Виготовлення банок
Номер патенту: 109277
Опубліковано: 10.08.2015
Автори: Прессе Ален, Райлі Джонатан, Монро Стюарт, Вінсент Кейт



Формула / Реферат
1. Спосіб виготовлення металевої чашки для одержання двокомпонентного контейнера для харчового продукту, причому спосіб включає в себе наступні операції:
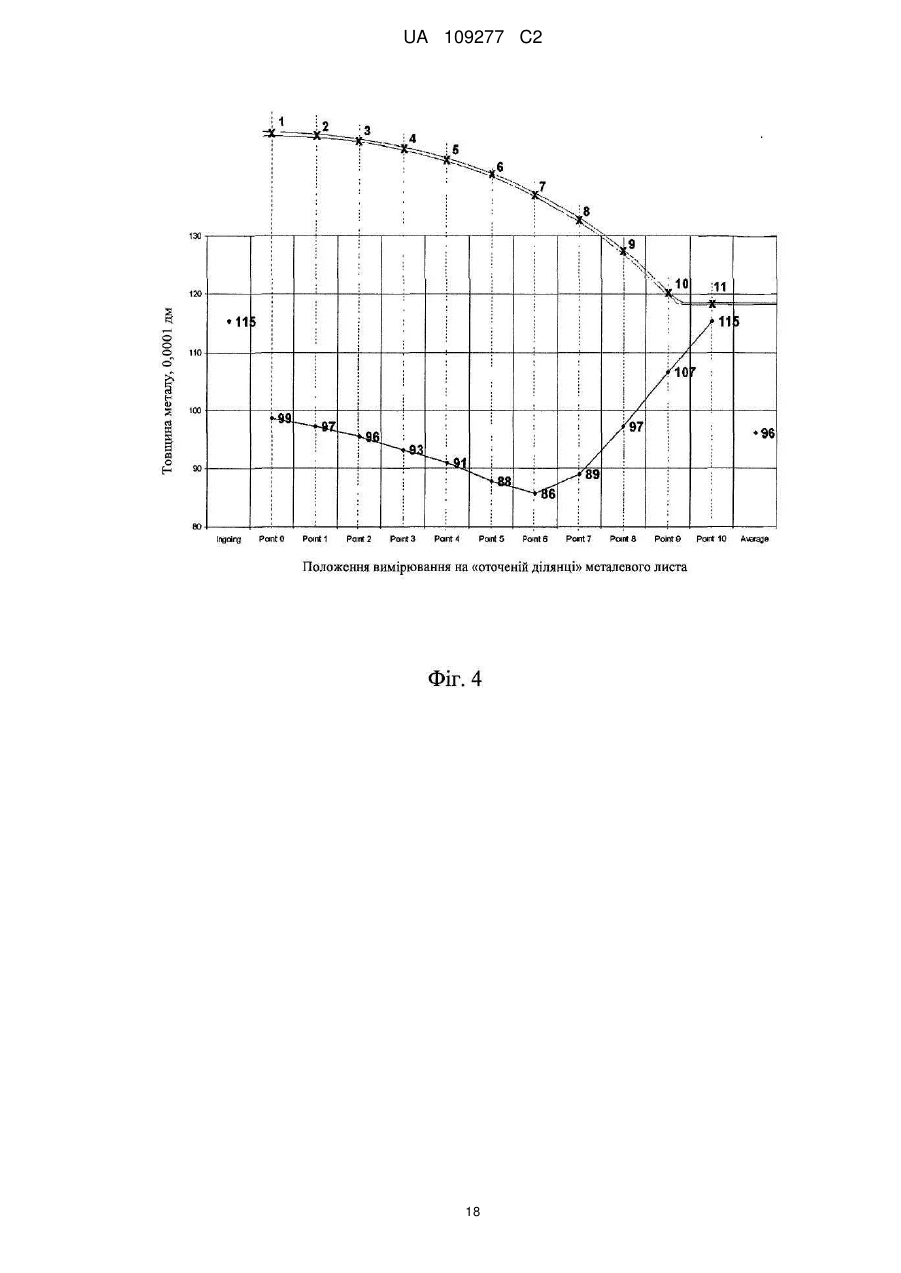
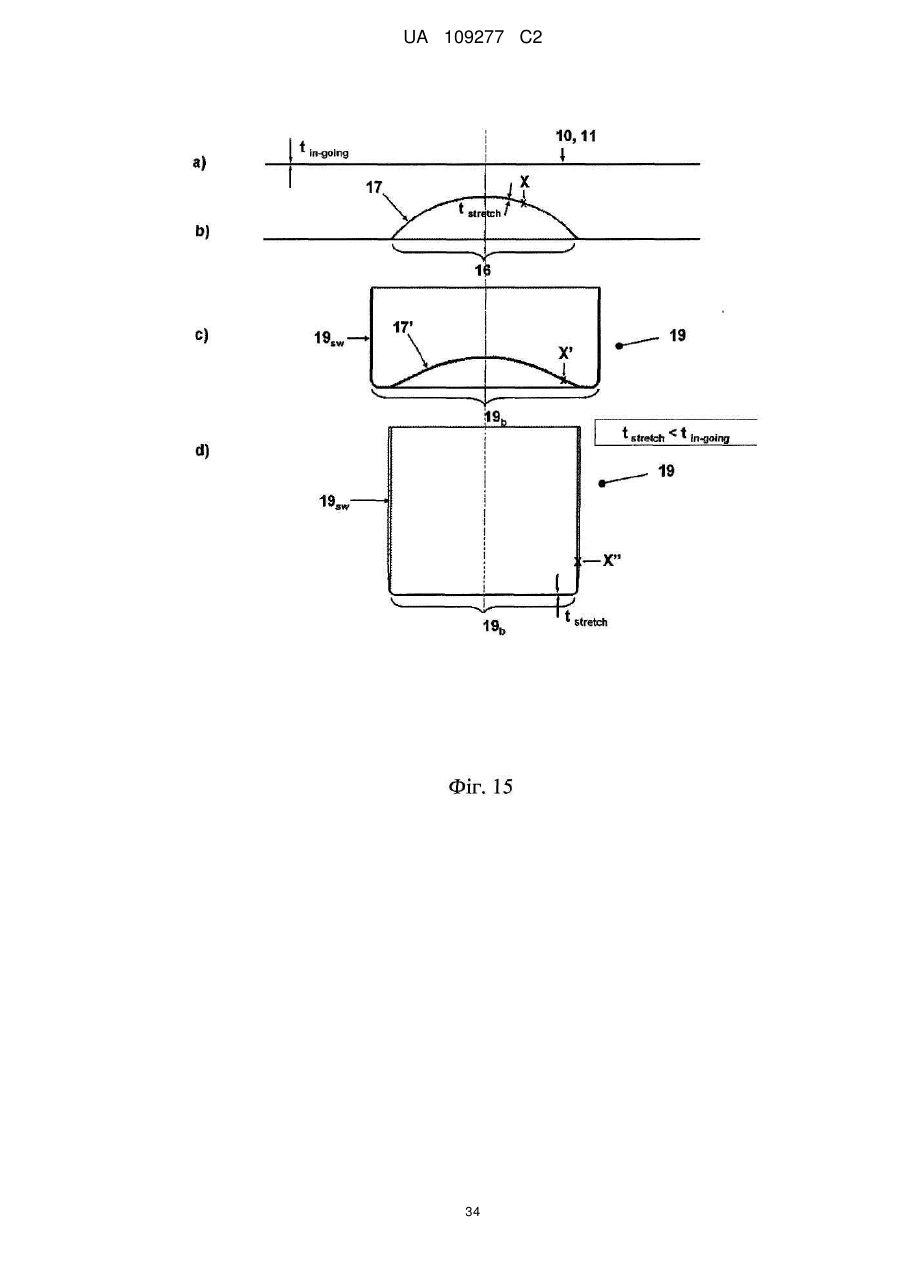
і) операцію розтягування, що здійснюється на металевому листі, причому операція включає в себе затискання кільцевої ділянки на листі для утворення оточеної ділянки і деформацію і розтягування всієї або частини оточеної ділянки для збільшення, таким чином, площі поверхні і зменшення товщини оточеної ділянки, причому затискання кільцевої ділянки виконують з можливістю обмеження або запобігання потоку металу із затиснутої ділянки в оточену ділянку під час цієї операції розтягування;
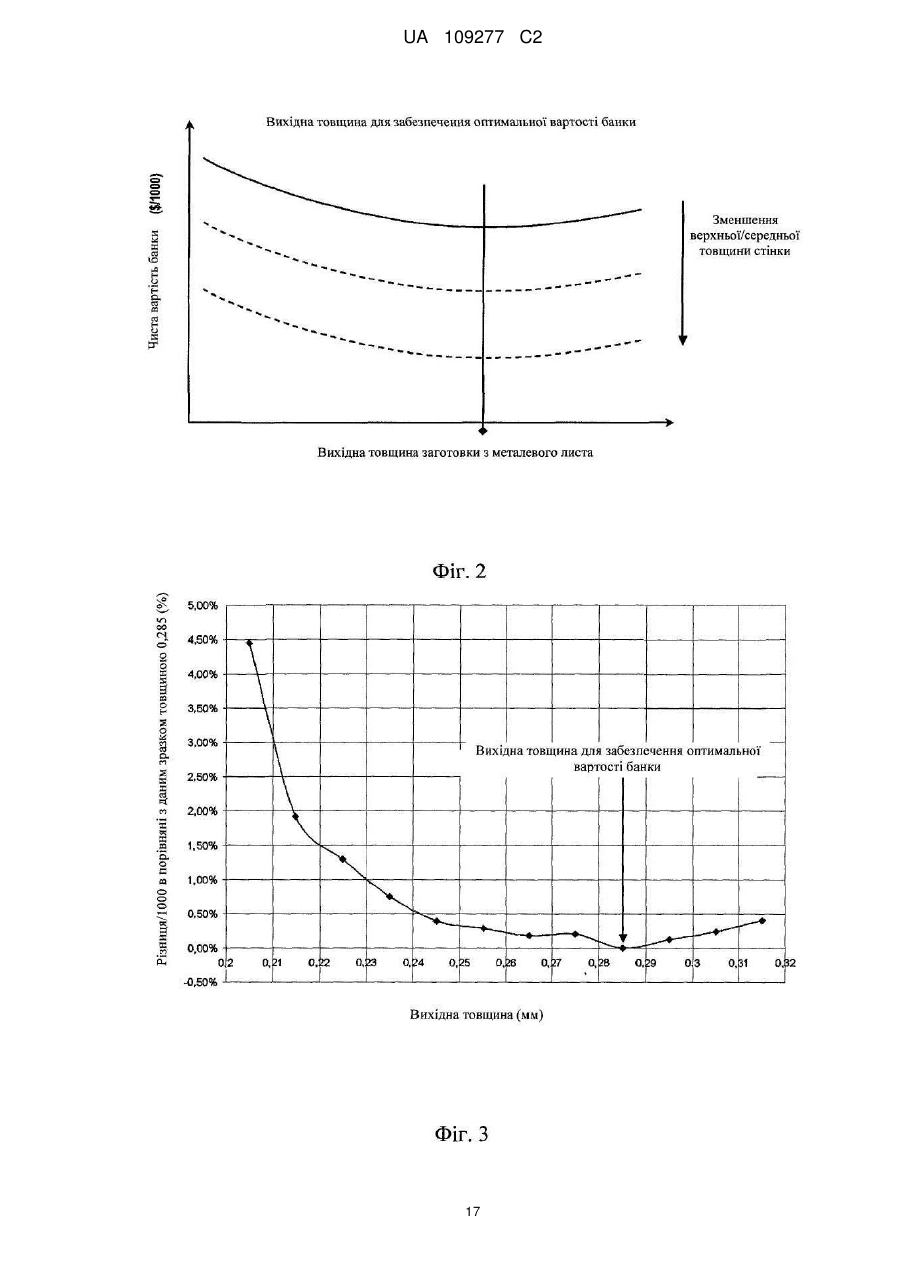
іі) операцію витягування для витягування металевого листа в чашку, що має бічну стінку і виконану як одне ціле основу, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому операцію витягування виконують з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки, в результаті чого може бути досягнута полегшена чашка при найменших витратах.
2. Спосіб за п. 1, в якому операцію витягування виконують таким чином, що матеріал розтягнутої і стоншеної оточеної ділянки витягується і переміщується на бічну стінку.
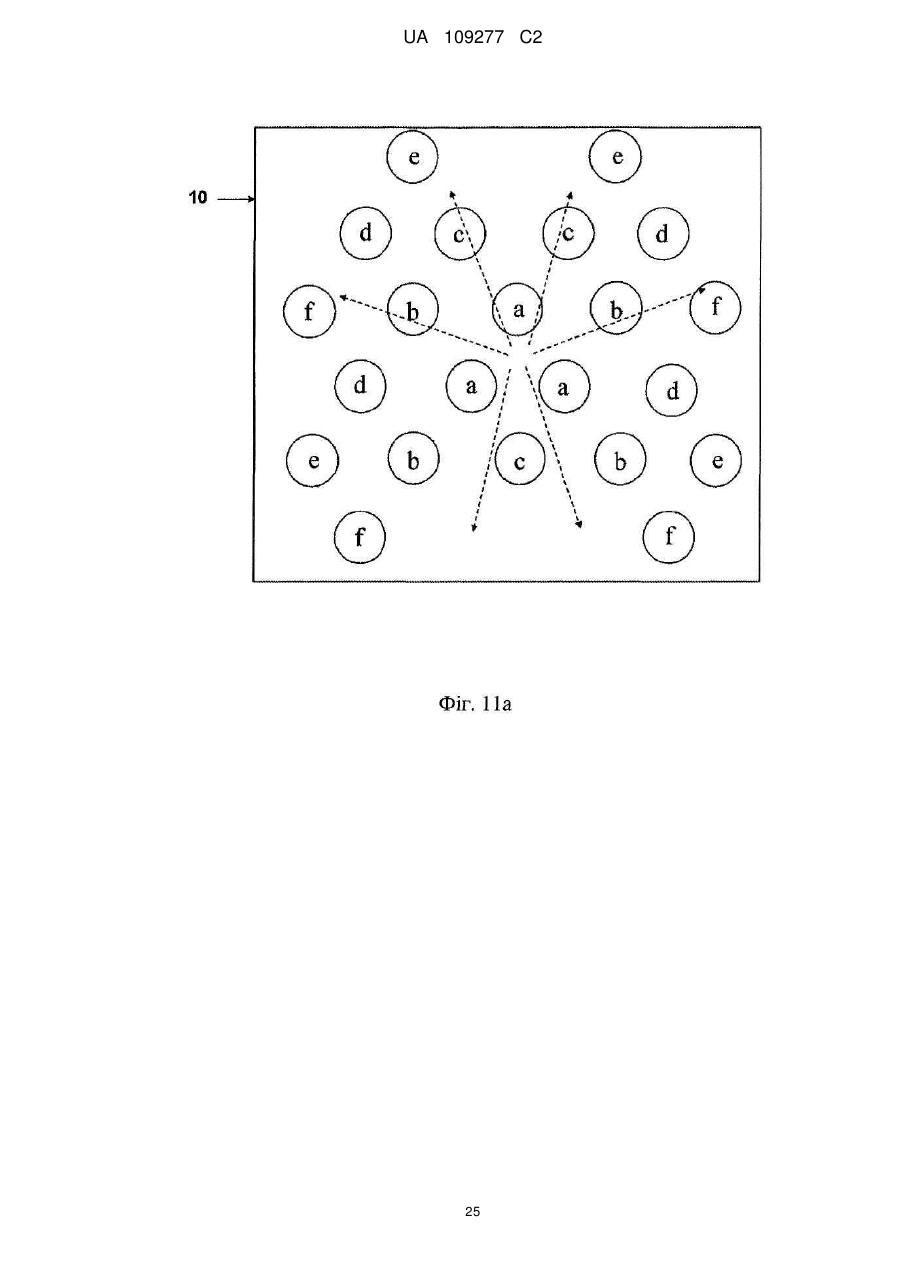
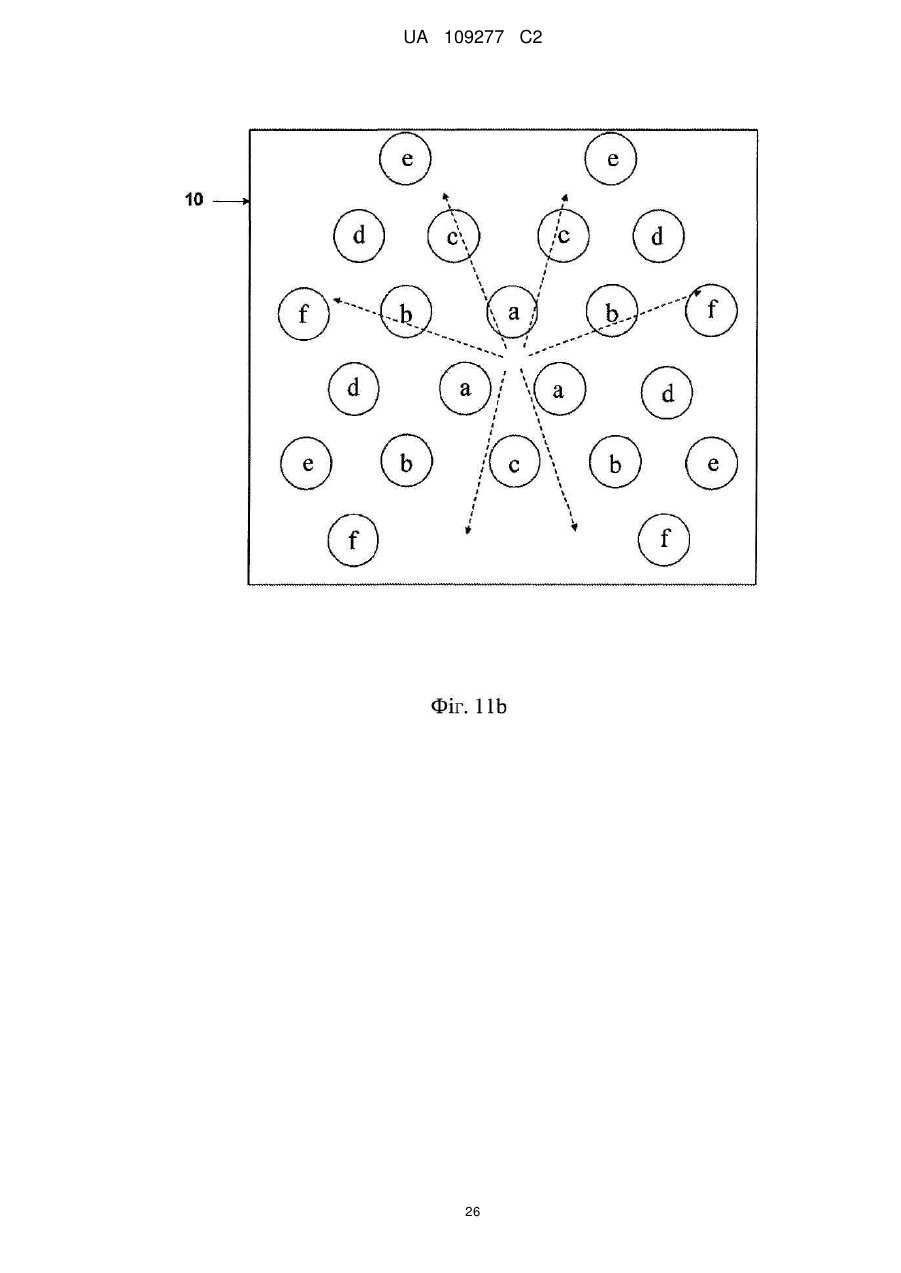
3. Спосіб за будь-яким з пп. 1 або 2, в якому операцію розтягування здійснюють на множині оточених ділянок, відділених одна від одної і розташованих на площі металевого листа.
4. Спосіб за будь-яким попереднім пунктом, в якому кільцеве затискання операції розтягування включає в себе використання одного або більше затискних елементів, що мають поверхню для затискання, причому поверхня для затискання має текстуровану поверхню.
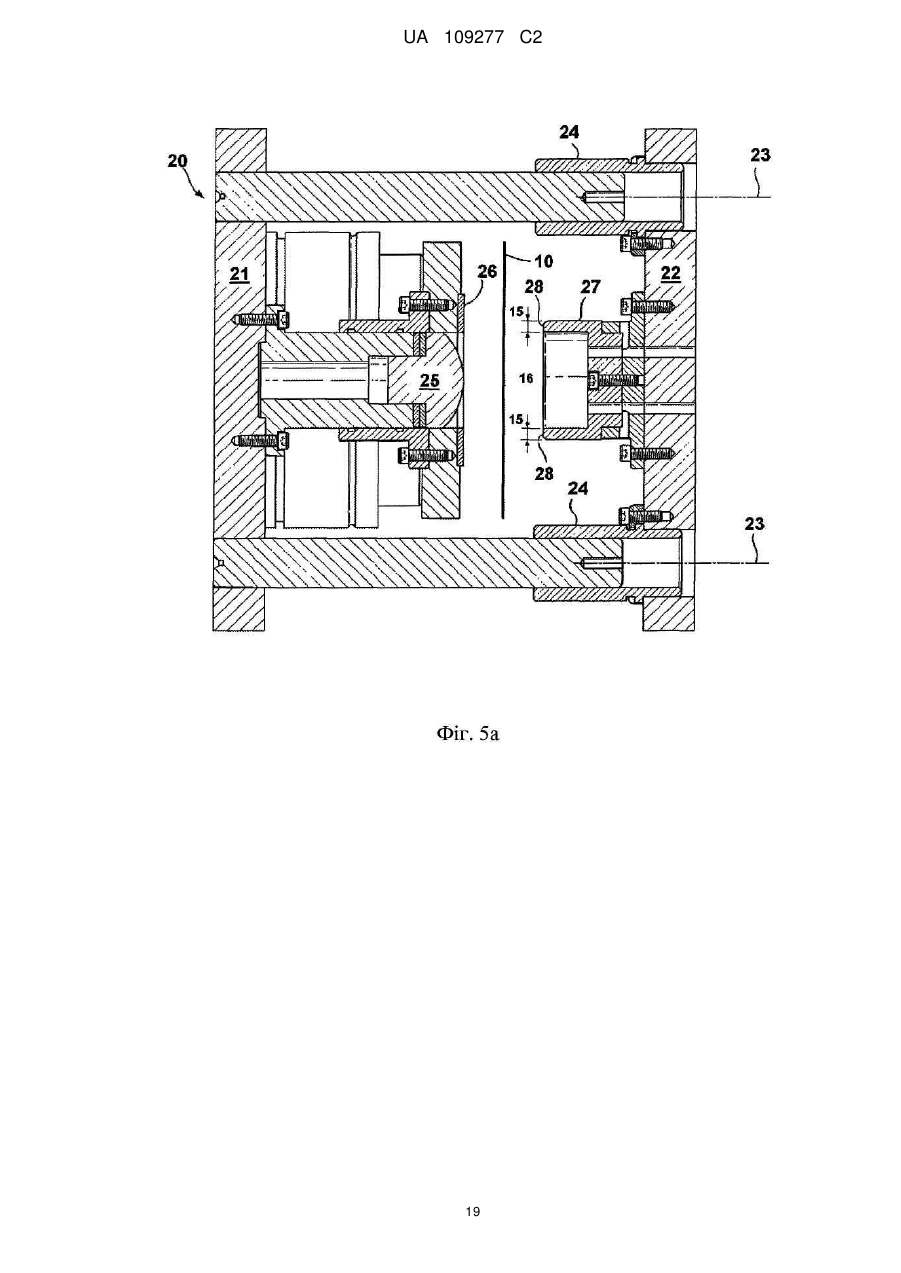
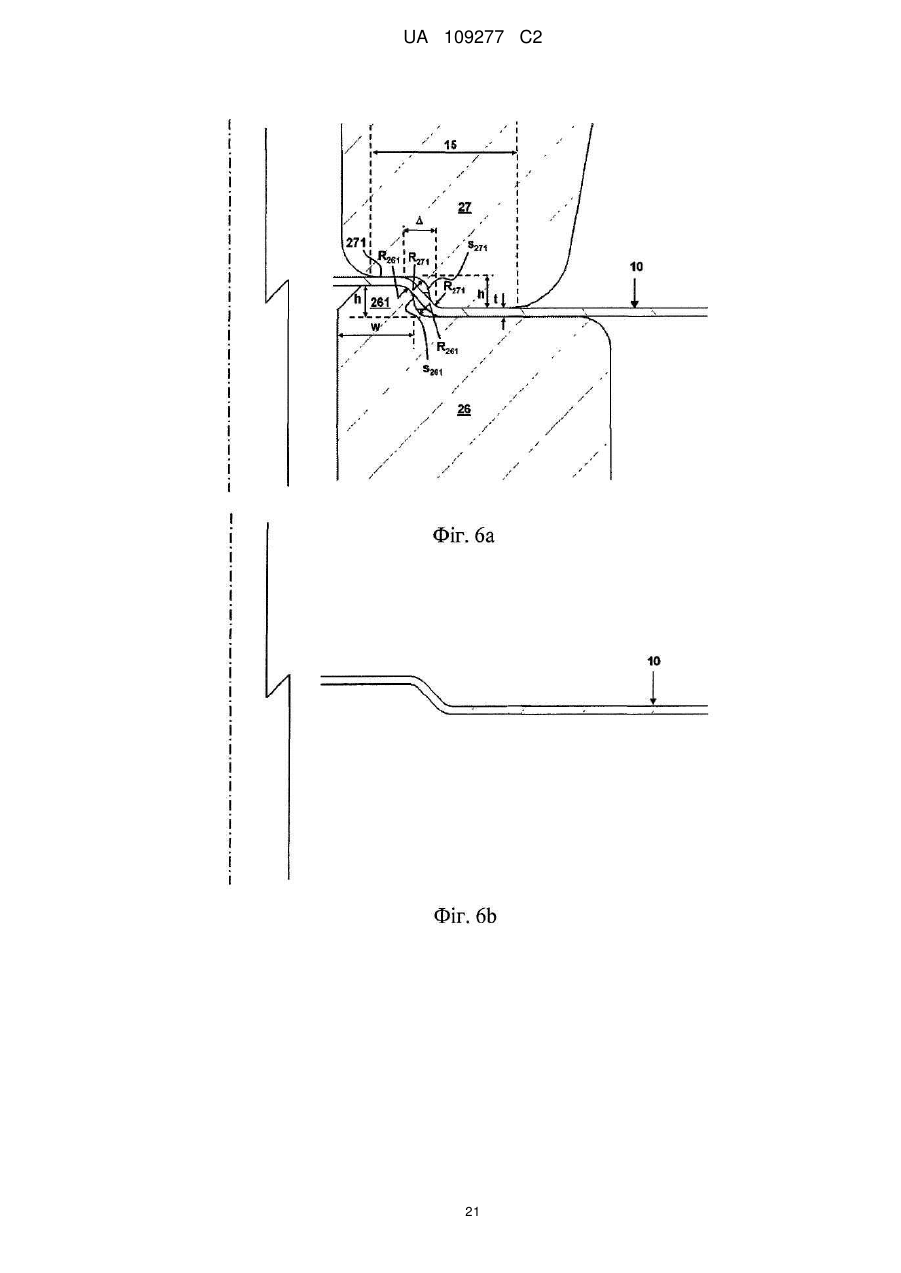
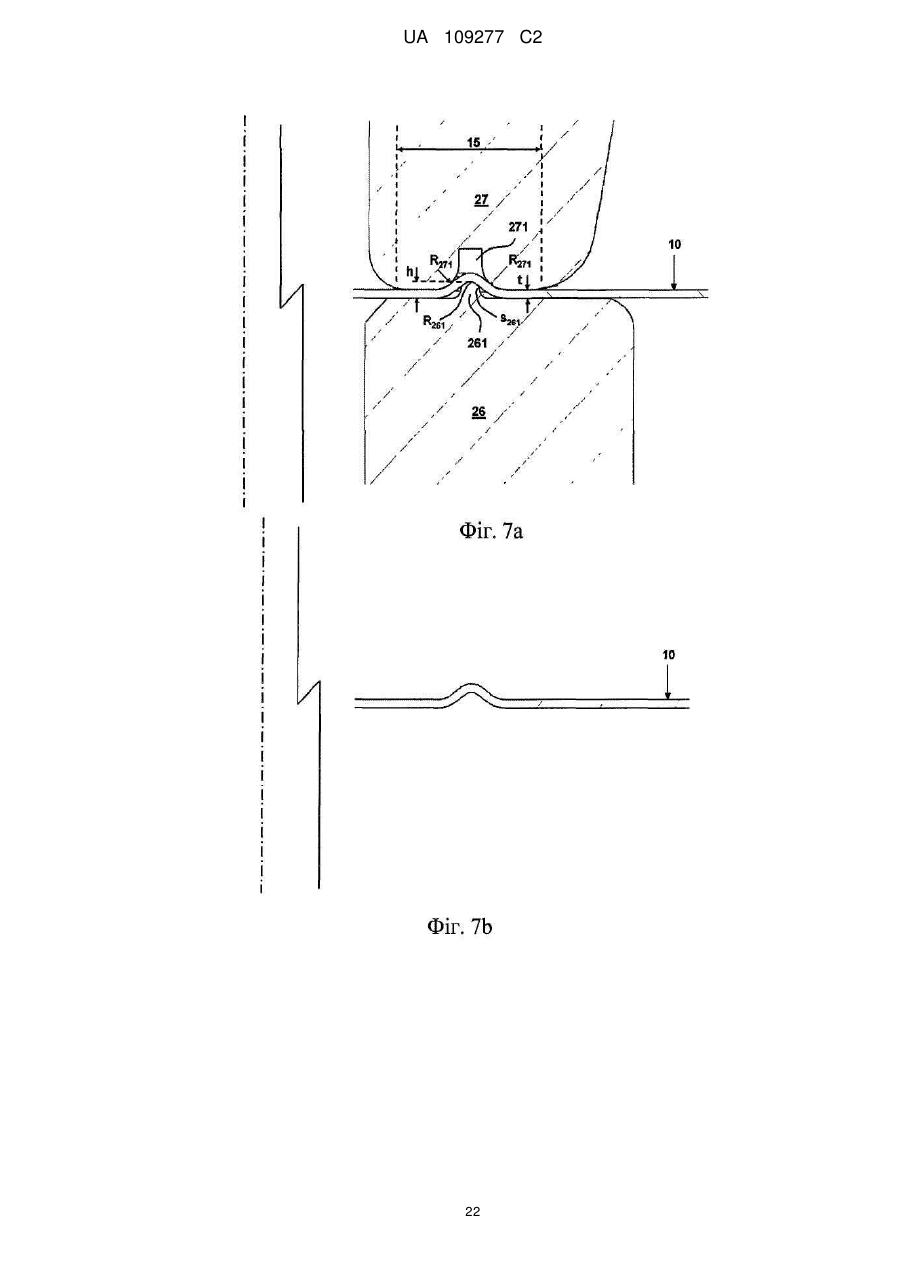
5. Спосіб за будь-яким з пп. 1-3, в якому кільцеве затискання операції розтягування здійснюють шляхом затискання протилежних поверхонь металевого листа між відповідними протилежними першим і другим затискними елементами (26, 27), причому кожний з першого і другого затискних елементів має поверхню для затискання, що має геометричну неоднорідність (261, 271), щоб, таким чином, сприяти порушенню потоку металу металевого листа між першим і другим затискними елементами при здійсненні операції розтягування.
6. Спосіб за п. 5, в якому геометричні неоднорідності містять одне з:
і) поверхні для затискання першого затискного елемента (26), що має один або більше виступів, ребер або уступів (261), які при використанні підтискають метал затиснутої кільцевої ділянки (15) всередині відповідних одного або більше елементів (271) рельєфу, утворених на поверхні для затискання другого затискного елемента (27); або
іі) поверхні для затискання другого затискного елемента, як альтернатива, що має один або більше виступів, ребер або уступів, які при використанні підтискають метал затиснутої кільцевої ділянки всередині відповідних одного або більше елементів рельєфу, як альтернатива, утворених на поверхні для затискання першого затискного елемента; або
ііі) поєднання (і) і (іі).
7. Спосіб за п. 6, в якому перший і другий затискні елементи (26, 27) виконані таким чином, що при використанні один або більше виступів, ребер або уступів (261), утворених на поверхні для затискання першого або другого затискного елемента, підтискають метал затиснутої кільцевої ділянки (15), щоб повністю закриватися відповідними одним або більше елементами (271) рельєфу і вміщуватися в них, які утворені на відповідній поверхні для затискання другого або першого затискного елемента.
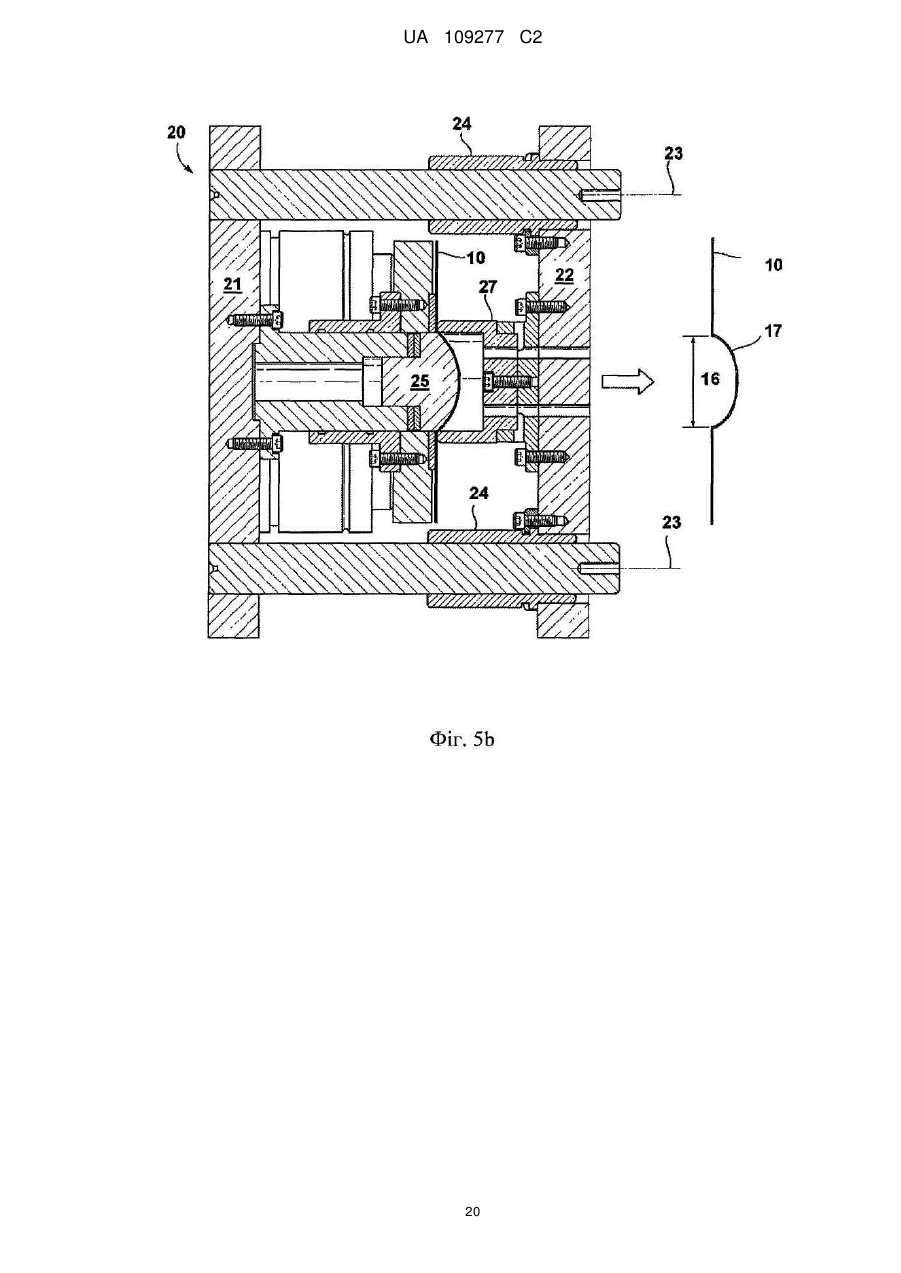
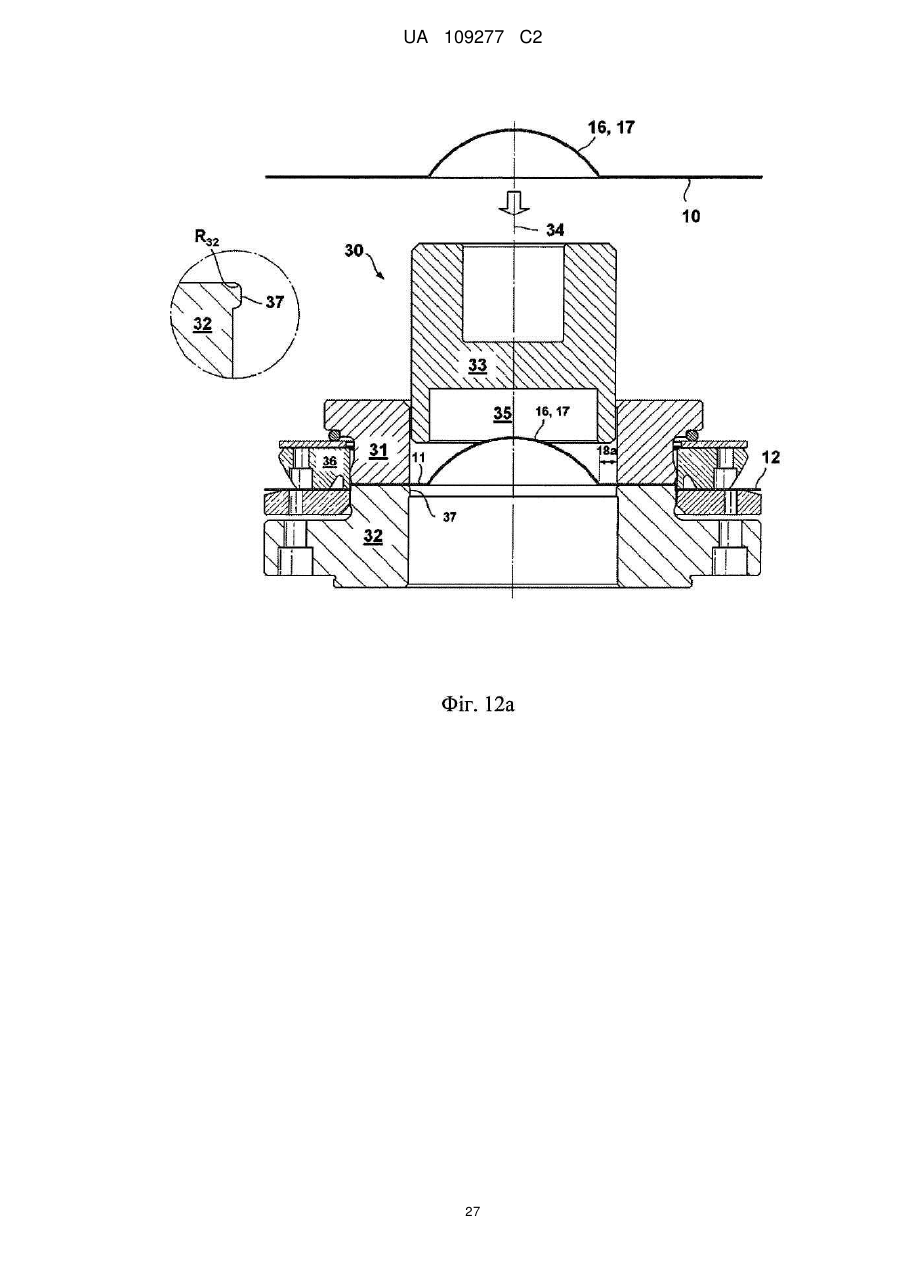
8. Спосіб за будь-яким попереднім пунктом, в якому операція розтягування включає в себе забезпечення "розтяжного" пуансона і переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного таким чином, що "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки.
9. Спосіб за п. 8, в якому "розтяжний" пуансон містить торцеву поверхню, що має один або більше елементів рельєфу.
10. Спосіб за будь-яким з пп. 8 або 9, в якому "розтяжний" пуансон містить вузол пуансона, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому операція розтягування включає в себе переміщення кожної або обох з першої і другої груп одна до одної для деформації і розтягування всієї або частини оточеної ділянки.
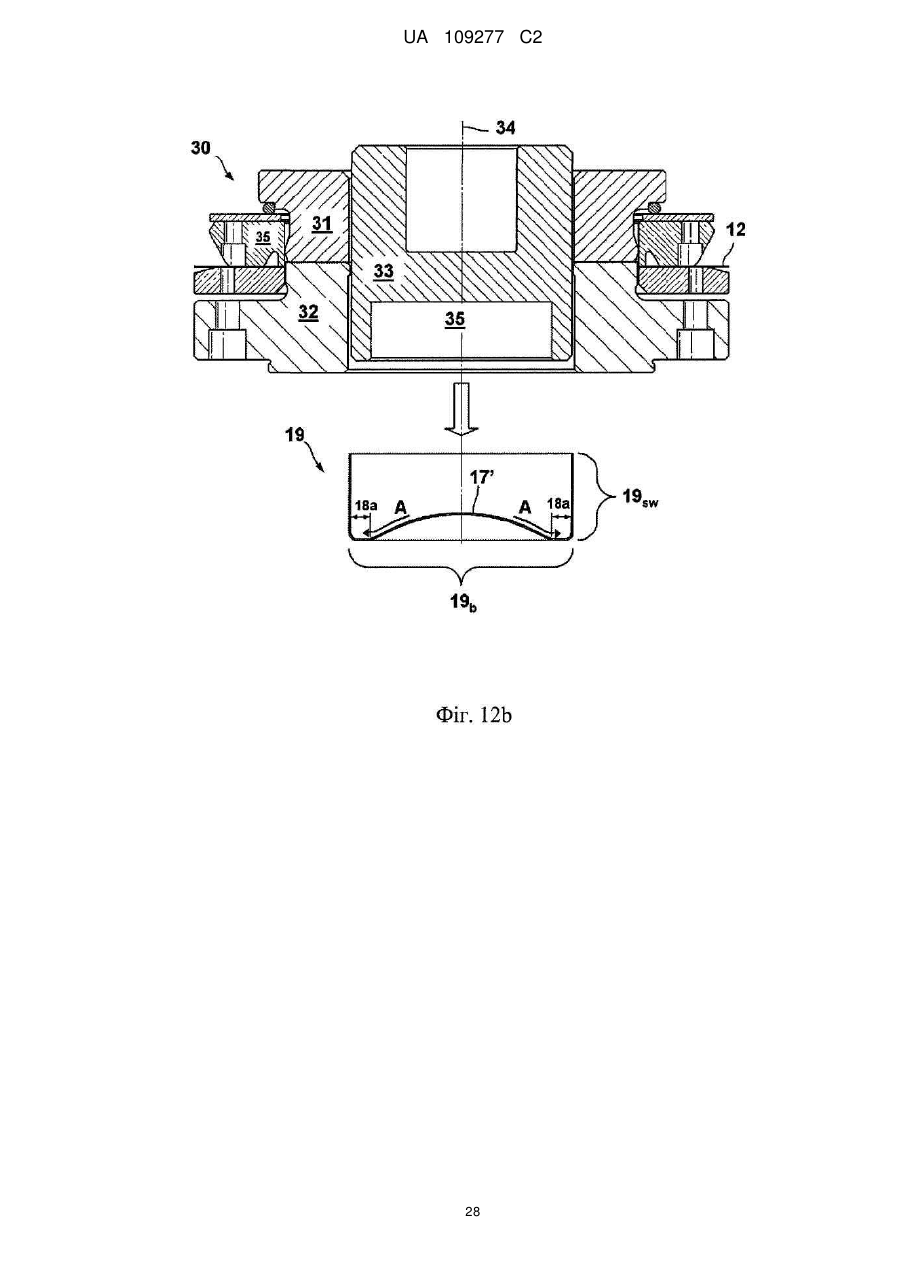
11. Спосіб за будь-яким попереднім пунктом, в якому операція витягування включає в себе або за нею йде операція витягування зі стоншенням.
12. Пристрій для виготовлення металевої чашки для двокомпонентного контейнера для харчового продукту, причому пристрій містить:
затискний засіб для затискання металевого листа під час операції розтягування, причому затискний засіб виконаний з можливістю затискання кільцевої ділянки на листі для утворення оточеної ділянки;
розтяжний інструмент, виконаний з можливістю деформації і розтягування всієї або частини оточеної ділянки в операції розтягування для, таким чином, збільшення площі поверхні і зменшення товщини оточеної ділянки, причому затискний засіб додатково виконаний з можливістю обмеження або запобігання руху потоку металу із затиснутої ділянки в оточену ділянку під час цієї операції розтягування; і
засіб для витягування металевого листа в чашку, що має бічну стінку і виконану як одне ціле основу, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому засіб для витягування виконаний з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки в операції витягування, в результаті чого досягається полегшена чашка з найменшими витратами.
13. Пристрій за п. 12, в якому засіб для витягування виконаний з можливістю витягування і переміщення матеріалу розтягнутої і стоншеної оточеної ділянки на бічну стінку.
14. Пристрій за будь-яким з пп. 12 або 13, в якому затискний засіб містить затискний елемент, що має поверхню для затискання, причому поверхня для затискання має текстуровану поверхню.
15. Пристрій за будь-яким з пп. 12 або 13, в якому затискний засіб містить перший затискний елемент (26) і другий затискний елемент (27), причому перший і другий затискні елементи виконані з можливістю затискання протилежних поверхонь металевого листа, причому кожний з першого і другого затискних елементів має поверхню для затискання, що містить геометричні неоднорідності (261, 271), щоб, таким чином, сприяти порушенню потоку металу металевого листа між першим і другим затискними елементами при здійсненні операції розтягування.
16. Пристрій за п. 15, в якому геометричні неоднорідності містять одне з:
і) поверхні для затискання першого затискного елемента (26), що має один або більше виступів, ребер або уступів (261), які при використанні підтискають метал затиснутої кільцевої ділянки (15) всередині відповідних одного або більше елементів (271) рельєфу, утворених на поверхні для затискання другого затискного елемента (27); або
іі) поверхні для затискання другого затискного елемента, як альтернатива, що має один або більше виступів, ребер або уступів, які при використанні підтискають метал затиснутої кільцевої ділянки всередині відповідних одного або більше елементів рельєфу, як альтернатива, утворених на поверхні для затискання першого затискного елемента; або
ііі) поєднання (і) і (іі).
17. Пристрій за п. 16, в якому перший і другий затискні елементи (26, 27) виконані таким чином, що при використанні один або більше виступів, ребер або уступів (261), утворених на поверхні для затискання першого або другого затискного елемента, підтискають метал затиснутої кільцевої ділянки (15), щоб повністю оточуватися відповідними одним або більше елементами (271) рельєфу, які утворені на відповідній поверхні для затискання другого або першого затискного елемента, і розташовуватися всередині них.
18. Пристрій за будь-яким з пп. 12-17, в якому розтяжний інструмент містить "розтяжний" пуансон, причому пристрій виконаний з можливістю переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного таким чином, що при використанні "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки.
19. Пристрій за п. 18, в якому "розтяжний" пуансон містить торцеву поверхню, що має неплоский профіль, причому пристрій виконаний з можливістю переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного таким чином, що при використанні "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки у відповідний неплоский профіль.
20. Пристрій за будь-яким з пп. 18 або 19, в якому "розтяжний" пуансон містить торцеву поверхню, що має один або більше елементів рельєфу.
21. Пристрій за будь-яким з пп. 18-20, в якому "розтяжний" пуансон містить вузол пуансона, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому перша і друга групи можуть переміщуватися одна до одної, щоб при використанні деформувати і розтягувати всю або частину оточеної ділянки.
22. Пристрій за будь-яким з пп. 12-21, в якому засіб для витягування виконаний з можливістю, передусім, початкового витягування листа в профіль чашки і, потім, подальшого повторного витягування чашки на одному або більше етапах.
23. Пристрій за будь-яким з пп. 12-22, що додатково містить засіб для здійснення операції витягування зі стоншенням на чашці.
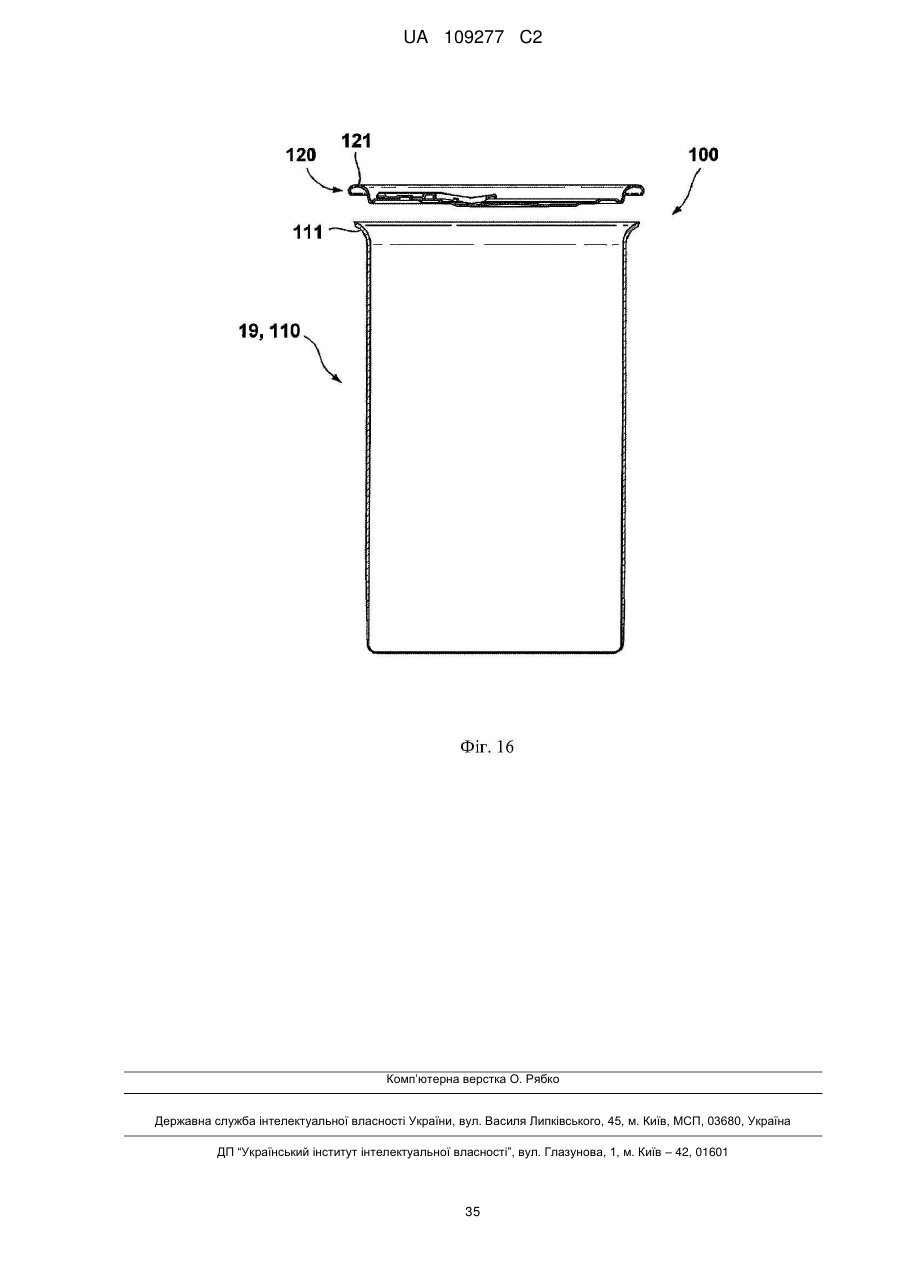
24. Корпус контейнера для харчового продукту, що містить чашку, виконану за допомогою способу за будь-яким з пп. 1-11, або за допомогою пристрою за будь-яким з пп. 12-23.
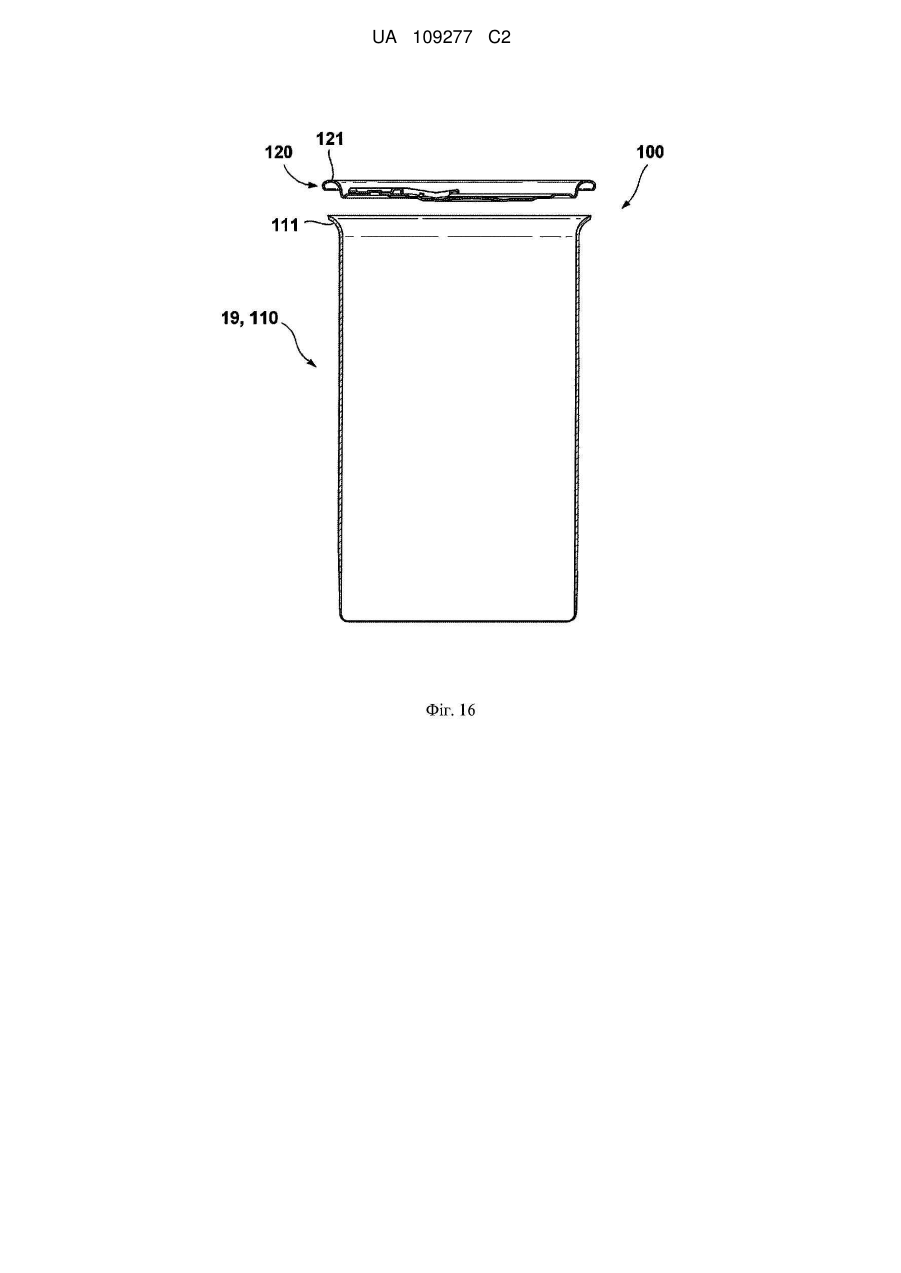
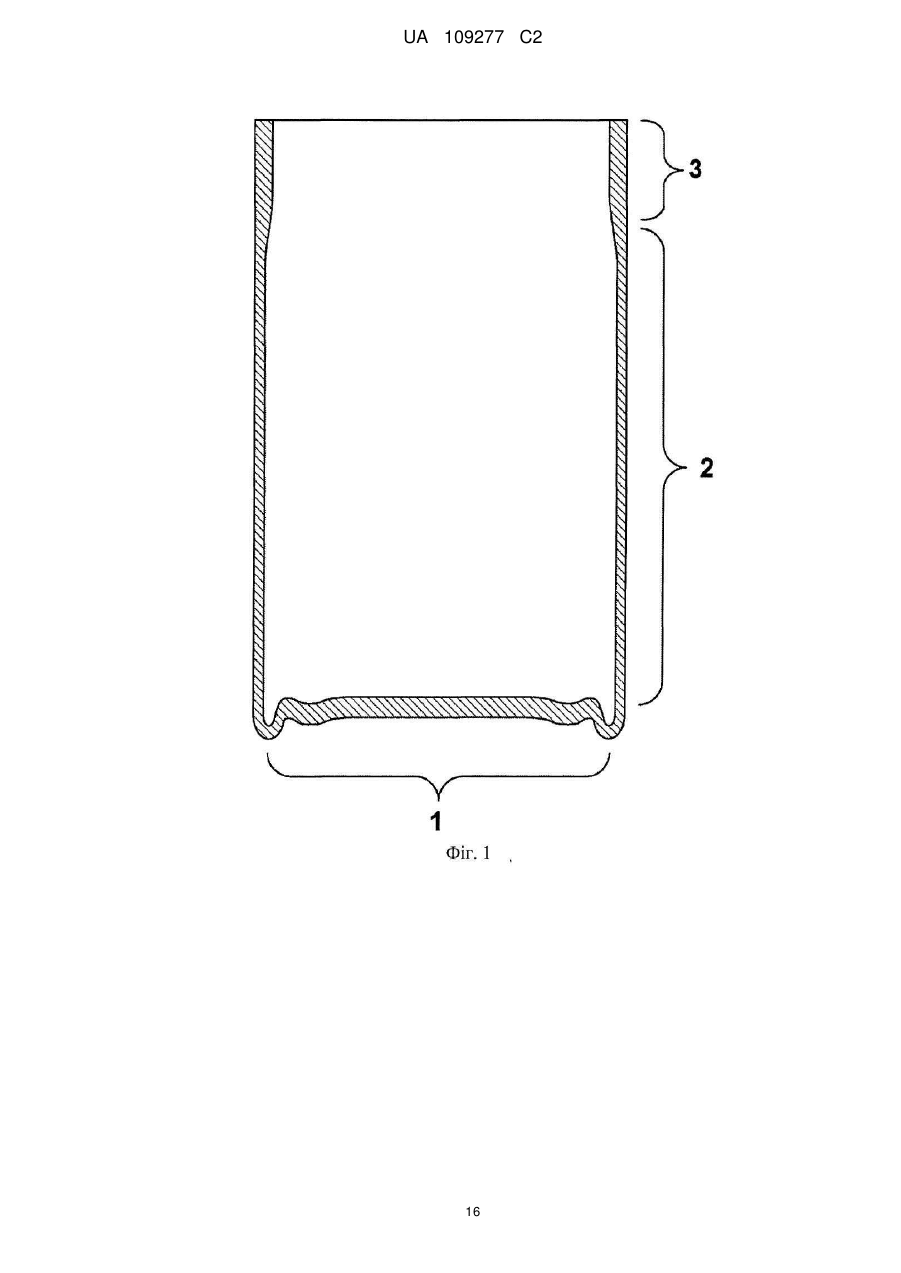
25. Корпус контейнера для харчового продукту, що містить чашку, яка має отвір для доступу, причому чашка виконана з металевого листа та має бічну стінку і виконану як одне ціле основу, при цьому основа є розтягнутою основою, таким чином, що товщина основи менша вихідної товщини металевого листа, що використовується для формування чашки.
26. Контейнер для харчового продукту, що містить корпус контейнера за п. 25 і додатково містить кришку, закріплену на отворі для доступу корпусу контейнера.
Текст
Реферат: Розкриті спосіб і пристрій, які придатні для використання при виготовленні металевих двокомпонентних контейнерів. Зокрема, розкритий спосіб виготовлення чашок з металевого листа з використанням поєднання операцій розтягування і витягування. Одержані чашки мають перевагу в тому, що основа має товщину, яка менша вихідної товщини металевого листа. UA 109277 C2 (12) UA 109277 C2 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ, ДО ЯКОЇ НАЛЕЖИТЬ ВИНАХІД Даний винахід стосується виробництва металевих чашок і, зокрема, (але без обмеження) металевих чашок, придатних для виготовлення "двокомпонентних" металевих контейнерів. ПОПЕРЕДНІЙ РІВЕНЬ ТЕХНІКИ US 4095544 (NATIONAL STEEL CORPORATION) 20/06/1978 детально описує відомі процеси витягування і згладжування для стоншення стінки (DWI) і витягування і повторного витягування (DRD) для виготовлення частин чашки для використання при виготовленні двокомпонентних металевих контейнерів. (Потрібно зазначити, що в США DWI, як альтернатива, звичайно називається D&I). Термін "двокомпонентний" стосується i) частини чашки і ii) кришки, яка потім буде закріплена на відкритому кінці частини чашки для формування контейнера. У процесі DWI (D&I) (як показано на Фіг. 6-10 US 4095544) плоска (звичайно) кругла заготовка, штампована з рулону металевого листа, витягується через витяжний штамп під дією пуансона для формування неглибокої чашки першого етапу. Цей вихідний етап витягування не приводить до навмисного стоншення заготовки. Після цього чашка, яка звичайно встановлена на торцевій поверхні встановленого з невеликим зазором пуансона або плунжера, проштовхується через один або більше кільцевих штампів для згладжування стінки з метою здійснення зменшення товщини бічної стінки чашки, таким чином, приводячи до подовження бічної стінки чашки. Сам по собі процес стоншення не буде приводити до будь-якої зміни номінального діаметра чашки першого етапу. Фіг. 1 показує розподіл металу в корпусі контейнера, одержаного в результаті відомого процесу DWI (D&I). Фіг. 1 є тільки ілюстративною, і не призначена відповідати точно масштабу. Три області вказані на Фіг. 1: - область 1 являє собою не підданий витягуванню зі стоншенням матеріал основи. Він зберігає ту ж товщину, що і вихідна товщина заготовки, тобто він не підданий окремим виробничим операціям відомого процесу DWI; - область 2 являє собою піддану витягуванню зі стоншенням середню частину бічної стінки. Її товщина (і таким чином, ступінь необхідного витягування зі стоншенням) визначена параметрами, необхідними для корпусу контейнера; - область 3 являє собою піддану витягуванню зі стоншенням верхню частину бічної стінки. Звичайно, при виготовленні банок ця піддана витягуванню зі стоншенням верхня частина становить близько 50-75 % від вихідної товщини. У процесі DRD (як показано на Фіг. 1-5 US 4095544) той же самий спосіб витягування використовується для формування чашки першого етапу. Однак, замість використання процесу згладжування, чашка першого етапу потім піддається одній або більше операцій повторного витягування, які діють для поступового зменшення діаметра чашки і, таким чином, подовжують бічну стінку чашки. Мається на увазі, що самі по собі найбільш відомі операції повторного витягування не приводять до будь-якої зміни товщини матеріалу чашки. Однак розглядаючи приклад корпусів контейнерів, виготовлених в результаті звичайного процесу DRD, фактично, є деяке потовщення у верхній частині готового корпусу контейнера (близько 10 % або більше). Це потовщення є природним результатом процесу повторного витягування і пояснюється результатом стискуваності матеріалу при повторному витягування від чашки великого діаметра до чашки меншого діаметра. Потрібно зазначити, що існують альтернативні відомі процеси DRD, які досягають зменшення товщини бічної стінки чашки за рахунок використання витяжних штампів невеликих або складових радіусів для стоншення бічної стінки за допомогою розтягування на етапах витягування і повторного витягування. Як альтернатива, поєднання витягування зі стоншенням і повторного витягування може використовуватися для чашки першого етапу, що, таким чином, зменшує як діаметр чашки, так і товщину бічної стінки. Наприклад, в галузі виробництва двокомпонентних металевих контейнерів (банок) корпус контейнера звичайно виконаний за допомогою витягування заготовки в чашку першого етапу і піддавання чашки ряду операцій повторного витягування до одержання корпусу контейнера заданого номінального діаметра з подальшим витягуванням зі стоншенням бічної стінки для забезпечення заданої товщини і висоти бічної стінки. Однак процеси DWI (D&I) і DRD, що використовуються у великих промислових масштабах, мають серйозне обмеження в тому, що вони не діють для зменшення товщини (і, отже, ваги) матеріалу в основі чашки. Зокрема, витягування не приводить до зменшення товщини витягуваного виробу, а витягування зі стоншенням діє тільки на бічні стінки чашки. По суті, що стосується відомих процесів DWI (D&I) і DRD для виготовлення чашок для двокомпонентних контейнерів, товщина основи залишається загалом незмінною відносно 1 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 вихідної товщини заготовки. Це може привести до товщої основи, ніж потрібно для цілей виробництва. У промисловості по виробництву металевої тари існує жорстка конкуренція, причому зменшення ваги є основною метою, оскільки це зменшує витрати на транспортування і сировину. Як приклад, близько 65 % від витрат на виготовлення звичайного двокомпонентного металевого харчового контейнера становить вартість сировини. Отже, існує необхідність у вдосконалених полегшених металевих частинах чашки з точки зору вартості. Потрібно зазначити, що в даному документі терміни "частина чашки" і "чашка" використовуються на рівних основах. РОЗКРИТТЯ ВИНАХОДУ Відповідно, в першому аспекті даного винаходу описаний спосіб виготовлення металевої чашки, причому спосіб включає в себе наступні операції: i. операцію розтягування, що здійснюється на металевому листі, причому операція включає в себе затискання кільцевої області на листі для утворення оточеної ділянки, а також деформацію і розтягування всього або частини оточеної ділянки для збільшення, таким чином, площі поверхні і зменшення товщини оточеної ділянки, причому кільцеве затискання виконують з можливістю обмеження або запобігання потоку металу із затиснутої області в оточену ділянку під час цієї операції розтягування; ii. операцію витягування для витягування металевого листа в чашку, що має бічну стінку і виконана як одна ціла основа, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому операцію витягування виконують з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки. Спосіб даного винаходу має перевагу (над відомими процесами) в досягненні виготовлення чашки, що має основу, яка тонша вихідної товщини металевого листа (тобто до операції розтягування) без необхідності у втраті або відході матеріалу. При застосуванні у виготовленні двокомпонентних контейнерів даний винахід забезпечує зниження витрат, які становлять близько декількох доларів на 1000 контейнерів відносно існуючих способів виготовлення. Операція розтягування є важливою для досягнення виготовлення чашки, що має основу, яка тонша вихідної товщини металевого листа. Збільшена площа поверхні оточеної ділянки, одержаної в результаті операції розтягування, забезпечує "надлишок матеріалу". Цей "надлишок матеріалу" витягується і переміщується назовні під час подальшої операції витягування. Більш переважно, операція витягування виконується таким чином, що матеріал розтягнутої і стоншеної оточеної ділянки витягується і переміщується на бічну стінку, а не залишається в основі. Це має перевагу в збільшенні, як висоти бічної стінки, так і повного об'єму одержаної чашки. Як указано в розділі опису "Попередній рівень техніки", товщина бічної стінки є критичною при впливі на параметри чашки, що використовується для корпусу контейнера (банки). Даний аспект даного винаходу має перевагу в забезпеченні переміщення матеріалу в робочу критичну частину чашки (тобто бічну стінку) при мінімізації товщини і ваги основи чашки. Для забезпечення того, щоб оточена ділянка була розтягнута і стоншена під час операції розтягування, металевий лист достатньо затискається для обмеження або запобігання потоку металу із затиснутої області в оточену ділянку під час операції розтягування. Якщо стискаючі навантаження є недостатніми, матеріал із затиснутої області (або із зовнішньої сторони затиснутої області) буде просто втягуватися в оточену ділянку, а не піддавати оточену ділянку стоншенню. Встановлено, що розтягування і стоншення можуть як і раніше відбуватися при забезпеченні обмеженої кількості потоку матеріалу із затиснутої області (або із зовнішньої сторони затиснутої області) в оточену ділянку, тобто коли потік металу обмежений, а не повністю відвернутий. Подальше переміщення розтягнутого і стоншеного матеріалу назовні і на бічну стінку під час операції витягування краще показане у варіантах здійснення даного винаходу, зображених на прикладених кресленнях (див. особливо Фіг. 12b, 13c і 13d). Спосіб даного винаходу особливо придатний для використання у виготовленні металевих контейнерів, причому одержана в результаті чашка використовується для корпусу контейнера. Одержана в результаті чашка може бути сформована в закритий контейнер шляхом закріплення кришки на відкритому кінці чашки. Наприклад, кінець металевої банки може бути з'єднаний швом з відкритим кінцем одержаної в результаті чашки (див. Фіг. 16). Спосіб даного винаходу придатний для використання на чашках, які є як круглими, так і некруглими на вигляді зверху. Однак він краще підходить до круглих чашок. Один спосіб мінімізації кількості матеріалу в основі частин чашки, одержаних за допомогою відомих процесів DWI і DRD, повинен би використовувати заготовку з меншою вихідною товщиною. Однак вартість лудженого листового заліза за тонну збільшується при зменшенні 2 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 товщини. Це збільшення пояснюється додатковими витратами на прокатку, очищення і лудіння тоншої сталі. Також беручи до уваги використання матеріалу під час виготовлення двокомпонентного контейнера, зміна загальної вартості при виготовленні контейнера залежно від вихідної товщини матеріалу показана на графіку, зображеному на Фіг. 2. Цей графік показує, що з точки зору витрат вибір матеріалу з найменшою вихідною товщиною необов'язково зменшує витрати. По суті, є сама дешева товщина матеріалу для будь-якого контейнера із заданою товщиною бічної стінки. Графік також показує ефект зменшення товщини верхньої і середньої частин стінки контейнера при зниженні кривої витрат. Фіг. 3 показує той же графік на основі дійсних даних для лудженого листового заліза, що поставляється Великобританією, типу, який звичайно використовується при виготовленні банок. Для матеріалу, зображеного на Фіг. 3, 0,285 мм представляє оптимальну товщину з урахуванням витрат, причому використання матеріалу меншої вихідної товщини збільшує загальні витрати на виготовлення банки. Графік на Фіг. 3 показує процентне збільшення загальних витрат на 1000 банок при відхиленні від оптимальної вихідної товщини 0,285 мм. Готова чашка даного винаходу має переваги в тоншій (і, отже, легшій) основі. Крім того, залежно від використовуваної операції витягування, матеріал, переміщений назовні з розтягнутої і стоншеної оточеної ділянки, може сприяти максимізації висоти бічної стінки. Таким чином, даний винахід забезпечує збільшений повний об'єм чашки для заданої кількості металу відносно відомих способів виготовлення частин чашки для двокомпонентних контейнерів. Крім того, витрати на виготовлення кожного контейнера (на основі вартості за тонну або одиничний об'єм) зменшені, оскільки даний винахід забезпечує використання матеріалу з більшою вихідною товщиною для металевого листа, що використовується для формування чашки. Під затисканням "кільцевої області" мають на увазі те, що металевий лист затиснутий або безперервно або з інтервалами по окружності. Звичайно використовується затискний засіб, що містить затискний елемент у вигляді кільця з добре відполірованою поверхнею для затискання для притискання до кільцевої області металевого листа. Однак встановлено, що зменшені стискаючі навантаження можливі для забезпечення того ж ефекту розтягування при використанні затискного елемента з поверхнею для затискання, яка є текстурованою. Текстурування впливає на шорсткість поверхні для затискання і, таким чином, збільшення ефекту захоплення затискного елемента з кільцевою областю металевого листа для заданого стискаючого навантаження. Отже, текстурований затискний елемент здатний краще обмежувати або запобігати потоку металу із затиснутої області під час операції розтягування. Як приклад надання шорсткості поверхні для затискання здійснювалося за допомогою піддавання спочатку гладкої поверхні для затискання електроімпульсній обробці (EDM), яка еродує поверхню для затискання для утворення з дрібними заглибленнями шорсткої поверхні. В одному варіанті затискання може бути, звичайно досягнуте шляхом затискання протилежних поверхонь металевого листа між відповідними протилежними першим і другим затискними елементами, причому кожний з першого і другого затискних елементів має поверхню для затискання без геометричних неоднорідностей. Наприклад, перший і другий затискні елементи можуть звичайно мати повністю плоскі гладкі поверхні для затискання. Однак встановлено, що введення геометричних неоднорідностей на протилежних поверхнях для затискання першого і другого затискних елементів забезпечує поліпшене затискання зі зменшеним небажаним прослизанням або витягуванням матеріалу під час операції розтягування. Це має переваги в зменшенні стискаючих навантажень, необхідних під час операції розтягування для досягнення заданого ступеня розтягування. Під "геометричними неоднорідностями" мають на увазі структурні ознаки на відповідних поверхнях для затискання першого і другого затискних елементів, які при використанні затискних елементів для затискання протилежних поверхонь металевого листа впливають на металевий лист, спричиняючи порушення протікання металу між затискними елементами при додаванні стискаючого навантаження. В одному варіанті геометричні неоднорідності можуть бути забезпечені шляхом утворення поверхні першого затискного елемента з одним або більше виступами, ребрами або уступами, які при використанні підтискають метал затиснутої кільцевої області всередині відповідних одного або більше елементів рельєфу, розташовані на поверхні другого затискного елемента. Елементи рельєфу звичайно утворені у вигляді вирізів або виїмок на поверхні для затискання, маючи форму і розмір для вміщення відповідних одного або більше виступів, ребер або уступів. При використанні перший і другий затискні елементи будуть затискати протилежні поверхні металевого листа, причому дією одного або більше виступів, ребер або уступів і відповідних одного або більше елементів рельєфу є порушення потоку металевого листа між першим і 3 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 другим затискними елементами при додаванні розтягувального навантаження. Це порушення потоку металу забезпечує можливість поліпшеної затискної дії для заданого стискаючого навантаження відносно тільки затискання металевого листа між першим і другим затискними елементами, що мають повністю гладкі поверхні для затискання. Було встановлено, що перевагою є наявність достатнього зазору між одним або більше виступів/ребер/уступів і відповідними одним або більше елементами рельєфу для запобігання утворенню закатів або видавлювання, оскільки це сприяє мінімізації утворення слабких місць, які будуть вразливими для розривання під час подальшої операції витягування (або подальшої операції витягування з стоншенням). Значні зменшення стискаючих навантажень, необхідних для заданого ступеня розтягування були видні, коли перший і другий затискні елементи були виконані таким чином, що при використанні одного або більше виступів/ребер/уступів підтискали метал затиснутої кільцевої області, щоб бути повністю закритими відповідним елементом (елементами) рельєфу і вставленими всередині нього (них). Приклад цієї затискної конфігурації проілюстрований в описі варіантів здійснення даного винаходу (див. варіант здійснення, проілюстрований на Фіг. 7a). Хоча вищеописаний абзац стосується одного або більше виступів/ребер/уступів, розташованим на поверхні першого затискного елемента, і відповідного одного або більше елементів рельєфу, розташованим на поверхні другого затискного елемента, даний винахід не обмежується цим. Зокрема, один або більше виступів/ребер/уступів можуть, як альтернатива, бути розташовані на поверхні другого затискного елемента і відповідні один або більше елементів рельєфу можуть бути розташовані на поверхні першого затискного елемента. Як інша альтернатива, кожна з поверхонь першого і другого затискних елементів може містити поєднання виступів/ребер/уступів і відповідних елементів рельєфу. Однак представляється, що забезпечення одиничного виступу/ребра/уступу і відповідного одиничного елемента рельєфу на поверхні для затискання відповідних затискних елементів може досягнути значних зменшень стискаючого навантаження, необхідного для заданого ступеня розтягування (див. варіанти здійснення, проілюстровані на Фіг. 6a і 7a). Як указано у вищезазначеному абзаці, значні зменшення стискаючого навантаження були видні, коли перший і другий затискні елементи були виконані таким чином, що при використанні, виступ/ребро/уступ, утворений на поверхні для затискання першого або другого затискного елемента, підтискає метал затиснутої кільцевої області, щоб вона була повністю оточеною відповідним елементом рельєфу і вміщеною всередині нього на поверхні для затискання другого або першого затискного елемента (див. таблицю 1 в описі варіантів здійснення даного винаходу). Потрібно зазначити, що перший і другий затискні елементи не обов'язково повинні бути безперервними. Наприклад, сегментні інструменти можуть використовуватися для кожного або одного з першого і другого затискних елементів. Іншими словами, кожний або один із затискних елементів може сам містити дві або більше окремих ділянок для затискання, причому кожна при використанні діє на окремій площі металевого листа. Переважно, операція розтягування включає в себе забезпечення "розтяжного" пуансона і переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного, так що "розтяжний" пуансон деформує і витягує всю або частину оточеної ділянки. У своєму самому простому варіанті "розтяжний" пуансон являє собою одиничний пуансон з торцевою поверхнею, яка при притисненні в контакт з металевим листом як деформує, так і витягує всю або частину оточеної ділянки. Переважно, торцева поверхня "розтяжного" пуансона має неплоский профіль, причому кожний або обидва з "розтяжного" пуансона і металевого листа переміщуються один до одного, так що "розтяжний" пуансон деформує і витягує всю або частину оточеної ділянки у відповідний неплоский профіль. Звичайно торцева поверхня буде мати куполоподібний або частково сферичний профіль, яка при використанні виконує функцію розтягування і деформації всієї або частини оточеної ділянки у відповідно куполоподібний або частково сферичний профіль. Як приклад Фіг. 4 показує вимірювання товщини частини металевого листа після операції розтягування, що виконується на оточеній ділянці листа за допомогою одиничного "розтяжного" пуансона, що має торцеву поверхню з куполоподібним профілем. Лист мав вихідну товщину 0,0115 дюйма (0,29 мм), причому мінімальна товщина оточеної ділянки після операції розтягування становила 0,0086 дюйми (0,22 мм), забезпечуючи 25 % максимальне зменшення товщини відносно вихідної товщини листа. У зображеному прикладі ступінь стоншення, що виходить в результаті операції розтягування, була нерівномірною по всьому діаметру, утвореному пуансоном. Було встановлено, що зміна профілю торцевої поверхні пуансона впливає на криву зміни товщини оточеної ділянки і, зокрема, місцеположення максимального стоншення. Як приклад у вертикальному розрізі торцева поверхня пуансона може мати складові радіуси або овал в профілі. Для забезпечення досягнення різних рівнів стоншення по всій оточеній ділянці, "розтяжний" пуансон, переважно, 4 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 містить торцеву поверхню, що має один або більше елементів рельєфу. Наприклад, торцева поверхня може включати в себе одну або більше виїмок або вирізів (див. Фіг. 9). Як альтернатива наявності одиничного пуансона, "розтяжний" пуансон замість цього може містити вузол пуансонів, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому операція розтягування включає в себе переміщення кожної або обох з першої і другої груп одна до одної для деформації і розтягування всієї або частин оточеної ділянки. Такий вузол пуансона може, наприклад, забезпечувати деформацію оточеної ділянки в хвилястий профіль, який може забезпечувати більш рівномірне розтягування оточеної ділянки, ніж розтягування, показане на Фіг. 5a і 5b (див. приклад, зображений на Фіг. 8). Як інша альтернатива використання або одиничному пуансону або вузла пуансонів, операція розтягування замість цього може бути здійснена за рахунок швидкого обертання. Наприклад, швидке обертання може включати в себе використання профільного інструмента, який встановлений з можливістю обертання і/або повороту, причому інструмент і оточена ділянка металевого листа приводяться в контакт одне з одним, і кожний або обидва з профільного інструмента і металевого листа обертаються і/або повертаються один відносно одного, так що профільний інструмент поступово здійснює фасонну обробку і витягує оточену ділянку. "Металевий лист", що використовується в операції розтягування, може мати множину форм. Звичайно, перед початком операції розтягування заготовку вирізають з більшої ділянки металевого листа, причому заготовка придатна для формування в чашку. У цьому випадку для мети даного винаходу заготовка повинна бути "металевим листом". Як альтернатива, операція розтягування повинна здійснюватися на такій більшій ділянці металевого листа, причому заготовку вирізають з металевого листа після розтягування. У даному альтернативному випадку для мети даного винаходу більша ділянка металевого листа повинна бути "металевим листом". Звичайно операція розтягування здійснюється на множині оточених ділянок, відділених одна від одної і розташованих на площі металевого листа (див., наприклад, Фіг. 10). Окремі заготовки потім будуть вирізати з розтягнутого металевого листа для подальшого витягування для формування відповідних чашок. Для максимізації продуктивності дві або більше оточених ділянки розтягують одночасно. Це одночасне розтягування звичайно може бути забезпечене за допомогою використання відповідної кількості "розтяжних" пуансонів, розташованих на відстані один від одного, і де кожний має куполоподібну торцеву поверхню, переміщення кожного або обох з кожного "розтяжного" пуансона і металевого листа один до одного, так що кожний "розтяжний" пуансон деформує і розтягує свою відповідну оточену ділянку. Таким чином, даний процес буде приводити до появи металевого листа, що має ряд окремих розтягнутих заглиблень. Однак існує компроміс між перевагами продуктивності в результаті максимізації кількості оточених ділянок, одночасно розтягнутих на заданій ділянці металевого листа, і одержаними максимальними навантаженнями, прикладеними до використовуваного інструмента, де металевий лист повинен бути виконаний, скажемо, з сімома або більше оточеними ділянками, переважно, щоб не всі оточені ділянки одночасно піддавалися розтягування. Замість цього, переважно, щоб одночасне розтягування оточених ділянок здійснювалася в шаховому порядку для зменшення максимальних навантажень, що випробовуються використовуваним інструментом. Наприклад, звичайно розтягування буде відбуватися радіально всередину або назовні (як показано на Фіг. 11a і 11b). Операція витягування, здійснювана на розтягнутій чашці, може включати в себе тільки один етап витягування, або замість цього включати в себе вихідний етап витягування і один або більше подальших етапів повторного витягування. Один етап або вихідний етап витягування буде формувати профіль чашки, причому подальші етапи повторного витягування здійснюють поетапне зменшення діаметра чашки і збільшують висоту бічної стінки. Операція витягування звичайно здійснюється за допомогою витягування розтягнутого металевого листа за допомогою одного або ряду витяжних штампів для витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки, переважно, на бічну стінку. Чи залишається розтягнутий і стоншений матеріал оточеної ділянки повністю в основі або переміщується на бічну стінку, результатом, як і раніше повинно бути одержання чашки, що має основу з товщиною, меншою вихідної товщини металевого листа. Розглядаючи приклад, в якому операція розтягування була здійснена з використанням пуансона, що має торцеву поверхню з куполоподібним профілем, для розтягування і стоншення оточеної ділянки у відповідну куполоподібну форму, результатом операції витягування (якщо складається з одного або множини етапів витягування) повинне бути зменшення висоти 5 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 "купола", оскільки матеріал оточеної ділянки поступово виштовхується і переміщується назовні. Операція витягування може бути достатньою для по суті вирівнювання розтягнутої і стоншеної куполоподібної оточеної ділянки. Однак це не є вимогою даного винаходу. Наприклад, у випадку чашок, призначених для використання як контейнери для газованих напоїв (або інших продуктів, що знаходяться під великим тиском), такі контейнери звичайно мають основу, яка має форму купола, спрямованого всередину з метою опору підвищенню тиску продукту. Коли чашка даного винаходу призначена для використання як такий контейнер, може бути переважним утримання частини "купола", одержаного в результаті операції розтягування. Це утримання купола в основі чашки може бути зроблене при використанні втулки, вставки або еквівалентного засобу, який розташований поруч з оточеною ділянкою під час операції витягування, причому втулка або вставка діють, щоб обмежити випрямлення купола під час операції витягування. Коли чашка також піддається операції витягування зі стоншенням, і необхідно втримувати частину "купола", може бути необхідним також використання втулки, вставки або еквівалентного засобу для запобігання протинатягу, що виникає в результаті операції витягування зі стоншенням, що випрямляє купол. Як альтернатива або додатково, ймовірно, що чашка буде піддаватися подальшій операції повторного формування для утворення куполоподібної основи чашки із заданим готовим профілем, необхідним для опору тиску в банці. Пристрої різних видів можуть використовуватися для здійснення операції витягування. Етапи операції витягування будуть звичайно включати в себе перше затискання з можливістю ковзання металевого листа (або пізніше сформованої чашки) в місцеположенні між "витяжним" штампом і "розтяжним" пуансоном, причому "розтяжний" пуансон виконаний з можливістю переміщення через "розтяжний" штамп для здійснення витягування. Вихідний етап витягування для формування профілю в формі чашки може звичайно здійснюватися на звичайному пресі для глибокого витягування. Будь-які подальші етапи повторного витягування для чашки можуть звичайно виконуватися з використанням корпусоутворюваної машини/преса, що містять один або ряд штампів для повторного витягування. Однак операція витягування не обмежується використанням звичайного "витяжного" пуансона/«витяжного" штампу. Наприклад, операція витягування може включати в себе дуттьове формування з використанням стиснутого повітря/газу або рідин для витягування металевого листа на "витяжному" штампі або в ливарній формі. По суті, операція витягування (яка складається чи з одного або множини етапів) включає в себе будь-який засіб прикладання зусилля витягування. Під "затисканням з можливістю ковзання" мають на увазі те, що стискаюче навантаження під час витягування вибирається, щоб забезпечити ковзання металевого листа незалежно від того, який затискний засіб використовується (наприклад, витяжне кільце) у відповідь на деформуючу дію витяжного штампу на металевий лист. Призначенням цього затискання з можливістю ковзання є запобігання або обмеження зморщування матеріалу під час витягування. Другий аспект даного винаходу стосується пристрою для здійснення способу даного винаходу. Деякі ознаки такого пристрою були вже описані вище. Однак для повноти картини пункти формули винаходу, ті, які стосуються пристрою стисло описані нижче. Термін "пристрій" включає в себе не тільки одну частину установки, але також включає в себе ряд окремих частин установки, які в сукупності можуть здійснювати заявлений спосіб даного винаходу (наприклад, подібно складальній лінії автозаводу з послідовними операціями, здійснюваними різними частинами установки). Згідно з другим аспектом даного винаходу описаний пристрій для виготовлення металевої чашки, причому пристрій містить: затискний засіб для затискання металевого листа під час операції розтягування, причому затискний засіб виконаний з можливістю затискання кільцевої області на листі для утворення оточеної ділянки; розтяжний інструмент, виконаний з можливістю деформації і розтягування всієї або частин оточеної ділянки під час операції розтягування для збільшення, таким чином, площі поверхні і зменшення товщини оточеної ділянки, причому затискний засіб додатково виконаний з можливістю обмеження або запобігання потоку металу із затиснутої області в оточену ділянку під час цієї операції розтягування; і засіб для витягування металевого листа в чашку, що має бічну стінку і виконана як одна ціла основа, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому засіб для витягування виконаний з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки під час операції витягування. В ідеальному випадку для максимізації об'єму чашки на одиницю маси матеріалу (тобто використання сировини), засіб для витягування додатково виконаний з можливістю витягування і переміщення матеріалу розтягнутої і стоншеної оточеної ділянки на бічну стінку. 6 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 Затискний засіб може містити затискний елемент у вигляді безперервної кільцевої втулки. Як альтернатива, він може являти собою ряд окремих затискних елементів, розподілених по окружності для впливу на металевий лист. Затискний засіб переважно містить перший затискний елемент і другий затискний елемент, причому перший і другий затискні елементи виконані з можливістю затискання протилежних поверхонь металевого листа. Відповідні поверхні для затискання можуть мати ознаки, описані у вищенаведених абзацах, що стосуються способу даного винаходу, тобто кожна поверхня для затискання не має геометричну неоднорідність, або переважно кожна поверхня для затискання має геометричну неоднорідність для забезпечення переваги в зменшеному стискаючому навантаженні для заданого ступеня розтягування. Переважно, розтяжний інструмент містить "розтяжний" пуансон, причому пристрій виконаний з можливістю переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного, так що при використанні "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки. Як указано в описі способу даного винаходу, "розтяжним" пуансоном може бути просто одиничний пуансон, що має торцеву поверхню, яка при використанні підтискається до оточеної ділянки металевого листа для здійснення операції розтягування. Випробування були проведені з використанням одиничного пуансона як "розтяжного" пуансона, причому торцева поверхня одиничного пуансона має куполоподібний або, звичайно частково сферичний профіль, який при використанні розтягує оточену ділянку у відповідний куполоподібний або частково сферичний профіль. Як альтернатива, у вертикальному розрізі торцева поверхня пуансона може мати складові радіуси або мати овальний профіль. Для забезпечення досягнення різних ступенів стоншення по всій оточеній ділянці "розтяжний" пуансон може переважно містити торцеву поверхню, що має один або більше елементів рельєфу. Наприклад, торцева поверхня може включати в себе одну або більше виїмок або вирізів (див. Фіг. 9). В альтернативному варіанті здійснення "розтяжний" пуансон містить вузол пуансонів, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому перша і друга групи можуть переміщуватися одна до одної при використанні для деформації і розтягування всієї або частини оточеної ділянки. Як викладено в описі способу даного винаходу, операція витягування звичайно здійснюється за допомогою витягування чашки за допомогою одного або ряду витяжних штампів для переміщення матеріалу назовні з розтягнутої і стоншеної оточеної ділянки, переважно, на бічну стінку. Засіб для витягування переважно містить витяжний пуансон (або ряд пуансонів) і відповідний витяжний штамп (штампи). Крім того, переважно, пристрій додатково містить один або ряд протяжних штампів, як для зменшення товщини, так і збільшення висоти бічної стінки в операції витягування зі стоншенням. Спосіб і пристрій даного винаходу не обмежуються конкретним металом. Вони особливо придатні для використання з металами, що звичайно використовуються в процесах DWI (D&I) і DRD. Крім того, не існує обмеження для кінцевого використання чашки, яка виходить в результаті використання способу і пристрою даного винаходу. Без обмеження чашки можуть використовуватися при виготовленні будь-якого типу контейнера для харчового продукту, напою або чого-небудь ще. Однак даний винахід є особливо вигідним для використання при виготовленні контейнерів для харчового продукту, особливо, відносно економії витрат, які можуть бути зроблені відносно відомих способів виготовлення. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Фіг. 1 - вигляд збоку корпусу контейнера відомого рівня техніки, одержаного в результаті відомого процесу DWI. Він показує розподіл матеріалу в областях основи і бічної стінки корпусу контейнера; Фіг. 2 - графік, що показує в загальних рисах, як загальна вартість виготовлення звичайного двокомпонентного металевого контейнера змінюється залежно від вихідної товщини листового металу. Графік показує, як зменшення товщини області бічної стінки (наприклад, за допомогою витягування зі стоншенням) впливає на зниження загальної вартості; Фіг. 3 - графік, відповідний Фіг. 2, але оснований на дійсних даних про ціну на луджене листове залізо, що поставляється Великобританією; Варіанти здійснення даного винаходу проілюстровані на нижченаведених кресленнях з посиланням на супровідний опис: 7 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 4 - графічне представлення зміни товщини "оточеної ділянки" металевого листа, яка була піддана операції розтягування з використанням "розтяжного" пуансона, що має торцеву поверхню з куполоподібним профілем; Фіг. 5a - вигляд збоку розтяжного кільця, що використовується для здійснення операції розтягування, даного винаходу. Креслення зображує розтяжне кільце до початку операції розтягування; Фіг. 5b зображує розтяжне кільце згідно з Фіг. 5a, але після завершення операції розтягування; Фіг. 6a - вигляд в розрізі першого варіанта здійснення затискного засобу, що використовується для затискання металевого листа під час операції розтягування; Фіг. 6b - вигляд в розрізі частини металевого листа, одержаного в результаті використання затискного засобу, зображеного на Фіг. 6a; Фіг. 7a - вигляд в розрізі другого варіанта здійснення затискного засобу, що використовується для затискання металевого листа під час операції розтягування; Фіг. 7b - вигляд в розрізі частини металевого листа, одержаного в результаті використання затискного засобу, зображеного на Фіг. 7a; Фіг. 8 зображує варіант розтяжного пуансона, альтернативний варіанту, зображеному на Фіг. 5a і 5b; Фіг. 9 зображує інший варіант розтяжного пуансона, альтернативний варіанту, зображеному на Фіг. 5a і 5b, де торцева поверхня розтяжного пуансона включає в себе різні елементи рельєфу; Фіг. 10 зображує ділянку металевого листа, на якій операція розтягування даного винаходу була здійснена на множині "оточених ділянок", відділених одна від одної і розташованих на площі металевого листа; Фіг. 11a і 11b показують, як при здійсненні операції розтягування для одержання розтягнутого листа, зображеного на Фіг. 10, будь-яке одночасне розтягування двох або більше оточених ділянок може здійснюватися в шаховому порядку для зменшення навантажень, прикладених до використовуваних інструментів; Фіг. 12a - вигляд збоку інструментів преса для глибокого витягування, вихідного етапу витягування, що використовується для здійснення в операції витягування для формування чашки з розтягнутого металевого листа. Креслення зображує інструменти до початку цього вихідного етапу витягування; Фіг. 12b відповідає Фіг. 12a, але після завершення вихідного етапу витягування; Фіг. 13a-d - перспективні види вузла корпусоутворювальної машини, що використовується для повторного витягування чашки на етапі повторного витягування в операції витягування. Креслення показує роботу корпусоутворювальної машини від початку до кінця етапу повторного витягування; Фіг. 14 - докладний вигляд штампу для повторного витягування у вузлі корпусоутворювальної машини згідно з Фіг. 13a-d; Фіг. 15 зображує заготовку металевого листа на різних етапах в процесі здійснення способу даного винаходу при її проходженні від плоского листа до готової чашки; Фіг. 16 показує використання чашки даного винаходу як частини двокомпонентного контейнера. ВАРІАНТ ЗДІЙСНЕННЯ (ВАРІАНТИ ЗДІЙСНЕННЯ) ДАНОГО ВИНАХОДУ Операція розтягування Плоска частина металевого листа 10 розташована всередині розтяжного пристрою 20 (приклад якого проілюстрований на Фіг. 5a і 5b). Луджене листове залізо (Temper 4) з вихідною товщиною (tin-going) 0,280 використовувалося для металевого листа 10. Однак даний винахід не обмежується конкретною товщиною або металами. Частину металевого листа 10 звичайно відрізають від рулону металевого листа (не показаний). Розтяжний пристрій 20 містить дві плити 21, 22, які можуть переміщуватися одна відносно одної вздовж паралельних осей 23 під дією навантажень, прикладених за допомогою циліндрів 24 (див. Фіг. 5a і 5b). Навантаження можуть прикладатися будь-якими відомими засобами, наприклад, пневматичними, гідравлічними циліндрами або циліндрами азоту високого тиску. На пластині 21 встановлений розтяжний пуансон 25 і затискний елемент у вигляді першого затискного кільця 26. Перше затискне кільце 26 розташоване радіально назовні від розтяжного пуансона 25. Розтяжний пуансон 25 має куполоподібну торцеву поверхню (див. Фіг. 5a і 5b). На пластині 22 встановлене друге затискне кільце 27. Друге затискне кільце 27 є трубчастою вставкою, що має кільцеву торцеву поверхню 28 (див. Фіг. 5a і 5b). При використанні, 8 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 навантаження прикладені за допомогою циліндрів 24 для переміщення пластин 21, 22 одна до одної вздовж осей 23 доти, доки плоска частина металевого листа не буде міцно затиснута по окружності між першим і другим затискними кільцями 26, 27 для утворення затиснутої кільцевої області 15 на частині металевого листа. Таким чином, кожне з першого затискного кільця 26 і другого затискного кільця 27 виконує функцію затискного елемента. Затиснута кільцева область 15 утворює оточену ділянку 16 на металевому листі 10. Розтяжний пуансон 25 потім переміщується в осьовому напрямку через перше затискне кільце 26 для поступової деформації і розтягування (стоншення) металу оточеної ділянки 16 в куполоподібний профіль 17 (див. Фіг. 5b). В ідеальному випадку, стискаючі навантаження, прикладені під час цієї операції розтягування, є достатніми для забезпечення того, щоб трохи або ніякий матеріал не вийшов із затиснутої кільцевої області 15 (або із зовнішньої сторони затиснутої області) в оточену ділянку 16 під час розтягування. Це сприяє максимізації ступеня розтягування і стоншення, яке відбувається на оточеній ділянці 16. Однак, як указано вище в загальному описі даного винаходу, було встановлено, що розтягування і стоншення металу оточеної ділянки 16 можуть як і раніше відбуватися при забезпеченні обмеження кількості потоку металу із затиснутої кільцевої області 15 (або із зовнішньої сторони затиснутої області) в оточену ділянку. Фіг. 6a і 7a - докладні вигляди двох варіантів першого затискного кільця 26 і другого затискного кільця 27, що використовуються для затискання металевого листа 10 під час операції розтягування. Фіг. 6a зображує поверхню першого затискного кільця 26, що містить кільцевий уступ 261, що має ширину w, який виходить на радіальну внутрішню кромку першого затискного кільця. Відповідний кільцевий виріз 271 утворений на поверхні другого затискного кільця 27. У зображеному варіанті уступ 261 і виріз 271 мають висоту 1 мм і радіуси R261,271 0,5 мм. Сторони s261,271 уступу 261, які проходять в осьовому напрямку і вирізу 271 радіально зміщені одна від одної на відстань, більшу товщини t металевого листа, вони призначені для затискання (див. відстань ∆ на Фіг. 6a). Це запобігає затискання або видавлюванню металевого листа під час затиснення і, таким чином, сприяє мінімізації утворення послабленої області, яка буде вразлива для розривання під час подальшої операції витягування (або подальшої операції витягування зі стоншенням). Фіг. 6b - частковий вигляд металевого листа, який є результатом використання затискного пристрою, зображеного на Фіг. 6a. Фіг. 7a зображує поверхню першого затискного кільця 26, що містить кільцевий виступ 261, розташований на відстані від радіальної внутрішньої і зовнішньої кромок першого затискного кільця. Відповідна кільцева виїмка 271 утворена на поверхні другого затискного кільця 27. У даному альтернативному варіанті, виступ 261 повністю закривається і вміщується у виїмку 271 на відміну від варіанта на Фіг. 6a. Іншими словами, при використанні, виступ 261 на Фіг. 7a підтискає метал затиснутої кільцевої області 15, щоб повністю закриватися і вміщуватися у виїмку 271. У даному варіанті, виступ 261 має висоту близько 0,5 мм з радіусами R 261,271 близько 0,3 мм і 0,75 мм, відповідно. Як можна бачити на Фіг. 7a, подібно варіанту згідно з Фіг. 6a, виступ 261 і виїмка 271 профільовані для запобігання затисканню або видавлюванню металевого листа під час затиснення. Фіг. 7b - частковий вигляд металевого листа, який є результатом використання затискного пристрою, зображеного на Фіг. 7a. Обидва варіанти створення для затиснення використовувалися на металевому листі з товщиною 0,277 мм і 0,310 мм. Однак даний опис не призначений для обмеження об'єму або застосовності способу або пристроїв даного винаходу. Таблиця 1, наведена нижче, показує для обох варіантів створення для затиснення (Фіг. 6a і 7a) осьові стискаючі навантаження, необхідні під час операції розтягування для досягнення заданого ступеня розтягування. Потрібно зазначити, що дані в таблиці 1 були одержані на основі затиснення і розтягування плоскої основи чашки (як показано на Фіг. 7a, 7b, 8a і 8b заявки PCT/EP11/051666 (CROWN Packaging Technology, Inc). Однак ці дані в рівному ступені застосовні до даного винаходу, оскільки затискна і витягувана область є плоскою в обох випадках. У таблиці зрозуміло показано, що наявність виступу 261, виконаного з можливістю повної вставки і поміщення у виїмку 271 (як і у варіанті згідно з Фіг. 7a), істотно зменшує необхідні стискаючі навантаження майже на 50 % відносно навантажень, необхідних при використанні затискного пристрою згідно з Фіг. 6a. Причиною для цієї різниці необхідних осьових стискаючих навантажень є те, що виступ 261, що повністю проходить всередині відповідної виїмки 271, забезпечує більше порушення потоку металу під час операції розтягування і, таким чином, забезпечує поліпшений стискаючий ефект. Порушення потоку металу є великим для 9 UA 109277 C2 варіанта згідно з Фіг. 7a, оскільки потік металу порушується обома сторонами s 261 виступу 261, які проходять в осьовому напрямку, тоді як для варіанта згідно з Фіг. 6a потік металу порушується тільки однією стороною s261 виступу, яка проходить в осьовому напрямку. 5 Таблиця 1 Варіант створення затиснення Осьове зусилля (кН) затиснення Фіг. 6a 46-53 Фіг. 7a 25-29 10 15 20 25 30 35 40 45 50 55 Ковзання (мм) 0,85-1,3 0,05 В альтернативному варіанті єдиний розтяжний пуансон 25 замінений вузлом 250 пуансона (як показано на Фіг. 8). Вузол 250 пуансона містить: i) першу групу 251 кільцевих пуансонів 251a, що оточують центральний пуансон 251b; і ii) другу групу 252 кільцевих пуансонів 252a. Для полегшення розуміння, Фіг. 8 зображує тільки вузол 250 пуансона і частину металевого листа 10. Хоча на Фіг. 8 не показано, при використанні, кільцева область 15 металевого листа 10 буде затиснута під час операції розтягування по окружності подібно варіанту, зображеному на Фіг. 5a і 5b. При використанні, перша і друга групи пуансонів 251, 252 повернуті до протилежних поверхонь оточеної ділянки 16 металевого листа 10. Операція розтягування здійснюється шляхом переміщення, як першої, так і другої груп пуансонів 251, 252 у напрямку одна до одної для деформації і розтягування (стоншення) металу оточеної ділянки 16. Оточена ділянка 16 деформується в хвилястий профіль 170 (див. Фіг. 8). В іншому варіанті єдиний розтяжний пуансон 25 містить ряд елементів рельєфу у вигляді виїмок/вирізів 253, утворених на його торцевій поверхні (див. Фіг. 9). У варіанті, зображеному на Фіг. 9, є центральна виїмка/виріз, оточена одиничною кільцевою виїмкою/вирізом. Однак можуть використовуватися альтернативні конфігурації виїмки/вирізу. Варіант згідно з на Фіг. 5a, 5b зображений при штампуванні єдиної оточеної ділянки на частині металевого листа 10. Однак пристрій, зображений на Фіг. 5a, 5b, може використовуватися для розтягування і стоншення множини оточених ділянок 16, відділених одна від одної і розташованих на площі металевого листа 10. Фіг. 10 зображує частину металевого листа 10, підданого такій операції розтягування для утворення розтягнутих і стоншених куполоподібних оточених ділянок 16, 17, розташованих на площі листа. При виконанні цього з використанням єдиного розтяжного пуансона, що здійснює ряд послідовних операцій розтягування на площі металевого листа 10, переважно, щоб пристрій включав в себе множину розтяжних пуансонів, які забезпечують здійснення одночасних операцій розтягування на відповідному ряді оточених ділянок, розташованих на площі металевого листа. Однак для зменшення навантажень, прикладених до інструмента, що використовується для розтягування, переважно здійснювати в шаховому порядку одночасні операції розтягування, так що не всі оточені ділянки на листі витягуються одночасно. Фіг. 11a і 11b зображають шість груп оточених ділянок: "a', "b', "c', "d', "e' і "f'. При використанні, всі оточені ділянки в кожній групі будуть витягуватися одночасно. У варіанті, зображеному на Фіг. 11a, розтягування буде відбуватися радіально назовні від групи "a' до групи "b', групи "c', групи "d', групи "e', групи "f'. В альтернативному варіанті, зображеному на Фіг. 11b, розтягування буде відбуватися радіально всередину від групи "f' до групи "e', групи "d', групи "c', групи "b', групи "a'. Після завершення розтягування окремі заготовки можуть бути вирізані з розтягнутого металевого листа для подальшого витягування. Потрібно зазначити, що Фіг. 10, 11a і 11b є тільки ілюстративними, і мається на увазі, що вони не витримані в масштабі. Початковий етап витягування в операції витягування Після завершення операції розтягування металевий лист 10 з його розтягнутою і стоншеною куполоподібною оточеною ділянкою 16, 17 переміщується до преса 30 для глибокого витягування. Прес 30 для глибокого витягування містить притискне кільце 31 і витяжний штамп 32 (див. Фіг. 12a і 12b). Витяжний пуансон 33 є співвісним з витяжним штампом 32, як показано загальною віссю 34. Витяжний пуансон 33 має виїмку 35. Кільцевий різальний елемент 36 оточує притискне кільце 31. При використанні, частина металевого листа 10 утримується в положенні між протилежними поверхнями притискного кільця 31 і витяжного штампу 32. Лист 10 розташований таким чином, що куполоподібна оточена ділянка 16, 17 розташована в центрі над отвором витяжного штампу 10 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 32. Після розташування металевого листа 10, кільцевий різальний елемент 36 переміщується вниз і вирізає заготовку 11 з металевого листа 10 (див. Фіг. 12a). Надлишок матеріалу позначений посилальною позицією 12 на Фіг. 12a. Після вирізання заготовки 11 з листа 10 витяжний пуансон 33 переміщується в осьовому напрямку вниз в контакт із заготовкою 11 (див. Фіг. 12b). Витяжний пуансон 33 спочатку контактує із заготовкою 11 в кільцевій області 18a, розташованій поряд і радіально назовні від куполоподібної оточеної ділянки 16, 17 (див. Фіг. 12a). Виїмка 35, утворена на витяжному пуансоні 33, запобігає руйнуванню куполоподібної оточеної ділянки 16, 17 під час витягування. Витяжний пуансон 33 безперервно переміщується вниз через витяжний штамп 32 для поступового витягування заготовки 11 відносно формуючої поверхні 37 штампу в профіль чашки 19, що має бічну стінку 19sw і виконаний як одна ціла основа 19b. Однак дія витяжного пуансона 33 на заготовку 11 також примушує матеріал куполоподібної оточеної ділянки 16, 17 витягуватися і переміщуватися назовні (як указано стрілками А на Фіг. 12b). Цей вихідний етап витягування приводить до зменшення висоти куполоподібної області через її матеріал, витягнутий назовні. Залежно від глибини витягування, витягування може бути достатнім для витягування і переміщення частини розтягнутого і стоншеного матеріалу куполоподібної оточеної ділянки 16, 17 на бічну стінку 19sw під час даного вихідного етапу витягування, а не цього розтягнутого і стоншеного матеріалу, що залишається повністю всередині основи 19 b. Фіг. 12b включає в себе окремий вигляд витягнутої чашки 19, яка є результатом використання преса 30 для глибокого витягування, з куполоподібної області зменшеної висоти в основі, позначеної посилальною позицією 17'. У Фіг. 12a включений докладний вигляд радіуса R 32 на з'єднанні між торцевою поверхнею витяжного штампу 32 і його формуючій поверхні 37. Що стосується відомих операцій витягування, радіус R32 і навантаження, прикладене притискним кільцем 31 до периферії заготовки 11, вибираються для забезпечення ковзання радіально всередину заготовки між протилежними поверхнями притискного кільця 31 і витяжного штампу 32 і вздовж формуючої поверхні 37 при послідовному переміщенні вниз витяжного пуансона 33 для витягування заготовки в чашку 19. Це забезпечує те, що заготовка 11 переважно витягується, а не розтягується (стоншується) (або щонайбільше розривається близько з'єднання між торцевою поверхнею витяжного штампу і формуючою поверхнею 37). Залежно від розміру радіуса R 32 і в меншому ступені від інтенсивності стискаючого навантаження, прикладеного притискним кільцем 31, незначне розтягнення або стоншення повинне відбуватися під час даного вихідного етапу витягування. Однак в альтернативних варіантах здійснення даного винаходу допускається, щоб навантаження, прикладене притискним кільцем 31, було достатнім, щоб поєднання витягування і додаткового розтягування відбувалося під дією витяжного пуансона 33. Чашка 19, яка є результатом даного вихідного етапу витягування, також називається "чашкою першого етапу". В альтернативному варіанті здійснення даного винаходу, не зображеному на Фіг. 12a і 12b, якщо глибина витягування була б достатньою, це привело б до куполоподібної оточеної ділянки 16, 17, що витягується по суті плоскою на даному початковому етапі витягування для утворення чашки 19, що має основу по суті плоску 19b. Етап повторного витягування в операції витягування Чашка 19 першого етапу, що є результатом процесу глибокого витягування, зображеного на Фіг. 12a і 12b і описаного вище, передається у вузол 40 корпусоутворювальної машини (див. Фіг. 13a-d). Вузол 40 корпусоутворювальної машини містить дві половини 41, 42 (позначені стрілками на Фіг. 13a-d). Перша половина 41 вузла 40 корпусоутворювальної машини містить трубчастий пуансон 43 для повторного витягування, встановлений на тій же осі, що і периферійне затискне кільце 44. Як можна бачити на Фіг. 13a-d, затискне кільце 44 оточує по окружності пуансон 43 для повторного витягування подібно до втулки. Як буде зрозуміло з нижченаведеного опису і розгляду Фіг. 13a-d, пуансон 43 для повторного витягування здатний переміщутися через затискне кільце 44 і незалежно від нього. Друга половина 42 вузла 40 корпусоутворювальної машини містить штамп 45 для повторного витягування. Штамп 45 для повторного витягування містить трубчасту ділянку, що має зовнішній діаметр, що відповідає внутрішньому діаметру чашки 19 (див. Фіг. 13a-d). Штамп 45 для повторного витягування має формуючу поверхню 46 на своїй внутрішній осьовій поверхні, яка досягає кільцевої торцевої поверхні 47 (див. Фіг. 13a-d). При використанні, чашка 19 першого етапу спочатку встановлюється на штамп 45 для повторного витягування (як показано на Фіг. 13a). Потім, як показано на Фіг. 13b, дві половини 41, 42 вузла 40 корпусоутворювальної машини переміщуються в осьовому напрямку відносно одна одної таким чином, що кільцева область 18b основи чашки 19 затискається між кільцевою 11 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 торцевою поверхнею 47 штампу 45 для повторного витягування і поверхнею периферійного затискного кільця 44. При затисканні пуансон 43 для повторного витягування потім примусово проштовхується в осьовому напрямку через затискне кільце 44 і штамп 45 для повторного витягування (див. стрілку В на Фіг. 13c і 13d) для поступового повторного витягування матеріалу чашки 19 вздовж формуючої поверхні 46 штампу для повторного витягування. Використання пуансона 43 і штампу 45 для повторного витягування дає два ефекти: i) примушує матеріал з бічної стінки 19sw витягуватися радіально всередину і потім в осьовому напрямку вздовж формуючої поверхні 46 штампу 45 для повторного витягування (як указано стрілками С на Фіг. 13c і 13d). Таким чином, чашка зменшується в діаметрі під час даного етапу повторного витягування (як показано шляхом порівняння Фіг. 13c з Фіг. 13d); ii) примушує розтягнутий і стоншений матеріал, який залишається в куполоподібній 17' області зменшеної висоти основи 19b, додатково поступово витягуватися і переміщуватися з основи на бічну стінку зменшеного діаметра (як указано стрілками D на Фіг. 13c і 13d). Це дає ефект вирівнювання основи 19b (див. особливо Фіг. 13d). Фіг. 13d зображує готовий стан повторно витягнутої чашки 19 при досягненні пуансона 43 для повторного витягування кінця свого ходу. Можна виразно бачити, що раніше утворена куполоподібна область 17' основи 19b тепер витягнута по суті плоскою для забезпечення чашки або корпусу 19 контейнера, де товщина основи 19 b менша товщини вихідного металевого листа 10. Як указано вище, ця зменшена товщина в основі 19b і подальше зменшення ваги забезпечуються за рахунок операції розтягування, здійснюваної попередньо. Як показано на докладному вигляді штампу 45 для повторного витягування на Фіг. 14, з'єднання між формуючою поверхнею 46 і кільцевою торцевою поверхнею 47 штампу 45 для повторного витягування має радіус R45 в діапазоні 1-3,2 мм. Забезпечення радіуса R45 зменшує гострий кут, який інакше знаходився б на з'єднанні між формуючою поверхнею 46 і кільцевою торцевою поверхнею 47 і, таким чином, знижує ризик розривання металу чашки 19 при повторному витягуванні навколо цього з'єднання. За етапом повторного витягування, проілюстрованим на Фіг. 13a-d, можуть також йти один або більше додаткових етапів повторного витягування для додаткового зменшення діаметра чашки 19. Потрібно зазначити, що хоча Фіг. 13a-d показують використання трубчастого пуансона 43 для повторного витягування, що має кільцеву торцеву поверхню, пуансон може як альтернатива мати замкнуту торцеву поверхню. Замкнута торцева поверхня може бути профільована для штампування відповідного профілю в основу чашки. Операція витягування, описана вище і проілюстрована на Фіг. 13a-d, відома як реверсивне повторне витягування. Причина полягає в тому, що пуансон 43 для повторного витягування спрямовується для вивертання профілю чашки першого етапу. По суті, пуансон для повторного витягування змінює напрямок матеріалу і вивертає розтягнуту внутрішню частину чашки. Це можна бачити шляхом порівняння профілів чашки на Фіг. 13a і 13d. Реверсивне повторне витягування чашки має наступні переваги: i) запобігання некерованому викривленню куполоподібної області 17' зменшеної висоти основи (особливо при використанні пуансона для повторного витягування, що має замкнуту торцеву поверхню); і ii) максимізує переміщення матеріалу з куполоподібної області 17' на бічну стінку 19 sw. Потрібно зазначити, що хоча варіант, зображений на Фіг. 13a-d, ілюструє реверсивне повторне витягування, традиційне повторне витягування також буде проводити бажаний ефект, тобто коли пуансон для повторного витягування діє в протилежному напрямку для зміни напрямку повторного витягування і не вивертає внутрішню частину чашки. Фіг. 15 показує зміни, яким піддається металевий лист 10, починаючи від стану до здійснення будь-яких операцій формування (вигляд a), потім до стану після операції розтягування в розтяжному пристрої 20 (вигляд b), потім до стану після вихідного етапу витягування на пресі 30 для глибокого витягування (вигляд с) і, нарешті, до стану після етапу повторного витягування у вузлі 40 корпусоутворювальної машини (вигляд d). Ці креслення виразно показують, що основа готової чашки (tstretch) має зменшену товщину відносно вихідної товщини металевого листа 10 (tin-going), тобто tstretch < tin-going. Як указано вище, ця зменшена товщина (відносно вихідної товщини металевого листа) забезпечена за рахунок процесу розтягування згідно з даним винаходом. Результат вихідного етапу витягування при поступовому витягуванні і переміщенні назовні матеріалу куполоподібної оточеної ділянки 16, 17 показаний на видах b і с на Фіг. 15, причому матеріал з місцеположення X витягнутий і переміщений назовні в місцеположення X' в результаті вихідного етапу витягування. Результат 12 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 етапу повторного витягування показаний на вигляді d на Фіг. 15, причому матеріал з місцеположення X' витягнутий і переміщений в місцеположення X" на бічній стінці 19 sw. Для максимізації висоти бічної стінки 19 sw чашки з її стоншеною основою чашка може також піддаватися витягуванню зі стоншенням бічних стінок за рахунок витягування через ряд протяжних штампів (не показані) в операції витягування зі стоншенням. Ця операція витягування зі стоншенням дає результат збільшення висоти і зменшення товщини бічної стінки. Фіг. 16 зображує контейнер 100, коли готова чашка 19 піддавалася такій операції витягування зі стоншенням для формування корпусу 110 контейнера. Корпус 110 контейнера розширений назовні 111 на своєму отворі для доступу. Кінець 120 банки має вставку 121 для з'єднання стику внапуск, причому вставка 121 для з'єднання стику внапуск дає можливість закріпити кінець банки на корпусі контейнера за допомогою з'єднання швом з розширеною на конус ділянкою 111. ФОРМУЛА ВИНАХОДУ 1. Спосіб виготовлення металевої чашки для одержання двокомпонентного контейнера для харчового продукту, причому спосіб включає в себе наступні операції: і) операцію розтягування, що здійснюється на металевому листі, причому операція включає в себе затискання кільцевої ділянки на листі для утворення оточеної ділянки і деформацію і розтягування всієї або частини оточеної ділянки для збільшення, таким чином, площі поверхні і зменшення товщини оточеної ділянки, причому затискання кільцевої ділянки виконують з можливістю обмеження або запобігання потоку металу із затиснутої ділянки в оточену ділянку під час цієї операції розтягування; іі) операцію витягування для витягування металевого листа в чашку, що має бічну стінку і виконану як одне ціле основу, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому операцію витягування виконують з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки, в результаті чого може бути досягнута полегшена чашка при найменших витратах. 2. Спосіб за п. 1, в якому операцію витягування виконують таким чином, що матеріал розтягнутої і стоншеної оточеної ділянки витягується і переміщується на бічну стінку. 3. Спосіб за будь-яким з пп. 1 або 2, в якому операцію розтягування здійснюють на множині оточених ділянок, відділених одна від одної і розташованих на площі металевого листа. 4. Спосіб за будь-яким попереднім пунктом, в якому кільцеве затискання операції розтягування включає в себе використання одного або більше затискних елементів, що мають поверхню для затискання, причому поверхня для затискання має текстуровану поверхню. 5. Спосіб за будь-яким з пп. 1-3, в якому кільцеве затискання операції розтягування здійснюють шляхом затискання протилежних поверхонь металевого листа між відповідними протилежними першим і другим затискними елементами (26, 27), причому кожний з першого і другого затискних елементів має поверхню для затискання, що має геометричну неоднорідність (261, 271), щоб, таким чином, сприяти порушенню потоку металу металевого листа між першим і другим затискними елементами при здійсненні операції розтягування. 6. Спосіб за п. 5, в якому геометричні неоднорідності містять одне з: і) поверхні для затискання першого затискного елемента (26), що має один або більше виступів, ребер або уступів (261), які при використанні підтискають метал затиснутої кільцевої ділянки (15) всередині відповідних одного або більше елементів (271) рельєфу, утворених на поверхні для затискання другого затискного елемента (27); або іі) поверхні для затискання другого затискного елемента, як альтернатива, що має один або більше виступів, ребер або уступів, які при використанні підтискають метал затиснутої кільцевої ділянки всередині відповідних одного або більше елементів рельєфу, як альтернатива, утворених на поверхні для затискання першого затискного елемента; або ііі) поєднання (і) і (іі). 7. Спосіб за п. 6, в якому перший і другий затискні елементи (26, 27) виконані таким чином, що при використанні один або більше виступів, ребер або уступів (261), утворених на поверхні для затискання першого або другого затискного елемента, підтискають метал затиснутої кільцевої ділянки (15), щоб повністю закриватися відповідними одним або більше елементами (271) рельєфу і вміщуватися в них, які утворені на відповідній поверхні для затискання другого або першого затискного елемента. 8. Спосіб за будь-яким попереднім пунктом, в якому операція розтягування включає в себе забезпечення "розтяжного" пуансона і переміщення кожного або обох з "розтяжного" пуансона і 13 UA 109277 C2 5 10 15 20 25 30 35 40 45 50 55 60 металевого листа один до одного таким чином, що "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки. 9. Спосіб за п. 8, в якому "розтяжний" пуансон містить торцеву поверхню, що має один або більше елементів рельєфу. 10. Спосіб за будь-яким з пп. 8 або 9, в якому "розтяжний" пуансон містить вузол пуансона, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому операція розтягування включає в себе переміщення кожної або обох з першої і другої груп одна до одної для деформації і розтягування всієї або частини оточеної ділянки. 11. Спосіб за будь-яким попереднім пунктом, в якому операція витягування включає в себе або за нею йде операція витягування зі стоншенням. 12. Пристрій для виготовлення металевої чашки для двокомпонентного контейнера для харчового продукту, причому пристрій містить: затискний засіб для затискання металевого листа під час операції розтягування, причому затискний засіб виконаний з можливістю затискання кільцевої ділянки на листі для утворення оточеної ділянки; розтяжний інструмент, виконаний з можливістю деформації і розтягування всієї або частини оточеної ділянки в операції розтягування для, таким чином, збільшення площі поверхні і зменшення товщини оточеної ділянки, причому затискний засіб додатково виконаний з можливістю обмеження або запобігання руху потоку металу із затиснутої ділянки в оточену ділянку під час цієї операції розтягування; і засіб для витягування металевого листа в чашку, що має бічну стінку і виконану як одне ціле основу, де основа містить матеріал з розтягнутої і стоншеної оточеної ділянки, причому засіб для витягування виконаний з можливістю витягування і переміщення назовні матеріалу розтягнутої і стоншеної оточеної ділянки в операції витягування, в результаті чого досягається полегшена чашка з найменшими витратами. 13. Пристрій за п. 12, в якому засіб для витягування виконаний з можливістю витягування і переміщення матеріалу розтягнутої і стоншеної оточеної ділянки на бічну стінку. 14. Пристрій за будь-яким з пп. 12 або 13, в якому затискний засіб містить затискний елемент, що має поверхню для затискання, причому поверхня для затискання має текстуровану поверхню. 15. Пристрій за будь-яким з пп. 12 або 13, в якому затискний засіб містить перший затискний елемент (26) і другий затискний елемент (27), причому перший і другий затискні елементи виконані з можливістю затискання протилежних поверхонь металевого листа, причому кожний з першого і другого затискних елементів має поверхню для затискання, що містить геометричні неоднорідності (261, 271), щоб, таким чином, сприяти порушенню потоку металу металевого листа між першим і другим затискними елементами при здійсненні операції розтягування. 16. Пристрій за п. 15, в якому геометричні неоднорідності містять одне з: і) поверхні для затискання першого затискного елемента (26), що має один або більше виступів, ребер або уступів (261), які при використанні підтискають метал затиснутої кільцевої ділянки (15) всередині відповідних одного або більше елементів (271) рельєфу, утворених на поверхні для затискання другого затискного елемента (27); або іі) поверхні для затискання другого затискного елемента, як альтернатива, що має один або більше виступів, ребер або уступів, які при використанні підтискають метал затиснутої кільцевої ділянки всередині відповідних одного або більше елементів рельєфу, як альтернатива, утворених на поверхні для затискання першого затискного елемента; або ііі) поєднання (і) і (іі). 17. Пристрій за п. 16, в якому перший і другий затискні елементи (26, 27) виконані таким чином, що при використанні один або більше виступів, ребер або уступів (261), утворених на поверхні для затискання першого або другого затискного елемента, підтискають метал затиснутої кільцевої ділянки (15), щоб повністю оточуватися відповідними одним або більше елементами (271) рельєфу, які утворені на відповідній поверхні для затискання другого або першого затискного елемента, і розташовуватися всередині них. 18. Пристрій за будь-яким з пп. 12-17, в якому розтяжний інструмент містить "розтяжний" пуансон, причому пристрій виконаний з можливістю переміщення кожного або обох з "розтяжного" пуансона і металевого листа один до одного таким чином, що при використанні "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки. 19. Пристрій за п. 18, в якому "розтяжний" пуансон містить торцеву поверхню, що має неплоский профіль, причому пристрій виконаний з можливістю переміщення кожного або обох з 14 UA 109277 C2 5 10 15 20 "розтяжного" пуансона і металевого листа один до одного таким чином, що при використанні "розтяжний" пуансон деформує і розтягує всю або частину оточеної ділянки у відповідний неплоский профіль. 20. Пристрій за будь-яким з пп. 18 або 19, в якому "розтяжний" пуансон містить торцеву поверхню, що має один або більше елементів рельєфу. 21. Пристрій за будь-яким з пп. 18-20, в якому "розтяжний" пуансон містить вузол пуансона, причому вузол містить першу групу з одного або більше пуансонів, розташовану навпроти однієї поверхні оточеної ділянки, і другу групу з одного або більше пуансонів, розташовану навпроти протилежної поверхні оточеної ділянки, причому перша і друга групи можуть переміщуватися одна до одної, щоб при використанні деформувати і розтягувати всю або частину оточеної ділянки. 22. Пристрій за будь-яким з пп. 12-21, в якому засіб для витягування виконаний з можливістю, передусім, початкового витягування листа в профіль чашки і, потім, подальшого повторного витягування чашки на одному або більше етапах. 23. Пристрій за будь-яким з пп. 12-22, що додатково містить засіб для здійснення операції витягування зі стоншенням на чашці. 24. Корпус контейнера для харчового продукту, що містить чашку, виконану за допомогою способу за будь-яким з пп. 1-11, або за допомогою пристрою за будь-яким з пп. 12-23. 25. Корпус контейнера для харчового продукту, що містить чашку, яка має отвір для доступу, причому чашка виконана з металевого листа та має бічну стінку і виконану як одне ціле основу, при цьому основа є розтягнутою основою, таким чином, що товщина основи менша вихідної товщини металевого листа, що використовується для формування чашки. 26. Контейнер для харчового продукту, що містить корпус контейнера за п. 25 і додатково містить кришку, закріплену на отворі для доступу корпусу контейнера. 15 UA 109277 C2 16 UA 109277 C2 17 UA 109277 C2 18 UA 109277 C2 19 UA 109277 C2 20 UA 109277 C2 21 UA 109277 C2 22 UA 109277 C2 23 UA 109277 C2 24 UA 109277 C2 25 UA 109277 C2 26 UA 109277 C2 27 UA 109277 C2 28
ДивитисяДодаткова інформація
Автори англійськоюMonro, Stuart, Presset, Alain, Riley, Jonathan, Vincent, Keith
Автори російськоюМонро Стюарт, Прессе Алэн, Райли Джонатан, Винсент Кэйт
МПК / Мітки
МПК: B21D 25/00, B21D 22/28, B21D 51/26, B21D 22/22
Мітки: банок, виготовлення
Код посилання
<a href="https://ua.patents.su/37-109277-vigotovlennya-banok.html" target="_blank" rel="follow" title="База патентів України">Виготовлення банок</a>
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: лист, спосіб, алюмінієвого, банок, корпусів, виготовлення, сплаву
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Спосіб виготовлення кришки для закупорювання скляних консервних банок
Номер патенту: 91652
Опубліковано: 10.07.2014
Автори: Гончар Віктор Васильович, Гончар Анатолій Васильович, Косован Микола Миколайович
МПК: B65D 43/02
Мітки: банок, кришки, спосіб, закупорювання, скляних, виготовлення, консервних
Формула / Реферат:
Спосіб виготовлення кришки для закупорювання скляних консервних банок шляхом розміщення ущільнювального гумового кільця по колу внутрішньої поверхні вінця кришки, виготовленої із жерсті, який відрізняється тим, що у відштамповану заготовку кришки з прямим нижнім краєм вінця вкладають сформовану із гумової суміші сиру заготовку ущільнювального кільця, після чого нижній край вінця заготовки кришки підгинають всередину, а потім здійснюють...
Пристрій для контролю якості електрозварювання на корпусах для виготовлення банок
Номер патенту: 18256
Опубліковано: 25.12.1997
Автор: Ханс Реєслі
МПК: B23K 11/24
Мітки: якості, корпусах, електрозварювання, контролю, банок, виготовлення, пристрій
Формула / Реферат:
Устройство для контроля качества электросварки на корпусах для изготовления банок, содержащее последовательно соединенные блок измерения и преобразования параметров сварки, задатчик параметров сварки и первый блок памяти, а также блок сравнения, первым входом подключенный к блоку измерения и преобразования параметров сварки, а выходом - к блоку регулирования и сигнализации, снабженному выбрасывателем негодных изделий, отличающийся тем, что...
Пристрій для закупорки банок
Номер патенту: 72324
Опубліковано: 10.08.2012
Автори: Лисенко Людмила Іванівна, Бичук Анатолій Володимирович, Косован Микола Миколайович
МПК: B65D 41/00
Мітки: пристрій, закупорки, банок
Формула / Реферат:
Пристрій для закупорки банок, що складається із кришки і гумового кільця, який відрізняється тим, що кришка виготовлена у формі стакана і за допомогою різьби з'єднується з хомутом.
Кришка металева для консервних банок, які самоексгаустуються
Номер патенту: 5521
Опубліковано: 15.03.2005
Автори: Маламєн Ольга Георгіївна, Маламєн Георгій Дмитрович, Нікітін Яків Генадіїович
МПК: B65D 43/02
Мітки: самоексгаустуються, металева, консервних, кришка, банок
Формула / Реферат:
Кришка металева для консервних банок, які самоексгаустуються, що складається з опорного кільця з завитком, поверхні для нанесення рельєфу і ущільнювальної прокладки, яка відрізняється тим, що на її поверхні встановлено запобіжний клапан із прокладкою, який з попереднім зусиллям притиснутий до кришки і закріплений точково в одному чи декількох місцях до кришки, яка має одне чи кілька наскрізних отворів під клапаном.
Попередній патент: Стійкий контейнер
Наступний патент: Лікарські засоби, які індукують апоптоз, для лікування раку і імунних і аутоімунних захворювань
Випадковий патент: Спосіб одержання тетраметилдіамінодекану