Спосіб скріплення блоків і машина для його здійснення
Номер патенту: 13278
Опубліковано: 28.02.1997
Автори: Сеник Дмитро Миколайович, Запоточний Василь Йосифович
Формула / Реферат
(57)1. Способ скрепления блоков, включающий транспортирование скомплектованного блока между технологическими операциями фрезерования на корешке, нанесение клея, упрочнения корешка и его сушки, отличающийся тем, что прифрезеровании осуществляют образование поперечных прорезей на корешке с заданным интервалом по всей его длине, при этом клей наносят на плоскость корешка и впоперечные прорези, после чего укладывают в прорези армирующие нити, которые обрезают на ширину корешка и фиксируют нити полоской бумаги на корешке.
2. Машина для скрепления блоков, содержащая устройство для транспортирования блоков, устройство для фрезерования на корешке, клеевой аппарат, включающий ванну с термостатирующим элементом и клеенаносящий цилиндр, устройство для уп
рочнения корешка блока и сушку, отличающаяся тем, что устройство для фрезерования на корешке выполнено в виде цилиндра с набором дисковых инструментов, установленных с возможностью перестановки на заданный интервал, клеенаносящий цилиндр клеевого аппарата выполнен сборным и содержит зубчатые кольца для аккумуляции клея, установленные с возможностью регулирования расстояния между ними в соответствии с расстояниями между дисковыми инструментами, устройство для фрезерования, устройство для упрочнения корешка выполнено в виде вала с укрепленной на нем пространственной звездой, установленных на лучах звезды параллельно оси вала штанг с тарельчатыми зажимами для натяжки армирующих нитей, расположенных с интервалом соответствующим расстоянию между дисковыми инструментами, причем вал пространственной звезды установлен в направляющих с возможностью возвратно-поступательного перемещения по вертикали, при этом машина дополнительно содержит связанный с валом заезды механизм циклового поворота звезды и цикловой механизм совместного перемещения клеевого аппарата и устройства для фрезерования относительно корешка блока.
3. Машина по п.2, отличающаяся тем, что устройство для упрочнения корешка снабжено механизмом для отрезки нитей, имеющим пластинчатые ножи, установленные относительно плоскости перемещения корешка блока с возможностью перестановки их по ширине корешка.
Текст
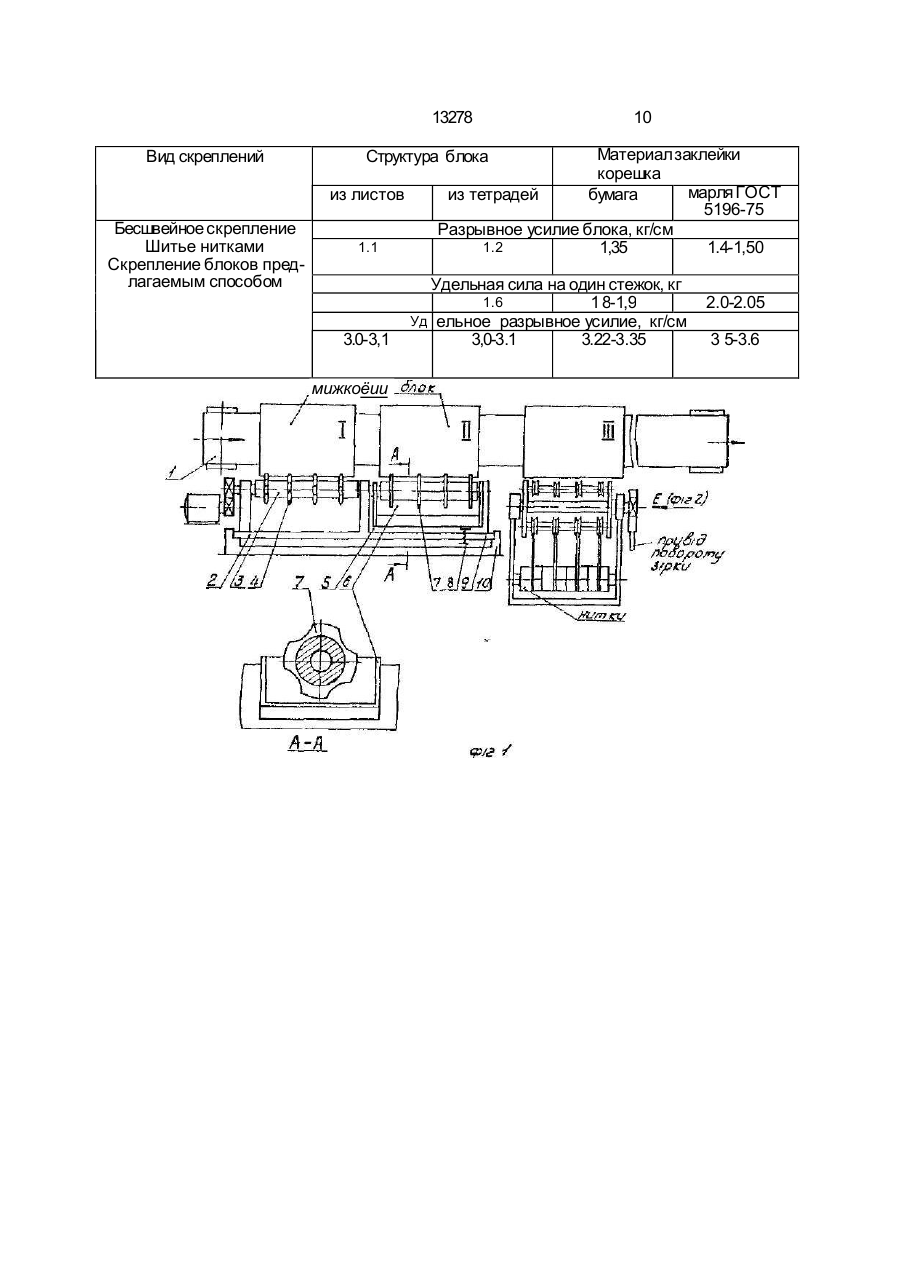
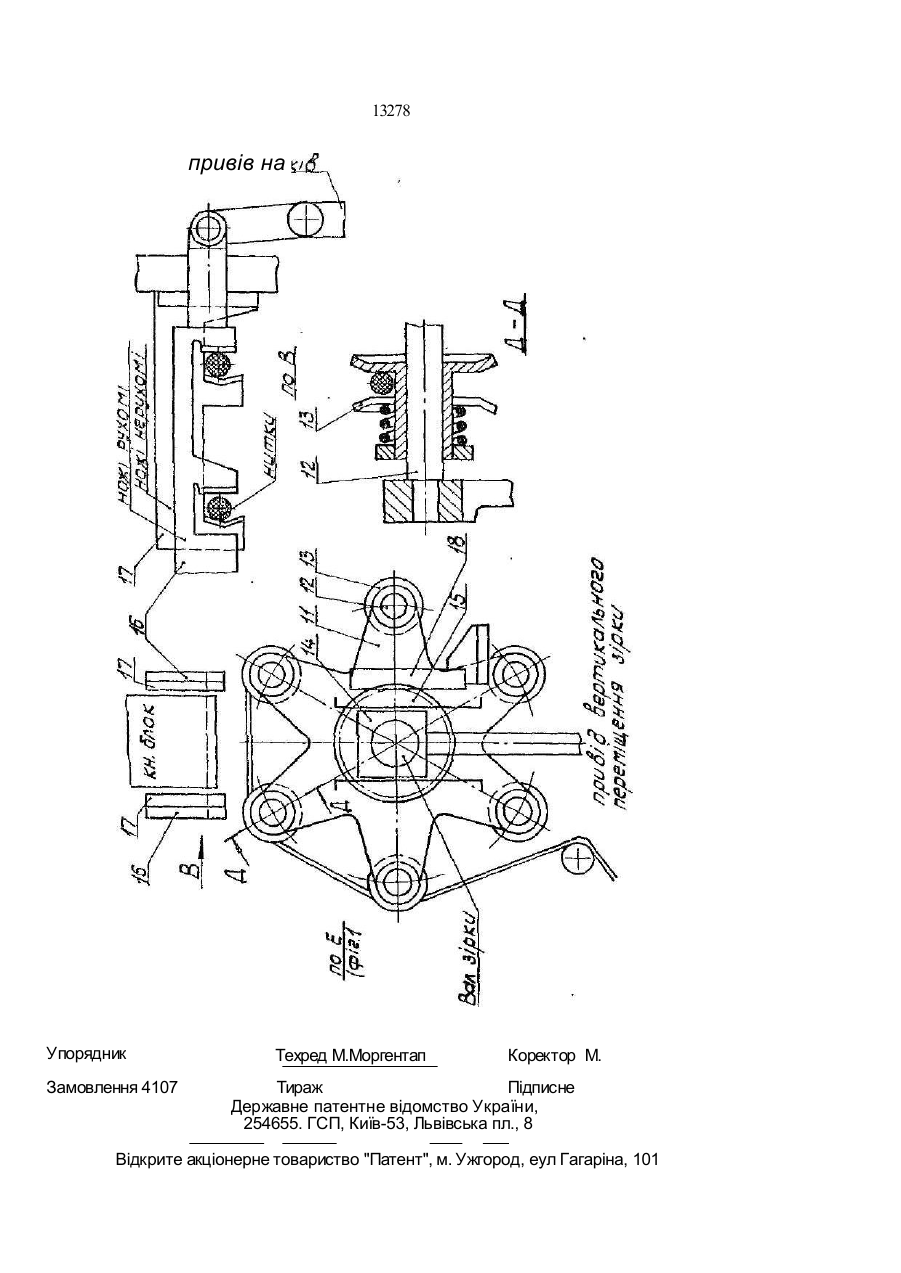
1. Способ скрепления блоков, включаю щий транспортирование скомплектованно го блока между технологическими операциями фрезерования на корешке, на несение клея, упрочнения корешка и его сушки, о т л и ч а ю щ и й с я тем, что при фрезеровании осуществляют образование поперечных прорезей на корешке с задан ным интервалом по всей его длине, при этом клей наносят на плоскость корешка и в поперечные прорези, после чего укладыва ют D прорези армирующие нити, которые обрезают на ширину корешка и фиксируют нити полоской бумаги на корешке. 2. Машина для скрепления блоков, содержащая устройство для транспортирования блоков, устройство для фрезерования на корешке, клеевой аппарат, включающий ванну с термостатирующим элементом и клеенаносящий цилиндр, устройство для уп рочнения корешка блока и сушку, отличаю щ а я с я тем, что устройство для фрезерования на корешке выполнено в виде цилиндра с набором дисковых инструментов, установленных с возможностью перестановки на заданный интервал, клеенаносящий цилиндр клеевого аппарата выполнен сборным и содержит зубчатые кольца для аккумуляции клея, установленные с возможностью регулирования расстояния между ними в соответствии с расстояниями между дисковыми инструментами, устройство для фрезерования, устройство для упрочнения корешка выполнено в виде вала с укрепленной на нем пространственной звездой, установленных на лучах звезды параллельно оси вала штанг с тарельчатыми зажимами для натяжки армирующих нитей, расположенных с интервалом соответствующим расстоянию между дисковыми инструментами, причем вал пространственной звезды установлен в направляющих с возможностью возвратно-поступательного перемещения по вертикали, при этом машина дополнительно содержит связанный с валом заезды механизм циклового поворота звезды и цикловой механизм совместного перемещения клеевого аппарата и устройства для фрезерования относительно корешка блока. 3. Машина по п.2, о т л и ч а ю щ а я с я тем, что устройство для упрочнения корешка снабжено механизмом для отрезки нитей, имеющим пластинчатые ножи, установленные относительно плоскости перемещения корешка блока с возможностью перестановки их по ширине корешка. 13278 Изобретение относитс я к облас ти полиграфического произиодс тва, о час тнос ти к производс тву книжных, брошюрных блоков м беловой продукции (блокнотов, альбомов, бланочной продукции) бесш вейным с пос обом, Извес тен с пос об бесшвейного скреплеН-1Я [1] с удалением (с резкой) корешковых смібов тетрад ей, заключающийся в том, что под обранные комплекты тетрад ей транс портируются в заж имах от позиции к позиции, гд е выполняютс я операции: с резка фальцев, торшонирование (рых ление) корешка, нанесение на срезанну ю час ть копешка клея и сушка. Извес тен способ бесшвейного.скреплеимя [2], выбранный п качес тве прототипа, с час тичным уд алением корешковых сгибов тетрад ей, заключающийся в том, что скомплектованный блок транспортируется к позициям, где производят с резку только средней час ти корешкового полл блока и заполняю т ее клееч или клеем с волокнис той тканью (ад-эр л ей). Извес тн а маш ин а д ля б ес ш вейного скрепления блокоо Панд а (фирма МюлерМартими). выбранная п качес тве прототипа ПЗ которая с од ержит транс портирующ ее устройс тво с зажимами для блоков, устройство д ля фрезерования корешка, клеевой глпарат, ус тройс тво д ля упрочнения кореш к-1 блока марлей (ипи прик лейк а мягкой обложки), клееной аппарат включает ванну с тормос татирующим э лементом и клеенэносяіций цилинд р. Недос таток извес тного спос оба и мзш иKLI сос тоит и том. что не обеспечивается необх од имая прочнос ть и д олговечнос ть блока. Ото объясняетс я с лабыми связями волокон лис га с клеевой пленкой, которые завили о т с тру кту ры бу маги, д инамики склоиоония, ус ловий эксплу атации книги. Дополнительная обработка - торшонирова!ыс после срезки фальцев тетрадей и другие эспомогатепьные операции - х отя и увеличивают площадь контакта с клеевой пленкой, од нако расш атывают волокна лис та, иоледстсиз чего прочность их связей с клеем пад ает Ч ас тичная фрезеровка корешкового поля с пос ледующим заполнением прорезей клеем или приклейка о э той зоне марли (или дру гой волокнис той ткани) х отя и с поеобегрует некоторому у прочнению корешка блока, однако не оказывает сущес твенного плияння на прочнос ть и долговечнос ть киип\ зато привод ит к ее плох ой рзскрываемог.ти. к увеличению массы клея в корешковой час ти Плока, что снижает его упругос ть, так с dK клеоасй с лой и прок леенная ткань (мар ля) образует жес ткую клеевую прокладку после сушки (2 с. 390, 413). Цель изобретения с ос тоит о повышении прочнос ти (д олговечнос ти) книжного блока, 5 экономии материала. Указанная цель д ос тигается тем, что в способе скрепления блоков осущес твляют фрезерование на корешке, нанес ение клея, у проч нение кореш ка и его с уш ку , прич ем 10 фрезерование поперечных прорезей на корешке осущ ес твляют с заданным интервалом по вс ей д лине кореш ка, пос ле чего наносят клеевой слой на плоскос ть и в поперечные прорези, уклад ывают в прорези э р15 миру ющ ие ни ти, ко то рые обр езаю т н а ширину корешка и фикс иру ют нити полоской бу маги на кореш ке. В машине для скрепления и реализации с пос оба, с од ержащей транс портиру ющ ее 20 ус тройс тво блоков, ус тройс тво д ля фрезерования на корешке, клеевой аппарат, включающ и й в а н ну с те р м о с та ти р у ющ и м элементом и клеепанос ящий цилинд р, ус тройс тво д ля у проч нения корешка блока и 25 сушку, ус тройс тво д ля фрезерования на корешке выполнено в вид е цилинд ра с набором д исковых инс трументов ус тановленных с возможнос тью перес тановки на заданный интервал, клеенанос ящ ий цилинд р клеево30 го аппарата выполнен с борным и сод ержит зубчатые кольца д ля аккуму ляции клея, установленные с возможнос тью регу лирования расс тояния между ними в с оответс твии с расс тояниями между д исковыми инс тру 35 ментами устройс тва для фрезерования, устр о йс тв о д л я у пр о ч н ен и я к о р еш к а выполнено в БИДЄ укрепленной на валу пространс твенной звезды, на лучах которой пара л ле ль н о ос и у с та нов л ен ы ш т анг и с АО тарельчатыми элементами для натяжки армиру ющих нитей, рас положенных с интервалом соответс твующим расс тоянию между дисковыми инс тру ментами. При э том вал прос транс твенной звезд ы ус тановлен в на45 правляющих с возможнос тью возвратно-пос ту пательног о д вижения по вертикали и связан с мех анизмом циклового поворота звезд ы и машина дополнительно сод ержит цикловой механизм совмес тного перемеще50 ния клеевого аппарата и ус тройс тва д ля фрезерования относительно корешка блока. Кроме э того, ус тройс тво с набжено механизмом д ля обрезки нитей, плас тинчатые ножи которого у с тановлены относ ительно пло55 скос ти корешка блока с возможнос тью перес тановки их по ш ирине корешка. Именно фрезерование поперечных прорезей д исковыми инс трументами, нанесение клел на плоскос ть корешка и в прорези сборным клеенанос ящ им цилинд ром с зу б 13278 чатыми кольцами д ля аккумуляции клея, армирование корешка блока нитками с уклад кой их в прорези при помощи мех анизма прос транс твенной звезд ы и заклейка корешка полоской бу маги (или окантовка) и сушка обеспечивают, с оглас но способу, повыш ение прочнос ти и долговечнос ти книж ног о б л ок а з а с ч е т с озд а ни я ед ин о й соединительной ос новы из клея, армиру ющих нитей и дополнительной фиксирующей полоски бумаги прочно скрепляющ их отдельные лис ты и тетрад и в блоке. Пример осущес твления пред лагаемого способа скрепления блоков на машине д ля скрепления блок а (фиг. 1): в транс портирую щее устройс тво вводятся блоки, которые пер ем ещ аяс ь с з ад а н н ым и н те рв а л о м прох од ят пос лед овательную тех нологическую обработку. В позиции I (фиг. 1) осущес тв л яе тс я фр е з е ро в ан и е п оп е р еч н ых прорезей дисковыми инс трументами на глу бину 2-2, 5 мм при скреплении отд ельных лис тов, но не более толщины фальца тетради при скреплении блока, с ос тоящ его из отдельных тетрад ей. Р асс тояние между дисковыми инс трументами и их количес тво обусловлено форматом издания и его назначением, так как опред еляет проч нос ть скрепления. В позиции II производ ят нанесение клея на плоскос ть корешка и в прорези с борным клеенанос ящим цилиндром с зубчатыми к ольцами для аккуму ляции к лея. Расстояние между зубчатыми кольцами и их количес тво ус танавливается в соответс твии с положением д исковых инс тру ментов. Р егулируется также положение клеенаносящ его ци л и нд р а о тнос и те льн о п лос к ос ти корешка. В позиции 111 осуществляют упроч нение корешка пу тем укладки в прорези арми ру ющ их н и те й и о б ре зк и н и те й п о ширине кореш ка. В позиции ІУ производят прик лейку фикс иру ющей полос ки бумаги к плос кос ти корешка и перевод блока в су шильное ус тройс тво, пос ле чего листы и тетрад и в кореш ке блока проч но с вязаны между собой армирующими нитями, клеем и фикс ирующей полоской бумаги. Маш ина д л я с креп ления б локов по пред лагаемому спос обу (фиг. 1, 2) содержит транс портирующее ус тройс тво 1 д ля зажима и перенос а блоков к тех нологическим позициям; ус тройс тво д ля фрезерования на корешке блока 2, включающее цилинд р 3 с набором дисковых инс трументов 4, привод цилинд ра {на чертеже не пок азан). К леевой аппарат 5 сод ержит ванну 6 с термос татирующим э лементом, с борный клеенаносящий цилиндр с зу бчатыми кольцами 7 д ля аккумуляции клея и регулировочные болты 8 д ля ус тановки клеевого аппарата относ и тельно плос кос ти корешка и привод клеенаноснщ его цилиндра. При э том ус тройс тво д ля фрезерования и клеевой аппарат с монтированы на ед ином ползуне 9, с возможно 5 с ты о ег о в о зв р а тн о - п ос ту п а те л ь н ог о движения в с танине 10 от циклового механизма (на чертеже не показан). Ус тройс тво д ля у проч нения корешка включае т мех ани зм прос транс тве нно й 10 звезд ы 11 ( фиг. 1 и 2), на лучах которой параллельно оси укреплены ш тзнги 12 с тарельчатыми зажимами 13, механизм вертикального перемещения вала звезд ы 14 от циклового мех анизма, мех анизм поворота 15 звезды 11, включающий зу бчатое колесо 15, укрепленное на валу звезд ы, и неподвижно закрепленную на с танине рейку 18 и механизм обрезки нитей с плас тинчатыми под виж ными нож ами 16 и непод виж ными 20 ножами 17. Маш ина работает с ледующим образом. Пос ле ксмплектопки блок выравнивается по корешку и ввод ится в транспортиру-ющее ус тройс тво 1 ( фи г . 1 ) , которое 25 перенос ит блок к тех нологическим позициям, где осущ ес твляетс я: в позиции I - фрез е р о в а н и е п о п е ре ч н ых п р о р е з е й н а кореш ке при помощи д исковых инс трументов 4, у с тановленных на цилинд ре 3. В 30 позиции II при помощ и с борного клеенаносящ его цилиндра с зубчатыми кольцами 7 осущес твляют нанес ение клея на плоскость корешка и в образованные поперечные прорези. В позиции III осущес твляют уклад 35 ку в прорезки корешка армиру ющ их нитей и их обрезку с двух с торон по ш ирине к орешка. Нити под ают из бобины с помощью прос транс твенной звезд ы 11 (фиг.1, фиг.2). Вал прос транс твенной звезд ы, ус таноьлен40 ный в проушины ползу на 14, соверш ает вертикальное перемещение под д ейс твием циклового мех анизма (на чертеже не показан), в резу льтате чего армирующие нити ввод ят о прорези кореш ка. При э том, нити 45 также свобод но вх одят между лезвиями непод вижных 17 и подвижных 16 ножей, расположенных с двух сторон корешка блока на необх одимом уровне по ш ирине корешка. В крайнем верхнем положении прос транс т50 венной звезды с армиру ющими нитями под в иж н ый но ж 1 0 с ов е рш а е т р е зк о е перемещение при помощи циклового механизма (на чертеже не пок азан), в результате чего армирующие нити обрезаются. 55 В период опу с кания прос транс твенной звезд ы жес тко связанное с валом звезд ы зубчатое колесо 15 обкатыоается по неподвижной рейке 18, вс ледс твие чего происходит поворот звезд ы на необх од имый угол. При этом очередной пучок натяну тых между 13278 8 тарельчатыми зажимами ниток поворачивает^ "Атлас"), капроновыми нитками. и становится параллельным плоскости Объем блока до 14 тетрадей чор^шка. В позиции IV происходит приклейка блоки, скрепленные бесшвейным метои лрикатка полоски бумаги по размерам дом по существующей технологии па машикорешка блока. После этого блок переводят 5 не БК-П линии "Темп" (2 с 418), в сушильный бункер для дальнейшей обраРезультаты сравнительных исследоваботки. ний приведены в таблице. Предлагаемый способ скрепления блока и машина для реализации этого способа 10 обеспечивает надежное скрепление блока, состоящего как из отдельных листов, так и подобранного из тетрадей, что обеспечивает применение машины в книжно-журнальном и беловом производстве, а при 15 акпючеиии предлагаемой машины в поточную линию по обработке книг может заменить технологические принципы шитья книжных блоков нитками, исключив из технологической цепи ниткошвейные машины. 20 Необходимо учесть, что производство толстых журналов с применением способа бес-швейного скрепления по прототипу порождает брак и в несколько раз снижает их долговечность Применение предлагав- 25 •лого способа для скрепления толстых журналов повысит их долговечность. Сравнительные исследования величины разрывного усилия блоков, скрепленных по предлагаемому способу и сущезствуюше- 30 му бесшпемиому способу, а также блоков сшитых на ииткошвейной машине БНШ-6, дали оозможность оценить степень прочности блока в зависимости от его структуры (блок из отдельных листов или блок из тет- 35 рздей), вида материала, которым заклеен корешок и способа скрепления блока. Дпя сравнительных исследований приняты: формат издания 60x88/16 40 количество тетрадей до 14 шт. толщина блоков из листов до 20 мм бумаги с поверхностной плотностью 60 г/м2 клей поливинил- 45 ацетатная эмульсия ПВАД толшинз клеевой пленки до 0,5 мм глубина проникновения клея 50 между тетрадями (от уровня корешка) до 1,5 мм глубина прорезей до 2,5 мм блоки сшитые на ниткошвейном автомате БНШ-6 (фабрика 55 В результате исследований выявлено: 1. Скрепление книжного блока с исполь зованием предлагаемого способа (при по мощи армирующих ниток) повышает разрывное усилие в дра три раза по сравне нию с традиционным способом бесшвейно го скрепления, а также значительно больше ниточного шитья (см. таблицу), 2. Заклейка армированного корешка блока укрепляющей полоской бумаги на 68% повышает удельное усилие на разрыв, а применение для этих целей марли по ГОСТ 5196-75увеличивает этоусилиееще на 10%. 3. Прочность армированного бяока в значительной степени зависит от прочности армирующих ниток. Капроновые нитки в не сколько сложений (ТУ 17, 1973 г.) на 19-22% повышают разрывное усилие против хлоп чатобумажных ниток (ГОСТ 6309-73). 4. Использование предлагаемого спосо ба скоопления бло*э армирующими митками вместо применяемого нигкошвейного шитья дает возможность: 4.1. Исключить из общего технологиче ского процесса изготовления книг процесс потетрадного шитья блоков с применением дорогостоящих ниткошвейных машин и за счет этого перейти к поблочной обработке независимо от объема книги, сократив при ?том технологический цикл производства и повысив его эффективность. 4.2. Значительно сократить расход до рогостоящих ниток: вместо (127,2-182,4) м ниток на 1000 тетрадей при трех стежках (справочник технологии ч.б "Книга" 85) рас ходовать для такого же объема 20-22 м, т.е. о 6,4-8,5 раз меньше при стабильной высо кой прочности блоков (см. таблицу). Таким образом, применение предлагаемого способа скрепления блока с армированием- корешка нитками значительно повышает прочность и долговечность книг, сокращает расход материалов и, кроме этого, может коренным образом уменьшить продолжительность технологического цикла производства книг, повысив его эффективность. 13278 Вид скреплений Материал заклейки корешка марля ГОСТ из тетрадей бумага 5196-75 Разрывное усилие блока, кг/см 1.2 1,35 1.4-1,50 Структура блока из листов Бесшвейное скрепление Шитье нитками Скрепление блоков предлагаемым способом 10 1.1 3.0-3,1 мижкоёии Удельная сила на один стежок, кг 1.6 1 8-1,9 Уд ельное разрывное усилие, кг/см 3,0-3.1 3.22-3.35 2.0-2.05 3 5-3.6 13278 привів на Упорядник Замовлення 4107 Техред М.Моргентап Коректор М. Куль Тираж Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, еул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine for fastening of inner books
Автори англійськоюSenyk Dmytro Mykolaiovych, Zapotochnyi Vasyl Yosyfovych
Назва патенту російськоюСпособ скрепления блоков и машина для его осуществления
Автори російськоюСеник Дмитрий Николаевич, Запоточный Василий Иосифович
МПК / Мітки
МПК: B42C 9/00
Мітки: спосіб, скріплення, машина, здійснення, блоків
Код посилання
<a href="https://ua.patents.su/6-13278-sposib-skriplennya-blokiv-i-mashina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб скріплення блоків і машина для його здійснення</a>
Триножова машина для різки стопи блоків паперу
Номер патенту: 5904
Опубліковано: 29.12.1994
Автори: Фліман Пилип Ізрайльович, Москаленко Микола Пилипович, Макаренко Костянтин Михайлович, Тищенко Григорій Макарович, Гірко Володимир Володимирович
МПК: B23D 31/00, B26D 1/00
Мітки: триножова, паперу, блоків, стопи, машина, різки
Формула / Реферат:
Трехножевая машина для резки стопы блоков бумаги, содержащая механизм подачи стопы в зону резания, выполненный в виде ку чисы, связанной с зажимом стопы и опоры, закрепленной на станине, механизм вывода стопы из зоны резания, механизмы прижима, резания и форматной переналадки, отличающаяся тем, что, с целью упрощения обслуживания, механизм вывода стопы из зоны резания снабжен дополнительной кулисой и опорой, закрепленной на станине, при...
Машина для виготовлення стінових блоків
Номер патенту: 6613
Опубліковано: 29.12.1994
Автори: Дончук Володимир Юзефович, Гнатенко Олександр Іванович, Левчук Ігор Іванович
МПК: B28B 1/08
Мітки: блоків, виготовлення, стінових, машина
Формула / Реферат:
(57) 1 Машина для изготовления стеновых блоков, содержащая колесную раму форму с жестко закрепленными пустотообразователями и вибратором, пуансон-матрицу, механизм подъема формы и пуансон-матрицы, механизм отвода пуансон-матрицы, противовес рычаги управления фиксаторы, отличающаяся тем, что механизм подъема формы и пуансон-матрицы выполнен в виде двух соединенных между собой П-образным рычагом симметрично установленных секторов, расположенных...
Спосіб конвеєрного виробництва литих молольних тіл та конвеєрна кокільна машина для його здійснення
Номер патенту: 12518
Опубліковано: 28.02.1997
Автори: Кондратенко Віктор Іванович, Сирота Олександр Олексійович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович, Компанеєць Вадим Михайлович, Саушкін Василь Петрович, Федоров Вадим Якович, Цикін Олександр Олександрович, Плешивенко Геннадій Дмитрович, Климковський Броніслав Мечеславович, Косяк Анатолій Терентійович, Пасальский Володимир Милославович
МПК: B22D 15/00
Мітки: спосіб, виробництва, конвеєрна, кокільна, молольних, литих, здійснення, тіл, конвеєрного, машина
Формула / Реферат:
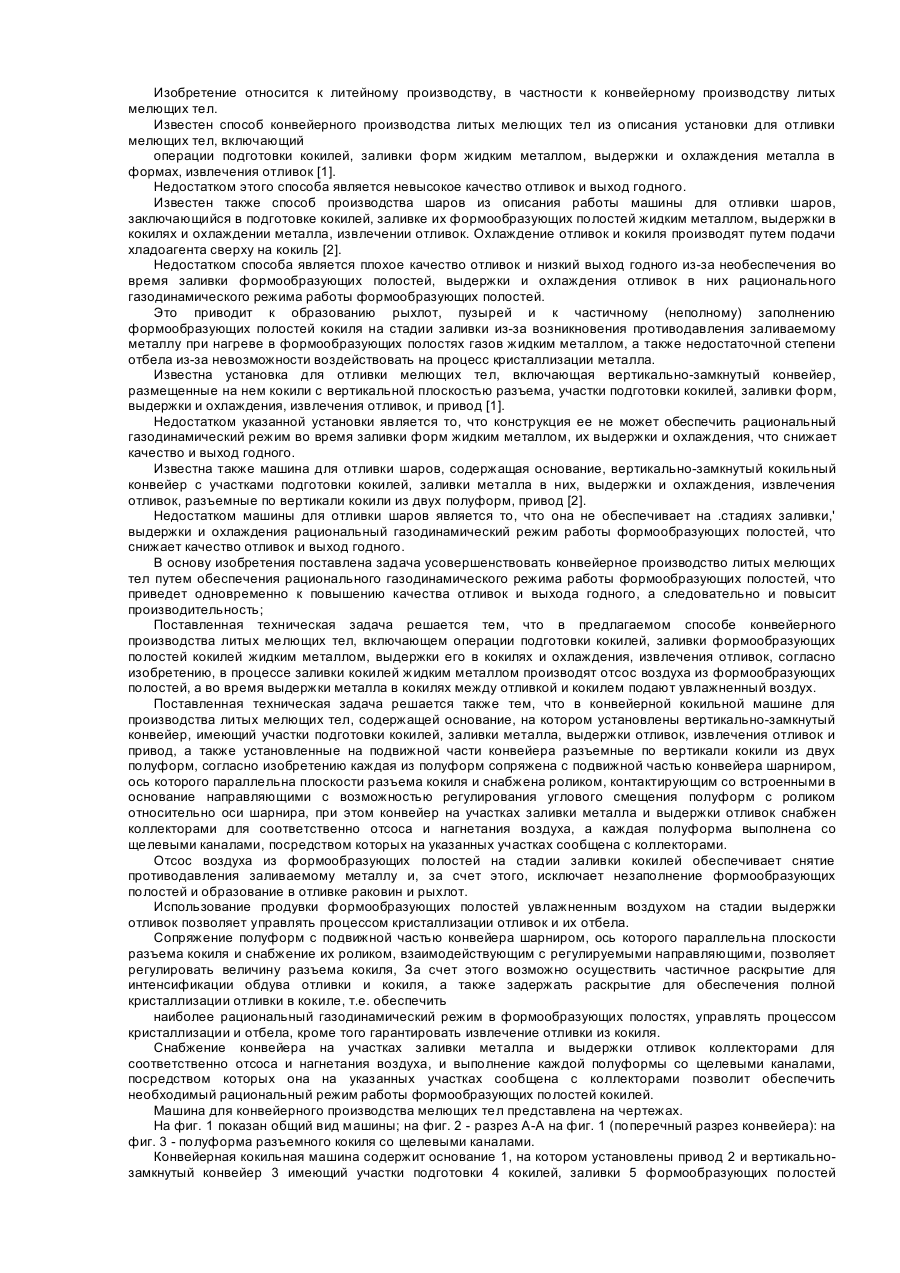
1. Способ конвейерного производства литых мелющих тел, включающий операции подготовки кокилей, заливки формообразующих полостей кокилей жидким металлом, выдержки его в кокилях и охлаждения, извлечения отливок, отличающийся тем, что в процессе заливки кокилей жидким металлом производят отсос воздуха из формообразующих полостей, а во время выдержки металла в кокилях между отливкой и кокилем подают увлажненный воздух.2. Конвейерная...
Спосіб контактного стикового зварювання труб та машина для його здійснення
Номер патенту: 11736
Опубліковано: 25.12.1996
Автори: Кучук-Яценко Сергій Іванович, Швець Юрій Васильович, Казимов Борис Іванович, Харченко Олександр Кирилович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: зварювання, стикового, здійснення, машина, контактного, труб, спосіб
Формула / Реферат:
1. Способ контактной стыковой сварки труб, включающий зажатие концов труб группой сил, каждая из которых приложена к равномерно расположенным по периметру труб зажимами, центрирование труб и последующую их сварку, отличающийся тем, что, с целью повышения производительности при обеспечении высокой точности центровки труб, имеющих допуски по наружному диаметру, силы, воздействующие па зажимы каждого зажимного устройства, разделяют на две...
Спосіб обробки грунту при обробленні сільськогосподарських культур і комбінована грунтообробна машина для його здійснення
Номер патенту: 9732
Опубліковано: 30.09.1996
Автор: Панютін Георгій Петрович
МПК: A01B 79/02, A01B 49/00
Мітки: грунтообробна, сільськогосподарських, спосіб, обробленні, здійснення, культур, грунту, комбінована, машина, обробки
Формула / Реферат:
1. Способ обработки почвы при возделывании сельскохозяйственных культур, включающий предварительное рыхление почвы, подрезание взрыхленного слоя и подачу его на сепарирующее устройство, просеивание и измельчение почвы сепарирующим устройством, дальнейшую обработку почвы и возвращение ее на возделываемый участок земли, отличающийся тем, что при просеивании и измельчении из почвы удаляют инородные включения, а дальнейшая обработка...
Попередній патент: Спосіб прокатки штаб
Наступний патент: Пристрій для розсікання тканин
Випадковий патент: Диспергатор