Спосіб монтажу проводом місць з’єднань електричних приладів або блоків елементів та пристрої для його здійснення
Номер патенту: 17008
Опубліковано: 18.03.1997
Автори: Мевс Ганс-Петер, Коллер Стефан, Еммеріх Герберт, Албекк Бернгард
Формула / Реферат
1. Способ проводного монтажа мест подключения электрических приборов или блоков элементов, включающий прокладку проводов между местами подключения с помощью управляемого механического проводоукладочного устройства и создания в местах подключения электрического контакта, отличающийся тем, что при осуществлении способа выполняют последовательно следующие операции:
- подготавливают к монтажу предварительно смонтированный электрический прибор или блок элементов с жестко установленными на нем местами подключения;
- путем перемещения предварительно смонтированного прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства доставляют первое место подключения и посредством позиционирования устанавливают его в требуемое положение;
- вводят конец бесконечного провода с помощью проводоукладочного устройства в контактную зону первого места подключения и фиксируют его в этой зоне так, что создают на месте подключения электрический контакт;
- путем каждого последующего перемещения вдоль заданной траектории предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга при прокладке провода в рабочую зону проводоукладочного устройства доставляют одно за другим каждое последующее место подключения и путем позиционирования устанавливают его в требуемое положение, причем во время каждого из этих относительных перемещений проводоукладочное устройство выдает по меньшей мере один отрезок длины бесконечного провода, соответствующий длине пути прокладки между двумя соответствующими местами подключения;
- на каждом месте подключения с помощью проводоукладочного устройства вводят бесконечный провод в контактную зону этого места подключения и фиксируют его, тем самым на этом месте подключения создают электрический контакт; и
- затем проложенный таким образом провод отрезают в конце пути прокладки провода в области соответствующего места подключения.
2. Способ по п.1, отличающийся тем, что путем перемещения предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства доставляют опорное или фиксирующее место и позиционируют его в предназначенную для него позицию, и с помощью проводоукладочного устройства провод вводят в провододержатель, расположенный на опорном или фиксирующем месте, и закрепляют его в этом держателе.
3. Способ по п.1 или 2, отличающийся тем, что проводоукладочное устройство приводят в движение с помощью устройства ручного управления, которое перемещается по нескольким осям, или с помощью промышленного робота, движение которого запрограммировано по меньшей мере по одной оси, при этом перед началом проводного монтажа предварительно смонтированный прибор или блок элементов устанавливают неподвижно.
4. Способ по п.1 или 2, отличающийся тем, что проводоукладочное устройство устанавливают неподвижно или на позиционирующем устройстве, сообщающем ему перемещение позиционирования, а предварительно смонтированный электрический прибор или блок элементов приводят в движение с помощью транспортирующего устройства, перемещаемого относительно проводоукладочного устройства.
5. Способ по одному из пп.1 - 4, отличающийся тем, что во время прокладки провода между двумя местами подключения длину отрезка провода, выдаваемого проводоукладочным устройством, принудительно синхронизируют с перемещением предварительно смонтированного электрического прибора или блока элементов и проводоукладочного. устройства относительно друг друга.
6. Способ по п.5, отличающийся тем, что длину выдаваемого отрезка провода отмеряют такой величины, которая соответствует расстоянию между местами подключения.
7. Способ по одному из пп.1 - 6, отличающийся тем, что при перемещении предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга проводоукладочное устройство приближают к соответствующему месту подключения, и проводоукладочное устройство путем позиционирования точно подводят к месту подключения.
8. Способ по п.7, отличающийся тем, что у доставленного к месту подключения проводоукладочного устройства с помощью датчиков положения определяют отклонение положения проводоукладочного устройства от положения места подключения и затем автоматически осуществляют коррекцию положения в соответствии с величиной отклонения.
9. Способ по п.8, отличающийся тем, что дли определения отклонения от заданного положения применяют соединенную с проводоукладочным устройством систему обработки изображений, которую доставляют к месту подключения для съемки изображений, в котором вычисляется величина коррекции, соответствующая величине отклонения от заданного положения, и формируется соответствующий сигнал управления.
10. Способ по одному из пп.1 - 9, отличающийся тем, что после позиционирования проводоукладочного устройства проводу на участке места подключения сообщают перемещение ввода определенной величины, обеспечивающее его ввод в контактную зону места подключения.
11. Способ по одному из пп.1 - 10, отличающийся тем, что перемещение предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга по меньшей мере на отдельных участках осуществляют прямолинейно.
12. Способ по одному из пп.1 - 11, отличающийся тем, что применяют контактные зоны с ножевыми контактными средствами, действующие по принципу ножевых клеммных устройств, и электрический. контакт обеспечивают путем вдавливания провода в эти контактные средства с помощью проводоукладочного устройства.
13. Способ по п.12, отличающийся тем, что при вдавливании провода на него действует сила вдавливания по обе стороны от ножевого контактного средства.
14. Способ по п.12, отличающийся тем, что провод зажимают по меньшей мере с одной стороны от ножевого контактного средства.
15. Способ по одному из пп.1 - 14, отличающийся тем, что провод образуют непосредственно на проводоукладочном устройстве.
16. Способ по одному из пп.12 - 14, отличающийся тем, что провод обрезают на ножевых контактных средствах.
17. Способ по одному из пп.12 - 15, отличающийся тем, что провод обрезают между ножевыми контактными средствами в контактной зоне.
18. Способ по одному из пп.1 - 17, отличающийся тем, что в соответствующих местах подключения обеспечивают защиту от прикосновения к концам провода.
19. Способ по одному из пп.1 - 18, отличающийся тем, что его применяют для автоматического проводного монтажа светильников или его элементов.
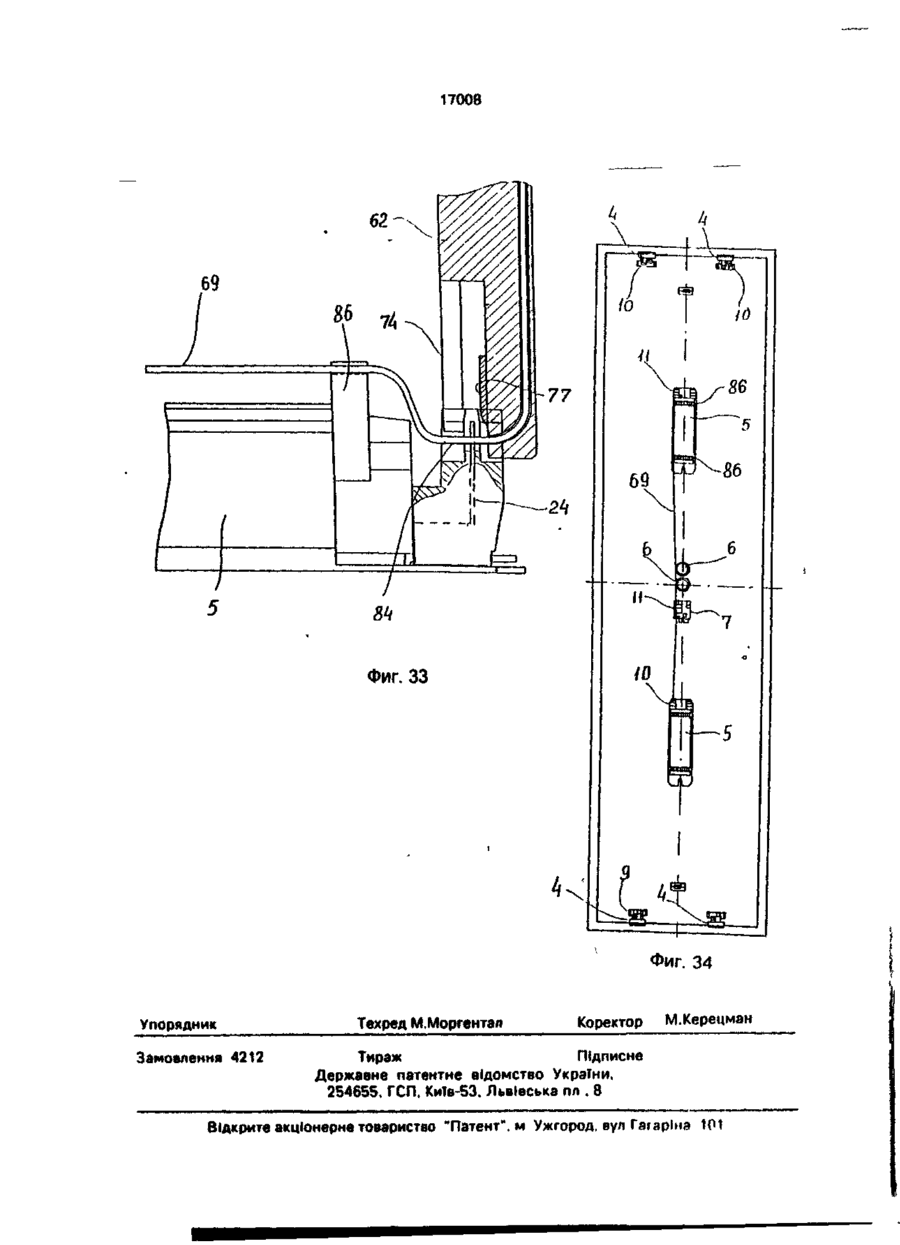
20. Проводоукладочное устройство для проводного монтажа мест подключения электрических приборов или блоков элементов, содержащее проводоукладочного головку, имеющую корпус снабженный средствами крепления, направляющий канал для провода, оканчивающийся на рабочей стороне корпуса в проводоукладочном пальце, а также управляемые средства подачи провода, отличающееся тем, что проводоукладочная головка имеет по меньшей мере один прижимной элемент, расположенный вблизи выходного конца направляющего канала и предназначенный для надавливания на выступающий наружу из указанного выходного конца провод, причем этот прижимной элемент установлен подвижно главным образом поперечно к направлению ориентации оси направляющего канала для провода в области выходного конца этого канала и сочленен с исполнительным устройством регулирования его положения, которое выполнено с возможностью перемещения прижимного элемента из нерабочего положения, находящегося в стороне от выходного конца указанного направляющего канала, в рабочее положение, в котором его опорная поверхность прижимного элемента ориентирована относительно выступающего наружу из выходного конца направляющего канала участка провода так, что этот прижимной элемент находится непосредственно выше уровня кромки выходного конца направляющего канала с одной стороны от кромки и его опорная поверхность расположена по существу на одной прямой с верхней стороной указанной кромки.
21. Проводоукладочное устройство по п.20, отличающееся тем, что прижимной элемент имеет форму плунжера, выполненного с возможностью управляемого принудительного перемещаемого вдоль корпуса проводоукладочной головки, или вдоль части, связанной с этим корпусом.
22. Проводоукладочное устройство по п.21, отличающееся тем, что плунжер установлен параллельно проводоукладочному пальцу, который в свою очередь выполнен в виде второго плунжера, и на некотором расстоянии от него.
23. Проводоукладочное устройство по одному из пп.20 - 22, отличающееся тем, что выходной конец направляющего канала для провода расположен на боковой стороне проводоукладочного пальца, обращенной к прижимному элементу.
24. Проводоукладочное устройство по одному из пп.20 - 23, отличающееся тем, что ширина прижимного элемента и проводоукладочного пальца, измеренная в плоскости, перпендикулярной к продольному направлению провода, выступающего наружу из выходного конца направляющего канала для провода, одинакова по меньшей мере на их части.
25. Проводоукладочное устройство по одному из пп.20 - 24, отличающееся тем, что проводоукладочная головка снабжена управляемым отрезным приспособлением для обрезания провода, которое имеет по меньшей мере одно режущее лезвие, подвижно установленное между выходным концом направляющего канала для провода и прижимным элементом.
26. Проводоукладочное устройство по п.25, отличающееся тем, что режущее лезвие установлено непосредственно на проводоукладочном пальце с возможностью перемещения, а кромка выходного конца канала для провода, являющаяся направляющей для провода, выполнена в виде неподвижного ножа.
27. Проводоукладочное устройство по одному из пп.20 - 26, отличающееся тем, что проводоукладочный палец подвижно установлен на корпусе и сочленен с исполнительным устройством, предназначенным для регулирования его положения.
28. Место подключения для проводного монтажа электрических приборов или блоков элементов, имеющее корпус из изоляционного материала с по меньшей мере одной открытой по краям вводной щелью для ввода провода и по меньшей мере одним расположенным в корпусе ножевым клеммным контактом, имеющим открытый по краям и сориентированный относительно вводной щели щелевой зазор для замыкания электрического провода, отличающееся тем, что в предварительно смонтированном приборе или блоке элементов установлен корпус соединительного клеммного приспособления с вводной щелью, доступной для проводоукладочного устройства, причем корпус по меньшей мере на одной стороне имеет углубление в виде шлица или паза для провода, соединенное с вводной щелью, при этом габаритные размеры углубления в виде шлица или паза выполнены с обеспечением защиты от прикосновения к расположенному в углублении в виде шлица или паза и находящемуся вблизи ножевого клеммного контакта свободного конца провода, контактирующего в ножевом клеммном контакте, при этом углубление в виде шлица или паза и корпус согласованы по размерам с размерами проводоукладочного пальца и прижимного элемента проводоукладочной головки проводоукладочного устройства.
29. Место подключения по п.28, отличающееся тем, что ширина вводной щели такова, что обеспечивает возможность фиксации вдавливаемого провода в клеммном зажиме.
30. Место подключения по п.28 или 29, отличающееся тем, что расположенное в корпусе углубление в виде шлица или паза с обеих сторон ограничено ножевыми клеммными контактами.
31. Место подключения по одному из пп.28 - 30, отличающееся тем, что углубление в виде шлица или паза глубже вводной щели.
Текст
1. Способ проводного монтажа мест подключения электрических приборов или блоков элементов, включающий прокладку проводов между местами подключения с помощью управляемого механического проводоукладочного устройства и создания в местах подключения электрического контакта, о т л и ч а ю щ и й с я тем, что при осуществлении способа выполняют последовательно следующие операции: - подготавливают к монтажу предварительно смонтированный электрический прибор или блок элементов с жестко установленными на нем местами подключения; - путем перемещения предварительно смонтированного прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства доставляют первое место подключения и посредством позиционирования устанавливают его в требуемое положение; - вводят конец бесконечного провода с помощью проводоукладочного устройства в контактную зону первого места подключения и фиксируют его в этой зоне так, что создают на месте подключения электрический контакт; - путем каждого последующего перемещения вдоль заданной траектории предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга при прокладке провода в рабочую зону проводоукладочного устройства доставляют одно за другим каждое последуюещее место подключения и путем позиционирования устанавливают его в требуемое положение, причем во время каждого из этих относительных перемещений проводоукладочное устройство выдает по меньшей мере один отрезок длины бесконечного провода, соответствующий длине пути прокладки между двумя соответствующими местами подключения; - на каждом месте подключения с помощью проводоукладочного устройства вводят бесконечный провод в контактную зону этого места подключения и фиксируют его, тем самым на этом месте подключения создают электрический контакт; и - затем проложенный таким образом провод отрезают в конце пути прокладки провода в области соответствующего места подключения. 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что путем перемещения предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства доставляют опорное или фиксирующее место и позиционируют его в предназначенную для него позицию, и с помощью проводоукладочного устройства провод вводят в провододержатель, расположенный на С > о о 00 17008 опорном или фиксирующем месте, и закрепляют его в этом держателе. 3. Способ по п 1 или 2 , о т л и ч а ю щ и й с я тем, что проводоукладочное устройство приводят в движение с помощью устройства ручного управления, которое перемещается по нескольким осям, или с помощью промышленного робота, движение которого запрограммировано по меньшей мере по одной оси, при этом перед началом проводного монтажа предварительно смонтированный прибор или блок элементов устанавливают неподвижно. 4. Способ по п.1 или 2 , о т л и ч а ю щ и й с я тем, что проводоукладочное устройство устанавливают неподвижно или на позиционирующем устройстве, сообщающем ему перемещение позиционирования, а предварительно смонтированный электрический прибор или блок элементов приводят в движение с помощью транспортирующего устройства, перемещаемого относительно проводоукладочного устройства. 5. Способ по одному из пп. 1-4, о т л и ч а ю щ и й с я тем, что во время прокладки провода между двумя местами подключения длину отрезка провода, выдаваемого проводоукладочным устройством, принудительно синхронизируют с перемещением предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг Друга. 6. Способ по п.5, о т л и ч а ю щ и й с я тем, что длину выдаваемого отрезка провода отмеряют такой величины, которая соответствует расстоянию между местами подключения. 7. Способ по одному из пунктов 1-6, о тл и ч а ю щ и й с я тем, что при перемещении предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга проводоукладочное устройство приближают к соответствующему месту подключения, и проводоукладочное устройство путем позиционирования точно подводят к месту подключения. 8. Способ по п.7. о т л и ч а ю щ и й с я тем, что у доставленного к месту подключения проводоукладочного устройства с помощью датчиков положения определяют отклонение положения проводоукладочногоустройства от положения места подключения и затем автоматически осуществляют коррекцию положения в соответствии с величиной отклонения. 9. Способ по п.8, о т л и ч а ю щ и й с я тем, что для определения отклонения от заданного положения применяют соединен ную с проводоукладочным устройством систему обработки изображений, которую доставляют к месту подключения для съемки изображений, в котором вычисляется величина коррекции, соответствующая величине отклонения от заданного положения, и формируется соответствующий сигнал управления. 10. Способ по одному из пунктов 1-9, о тл и ч а ю щ и й с я тем, что после позиционирования проводоукладочного устройства проводу на участке места подключения сообщают перемещение ввода определенной величины, обеспечивающее его ввод в контактную зону места подключения. 11. Способ по одному из пунктов 1-10, о тл и ч а ю щ и й с я тем, что перемещение предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга по меньшей мере на отдельных участках осуществляют прямолинейно. 12. Способ по одному из пунктов 1—11, отл и ч а ю щ и й с я тем, что применяют контактные зоны с ножевыми контактными среде і вами, действующие по принципу ножевых клеммных устройств, и электрический контакт обеспечивают путем вдавливания провода в эти контактные средства с помощью проводоукладочного устройства. 13. Способ по п.12, о т л и ч а ю щ и й с я тем, что при вдавливании провода на него действует сила вдавливания по обе стороны от ножевого контактного средства. 14. Способ по п.12, о т л и ч а ю щ и й с я тем, что провод зажимают по меньшей мере с одной стороны от ножевого контактного средства. 15. Способ по одному из пунктов 1-14, о т л и ч а ю щ и й с я тем, что провод образуют непосредственно на проводоукладочном устройстве. 16. Способ по одному из пунктов 12-14, о т л и ч а ю щ и й с я тем, что провод обрезают на ножевых контактных средствах. 17. Способ по одному из пунктов 12-15, о т л и ч а ю щ и й с я тем, что провод обрезают между ножевыми контактными средствами в контактной зоне. 18. Способ по одному из пунктов 1-17, о тл и ч а ю щ и й с я тем, что в соответствующих местах подключения обеспечивают защиту от прикосновения к концам провода. 19. Способ по одному из пунктов 1-18, о тл и ч а ю щ и й с я тем, что его применяют для автоматического проводного монтажа светильников или его элементов. 20. Проводоукладочное устройство для проводного монтажа мест подключения электрических приборов или блоков элемен 17008 тов, содержащее проводоукладочного головку, имеющую корпус снабженный средствами крепления, направляющий канал для провода, оканчивающийся на рабочей стороне корпуса в проводоукладочном пальце, а также управляемые средства подачи провода, о т л и ч а ю щ е е с я тем, что проводоукладочная головка имеет по меньшей мере один прижимной элемент, расположенный вблизи выходного конца направляющего канала и предназначенный для надавливания на выступающий наружу из указанного выходного конца провод, причем этот прижимной элемент установлен подвижно главным образом поперечно к направлению ориентации оси направляющего канала для провода в области выходного конца этого канала и сочленен с исполнительным устройством регулирования его положения, которое выполнено с возможностью перемещения прижимного элемента из нерабочего положения, находящегося в стороне от выходного конца указанного направляющего канала, в рабочее положение, в котором его опорная поверхность прижимного элемента ориентирована относительно выступающего наружу из выходного конца направляющего канала участка провода так, что этот прижимной элемент находится непосредственно выше уровня кромки выходного конца направляющего канала с одной стороны от кромки и его опорная поверхность расположена по существу на одной прямой с верхней стороной указанной кромки. 21. Проводоукладочное устройство по п.20, о т л и ч а ю щ е е с я тем, что прижимной элемент имеет форму плунжера, выполнен-* ного с возможностью управляемого принудительного перемещаемого вдоль корпуса проводоукладочной головки, или вдоль части, связанной с этим корпусом. 22. Проводоукладочное устройство по п . 2 1 , о т л и ч а ю щ е е с я тем, что плунжер установлен параллельно проводоукладочному пальцу, который в свою очередь выполнен в виде второго плунжера, и на некотором расстоянии от него. 23. Проводоукладочное устройство по одному из пунктов 20-22, о т л и ч а ю щ е е с я тем, что выходной конец направляющего канала для провода расположен на боковой стороне проводоукладочного пальца, обращенной к прижимному элементу. 24. Проводоукладочное устройство по одному из пунктов 20-23, о т л и ч а ю щ е е с я тем, что ширина прижимного элемента и проводоукладочного пальца, измеренная в плоскости, перпендикулярной к продольному направлению провода, выступающего на ружу из выходного конца направляющего канала для провода, одинакова по меньшей мере на их части. 25. Проводоукладочное устройство по одному из пунктов 20-24, о т л и ч а ю щ с е с я тем, что проводоукладочная головка снабжена управляемым отрезным приспособлением для обрезания провода, которое имеет по меньшей мере одно режущее лезвие, подвижно установленное между выходным концом направляющего канала для провода и прижимным элементом. 26. Проводоукладочное устройство по п.25, о т л и ч а ю щ е е с я тем, что режущее лезвие установлено непосредственно на проводоукладочном пальце с возможностью перемещения, а кромка выходного конца канала для провода, являющаяся направляющей для провода, выполнена в виде неподвижного ножа. 27. Проводоукладочное устройство по одному из пунктов 20-26, о т л и ч а ю щ е е с я тем, что проводоукладочный палец подвижно установлен на корпусе и сочленен с исполнительным устройством, предназначенным для регулирования его положения. 28. Место подключения для проводного монтажа электрических приборов или блоков элементов, имеющее корпус из изоляционного материала с по меньшей мере одной открытой по краям вводной щелью для ввода провода и по меньшей мере одним расположенным в корпусе ножевым клеммным контактом, имеющим открытый по краям и сориентированный относительно вводной щели щелевой зазор для замыкания электрического провода, о т л и ч а ю щ е е с я тем, что в предварительно смонтированном приборе или блоке элементов установлен корпус соединительного клеммного приспособления с вводной щелью, доступной для проводоукладочного устройства, причем корпус по меньшей мере на одной стороне имеет углубление в виде шлица или паза для провода, соединенное с вводной щелью, при этом габаритные размеры углубления в виде шлица или паза выполнены с обеспечением защиты от прикосновения к расположенному в углублении в виде шлица или паза и находящемуся вблизи ножевого клеммного контакта свободного конца провода, контактирующего в ножевом клеммном контакте, при этом углубление в виде шлица или паза и корпус согласованы по размерам с размерами проводоукладочного пальца и прижимного элемента проводоукладочной головки проводоукладочного устройства. 29. Место подключения по п.28, о т л и ч а ю щ е е с я тем, что ширина вводной щели тзкоеа, что обеспечивает возможность фик 17008 8 30 Место подключения по п.28 или 29, о т л и ч а ю щ е е с я тем, что расположенное в корпусе углубление в виде шлица или паза с обеих сторон ограничено ножевыми клеммными контактами. 31. Место подключения по одному из пунктов 28-30, о т л и ч а ю щ е е с я тем, что углубление в виде шлица или паза глубже вводной щели. Изобретение касается способа проводного монтажа мест подключения электрических приборов или блоков элементов, осуществляемого с помощью управляемых механических средств для прокладки прово- 5 дов, в частности с помощью проводоукладочного устройства для осуществления этого способа, выполненного согласно пункту 20 формулы изобретения, и касается конструктивного исполнения места Ю подключения, используемого при осуществлении этого способа, выполненного согласно пункту 28 формулы изобретения. Под термином "проводный монтаж" в практике использования электроприборов 15 или блоков элементов подразумевают соединение монтажных проводов с местами подключения и создание контакта между ними и соответствующими Местами подключения, чтобы установить электрическую связь, 20 например, с подключенным схемным элементом. Такой проводный монтаж необходим для многих электроприборов, работающих со слабыми электрическими токами, включая электронную аппаратуру ре- 25 лейного управления, а также при использовании блоков элементов, имея в виду такие элементы, в частности, как печатные платы, съемные блоки и т.п., которые представляют собой стандартные конструк- 30 тивные единицы и предназначены для использования в электрических приборах. Для проводного монтажа применяют, как правило, монтажные провода, которые имеют лаковое покрытие или изоляционную 35 оболочку, или изолированные многожильные гибкие провода. Присоединение проводов, с концов которых удалена изоляция, в зоне контакта соответствующих мест подключения осуществляется различными изве- 40 стными методами присоединения (например, резьбовым соединителем, штекерным соединителем, пайкой, с помощью ножевых клемм, накруткой). При этом рабочие операции, необходимые для выполне- 45 ния проводного монтажа, до сих пор осуществляются преимущественно вручную Эти операции связаны с большими за тратами времени и зачастую требуют обученного персонала; это ведет к значительному увеличению расходов. Известно, что для перехода к более рациональной технологии, в частности при производстве более крупных партий одинаковых электрических приборов, сначала, на первом этапе, отдельно от электрического прибора предварительно подготавливают провода или выполняют частичную или полную разделку концов кабелей, то есть изготавливают типичное изделие-полуфабрикат. Затем на втором этапе, путем монтажа этого изделия-полуфабриката получают соответствующий прибор или готовое изделие. Этот конечный этап монтажа включает в себя в основном обеспечение контактирования или присоединения отдельных проводов изделия-полуфабриката в контактной зоне мест подключения, а также прокладку и фиксацию предварительно подготовленных проводов или разделанных концов кабелей в приборе. В то время как подготовка проводов в настоящее время осуществляется уже с помощью автоматизированных устройств, последующая заключительная обработка подготовленных проводов, применительно к технологии частичной или полной разделки кабелей, также, как и технологические процессы, осуществляют на месте монтажа почти исключительно вручную. Известен ряд способов и устройств, обеспечивающих разделку концов кабелей автоматическим путем (патент США № 4677734, кл. Н 01 R 43/00, 07.07.87; выложенные заявки ФРГ № 3608243, кл. Н 01 R 43/01, 17 09 87; 3611805, кл. Н 02 G 1/12, опубл. 15.12.87; № 3820636, 3820638, кл. Н 01 R 43/20, В 25 J 9/00, опубл. 21.12.89; патент Швейцарии № 598740, кл. Н 05 К 13/06,7/02, Н 01 R 43/00,12.05.78), которые во всех случаях предусматривают использование так называемых укладочных полок и т.п. Применение этих способов влечет за собой высокую трудоемкость изготовления, которая оправдана лишь для крупных партий приборов. Однако в любом случае при сации вдавливаемого провода в клеммном зажиме. 17008 использовании этой технологии остается основной недостаток, заключающийся в том, что заключительный этап монтажа предва- ~ рительно подготовленных проводов или разделанных концов кабелей связан со 5 значительными трудозатратами, в результате чего достигаемый рациональный эффект остается ограниченным. Кроме того, разводку в приборе часто следует выбирать с учетом предварительной подготовки проводов 10 или разделки концов кабелей, что влечет за собой образование длинных путей прокладки с изменениями направления, ответвлениями, петлями, а также повторными движениями зажимов. 15 В качестве прототипа заявляемого способа выбран способ по патенту ФРГ 3506797, кл. Н 05 К 13/06, 17.04.86. Известный способ предназначен для прокладки проводов в электромонтажной панели с 20 гальваническими местами подключения схематично расположенных присоединительных элементов для подключения любых соединительных элементов друг с другом, соединяющим проводом посредством про- 25 водоукладочного устройства. При известном способе в области ввода соединительных элементов, выполненных в виде ножевых клемм, вначале с помощью проводоукладочного устройства устанавливают проводник с 30 изоляцией прокладываемого провода с упругой фиксацией его изоляции в соединительном элементе. После того как все провода будут проложены и зафиксированы в соединительных элементах осуществляют 35 их силовое вдавливание в контактные зоны соединительных элементов, при котором достигается электрический контакт проводов с соединительными элементами. Прокладка проводов в известном спосо- 40 бе осуществляется с помощью механического проводоукладочного устройства. Раздельное выполнение прокладки всех проводов с предварительной их фиксацией в местах подключения без образования 45 электрического контакта и последующего силового вдавливания всех соединяемых проводов в места подключения с образованием электрического контакта не позволяет обеспечить высокопроизводительный про- 50 водной монтаж мест подключения электрических приборов или блоков элементов. Кроме того, применяемые при осуществлении известного способа места подключения не обеспечивают электрозащиту от прикаса- 55 ния к ним, так как имеется доступ прикосновения к ним. Это требует наличия дополнительной надежной изоляции всей области проводного монтажа. Применяемое при осуществлении способа известное уп 10 равляемое механическое электромонтажное устройство может производить только укладку провода вдоль мест подключения. Это устройство не позволяет производить при необходимости отрезание провода мерной длины при его прокладке, так как в нем отсутствует устройство для отрезания провода. Оно также не позволяет осуществлять силовое вдавлиоание провода в контактную зону контактного места, выполненного в виде ножевой клеммы, так как в нем отсутствует управляемое прижимной элемент для проведения этой операции. Это следует выполнять с помощью другого монтажного инструмента, например, вручную. Общими существенными признаками заявляемого и известного способа, выбранного в качестве прототипа, являются "Способ проводного монтажа мест подключения электрических приборов или блоков элементов, включающий прокладку проводов между местами подключения с помощью управляемого механического проводоукладочного устройства и создания в местах подключения электрического контакта". В связи с вышеизложенным задачей изобретения является создание способа проводного монтажа электрических приборов и блоков элементов, который позволяет сделать процесс монтажа более рациональным, чем при использовании известных способов; и вместе с тем обеспечивает высокую эксплуатационную надежность при уменьшении вероятности ошибок при монтаже. Решение этой задачи достигается тем, что при осуществлении способа проводного монтажа мест подключения электрических приборов или блоков элементов, включающего прокладку проводов между .-.естами подключения с помощью управляемого механического проводоукладочного устройства и создания в местах подключения электрического контакта, согласно изобретению выполняют последовательно следующие операции: - подготавливают к монтажу предварительно смонтированный электрический прибор или блок элементов с жестко установленными на нем местами подключения; - путем перемещения предварительно смонтированного прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства доставляют первое место подключения и посредством позиционирования устанавливают его в требуемое положение; - вводят конец бесконечного провода с помощью проводоукладочного устройства в 11 17008 контактную зону первого места подключения и фиксируют его в этой зоне так, что создают на месте подключения электрический контакт; - путем каждого последующего перемещения вдоль заданной траектории предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга при прокладке провода в рабочую зону проводоукладочного устройства доставляют одно за другим каждое последующее место подключение и путем позиционирования устанавливают его в требуемое положение, причем во время каждого из этих относительных перемещений проводоукладочное устройство выдает по меньшей мере один отрезок длины бесконечного провода, соответствующий длине пути прокладки между двумя соответствующими местами подключения; - на каждом месте подключения с помощью проводоукладочного устройства вводят бесконечный провод в контактную зону этого места подключения и фиксируют его, тем самым на этом месте подключения создают электрический контакт; и ~ затем проложенный таким образом провод отрезают в конце пути прокладки провода в области соответствующего места подключения. Использование указанной совокупности признаков дает новый технический результат при осуществлении нового способа. В частности новый способ обеспечивает рациональную полную автоматизацию проводного монтажа электрических приборов и блоков элементов. Он позволяет отказаться от предварительной подготовки проводов и частичной или полной разделки концов кабелей, так как предполагает непосредственный монтаж проводов в приборе или блоке элементов. При этом контактирование провода, представленного бесконечным проводом, с местами подключения, снабженными подходящими, удовлетворяющими требованиям автоматизации контактными зонами, может быть обеспечено полностью автоматическим путем, причем при монтаже провод можно проложить определенным образом между местами подключения и, в конечном счете, отрезать. При таком непосредственном монтаже провода необходимые электрические соединения выполняют последовательно и полностью автоматически. При этом возможность "проходного" монтажа, т.е. соединение одного провода с несколькимиместами подключения, дает значительное преимущество. То есть можно отказаться от применения нескольких про 5 10 15 20 25 30 35 40 45 50 55 12 водов, как это имело место до момента создания настоящего изобретения. Это означает не только экономию в количестве проводов, но и позволяет избежать двойной загрузки мест подключения и многократной компановки одинаковых мест подключения. Так как монтаж проводов осуществляется непосредственным путем и непрерывно и, как уже упоминалось, этап изготовления изделий-полуфабрикатов, то есть этап предварительной подготовки проводов, исключается, то достигается очень высокий рационализаторский эффект, и одновременно реже приходится изменять направление прокладываемых проводов. До сих пор, принимая во внимание предварительную подготовку проводов или совокупности проводов в частичной или полной разделки кабеля, исключается выполнение необходимых ответвлений, петель и т.п Одновременно с этим, в сравнении с известным уровнем техники, образуется меньшее число мест подключения, что обусловливает повышение надежности проводного монтажа и уменьшение вероятности ошибок. Путем перемещения предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга в рабочую зону проводоукладочного устройства могут доставлять опорное или фиксирующее место и позиционировать его в предназначенную для него позицию, и с помощью проводоукладочного устройства провод вводить в провододержатель, расположенный на опорном или фиксирующем месте, и закреплять его в этом держателе. Использование этой совокупности признаков дает возможность доставлять и устанавливать опорные или фиксирующие места в рабочую зону проводоукладочного устройства а также закреплять прокладываемый провод в держателях этих мест при минимальных затратах времени, так как указанное относительное перемещение и установку опорных или фиксирующих мест происходит совместно с относительным перемещением смонтированного прибора или блока элементов и проводоукладочного устройства. В результате этого обеспечивается наиболее рациональный проводной монтаж предложенным способом при длинных путях прокладки. Перемещение проводоукладочного устройства относительно предварительно смонтированного прибора или блока элементов в процессе непосредственного монтажа, требующиеся при осуществлении нового способа монтажа могут формировать принципиально различными способами. 13 17008 Так, проводоукладочное устройство моДля практического осуществления гут приводить в движение с помощью устпредложенного способа монтажа предпочиройства ручного управления, обеспечиваютельно, чтобы при перемещении предварищего возможность перемещения по нетельно смонтированного электричес- кого скольким осям координат, или промышлен- 5 прибора или блока элементов и проводоукным роботом, движение которого запрогладочного устройства относительно друг раммировано по меньшей мере по одной друга проводоукладочное устройство приоси, при этом перед началом проводного ближали к соответствующему месту подклюмонтажа предварительно смонтированный чения, и проводоукладочное устройство прибор или блок элементов устанавливают в 10 путем позиционирования точно подводили к неподвижно в пределах рабочей зоны устместу подключения. ройства ручного управления или промышЭто обеспечивает в процессе монтажа ленного робота. точное позиционирование провода относиОднако возможен и другой вариант, когтельно соответствующего места подключеда проводоукладочное устройство устанав- 15 ния в момент подсоединения провода к ливают неподвижно или на позициосоответствующему участку места подключенирующем устройстве, сообщающем ему пения. Тем самым, исключается необходиремещение позиционирования, а предваримость в предъявлении слишком высоких тельно смонтированный электрический требований к точности перемещения провоприбор или блок элементов приводят в дви- 20 доукладочного устройства вдоль траектожение с помощью транспортирующего устрии, соответствующей заданному пути ройства, перемещаемого относительно прокладки, и вместе с тем отпадает необхопроводоукладочного устройства димость в точном предварительном позициПри этом транспортирующее устройстонировании собственно мест подключения во соединено с программным блоком управ- 25 или несущих их конструктивных элементов ления, который позволяет полностью электрического прибора или электрического автоматизировать соответствующие пути блока элементов. прокладки для непосредственно прокладыПредпочтительно, чтобы у доставленноваемых проводов го к месту подключения проводоукладочноДостигаемый рабочий результат в обоих 30 го устройства с помощью датчиков случаях одинаков Выбор одного или другого положения определяли отклонения провоиз двух способов осуществления относидоукладочного устройства от положения метельного перемещения зависит от вида приста подключения, а затем автоматически бора или блока элементов, для которого осуществляют коррекцию положения в соотосуществляют проводной монтаж. 35 ветствии с величиной отклонения. Во время прокладки провода могут приЭто обеспечивает в процессе проводнонудительно синхронизировать длину участка го монтажа высокую точность позициониропровода, задаваемую проводоукладочным усвания при отсутствии специальных тройством между двумя местами подключенаправляющих устройств, служащих для ния, с перемещением предварительно 40 точного позиционирования путем непосредсмонтированного прибора или блока и их проственного взаимодействия с местами подводоукладочным устройством относительно ключения и выполненных в соответствуюдруг друга. щих местах. Благодаря этому обеспечивается универсальность предложенного способа Это позволяет исключить нежелательные механические напряжения в проклады- 45 монтажа ваемом проводе и излишнее его провисание Наиболее целесообразно, когда для опмежду местами подключения, а тем самым ределения отклонения от заданного полоисключить излишний расход провода и обесжения применяют соединенную с печить надежный проводной монтаж. проводоукладочным устройством систему 50 обработки изображений, которую доставляПри этом длину выдаваемого отрезка ют к месту подключения для съемки изобрапровода между двумя местами подключения жений, в котором вычисляется величина могут отмерять величиной, которая равна коррекции, соответствующая величине отили больше расстояния между местами подклонения от заданного положения, и формиключения. 55 руется соответствующий сигнал управления. Это практически исключает в проложенЭто позволяет наиболее точно провоном между местами подключения проводе дить коррекцию от заданного положения в растягивающих напряжений, а следовательпроцессе проводного монтажа, а также при но повышает надежность проводного моннеобходимости использовать съемку, осутажа. 15 17008 ществляемую с помощью системы обработки изображений, для дистанционного визуального контроля состояния автоматизированного проводного монтажа в случаях, когда это необходимо. 5 Предпочтительно, чтобы проводу на участке места подключения сообщать перемещение ввода определенной величины, обеспечивающее его ввод в контактную зону места подключения, после осуществления 10 позиционирования проводоукладочного устройства. Сообщение провода перемещения ввода только после того, как будет достигнуто необходимое позиционирование проводо- 15 укладочного устройства исключает возможные нежелательные столкновения проводоукладочного устройства с частями приборов, блоков элементов или мест подключения, что может привести к их повреж- 20 дению или нежелательной деформации прокладываемого провода. Благодаря этому обеспечивается безопасность и надежность выполнения проводного монтажа. Целесообразно, чтобы перемещение 25 предварительно смонтированного электрического прибора или блока элементов и проводоукладочного устройства относительно друг друга по меньшей мере на отдельных участках осуществляли прямолинейно. 30 Так как прокладка провода осуществляется по прямолинейным участкам между отдельными местами подключения, которые, как правило, располагают последовательно, преимущественно по длине, а не по радиусу, 35 то указанные признаки обеспечивают прохождение проводоукладочным устройством минимальных расстояний между местами подключения по пути прокладки провода, а также минимальную его деформацию. Это 40 позволяет повысить точность и качество выполнения проводного монтажа. При осуществлении проводного монтажа могут применять контактные зоны мест подключения с ножевыми контактными 45 средствами, действующие по принципу ножевых клеммных устройств, и электрический контакт обеспечивать путем вдавливания провода в эти контактные средства с помощью проводоукладочного устройства. 50 Такое осуществление способа наиболее полно удовлетворяет требованиям автоматизации, так как после подведения проводоукладочного устройства путем его позиционирования к соответствующему ме- 55 сту подключения оно может полностью автоматически осуществлять ввод привода в соответствующую контактную зону с обеспечением контактирования в этой зоне. Метод соединения с помощью ножевых клемм 16 обеспечивает высококачественное электрическое соединение электрического проводника присоединяемого провода с контактными средствами, так как этот метод обеспечивает плоскостное газонепроницаемое соединение в месте контакта по типу холодной сварки. Так как проводник начинает контактировать сразу после разрезания изоляции, окисления поверхности проводника не происходит, в то время как при удалении изоляции с концов за одну технологическую операцию перед созданием контакта это окисление происходит. Кроме того, благодаря тому, что при последовательном проводном монтаже после вдавливания провода в ножевую клемму соответствующего места подключения происходит надежное механическое защемление проводника в месте контакта это исключает возможность механического смещения или натяжения ранее проложенных участков провода проводоукладочным устройством при прокладке очередного участка провода, образующего с предыдущим участком или участками провода единое целое. Это исключает выдергивание уже уложенных участков провода из мест подключения при дальнейшем перемещении проводоукладочного устройства в процессе монтажа. Целесообразно, чтобы вдавливание провода осуществляли усилием вдавливания, приложенным по обе стороны от ножевого контактного средства. В результате этого при вдавливании провод остается правильно ориентированным, обеспечивается его надежный контакт и зажим. Целесообразно при этом, чтобы при вдавливании провод зажимали по меньшей мере с одной стороны от ножевого контактного средства. Указанное зажатие провода существенно разгружает участок проводника, находящейся в контактной зоне от действия механических напряжений, которые могут возникнуть, например, при последующей прокладки неотрезанного провода к новому месту подключения или в результате вибрации во время эксплуатации уже смонтированного электрического прибора или блока элементов. Это повышает надежность проводного монтажа, осуществляемого с помощью ножевых клемм. Наиболее целесообразно, чтобы при монтаже провод обрезали непосредственно на проводоукладочном устройстве. Это позволяет производить отрезку участков провода с высокой степенью точности, так как исключается погрешность позиционирования между отрезным устройством и 17 17008 лроводоукладочным устройством, которая бы могла иметь место в случае когда отрезку провода обрезали в другом месте. Целесообразно, чтобы провод обрезали между ножевыми контактными средствами 5 в контактной зоне. Это обеспечивает наиболее экономную прокладку провода, так как это дает возможность оставлять минимальный свободный конец провода, расположенный в контакт- 10 ной зоне, что повышает экономичность способа. Целесообразно, чтобы в соответствующих местах подключения обеспечивали защиту от прикосновения к концам провода. 15 Обеспечение защиты от прикосновения к концам провода в местах подключения обуславливает электрозащищенность, которая не требует применения дополнительной электроизоляции, например надежного 20 электроизоляционного кожуха для смонтированного прибора или блока элементов. Предложенный способ могут проводить при автоматическом проводном монтажа светильников или его элементов. 25 Проведение предложенного способа при автоматическом проводном монтаже светильников или его элементов позволяет наиболее полно использовать предложенный способ проводного монтажа и благода- 30 ря этому получить наибольший технический результат. Новый способ проводного монтажа осуществляют с помощью СООТВЄТСТЕ ующим образом сконструированного проводоукла- 35 дочного устройства, которое заявляется в данной заявке в качестве-второго изобретения и позволяет выполнять отдельные функции, необходимые для выполнения рабочего процесса, а также, преимущественно, при 40 использовании новых мест подключения, которые заявляются в данной заявке в качестве третьего изобретения и разработаны непосредственно для осуществления нового способа монтажа. 45 Известно проводоукладочное устройства по выложенной патентной заявке ФРГ № 3806636, хл. Н 05 К 13/06, Н 01 R 43/048, 21.12.89, которое предназначено для прокладкі" отрезков провода между местами 50 подключения с образованием штекерных соединений между двумя концами провода и соответствующими им местамиподключения. Известное проводоукладочное устройство содержит корпус, снабженный 55 средствами крепления его на многокоординатном позиционирующем устройстве, например, промышленном работе. Устройство содержит зажимной механизм, механизм подачи и механизм отрезания провода, от резной элемент которого размещен внутри корпуса. Указанные механизмы образуют прямой канал для прохождения провода. Устройство кроме того содержит двухщечный захватный механизм, снабженный управляемым пневмоцилиндром. Между щеками захватного механизма образован канал для размещения отрезанного куска провода. Захватный механизм снабжен реверсивным приводом для перемещения отрезанного куска провода вдоль его канала Привод включает прижимной ролик и приводной ролик и электродвигатель. Захватный механизм установлен с возможностью поворота на 90° относительно корпуса и соединен со штоком приводного гидроцилиндра, установленного на корпусе. Снятие изоляции с обеих концов отрезанного куска провода, удерживаемого в захватном механизме в процессе монтажа осуществляется с помощью дополнительной машины для снятия изоляции Ввиду того, что силовое вдавливание провода в контактную зону места подключения может происходить либо за счет перемещения всего проводоукладочного устройства, обладающего большой массой, либо за счет перемещения провода с помощью реверсивного привода относительно места подключения, то проведение проводного монтажа с помощью известного устройства, когда необходимо обеспечить вдавливание проводника в контактную зону с заданной величиной усилия с тем, чтобы добиться надежного контакта и фиксации проводника в месте подключения, и исключить повреждение провода или контактной зоны места подключения в результате чрезмерного усилия вдавливания, может оказаться весьма затруднительным, особенно в случае когда следует выполнить проходной проводной монтаж по технике ножевых клемм, то есть согласно предложенному способу проводного монтажа. Также известно проводоукладочное устройство выложенной заявке ФРГ № 3611805, кл/Vl 05 К 13/06, Н 02 G 1/12, 15.10.87, которое выбрано в качестве прототипа заявляемого проводоукладочного устройства. Известное проводоукладочное устройство для проводного монтажа мест подключения электрических приборов или блоков элементов предназначено для уста'новки на промышленном роботе, для чего устройство снабжено съемным фланцем для закрепления на роботе. Оно содержит проводоукладочную головку, имеющую корпус, снабженный средствами крепления, направляющий канал для провода, оканчиваю 19 17008 щийсз нэ рабочей стороне корпуса в проводоукладочном пальце, а также управляемые средства подачи провода. Известное проводоукладочное устройство также содержит сьемный барабан с кабелем Выходное от- 5 верстие направляющего канала для кабеля находится на нижней торцевой поверхности проводоукладочной головки. Каждое из названных устройств, как устройство по заявке ФРГ N 3611805, выбран- 10 ? ное в качестве прототипа, так и устройство по заявке ФРГ № 3806636 имеют следующие существенные признаки, общие с заявляемым устройством, а именно: "Прбводоукладочное устройство для проводного монтажа Т5 мест подключения электрических приборов или блоков элементов, содержащее проводоукладочную головку, имеющую корпус снабженный средствами крепления, направляющий канал для провода, оканчиваю- 20 щийся на рабочей стороне корпуса в проводоукладочном пальце, а также управляемые средства подачи провода". Устройство прототипа обладает вышеописанными недостатками устройства по 25 выложенной заявке ФРГ N? 3806636, которые обусловлены теми же причинами. В частности, конструкция прототипа не содержит элементов, позволяющих осуществлять надежную фиксацию и надежный 30 контакт провода на соответствующих местах подключения, например, выполненных в виде ножевых клемм. Поэтому известное устройство не может быть использовано при осуществлении не- 35 посредственного проводного монтажа (в том числе и проходного монтажа), когда параллельно с прокладкой провода вдоль мест подключения осуществляют подключение провода путем его введения в место подклю- 40 чения и непосредственно вслед за этим фиксируют его в контактной зоне путем силового вдавливания в места подключения в направлении перпендикулярном продольной оси провода, что имеет место в заявля- 45 емом способе монтажа электрических приборов или блоков элементов. 20 имеющую корпус снабженный средствами крепления, направляющий канал для провода, оканчивающийся на рабочей стороне корпуса в проводоукладочном пальце, а также управляемые средства подачи провода, согласно изобретению имеет по меньшей мере один прижимной элемент, расположенный вблизи выходного конца направляющего канала и предназначенный для надавливания на выступающий наружу из указанного выходного конца провод, причем этот прижимной элемент установлен подвижно главным образом поперечно к направлению ориентации оси направляющего канала для провода в области выходного конца этого канала и сочленен с исполнительным устройством регулирования его положения, которое выполнено с возможностью перемещения прижимного элемента из нерабочего положения, находящегося в стороне от выходного конца указанного направляющего канала, в рабочее положение, в котором его опорная поверхность прижимного элемента ориентирована относительно выступающего наружу из выходного конца направляющего канала участка провода так, что этот прижимной элемент находится непосредственно выше уровня кромки выходного конца направляющего канала с одной стороны от кромки и его опорная поверхность расположена по существу на одной прямой с верхней стороной указанной кромки. За счет того, что вблизи выходного конца канала или отверстия трубки, служащих направляющей для провода, выступающего наружу из этого конца, расположен прижимной элемент провода, обеспечивается вдавливание провода в контактную зону места подключения, причем в этой области обеспечивается соответствующая ориентация и надежное поддержание провода. Тем самым обеспечивается высокая надежность проводного монтажа в области мест подключения и вместе с тем исключается необходимость в доделке или пригонке. В контактной зоне места подключения контакт обеспечивается, как правило, с помощью ножевых Задачей заявляемого устройства являклеммных устройств, однако новая укладочется создание такого проводоукладочного 50 ная головка может использоваться также и устройства, которое, в частности при новом при других методах подключения, когда эта непосредственном проводном монтаже пол^кладочная головка обеспечивает точное ностью обеспечивает надежную фиксацию и введение, в частности вдавливание, конца надежный контакт провода на соответствуили части проводника в определенном нающем месте подключения. 55 правлении в щелевой зазор или соответстПоставленная задача достигается тем, вующий приемный* элемент клеммного что проводоукладочное устройство для прозажима, предназначенные для размещения водного монтажа мест подключения электконца или части проводника и предусмотрических приборов или блоков элементов, ренные на соответствующем месте подклюсодержащее проводоукладочную головку, чения. 21 1 700В Предпочтитепьно, чтобы прижимной элемент имел форму плунжера, выполненного с возможностью управляемого принудительного перемещаемого вдоль корпуса проводоу кладочной головки, или вдоль час- 5 ти проводоукладочной головки, связанной с этим корпусом. Использование прижимного элемента в виде управляемого плунжера позволяет создать проводоукладочное устройство, кото- 10 рое дает возможность при выполнении проводного монтажа наиболее простым и надежным образом производить дозированное, как по величине усилия так и величине хода, перемещение прокладываемого про- 1% вода в момент вдавливания его в контактную зону проводоукладочного устройства. Так как вдавливание провода осуществляется лишь в результате перемещения малой массы управляемого плунжера, имеющего 20 малую инерционность и который при этом может создать требуемые управляемые по величине усилия вдавливания проводника с высокой точностью позиционирования. Целесообразно, чтобы плунжер был ус- 25 тановлен параллельно проводоу кладочному пальцу, который в свою очередь выполнен в виде второго плунжера, и на некотором расстоянии от него. Параллельное расположение указанных 30 плунжеров, а также выполнение проводоукладочного пальца в виде второго плунжера обеспечивает наиболее точное позиционирование провода как при подводе его к месту подключения так и при последующем 35 вдавливании провода в контактную зону. Целесообразно также, чтобы выходной конец направляющего канала для провода был расположен на боковой стороне проводоукладочного пальца, обращенной к при- 40 жимному элементу. Указанное расположение выходного конца направляющего канала позволяет наиболее точно позиционировать провод относительно прижимного элемента, так как это 45 позволяет производить вдавливание провода в контактную зону с помощью прижимного устройства при сохранении достигнутого при перемещении проводоукладочного пальца позиционирования по двум осям ко- 50 ординат. 22 В этом случае ширина части проводоукладочной головки, обращенной к контактным местам в п р о ц е с с е м о н т а ж а минимальна в направлении пути прокладки провода и не превышает ширины проводоукладочного пальца, что обеспечивает лучший доступ проводоукладочного устройства в контактную зону места подключения^ Проводоукладочная головка может быть снабжена управляемым отрезным приспособлением для обрезания провода, которое имеет по меньшей мере одно режущее лезвие, подвижно установленное между выходным концом направляющего канапа для провода и прижимным элементом. Снабжение проводоукладочной головки Отрезным приспособлением, лезвие которого установлено за пределами направляющего канала, позволяет осуществлять при необходимости отрезание провода непосредственно перед возле прижимного элемента, а следовательно в зоне подключения провода. Целесообразно, чтобы режущее лезвие было установлено непосредственно на проводоукладочном пальце с возможностью перемещения, а кромка выходного конца канала для провода, являющаяся направляющей для провода, была выполнена в виде неподвижного ножа. - Указанное выполнение упрощает конструкцию, а в следствии этого делает более ее надежной. Проводоукладочный палец может быть подвижно установлен на корпусе и сочленен с исполнительным устройством, предназначенным для регулирования его положения. Указанное выполнение проаодоукладочного пальца не требует достижения высокой точности позиционирования промышленным роботом проводоукладочного устройства относительно мест подключения относительно всех трех координат, так как окончательное позиционирование проводоукладочного папьца относительно места подключения может достигаться за счет дополнительного перемещения лишь проводоукладочного пальца. Кроме того, благодаря указанному выполнению проводоукладочного устройства становится возможной очень простая конструкция места подключения, которое также здесь заявляется и предназначено для осуПредпочтительно, чтобы ширина прижимного элемента и проводоукладочного ществления предложенного способа. пальца, измеренная в плоскости, перпенди- 55 Как уже упоминалось, новый способ некулярной к продольному направлению пропосредственного проводного монтажа осовода, выступающего наружу из выходного б е н н о п р о с т о осуществляется п р и конца направляющего канала для провода, использовании таких мест подключения, была одинакова по меньшей мере на их часконтактные зоны которых выполнены по тити. пу ножевых клеммных контактов. Это 23 1700 В нено, например, в журнале "Messen + Prufen/Automatik" за июль-август 1982 г., с. 491, 492: сведения касающиеся выполнения соответствующих ножевых клемм или ноживых клеммных контактов приведены, напри- 5 мер, в описании к полезной модели ФРГ Isfe 8804388. кл. Н 01 R 4/24, 22.09.88 и в описаниях изобретения к выложенной патентной заявке Франции N? 2330159, кл. Н 01 R 9/08 27.05.77 и к патенту США № 2501187, 7 кл. 10 (кл. 173-324) НКИ США, 21.03.50. Все известные места подключения характеризуются следующими существенными признаками общими с признаками предлагаемого места подключения, а имен- 15 но: "Соединительное приспособление, содержащее контактную зону и имеющее корпус из изоляционного материала с по меньшей мере одной открытой по краям вводной щелью для ввода провода и по 20 меньшей мере одним расположенным в корпусе ножевым клеммным контактом, имеющим открытый по краям и сориентированный относительно вводной щели щелевой зазор для замыкания элект- 25 рического провода". Отличие этих устройств друг от друга заключается в конструктивном выполнении элемента ножевого клеммного контакта, в частности формы и взаимного расположе- 30 ния лапок ножевого клеммного контакта, образующих щелевой зазор для замыкания электрического провода. Так как этот признак не является существенным для предлагаемого места подключения, то подробное 35 раскрытие этих признаков здесь не приво- ' дится. Недостатками всех известных устройств является то, что они не обеспечивают защиту от прикосновения к обрезанному концу 40 провода, а образованные ими места подключения выполнены в виде корпусов, отдельных от предвключенных приборов или элементов, что не позволяет доставлять эти устройства в зону монтажа при перемеще- 45 нии предв ключе иного прибора или блока элементов, т.е. осуществлять монтаж в соответствии с предложенным способом. ре одним расположенным в корпусе ножевым клеммным контактом, имеющим открытый по краям и сориентированный относительно вводной щели щелевой зазор для замыкания электрического провода". Недостатком прототипа является невозможность проведения проводного монтажа в соответствии с предложенным способом по вышеуказанным причинам. Задачей этого изобретения является создание места подключения, пригодного для осуществления предложенного способа проводного монтажа посредством предложенного проводоукладочного устройства и позволяющего при этом обеспечить простым эффективным путем надежный контакт и фиксацию присоединенного провода, в том числе при проведении полного автоматического проводного монтажа, включая при этом возможность проведения "проходного" монтажа. Для решения этой задачи место подключения выполнено в соответствии с настоящим изобретением так, как указано в пункте 28 Формулы изобретения. Решение указанной задачи достигается за счет того, что в месте подключения для проводного монтажа электрических приборов или блоков элементов, имеющее корпус из изоляционного материала с по меньшей мере одной открытой по краям вводной щелью для ввода провода и по меньшей мере одним расположенным в корпусе ножевым клеммным контактом, имеющим открытый по краям и сориентированный относительно вводной щели щелевой зазор для замыкания электрического провода, согласно изобретению корпус соединительного клеммного устройства установлен в предварительно смонтированном приборе или блоке элементов, причем вводная щель корпуса выполнена доступной для проводоукладочного устройства, а корпус проводоукладочного устройства по меньшей мере на одной стороне имеет соединенное с вводной щелью углубление в виде шлица или паза для провода, при этом габаритные размеры углубления в виде шлица или паза выбраны такими, что находящийся вблизи В качестве прототипа выбрано место 50 ножевого клеммного контакта свободный конец провода, контактирующий в ножевом подключения по выложенной патентной заклеммном контакте, расположен в углублеявке Франции № 2330159. нии' в виде шлица или паза так, что обеспеОбщими признаками прототипа и заявчена защита от прикосновения к нему, и тем ляемого места подключения являются следующие признаки: "Место подключения с 55 что углубление в виде шлица или паза и корпус соединительного клеммного приспосоединительным приспособлением, содерсобления согласованы по размерам провожащим контактную зону и имеющим корпус доукладочного пальца и прижимного из изоляционного материала с по меньшей элемента проводоукладочной головки промере одной открытой по краям вводной водоукладочиого устройства щелью для ввода провода и по меньшей ме 17008 ?6 Указанная совокупность существенных тированного светильника, в котором будет признаков заявляемого устройства обеспеосуществляться проводной монглж в соотчивает возможность проведения проводноветствии с настоящим изобретением; из го монтажа согласно предложенному фиг 2 - частичный вид в перспективе в друспособу и с помощью предложенного прово- 5 гом масштабе сконструированных согласно доукладочного устройства благодаря тому, настоящему изобретению мест подключечто указанная совокупность признаков нания дополнительного аппарата в светильни-* деляет заявляемое место подключения неке, изображенном на фиг.1; на фітг.З обходимым для этого техническим частичный вид сверху в другом масштабе результатом. 10 места подключения, выполненного согласно В частности, углубление, выполненное в фиг.2; на фиг.4 - частичный вид сверху в виде шлица или паза, предусмотренное на соответствии с фиг.З места подключения, корпусе соединительных зажимных присповыполненного согласно фиг.2, в другом васоблений, обеспечивает, с одной стороны, рианте осуществления изобретения; на защиту от прикосновения к обрезанному 15 фиг.5-7 - соединительная клемма одного из концу провода, и при этом не требуются мест подключения, выполненного по фиг.2, дополнительные операции или мероприявид в продольном разрезе по линии V--V на тия. С другой стороны, оно может, в случае фиг.З или по линии VI -VI и по линии VII-VII необходимости, обеспечивать центрирована фиг.5, вид сбоку; на фиг.8 - схематичный ние проводоукладочного пальца и/или при- 20 вид в перспективе в другом масштабе выжимного элемента проводоукладочной полненных в соответствии с настоящим изоголовки при введении провода в контактную бретением мест подключения клеммнмх зону. При этом применяемый ножевой клемзажимов светильников; на фиг.9 - вид а пермный контакт сам обеспечивает при введеспективе в другом масштабе выполненных в нии провода определенное автоматическое 25 соответствии с настоящим изобретением выравнивание по высоте, для которого необмест подключения лампового патрона свеходимо, чтобы в известном диапазоне допутильника, изображенного на фиг.1; на сков по высоте введенной в клеммное фиг. 10 - схематичное изображение устройсоединение проводник жестко фиксировалства для осуществления предлагаемого в сося. 30 ответствии с настоящим изобретением способа с помощью промышленного робота, Целесообразно выполнение ширины вид сбоку; на фиг.11 - вид сверху устройствводной щели корпуса на месте подключева, изображенного на фиг. 10; на фиг. 12 ния таковой, что с помощью клемм может схематичное изображение устройства для обеспечиваться фиксация вдавленного провода в клеммном зажиме. 35 осуществления предлагаемого в соответстБлагодаря этому может быть обеспечевии с настоящим изобретением способа с на независимо от его контактной зоны допомощью устройства с ручным управлением полнительная фиксация присоединяемого портального типа, вид сбоку; на фиг,13 провода, что повышает надежность удержасхематичное изображение другого варианта ния провода на месте подключения. 40 выполнения устройства для осуществления Расположенное в корпусе углубление в способа, предлагаемого в соответствии с навиде шлица или паза может быть ограничено стоящим изобретением, с применением усс двух сторон двумя ножевыми клеммными тройства с ручным управлением с контактами. перемещаемым координатным столом, вид Такое выполнение устройства позволя- 45 сбоку; на фиг. 14-20 - схематичное изобрает к одному месту подключения подсоедижение с частным вырезом проводоукладочнять два провода, имеющие проводники ной головки, изображенной на фиг.1, разного сечения, при этом обеспечивается наглядно демонстрирующее последовательзащита от прикосновения к обрезанным ность операций способа, предлагаемого соконцам обеих проводников. 50 гласно настоящему изобретению, в порядке Целесообразно углубление в виде шлица их выполнения при подключении бесконечили паза выполнять глубже вводной щели. ного провода к первому месту подключения; Благодаря этому обеспечивается бесна фиг.21-29 - изображение, соответствуюпрепятственное введение проводника до щее устройству по фиг. 14-20, наглядно деупора в зазор клеммного контакта, а также 55 монстрирующее временную последовательобеспечивается надежный контакт при макность операций данного способа после фиксимальном удалении обрезанного конца сации конца провода, при прокладке провопровода от наружной поверхности корпуса. да к следующему месту подключения, создании контакта и обрезание провода на На фиг.1 показано схематичное изобраэтом месте подключения; на фиг.ЗО - схемажение в перспективе предварительно смон 27 17008 тич мое изображение светильника на фиг.1, в другом масштабе после завершения этапа проводного монтажа, поясняемого фиг.1429. вид сверху, на фиг.31-33 - проводоукладомное устройство, изображенное на фиг 10-11, согласованное по положению с другим добавочным прибором светильника, изображенного на фиг,1, изображенного аналогично на фиг 14-19, причем эти фигуры наглядно демонстрируют временную последовательность операций данного способа при выполнении следующих операций проводного монтажа; на фиг.34 - светильник, изображенный на фиг.ЗО, после выполнения этапа проводникового монтажа, поясненного фиг.31-33. Ниже приведено описание способа непосредственного проводного электромонтажа электрических приборов и блоков элементов на примере выполнения проводного монтажа изображенного на фиг.1 светильника 1 ^прямоугольной формы, предназначенного для не более, чем двух трубчатых газоразрядных ламп. При эксплуатации светильник закрыт светопроницаемой крышкой из акрила или отражателем, фиксация которых осуществляется с помощью фиксаторов 2 и которые на чертежах также не показаны. Светильник считается предварительно смонтированным втом случае, если элементы электрической схемы, необходимые для установки и обеспечения функционирования газоразрядных ламп, жестко установлены и прикреплены винтами к днищу 3 светильника в определенных местах. В частности, вблизи торцовых стенок светильника установлены попарно напротив друг друга четыре ламповых патрона 4 известной конструкции, к которым подключены два магнитных предвключенных аппарата 5, которые установлены приблизительно на средней линии днища 3 светильника с обеих сторон от отверстий 6 для ввода проводов на одинаковом расстоянии от торцевых стенок светильника. Рядом с отверстиями 6 для ввода проводов также на средней линии днища 3 светильника закреплен цоколь 7 из изоляционного материала, на котором установлен конденсатор 8. У ламповых патронов 4, предвключенных аппаратов 5 и цоколя 7 из изоляционного материала предусмотрены соответствующие места подключения электрических проводов, которые у ламповых патронов 4 обозначены позицией 9, у предвключенных аппаратов 5 - позицией 10 и у цоколя 7 из изоляционного материала - позицией 11. Все эти места подключения 9, 10, 11 выполнены по одному общему принципу, при ко 5 10 15 20 25 30 35 40 45 50 тором их нонтактная зона образована с помощью режущих клеммных контактов. Их конструктивное исполнение поясняется фиг 2~9, в частности конструктивное исполнение места 10-подключения дополнительного аппарата 5 поясняется фигурами 2-7 Каждое место 10 подключения имеет корпус 12, изготовленный из изоляционного материала и имеющий в основном прямоугольное поперечное сечение, который образует цокольную часть 13, изготовленную из изоляционного материала, так что образуется единый цельный зажим, который с помощью отштампованной отогнутой под углом планки 14 закреплен на плите 15 основания предвключенного аппарата 5. На внутренних сторонах обеих боковых стенок 16 открытого сверху корпуса 12 сформированы два расположенных напротив друг друга выступа 17, которые находятся приблизительно посередине между двумя торцевыми сторонами 18 корпуса 12, так что образуют между собой вводную щель 19 со слегка клиновидными или параллельными сторонами (фиг.6), которая сверху переходит в наклонный участок 20 ввода. Нижний конец этой щели переходит в участок 21, имеющий небольшое закругление. В выступах 17 имеются две узкие канавки 22, идущие снизу и доходящие почти до наклонных участков 20, расположенных параллельно друг другу, в которых размещены обе лапки 23 ножевого клеммного контакта 24, изготовленного из пружинной стали или пружинной бронзы, ограничивающие открытые края щелевого зазора 25 ножевого клеммного контакта. Узкий пластинчатообразный в основном U-образный ножевой клеммный контакт 24 погружен в изоляционный материал корпуса 12 до уровня режущих участков, сформированных на лапках 23 и обращенных к щелевому зазору 25 ножевого клеммного контакта, причем обе его лапки 23 обладают подвижностью и могут orраниченно перемещаться в канавках 22. К нему подсоединен вывод обмотки предвключенного аппарата, который далее на чертежах не показан. Вместе с щелевым зазором 25 режущего клеммного контакта он образует контактную зону места 10 подключения. . Как видно, в частности, из фиг.3-7, корпус имеет выступы 17 и вводную щель 19 с обеих своих сторон которых расположены 55 углубления 26, выполненные в виде шлицов или пазов прямоугольного поперечного сечения, которые рядом с вводной щелью 19 . открыты в верхней стороне корпуса 12. Оба углубления 26 в виде паза расположены сосно по отношению друг к другу и к вводной 29 ПОЛЯ щели 19. Сверху они ограничены вводными фасками 27. Из фиг.5-7 видно, что глубина углубления 26 в виде паза больше глубины вводной щели 19 и его ширина 28 значительно больше ширины вводной щели 19. 5 Габаритные размеры отдельных частей или элементов выбраны таким образом, что при введении изолированного проводника во вводную щель 19 происходит разреззние изоляции проводника в щелевом зазоре 25 10 ножевого клеммного контакта 24 с помощью лапок 23 последнего, при этом одновременно обеспечивается создание газонепроницаемого контактного соединения ножевого клеммного контакта 24 с вдавленным в клем- 15 мный зажим проводником. При этом вдавленный проводник со своей изоляцией жестко зажимается во вводной щели 19 между двумя выступами 17, причем расширение 21 служит для обеспечения фиксации прово- 20 да на его изоляции при вдавливании во вводную щель 19. Зафиксированный таким образом подсоединенный провод проходит через одно из углублений 26 в виде паза, что будет более подробно пояснено ниже. Ши- 25 рина и глубина углублений 26 в виде паза, а также их осевая длина могут быть выбраны таким образом, что автоматически обеспечивается защита от прикосновения к обрезанному концу провода. Это означает, что 30 при контроле надежности защиты от прикосновения стандартный контактный щуп не может проникнуть в углубление 26 в виде паза. На фиг.4 показан вид сверху другого ва- 35 рианта конструктивного исполнения корпуса места 10 подключения. Обозначенный позицией 29 указанный корпус по фиг.4 имеет лишь одно углубление 26 в виде паза, ограниченное с обеих сторон двумя высту- 40 пами 17, между которыми находится вводная щель 19, и контактным элементом 24, лапки 23 которого выходят в эту вводную щель 19. Концы этих выступов 17 в корпусе 29 сформированы заподлицо с его боковыми 45 стенками 16 и своими вводными щелями 19 сориентированы вдоль продольной оси углубления 26 в виде паза. ЗО со всех сторон до вгодной щели 19 корпуса 29. Как видно из фиг.8, МРСТЯ подключения 11, установленные на цоколе 7 из изоляционного материала, выполнены в основном также, как и месгэ подключения 10. Поэтому далее идут ссылки на пояснения к фиг.2-7. Одинаковые части или элементы обозначены одинаковыми позициями. Всего на цоколе 7 из изоляционного материала расположены три места 11 подключения, два из которых объединены в соединительный клеммный блок, обозначенный позицией 30 и имеющий один общий корпус 31, а третье место подключения находится в корпусе 12. Позицией 32 обозначены клеммы для внутреннего соединения с выводами конденсатора 8. Места подключения 9 ламповых пзтронов 4 выполнены в основном так же, как и места подключения 10, изображенные на фиг.2, 3. Поэтому на фиг.9 одинаковые части или элементы также обозначены одинаковыми позициями, в связи с чем далее делаются ссылки на пояснения к фиг.2,3. Если корпуса 12, 31 мест 10, 11 подключения (фиг.2,8} со своими вводными щелями 19 и углублениями 26 в виде паза расположены вдоль длины предвключенного аппарата 5 или стартера 6 и, следовательно, вдоль днища 3 светильника (фиг.1), то конструкция памповых патронов такова, что кор пуса 12 закреплены на крепежном основании 33 (фиг.9) соответствующего лзмпового патрона 4 так, что вводные щели 19 и углубления 26 в виде паза расположены поперек используемых газоразрядных ламп и, следовательно, поперек днища светильника. Поэтому при введении во вводную щель 19 проводов, подсоединяемых к ламповым патронам 4, их вдавливание должно происходить под прямым углом к продольной оси симметрии днища 3 светильника. Проводной монтаж светильника 1, охватывающий предварительно установленные схемные элементы 4, 5, 7 и места 9, 10, 11 подключения, осуществляют с помощью промышленного робота или устройства ручного управления перемещением в соответВ отличие or варианта исполнения в со- 50 ствии с фиг.10, 11 или 12, 13, которые ответствии с фиг.2, 3, в котором отрезанный перемещают проводоукладочное устройстконец провода находится рядом с контактво, как это далее описывается со ссылкой на ной зоной, образованной ножевым клеммфиг.13. ным контактом (сравни, например, Проводоукладочное устройство, обознафиг.27-29), при использовании корпуса 29 в 55 ченное общей позицией 34, в устройстве, варианте исполнения, поясненном фиг.4, изображенном на фиг.10,11, установленона обрезанный конец провода (на фиг.4 условсостоящей из двух кронштейнов руке 35 но не показан) будет находится в контактной промышленного робота 36. который имеет зоне, ограниченной двумя ножевыми клемстойку 37, установленную с возможностью мными контактами 24. т.е. внутри закрытого вращения вокруг первой неподвижной вер 31 17003 тикальмой оси 38 вращения, например, посредством привода 39 с шаговым двигателем, которая служит опорой для первою кронштейна 40, причем кронштейн 40 посредством поворотной опоры 41, снабжен- 5 ной дискретным приводом вращения и образующей вторую вертикальную 42 вращения, параллельную первой оси 38 вращения, соединен своим свободным концом со вторым кронштейном, обозначенным пози- 10 цией 43, на внешнем свободном конце которого установлено проводоукладочное устройство 34. В результате совместного действия приводов 39, 41 вторая ось 42 вращения приводится в движение по окружной 15 траектории 44 вокруг первой оси 38 вращения, и в выпрямленном состоянии руки 35 проводоукладочное устройство 34 приводится в движение по траектории 45 движения, имеющей в основном форму 20 окружности, причем связанный с приводной стойкой привод 46 вертикальной подачи обеспечивает управляемое вертикальное перемещение вверх-вниз руки 35 и, следовательно, проводоукладочного устройства 34, 25 С промышленным роботом 36 соединен неподвижный рабочий стол 47, в который встроен транспортирующий механизм, обозначенный стрелкой 48 (фиг. 10) который позволяет последовательно подавать на го- 30 ризонтальную рабочую поверхность рабочего стола 47 предварительно смонтированные светильники 1, изображенные на фиг.1, из места их хранения, обозначенного позицией 49, в рабочую зону проводоукладочно- 35 го устройства 34, ограниченную траекторией 45, имеющей в основном вид окружности, и, как это видно из фиг. 10, 11, светильник во время монтажа находится в основном рабочем положении, обозначен- 40 ном позицией 50. Светильник 1 в рабочем положении, обозначенный позицией 50, закреплен на рабочем столе 47 с соблюдением заданной ориентации. Используемые крепежные средства - известного типа и, поэ- 45 тому, на фиг. 10, 11 и на других чертежах они не показаны. Промышленный робот 36 с программным управлением в пределах упомянутой рабочей области осуществляет подачу проводоукладочного устройства 34 к любому 50 месту внутри светильника 1 и перемещение устройства 34 внутри светильника 1 по определенному пути, заданному программой. Вышесказанное в основном справедливо и для случая применения устройства 51 55 ручного управления перемещения портального типа, показанного на фиг. 12, когда предварительно смонтированный светиль- . ник 1 закреплен с соблюдением определенной ориентации на размещенном на 32 неподвижном рабочем столе 52 на опорном основании 53. предназначенном для его размещения, а проводоукладочное устройство 34 установлено на каретке 54, которая установлена на портале 55 с возможностью свободно программируемого перемещения в указанном двунаправленной стрелкой направлении X, причем она может также двигаться в поперечном указанном двунаправленной стрелкой направлении Y. Кроме того, проводоукладочное устройство 34 установлено с возможностью вращения вокруг вертикальной оси 56 вращения (ось С). Для перемещения вдоль каждой из осей X, Y, С, а также вдоль оси вертикального перемещения (ось 2) предусмотрены отдельные дискретные шаговые приводы, управление которыми осуществляется от программируемого контроллера, причем эти приводы осуществляют подачу проводоукладочного устройства 3 к любому месту внутри жестко закрепленного предварительно смонтированного светильника 1 по заранее заданной программой траектории. Перемещение проводоукладочного устройства 34 и предварительно смонтированного светильника 1 относительно друг друга, необходимое для прокладки проводов, т.е. для осуществления проводного монтажа мест 9, 10, 11 подключения в предварительно смонтированном светильнике 1, может осуществляться с помощью устройства, изображенного на фиг. 13. В этом устройстве предварительно смонтированный светильник 1 закреплен с помощью опорного основания 53 для размещения светильника на двухкоординатном (X, Y) столе 57, координатные оси X, Y которого обозначены двунаправленными стрелками. Проводоукладочное устройство 34 установлено на устройстве 58 позиционирования, расположенном на жестко закрепленном над двухкоординатным столом 57 несущим элементе 59, причем это позиционирующее устройство может обеспечить вертикальное перемещение проводоукладочного устройства 34 в направлении оси 2 (обозначенной двунаправленной стрелкой) и его вращение вокруг вертикальной оси 56 (ось С). В этом устройстве, как и в устройстве, рассмотренном выше, имеются дискретные приводы для перемещения по координатным осям, управление которыми осуществляется от программного контроллера так, что производится подача проводоукладочного устройства 34 к любому месту внутри светильника 1 по заранее заданной траектории перемещения, определенной программой, причем приводы перемещения по осям X, Y связаны с двухкоординатным столом 57, а 33 17008 приводы перемещения по осям Z, X связаны однако он может быть также установлен с с устройством позиционирования 58. возможностью перемещения вдоль вертиСамо проводоукладочное устройство 34 кальной оси Z вверх и вниз и снабжен управимеет гак называемую проводоукладочную ляемым соответствующим образом головку 60, корпус 61 которой состоит из 5 исполнительным устройством регулированескольких частей и закреплен на руке 35 ' ния положения, расположенным в корпусе промышленного робота 36 (фиг. 10), или на 61. Это перемещение показано пв фиг.12 каретке 54 (фиг. 12), или на устройстве позидвунаправленной стрелкой 72. Как, наприционирования 58 (фиг. 13). На нижней сторомер, видно из фиг. 14. сбоку от вертикальной не корпуса 61 установлен вертикальный 10 плоской боковой поверхности 64 проводоукпроводоукладочный палец 62, который имеладочного пальца 62, на которой находится ет в основном прямоугольное поперечное выходной конец 73 канала 63, служащего сечение и содержит внутри L-образный канаправляющей для провода, на некотором нал 63, служащий направляющей для проворасстоянии от этой поверхности установлен да, который оканчивается на участке 15 выполненный в виде плунжера 74 прижимбоковой стенки 64 на небольшом расстояной элемент, который, как видно из фиг.12, нии от плоской поверхности основания 65 13, установлен на корпусе 6t и может перепроводоукладочного пальца 62. Имеющийся мещаться под действием расположенного внутри проводоукладочного пальца 62 канал внутри этого корпуса исполнительного при63, служащий направляющей для провода 20 вода вдоль вертикальной оси 2 вверх и вниз. (фиг. 14), простерт в корпусе проводоуклаУправление перемещением плунжера 74 дочной головки 60 в направляющей трубке осуществляется от блока управления в зави66, с которой связана одна из двух пар ленсимости от перемещения проводоукладочтопротяжных роликов 67 (фиг. 12, 13) с наденого устройства 34 по программе в тыми на них бесконечными приводными 25 соответствии с предлагаемым способом. Солентами 68 ленточного привода, предназнаединенный с плунжером 74 датчик 75 выдает ченного для подачи провода, обозначенного в блок управления сигнал обратной связи, позицией 69. характеризующий положение поверхности Приводные ленты 68, расположенные основания плунжера 74 и представляющего вместе так, что их ветви параллельны друг 30 собой сигнал давления, действующего на другу и находятся на небольшом расстоянии его опорную поверхность 75, что обеспечидруг от друга, кинематически связаны повает возможность точной установки высоты средством лентопротяжных роликов 67 с диположения поверхности 78 основания плунскретным приводом, который осуществляет жера 76 относительно выходного конца кауправляемое перемещение этих лент, синх- 35 нала 62, служащего направляющей для ронизированное с перемещением предвапровода. рительно смонтированного с На вертикальной боковой поверхности перемещением предварительно смонтиро64 проводоукладочного пальца 62 с возможванного светильника 1 и проводоукладочноностью перемещения вверх и вниз установго устройства 34 относительно друг друга, 40 лен отрезной нож 76, с которым соединен которое может обеспечиваться при выполрасположенный внутри корпуса 61 приводнении проводного монтажа с помощью устной механизм, не показанный на чертежах. ройств, изображенных на фиг. 10-13. Нож 77 на своем нижнем конце имеет режущее лезвие 78 (см. фиг. 16) и может перемеИзмерительная система, подключенная к ленточному приводу, предназначенному 45 щаться из нерабочего положения показанного на фиг.14, 16, 17, в рабочее для подачи провода 69, в конструкцию котоположение, показанное на фиг.27, в котором рого входит измерительное колесо 70 и прион ровно отрезает конец провода 69, выстуводной ролик 7 1 , упруго поджатые в пающий наружу из выходного конца 73 капозиции зацепления, позволяет точно отмерять величину перемещения подачи прово- 50 нала 63, служащего направляющей для провода 69. При этом режущее лезвие 78 да 69 независимо от проскальзывания, ножа пересекает отверстие выходного конвозникающего между бесконечными лентаца 73 канала, и нижняя сторона 79 выходной ми 68 ленточного привода, в результате чего кромки канала 63, служащего направляюобеспечивается надежная синхронизация движения подачи провода или с движением 55 щей для провода, действует как неподвижный нож, как это видно из фиг.27. робота 36, или с движением перемещения устройства 51 ручного управления или двиВозможны также и другие варианты исжением двухкоординатного стола 57. полнения, в которых нож 77 соединен с инПроводоукладочный палец 62, как прадивидуальным неподвижным ножом, вило, неподвижно закреплен на корпусе 60; 17008 зультате чего значительно повышается надежность защиты от прикосновения. В то же время за счет упомянутого отклонения обеспечивается механическая фиксация конца провода в месте 11 подключения. 5 На этом проводной монтаж от места 10 подключения к месту 11 подключения заканчивается. Нож 77 возвращается в свое крайнее нерабочее положение, согласно фиг.28. Затем плунжер 74 возвращается в свое 10 крайнее нерабочее положение и проводоукладочный палец 62 с помощью промышленного робота 36 поднимается вверх, что обеспечивает исходное положение для следующего этапа проводного монтажа в све- 15 тильнике 1. Это исходное положение показано на фиг.29. При выполнении проводного монтажа может возникать необходимость в осуществлении "проходного" проводного монтажа 20 провода 69, например на месте 11 подключения. В этом случае исключается операция обрезания провода согласно фиг.27, 28; после состояния, показанного на фиг.26 плунжер 74 под действием сигнала от блока 25 управления вновь возвращается в свое крайнее нерабочее положение, как предусмотрено программой, после чего промышленный робот 36 осуществляет перемещение проводоукладочного устрой- 30 ства 34 и, вместе с ним, проводоукладочного пальца 62, по заданной программной траектории перемещения к следующем месту подключения. Это наглядно поясняется фиг.31-33: 35 Следующим местом подключения является место 10 подключения правого предвключенного аппарата 5 на фиг.1. При этом провод должен пройти над предвключенным аппаратом 5. Как видно из фиг.2, пред- 40 включенный аппарат имеет на верхней стороне по одному опорному держателю 86 для проводов 69, выполненному в виде гребенки, имеющей ряд расположенных параллельно фиксирующих канавок или пазов 87 45 полукруглого поперечного сечения, в которые через вводные щели 88 может быть вдавлен провод 69. При прокладке провода от места 11 подключения к месту 10 подключения (фиг.26 и 50 31) промышленный робот 36 по заранее заданной траектории перемещения доставляет проводоукладочный палец 62 сначала к соответствующему опорному держателю 86. После позиционирования проводоукладоч- 55 ного пальца 62 вышеописанным способом, осуществленного с помощью системы 82 обработки изоГіражений, плунжер 74 опускается вниз и вдавливает провод 40 самостоятельно или вместе с проводоукладочным пальцем 62, в один из фиксирующий пазов 87. Затем плунжер 74 снова возвращается в свое крайнее нерабочее положение; проводниковый палец 62 поднимается вверх и направляется к следующему опорному держателю 86, где повторяется предыдущая операция. Затем проводоукладочный палец 62 подают к месту 10 подключения вышеописанным способом и осуществляют позиционирование над ним, после чего плунжер 74 перемещается до тех пор, пока его опорная поверхность 76 не будет прилегать к участку 84 провода, выступающему наружу из выходного конца 73 канала. Части или элементы занимают положение, показанное на фиг.32. При опускании проводоукладочного пальца 62 и плунжера 74 происходит не только ориентация участка 84 провода в горизонтальном направлении, обеспечение для него надежной опоры описанным выше путем, фиксация во вводной щели 19 и контактирование его в щелевом зазоре 25 ножевого клеммного контакта, но и происходит наконец наклон провода 69 вниз в результате изгиба до уровня, на котором находится ножевой клеммный контакт 24. После того как контактирование обеспечено, части и элементы занимают положение, показанное на фиг.ЗЗ. Следующим этапом может быть обрезание провода 69 (согласно фиг.27) или монтаж этого провода на другом месте подключения, например на месте 9 подключения цоколя 4 лампы. Поскольку у лампового цоколя 4 вводные щели 19 на местах 9 подключения ориентированы поперек длины светильника, промышленный робот 36 должен осуществить поворот проводоукладочного устройства 34 и, в частности, корпуса 61 проводоукладочной головки 60 вместе с проводоукладочным пальцем 62 и плунжером 74 на 90 градусов вокруг вертикальной оси (ось С) до того, как изогнутый участок провода будет введен во вводную щель вышеописанным способом. На фиг.ЗЗ, 34 наглядно показывают непосредственный проводной монтаж предварительно смонтированного светильника 1, осуществляемый посредством вышеописанных операций предлагаемого способа для обоих случаев: для случая обрезания провода 69 после достижения им места 11 подключения (фиг.27) и для случая осуществления "проходного" проводного монтажа через это место подключения (фиг.31). Z 0) МИф 80011 1700В ЇЇ Фиг. З Фиг. 4 V \ 25 / 27 27 *-ш Фиг. 5 Фиг. 6 Фиг. 7 6 миф нои/1 17008 35 /V I Фиг. 10 Фиг. 11 £1 миф I J_ I 19 8001V і mm ю Фиг. 14 91 миф QQOLi 17008 Фиг. 16 Фиг. 17 02 ' 61 миф 21 " 800/. І 17008 62 -І Фиг. 21 Т К. м м Фиг. 22
ДивитисяДодаткова інформація
Назва патенту англійськоюWiring method by wire of connection places of electric apparatus or element blocks (and device for to realize it)
Автори англійськоюMews Hans- Peter
Назва патенту російськоюСпособ монтажа проводом мест соединений электрических приборов или блоков элементов (и устройства для его осуществления)
Автори російськоюМевс Ганс- Петер
МПК / Мітки
МПК: H01R 43/28, H05K 13/06
Мітки: здійснення, проводом, пристрої, місць, монтажу, елементів, приладів, спосіб, з'єднань, електричних, блоків
Код посилання
<a href="https://ua.patents.su/36-17008-sposib-montazhu-provodom-misc-zehdnan-elektrichnikh-priladiv-abo-blokiv-elementiv-ta-pristro-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу проводом місць з’єднань електричних приладів або блоків елементів та пристрої для його здійснення</a>
Спосіб монтажу каркасу будинків із збірних залізобетонних рам і пристрій для його здійснення
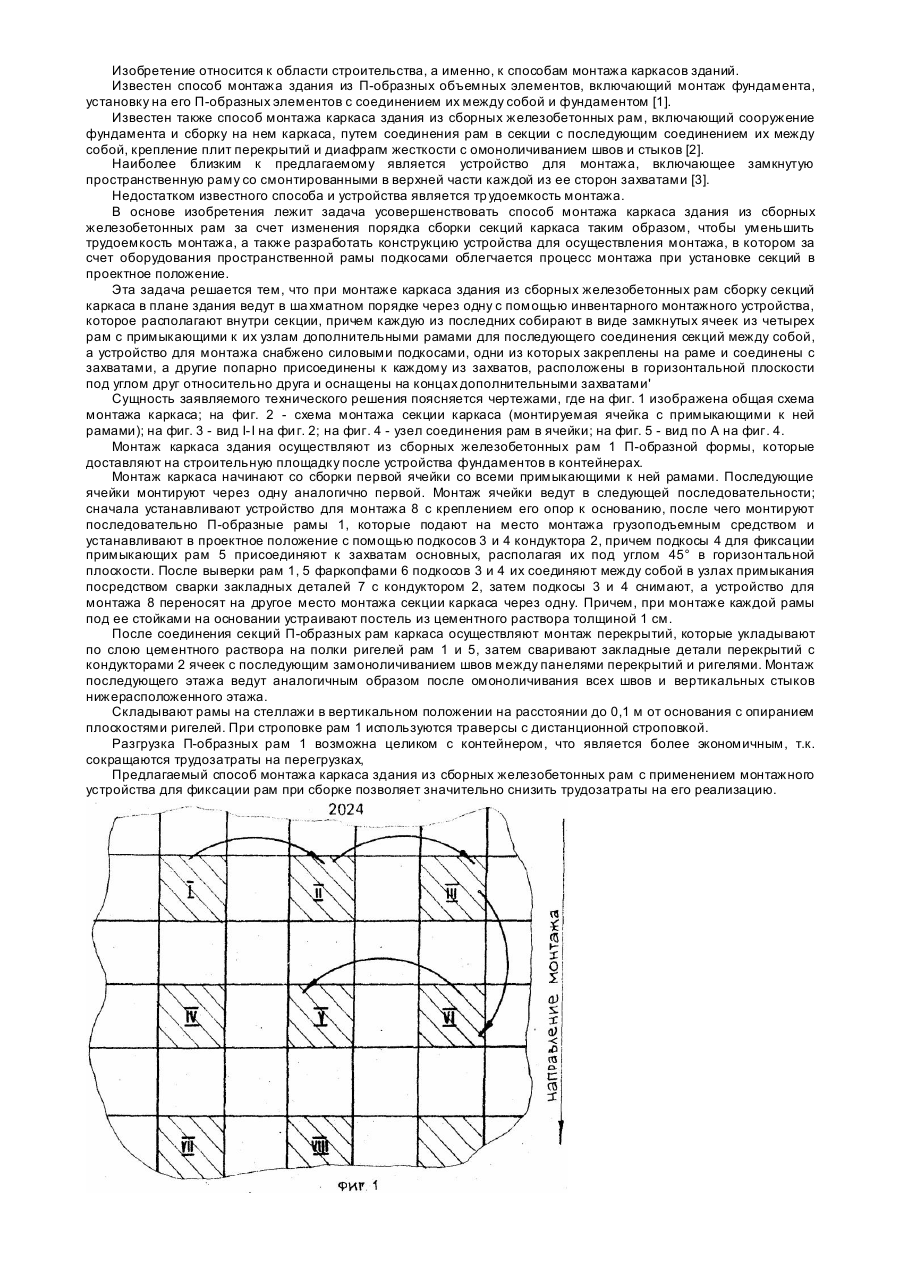
Номер патенту: 2024
Опубліковано: 20.12.1994
Автори: Шмуклер Валерій Семенович, Тумаркін Лев Вульфович, Бедім Василь Дмитрович, Щербак Олексій Миколайович, Каганов Анатолій Ільіч
МПК: E04G 21/24
Мітки: пристрій, каркасу, рам, збірних, здійснення, спосіб, залізобетонних, монтажу, будинків
Формула / Реферат:
1. Способ монтажа каркаса здания из сборных железобетонных рам, включающий сооружение фундамента и сборку на нем каркаса путем соединения рам в секции с последующим соединением их между собой, крепление плит перекрытий и диафрагм жесткости с омоноличиванием швов и стыков, отличающийся тем, что сборку секций каркаса в плане здания ведут в шахматном порядке через одну с помощью инвентарного монтажного устройства, которое располагают внутри...
Спосіб монтажу ізоляційних елементів на стержень
Номер патенту: 13097
Опубліковано: 28.02.1997
Автори: Яшин Юрій Миколайович, Соломатов Володимир Миколайович, Шупік Микола Семенович
МПК: H01B 17/02, H01B 19/00
Мітки: стержень, ізоляційних, монтажу, спосіб, елементів
Формула / Реферат:
(57) Способ монтажа изоляционных элементов на стержень, при котором изоляционные элементы с осевыми отверстиями формируют в пакет, на сопрягаемые поверхности стержня и изоляционных элементов наносят герметик, один из концов пакета стыкуют со стержнем и пакет надвигают на последний, отличающийся тем, что изоляционные элементы формируют в пакет путем их нанизывания с зазором на оправку, используют в виде полого стержня, один из торцов которого...
Засіб монтажу валків двовалкової зубчастої дробарки та пристрій для його здійснення
Номер патенту: 1369
Опубліковано: 25.03.1994
Автори: Соколовський Юрій Олександрович, Асс Віктор Львович, Трубчанін Віктор Іванович, Лаєвський Фелікс Леонідович, Лаєвський Леонід Семенович, Добровольський Леонід Миколайович
МПК: B02C 4/28
Мітки: монтажу, зубчастої, засіб, дробарки, двовалкової, здійснення, пристрій, валків
Формула / Реферат:
1. Способ монтажа валков двухвалковой зубчатой дробилки, включающий установку осей валков параллельно друг другу, поворот валков и/или их дробящих органов вокруг оси вращения во взаимосогласованное положение при их вращении, закрепление валков и/или их дробящих органов и фиксацию валков на раме, отличающийся тем, что, с целью повышения качества дробленого продукта путем снижения в нем выхода мелких классов за счет повышения точности...
Спосіб скріплення блоків і машина для його здійснення
Номер патенту: 13278
Опубліковано: 28.02.1997
Автори: Сеник Дмитро Миколайович, Запоточний Василь Йосифович
МПК: B42C 9/00
Мітки: спосіб, блоків, скріплення, машина, здійснення
Формула / Реферат:
(57)1. Способ скрепления блоков, включающий транспортирование скомплектованного блока между технологическими операциями фрезерования на корешке, нанесение клея, упрочнения корешка и его сушки, отличающийся тем, что прифрезеровании осуществляют образование поперечных прорезей на корешке с заданным интервалом по всей его длине, при этом клей наносят на плоскость корешка и впоперечные прорези, после чего укладывают в прорези армирующие нити,...
Спосіб електричних випробувань дискретних елементів
Номер патенту: 4074
Опубліковано: 27.12.1994
Автор: Ляшенко Купріян Феоктистович
МПК: G01R 31/28
Мітки: дискретних, випробувань, електричних, спосіб, елементів
Формула / Реферат:
Способ электрических испытаний дискретных элементов, заключающийся в том, что на выход испытуемого дискретного элемента в закрытом состоянии подают от нагрузки заданный уровень напряжения, а на управляемый вход элемента подают импульсы, отличающийся тем, что напряжение от нагрузки подают на группу объединенных своими выходами однотипных элементов, импульсы на каждый элемент группы подают с временными интервалами, обеспечивающими поочередное...
Попередній патент: Спосіб виділення желюючих та клеючих речовин з водоростей
Наступний патент: Зубна паста
Випадковий патент: Препарат для профілактики і терапії залізодефіцитної анемії, стресу та корекції метаболізму у тварин