выполняют при помощи стопорения подвижных частей элементов связи, позволяет упростить процесс натяжения боковин, исключив необходимость применения какихлибо механических приспособлений, тем самым сокращая объем требуемой для изготовления колеса технологической оснастки и снижая трудоемкость изготовления. Сущность группы изобретений поясняется чертежами: на фиг. 1 показан общий вид дискового велосипедного колеса,* на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 сзчение варианта конструкции колеса в области обода; на фиг. 4 - сечение варианта конструкции колеса в области обода; на фиг. 5 - поперечное сечение варианта конструкции опорного кольца; на фиг. 6 - общий вид фрагмента и поперечное сечение варианта консірукции опорного кольца; на фиг. 7 - поперечное сечение трехслойного опорного кольца с разнесением слоев по радиусу; на фиг. 8 - поперечное сечение трехслойного опорного кольца с разнесением слоев по толщине; на фиг. 9 - поперечное сечение варианта конструкции опорного кольца из двух сопряженных колец; на фиг. 10 - общий вид и поперечное сечение фрагмента сопрягаемого кольца; на фиг. 11 - вид 19 21913 При сборке колеса с опорным кольцом, показанным на фиг. 9-13 и 15, увеличение толщины опорного кольца производят за счет увеличения расстояния между торцами опорного кольца, контактирующего с боковинами, путем установки в сквозные отверстия боковин и торцов опорного кольца 16 или 23 тяг, передающих на торцы опорного кольца растягивающие усилия, после чего выполняют фиксацию толщины опорного 10 кольца, снимают нагрузку и отсоединяют тяги. Например, для колеса с опорным кольцом, показанным на фиг. 15, в случае применения элементов связи 22 из сопряженных частей перед установкой опорного кольца 15 на сопрягаемые поверхности частей элементов связи наносят синтетический клей, а нагрузку снимают после его отверждения. При сборке колеса с опорным кольцом, 20 показанным на фиг. 9-12, фиксацию толщины опорного кольца производят жестким соединением сопряженных колец 14 и 15 путем нанесения на их сопрягаемые поверхности синтетического клея перед жестким 25 соединением ступицы 2 и обода 4 с боковинами 5, а отверждение клея производят после натяжения боковин 5. Наряду с этим и без применения клея фиксацию толщины такого опорного кольца производят вводом в его полость через сквозное отверстие в боковине и торце опорного кольца 16 вспененного заполнителя 17 (фиг. 13), а снятие нагрузки производят после его отверждения. 35 При сборке колеса с опорным кольцом, показанным на фиг. 10-12, перед установкой опорного кольца на сопрягаемые поверхности его частей 14 и 15 наносят синтетический клей и в его полость помеща- 40 ют, как показано на фиг. 14, эластичный баллон 18 с ниппелем 19, выведенным в отверстие торца кольца, при установке кольца ниппель выводят в отверстие боковины 5, после жесткого соединения ступицы 45 2 и обода 4 с боковинами 5 увеличение тол1 щины кольца производят подачей давления в баллон 18, отверждение клея производят после натяжения боковин 5, после чего бал50 лон 18 удаляют. При сборке колеса с опорным кольцом, показанным на фиг. 10-13, увеличения толщины его достигают за счет обьемного расширения дозированного количества 55 вспенивающего заполнителя 17 в полости кольца, причем ввод заполнителя производят через сквозные отверстия в боковине и торце кольца 16, а фиксацию толщины кольца производят отверждением заполнителя 20 16, осуществляемом при закрытии отверстий 16. Причем для дополнительной фиксации толщины перед установкой опорного кольца на сопрягаемые поверхности его колец наносят синтетический клей (фиг. 12), отверждение которого производят после вспенивания заполнителя 17. При сборке колеса с опорным кольцом, сечение которого представлено на фиг. 13, увеличение толщины кольца выполняют наддувом наполнителем эластичного баллона 18, размещенного в полости кольца, а фиксацию толщины кольца выполняют закрытием клапана 19. При сборке колеса с опорным кольцом, которое представлено на фиг. 16 и 17, увеличение толщины кольца, выполненного в виде эластичного баллона 24 и 27, производят наддувом наполнителем баллона, а фиксацию толщины кольца выполняют закрытием клапана 25 или 28. При сборке колеса с опорным кольцом, которое представлено на фиг. 15, увеличение толщины кольца выполняют за счет длины элементов связи 24, а фиксацию толщины кольца выполняют при помощи стопорения^подвижных частей элементов связи 24. Колеса с применением опорных колец, представленных на фиг. 14, 15, 16 и 17, имеют возможность регулировки их жесткости при эксплуатации за счет изменения натяжения боковин 5, которое производится изменением толщины кольца. Для колеса с опорным кольцом, показанным на фиг. 14, такая регулировка производится изменением давления наполнителя в эластичном баллоне 18 через ниппель с клапаном 19. Для колеса с опорным кольцом, показанным на фиг. 15, такая регулировка производится изменением длины элементов связи 24, а фиксацию толщины кольца выполняют при помощи стопорения подвижных частей элементов связи 24. Для колеса с опорным кольцом, показанным на фиг. 16 и 17, такая регулировка производится изменением давления наполнителя в эластичном баллоне 24 или 27 через ниппель с клапаном 25 или 28 Таким образом, по сравнению с прототипом дисковое велосипедное колесо и способ его изготовления позволяет упростить конструкцию и изготовление ступицы и обода, использовать любые наборы шестерен и, универсальные ступицы и обода для колес любого назначения, уменьшить толщину ко 21 21913 леса, а также регулировать жесткость при эксплуатации и снизить трудоемкость изготовления. Конкретный пример реализации устройства. Реализовано дисковое велосипедное колесо в варианте, предназначенном для применения в качестве заднего для шоссейного велосипеда. При этом втулка ступицы имела длину 76 мм, а толщина колеса на ступице составляла 22 мм, что обеспечивало монтаж на этой втулке кассеты с набором шестерен. Корпус втулки выполнен таким, что на нем t5 имелись участки с поверхностями, предназначенными для соединения с внутренними поверхностями боковин Концевые участки втулки имели одинаковые резьбы одного направления М35х1 для установки внешних фланцев. Втулка выполнена полой. Оба внешних фланца имели максимальный диаметр равный 75 мм. Фланцы и втулка изготовлены механообработкой из алюминиевого сплава Д16Т. Обод выполнен с закрытым поперечным сечением и изготовлен из алюминиевого сплава Д1 при помощи обработки давлением. Боковины выполнены в виде двух мембран, плоских до сборки колеса. 2Q Боковины выполнены из двух слоев армирующего наполнителя, пропитанных отвержденным полимерным эпоксидным связующим ЭДТ-69Н. При изготовлении боковин в качестве армирующего наполнителя 35 применялась ткань СВМ (ТУ17-ВИАМ ПХВ350-88 арт. 56313) При послойно симметричной ручной выкладке заготовок боковин каждый слой содержал 12 внецентренно базируемых сектора, выкроенные из препре- 40 га, причем основа армирующей ткани была ориентирована под углом ±50° относительно биссектрис углов при вершинах секторов, размещенных с образованием центрального кругового отверстия, размеры 45 которого достаточны для установки втулки. Формообразование боковин производилось вакуумно-автоклавным методом. Применено опорное кольцо трехслойной конструкции с разнесением слоев по 50 радиусу и несущими слоями, выполненными из углепластика, и с заполнителем - пенопластом ПХВ-1 (МРТУ 6-05-1179-69). Несущие слои сформированы из трех слоев углеленты ЛУ-П (ГОСТ 28006-88. ТУ06-06- 55 Х81-80), пропитанных отвержденным полимерным эпоксидным связующим ЭДТ-69Н, послойной выкладкой с направлением укладки по оси колеса, а их формообразова 22 ниє проведено вакуумно-автоклавным методом. Несущие слои жестко соединялись при помощи клея ВК-27 с кольцом заполнителя из пенопласта Кольцо из заполнителя имело средний диаметр 342.5 мм и прямоугольное поперечное сечение с размером 10 мм по радиусу и толщиной 30 мм. Сборку колеса осуществляли следующим образом Плоские боковины с помещенным между ними опорным кольцом приклеивались к торцевым поверхностям обода клеем ВК-27. После чего на предназначенные для соединения с боковинами поверхности втулки и на прилегающую к ним внутреннюю поверхность боковин наносился клей ВК-27. Затем данный клей наносился на внутреннюю поверхность внешних фланцев и прилегающую к ним наружную поверхность боковин и производилось навинчивание внешних фланцев на втулку ступицы. При этом осуществлялось натяжение боковин и колесо приобретало необходимую жесткость. Затем с внешней стороны каждого из внешних фланцев сверлилось по три отверстия, в которых выполнялась резьба. В эти отверстия устанавливались на клее ВК-27 винты М4 из стали ЗОХГСА, которые дополнительно связывали с каждой стороны колеса внешний фланец и боковину. После чего во втулке на шариковых подшипниках устанавливалась ось и на обод монтировалась шина-однотрубка Конкретный пример реализации устройства и способа. Реализовано колесо в варианте для применения в качестве заднего для шоссейного велосипеда. В нем конструкция, параметры и материалы всех комплектующих деталей, исключая опорное кольцо, такие же как и в предшествующем примере реализации. Опорное кольцо выполнялось в виде эластичного баллона, изготовленного из резины НО-68-1 (МРТУ 38-5 1166-64) и без избыточного давления имеющего внешние размеры, которые соответствуют внутренним размерам полости, образующейся внутри конструкции колеса между втулкой ступицы, ободом и боковинами в плоском состоянии. Эластичный баллон имел ниппель с клапаном для наддува, который при сборке колеса перемещался в отверстии, выполненном в ободе. Сборку данного колеса осуществляли следующим образом. Плоские боковины с установленным между ними опорным кольцом в виде эластичного баллона, ниппель с клапаном для 21913 23 24 27 винты М4 из стали ЗОХГСА, которые донаддува которого размещался в отверстии, полнительно связывали с каждой стороны выполненном в ободе, приклеивались к торколеса внешний фланец и боковину. Затем цевым поверхностям обода клеем ВК-27. проводилось натяжение боковин посредстПосле чего на предназначенные для соедивом наддува воздухом эластичного баллона нения с боковинами поверхности втулки и через ниппель с клапаном и колесо приобна прилегающую к ним внутреннюю поверретало необходимую жесткость. После чего хность боковин наносился клей ВК-27. Заво втулке на шариковых подшипниках устатем данный клей наносился на внутреннюю навливалась ось и на обод монтировалась поверхность внешних фланцев и прилегающую к ним наружную поверхность боковин ю шина-однотрубка. и производилось навинчивание внешних При необходимости в процессе эксплуфланцев на втулку ступицы. После отвержатации изменялась жесткость колеса: продения этого клея с внешней стороны каждоизводили демонтаж шины-однотрубки и го из внешних фланцев сверлилось по три 15 изменяли давление в эластичном баллоне, отверстия, в которых выполнялась резьба. В добиваясь необходимой жесткости колеса. эти отверстия устанавливались на клее В К А Фиг. 2 Фиг. 3 МИф Zi миф
ДивитисяДодаткова інформація
Назва патенту англійськоюDisk bicycle wheel and method of its manufacture
Автори англійськоюAbramov Oleksandr Mykolaiovych, Balabonin Ihor Vitalievych, Dibir Oleksandr Hennadiiovych, Kopychko Volodymyr Petrovych, Rukavishnikov Oleksandr Ivanovych, Tymoshenko Viktor Ivanovych, Torishnii Serhii Ivanovych, Sheludeshev Oleksandr Pavlovych
Назва патенту російськоюДисковое велосипедное колесо и способ его изготовления
Автори російськоюАбрамов Александр Николаевич, Балабонин Игорь Витальевич, Дибир Александр Геннадиевич, Копичко Владимир Петрович, Рукавишников Александр Иванович, Тимошенко Виктор Иванович, Торишний Сергей Иванович, Шелудешев Александр Павлович
МПК / Мітки
Мітки: спосіб, колесо, велосипедне, дискове, виготовлення
Код посилання
<a href="https://ua.patents.su/30-21913-diskove-velosipedne-koleso-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Дискове велосипедне колесо і спосіб його виготовлення</a>
Дискове велосипедне колесо
Номер патенту: 19712
Опубліковано: 25.12.1997
Автори: Тімошенко Віктор Іванович, Балабонін Ігор Вітальєвич, Шелудешев Олександр Павлович, Копичко Володимир Петрович, Турішній Сергій Іванович, Дібір Олександр Геннадійович
Мітки: колесо, велосипедне, дискове
Формула / Реферат:
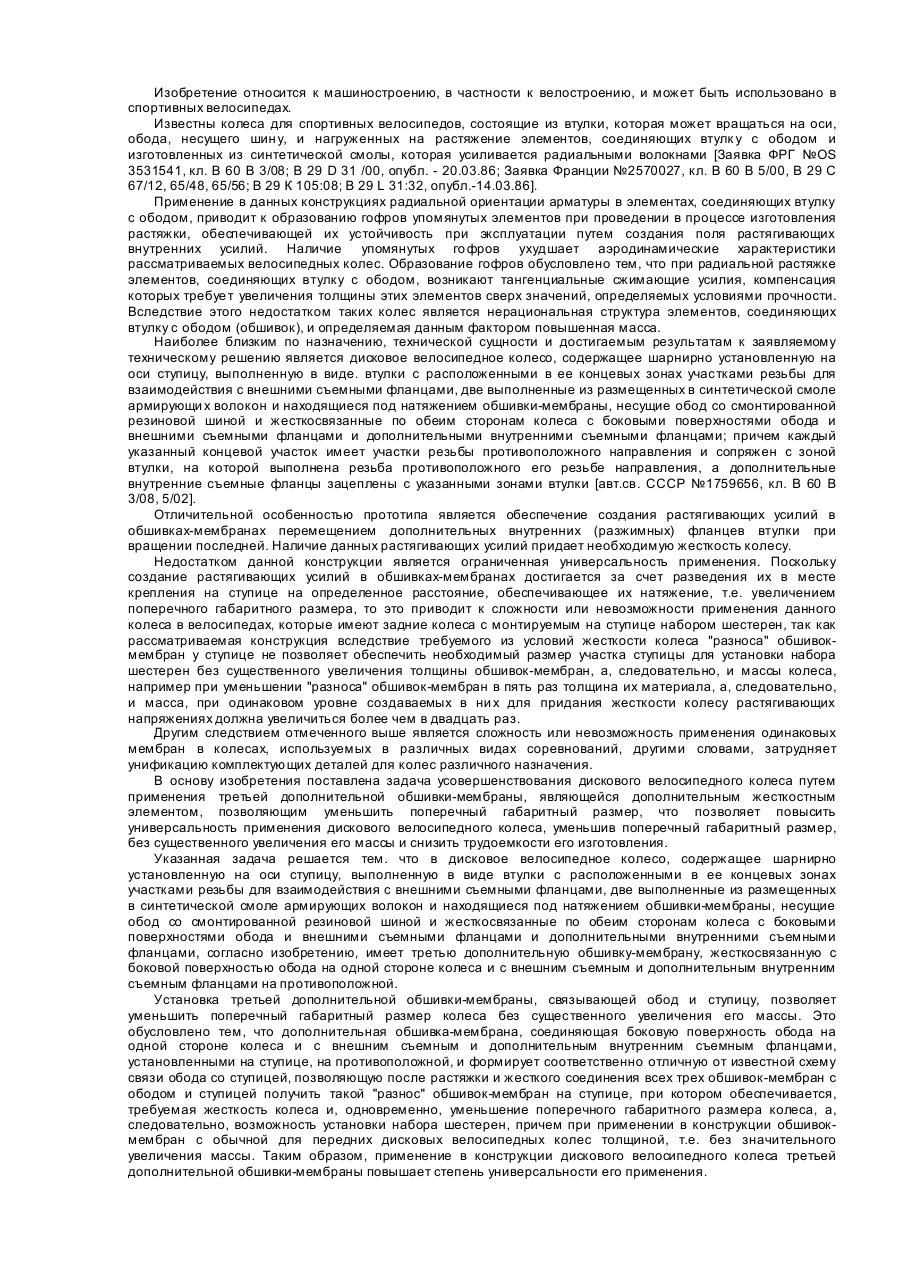
Дисковое велосипедное колесо, содержащее шарнирно установленную на оси ступицу, выполненную в виде втулки с расположенными в ее концевых зонах участками резьбы для взаимодействия с внешними съемными фланцами, две выполненные из размещенных в синтетической смоле армирующих волокон и находящиеся под натяжением обшивки-мембраны, несущие обод со смонтированной резиновой шиной и жесткосвязанные по обеим сторонам колеса с боковыми поверхностями...
Велосипедне колесо
Номер патенту: 13974
Опубліковано: 25.04.1997
Автори: Торішній Сергій Іванович, Копичко Володимир Петрович, Сухін Микола Олексійович, Дібір Олександр Геннадійович, Тімошенко Віктор Іванович, Шелудешев Олександр Павлович, Балабонін Ігор Віталійович, Абрамов Олександр Миколайович, Рукавішніков Олександр Іванович
Мітки: велосипедне, колесо
Формула / Реферат:
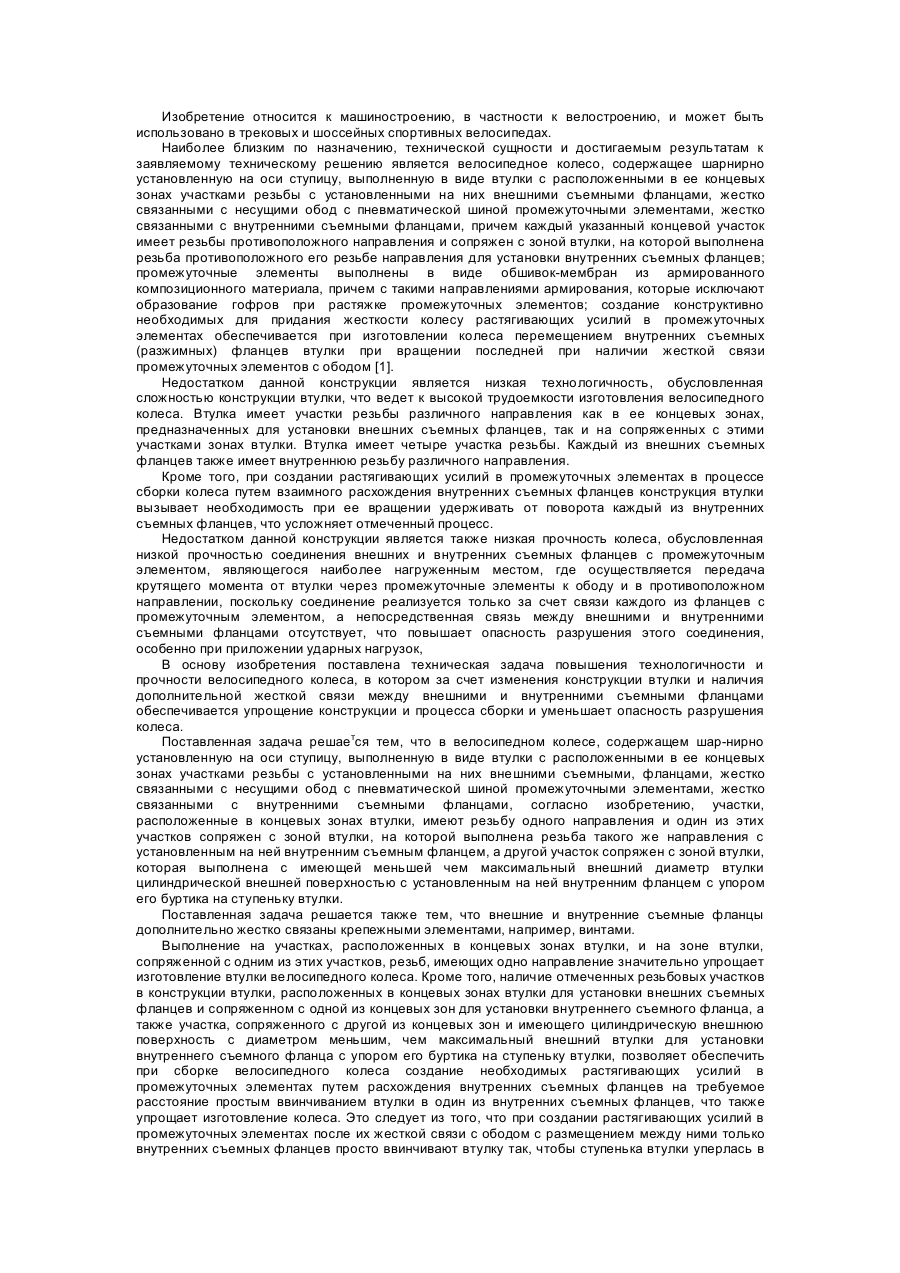
1. Велосипедное колесо, содержащее шарнирно установленную на оси ступицу, выполненную в виде втулки с расположенными в ее концевых зонах участками резьбы с установленными на них внешними съемными фланцами, жестко связанными с несущими обод с пневматической шиной промежуточными элементами, жестко связанными с внутренними съемными фланцами, отличающееся тем, что участки, расположенные в концевых зонах втулки, имеют резьбу одного направления...
Колесо транспортного засобу

Номер патенту: 9279
Опубліковано: 30.09.1996
Автори: Лаптєв Валерій Миколайович, Білковський Валерій Недович, Борзов Олексій Олексійович, Пачєв Віктор Петрович
МПК: B60B 21/00, B60C 15/00
Мітки: засобу, транспортного, колесо
Формула / Реферат:
Колесо транспортного средства, преимущественно сельськохозяйственного, содержащее обод с коническими посадочными пешками и бортовыми закраинами, имеющими прямолинейные в поперечном сечении участки, и смонтированную с натягом по посадочным полкам, составляющим 0,002-0,010 величины посадочного диаметра обода, пневматическую шину с бортами и боковинами, окончания которых со стороны обода выполнены клинообразного сечения, внешняя образующая...
Пружне зубчасте колесо
Номер патенту: 12426
Опубліковано: 28.02.1997
Автор: Рахманов Микола Миколайович
МПК: F16H 1/04
Мітки: колесо, пружне, зубчасте
Формула / Реферат:
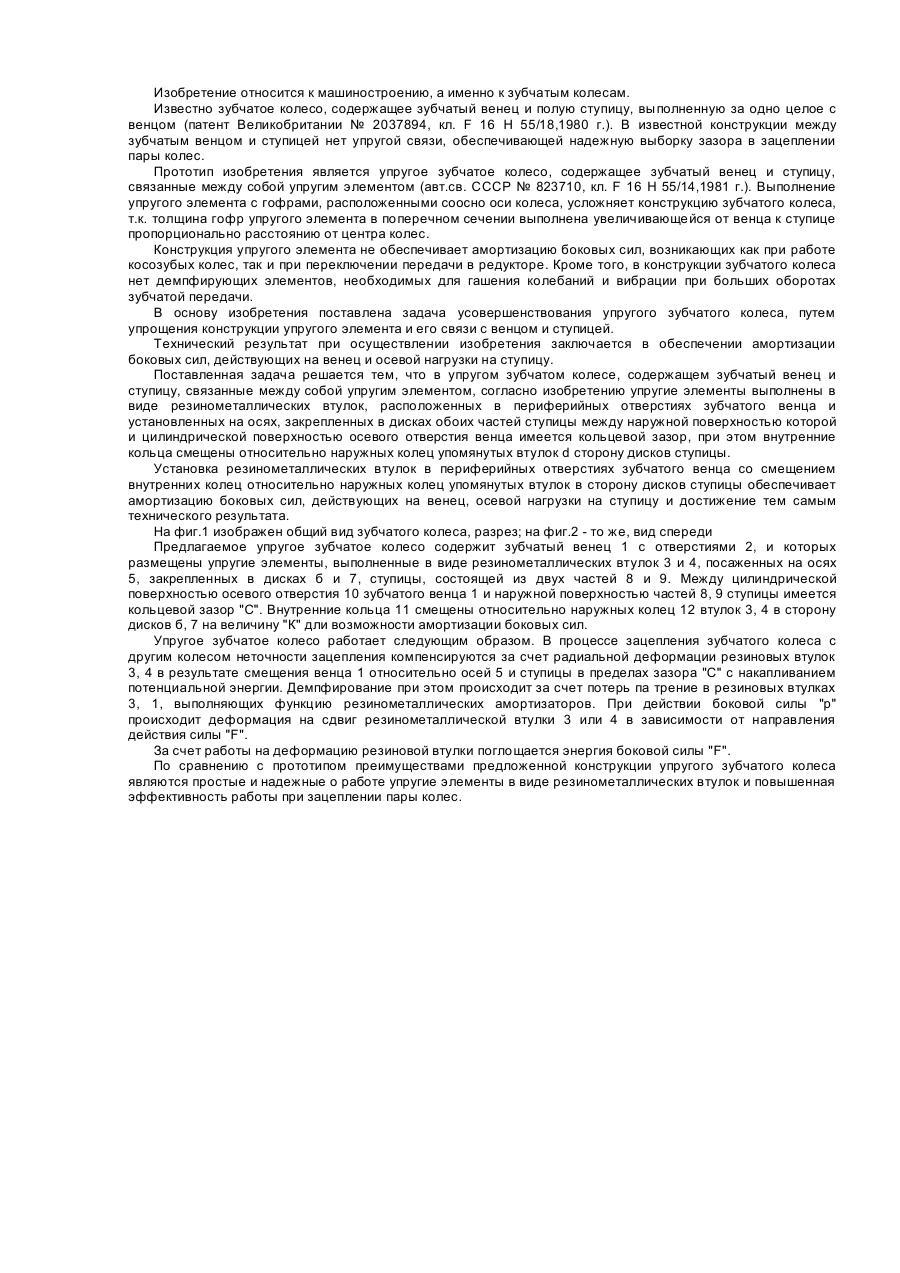
Упругое зубчатое колесо, содержащее зубчатый венец и ступицу, связанные между собой упругим элементом, отличающееся тем, что упругие элементы выполнены в виде резинометаллических втулок, расположенных в периферийных отверстиях зубчатого венца и установленных на осях, закрепленных в дисках обоих частей ступицы, между наружной поверхностью которой и цилиндрической поверхностью осевого отверстия венца имеется кольцевой зазор, при этом...
Спосіб виготовлення суцільнокатаних коліс із вигнутим диском
Номер патенту: 12802
Опубліковано: 28.02.1997
Автори: Пахомов Геннадій Юхимович, Корж Дмитро Васильович, Староселецький Михайло Ілліч, Крашевич Віктор Наумович, Іллюкович-Страковський Олександр Будимирович, Белущенко Олександр Вячеславович, Буряк Анатолій Вікторович, Валетов Михайло Серафимович
МПК: B21H 1/00
Мітки: вигнутим, виготовлення, суцільнокатаних, коліс, диском, спосіб
Формула / Реферат:
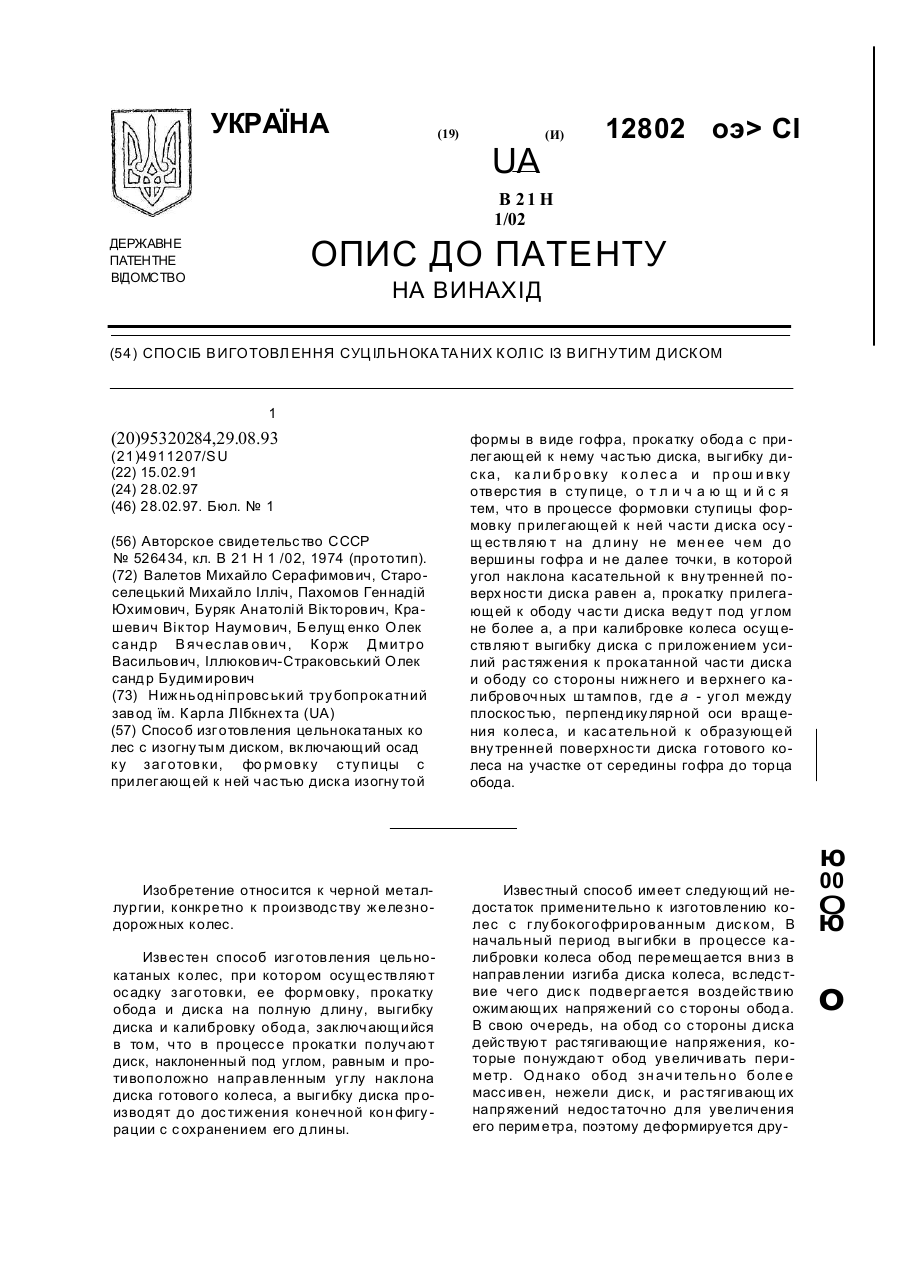
(57) Способ изготовления цельнокатаных колес с изогнутым диском, включающий осадку заготовки, формовку ступицы сприлегающей к ней частью диска изогнутой формы в виде гофра, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку отверстия в ступице, отличающийся тем, что в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее чем до вершины гофра и не далее точки,...
Попередній патент: Плавуча станція для утилізації нафтових відходів
Наступний патент: Коробка швидкостей металорізального верстата
Випадковий патент: Спосіб приготування фаршированого курячого крила