Установка для приготування та електромагнітного розливання сплавів у ливарні форми
Номер патенту: 100231
Опубліковано: 10.12.2012
Автори: Сірий Олександр Васильович, Пужайло Леонід Петрович, Поливода Світлана Леонідівна
Формула / Реферат
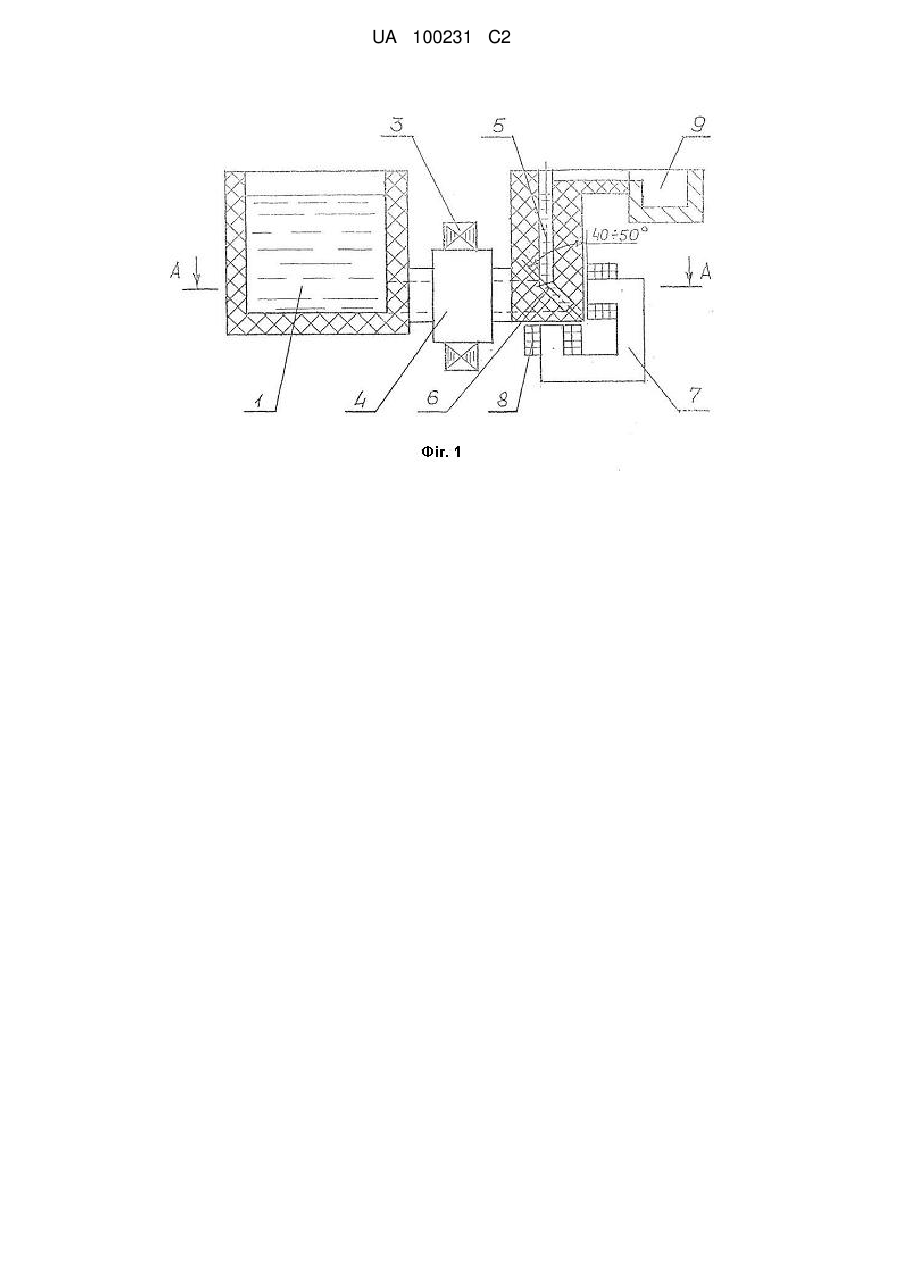
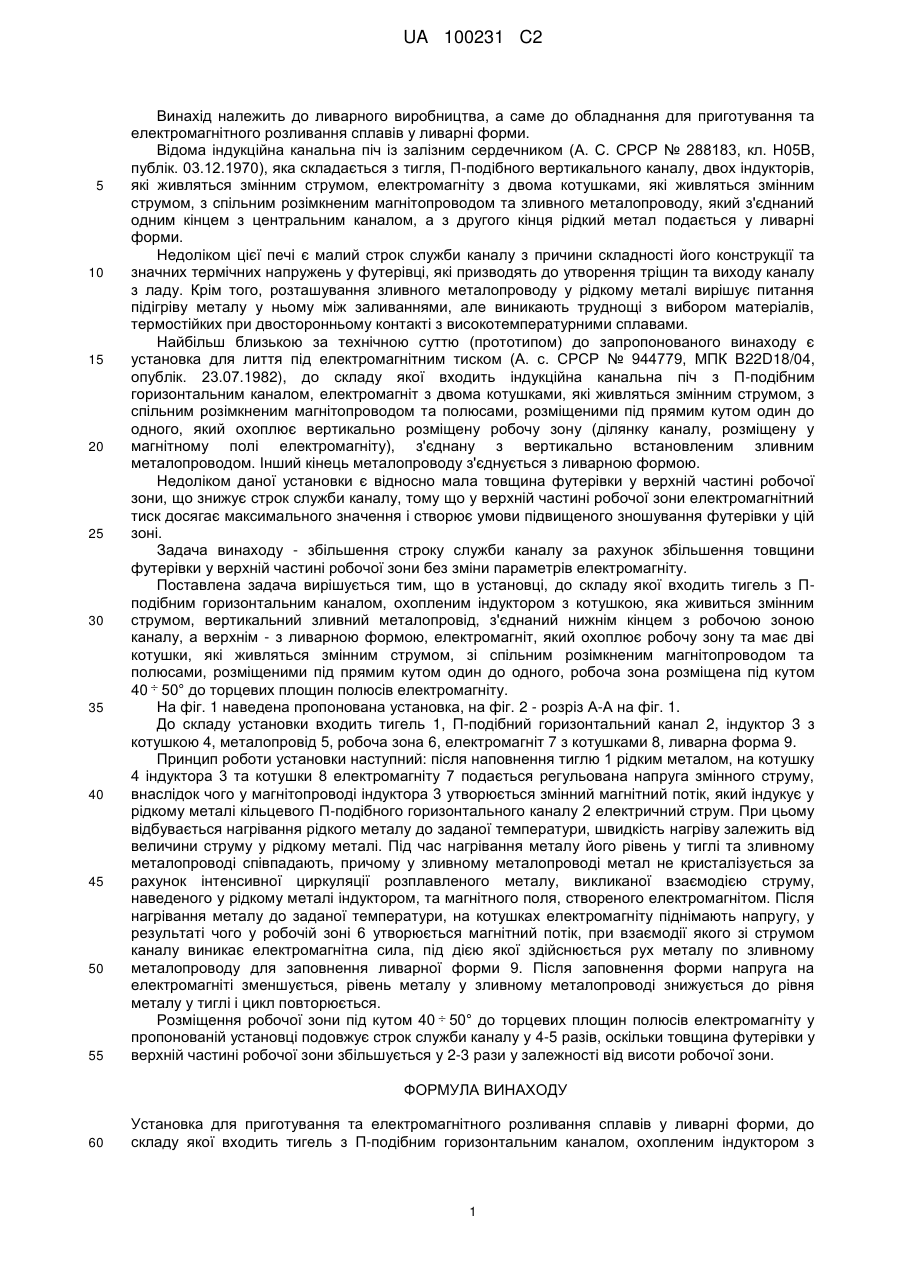
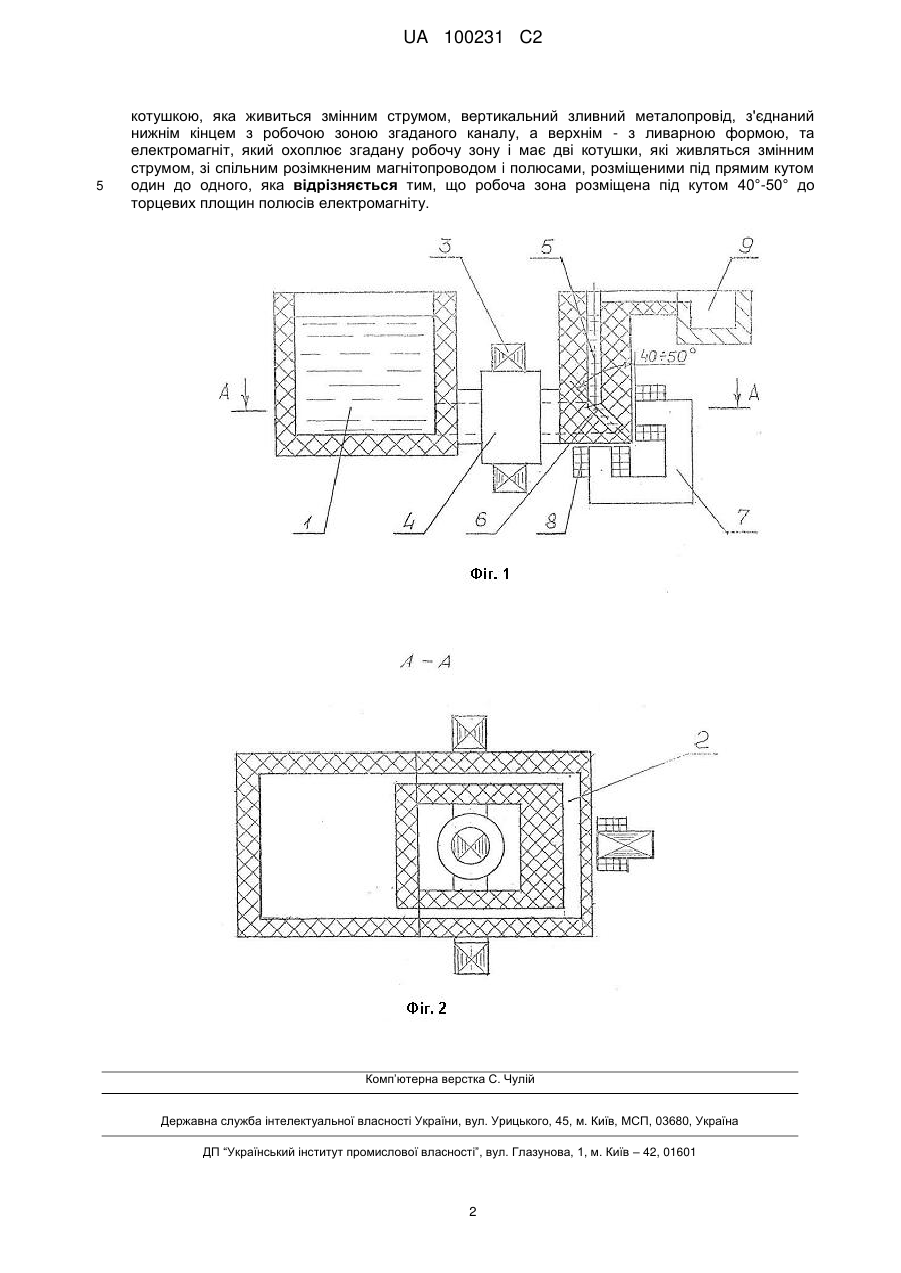
Установка для приготування та електромагнітного розливання сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з робочою зоною згаданого каналу, а верхнім - з ливарною формою, та електромагніт, який охоплює згадану робочу зону і має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом і полюсами, розміщеними під прямим кутом один до одного, яка відрізняється тим, що робоча зона розміщена під кутом 40°-50° до торцевих площин полюсів електромагніту.
Текст
Реферат: Винахід належить до ливарного виробництва, а саме до обладнання для приготування та електромагнітного розливання сплавів у ливарні форми. Установка для приготування та електромагнітного розливання сплавів у ливарні форми містить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з робочою зоною згаданого каналу, а верхнім - з ливарною формою, та електромагніт, який охоплює згадану робочу зону і має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного. Робоча зона П-подібного каналу розміщена під кутом 40°-50° до торцевих площин полюсів електромагніту. Таке розміщення робочої зони у пропонованій установці подовжує строк служби каналу у 4-5 разів, оскільки товщина футерівки у верхній частині робочої зони збільшується у 2-3 рази, в залежності від висоти робочої зони. UA 100231 C2 (12) UA 100231 C2 UA 100231 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до ливарного виробництва, а саме до обладнання для приготування та електромагнітного розливання сплавів у ливарні форми. Відома індукційна канальна піч із залізним сердечником (А. С. СРСР № 288183, кл. H05B, публік. 03.12.1970), яка складається з тигля, П-подібного вертикального каналу, двох індукторів, які живляться змінним струмом, електромагніту з двома котушками, які живляться змінним струмом, з спільним розімкненим магнітопроводом та зливного металопроводу, який з'єднаний одним кінцем з центральним каналом, а з другого кінця рідкий метал подається у ливарні форми. Недоліком цієї печі є малий строк служби каналу з причини складності його конструкції та значних термічних напружень у футерівці, які призводять до утворення тріщин та виходу каналу з ладу. Крім того, розташування зливного металопроводу у рідкому металі вирішує питання підігріву металу у ньому між заливаннями, але виникають труднощі з вибором матеріалів, термостійких при двосторонньому контакті з високотемпературними сплавами. Найбільш близькою за технічною суттю (прототипом) до запропонованого винаходу є установка для лиття під електромагнітним тиском (А. с. СРСР № 944779, МПК В22D18/04, опублік. 23.07.1982), до складу якої входить індукційна канальна піч з П-подібним горизонтальним каналом, електромагніт з двома котушками, які живляться змінним струмом, з спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного, який охоплює вертикально розміщену робочу зону (ділянку каналу, розміщену у магнітному полі електромагніту), з'єднану з вертикально встановленим зливним металопроводом. Інший кінець металопроводу з'єднується з ливарною формою. Недоліком даної установки є відносно мала товщина футерівки у верхній частині робочої зони, що знижує строк служби каналу, тому що у верхній частині робочої зони електромагнітний тиск досягає максимального значення і створює умови підвищеного зношування футерівки у цій зоні. Задача винаходу - збільшення строку служби каналу за рахунок збільшення товщини футерівки у верхній частині робочої зони без зміни параметрів електромагніту. Поставлена задача вирішується тим, що в установці, до складу якої входить тигель з Пподібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з робочою зоною каналу, а верхнім - з ливарною формою, електромагніт, який охоплює робочу зону та має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного, робоча зона розміщена під кутом 40 50° до торцевих площин полюсів електромагніту. На фіг. 1 наведена пропонована установка, на фіг. 2 - розріз А-А на фіг. 1. До складу установки входить тигель 1, П-подібний горизонтальний канал 2, індуктор 3 з котушкою 4, металопровід 5, робоча зона 6, електромагніт 7 з котушками 8, ливарна форма 9. Принцип роботи установки наступний: після наповнення тиглю 1 рідким металом, на котушку 4 індуктора 3 та котушки 8 електромагніту 7 подається регульована напруга змінного струму, внаслідок чого у магнітопроводі індуктора 3 утворюється змінний магнітний потік, який індукує у рідкому металі кільцевого П-подібного горизонтального каналу 2 електричний струм. При цьому відбувається нагрівання рідкого металу до заданої температури, швидкість нагріву залежить від величини струму у рідкому металі. Під час нагрівання металу його рівень у тиглі та зливному металопроводі співпадають, причому у зливному металопроводі метал не кристалізується за рахунок інтенсивної циркуляції розплавленого металу, викликаної взаємодією струму, наведеного у рідкому металі індуктором, та магнітного поля, створеного електромагнітом. Після нагрівання металу до заданої температури, на котушках електромагніту піднімають напругу, у результаті чого у робочій зоні 6 утворюється магнітний потік, при взаємодії якого зі струмом каналу виникає електромагнітна сила, під дією якої здійснюється рух металу по зливному металопроводу для заповнення ливарної форми 9. Після заповнення форми напруга на електромагніті зменшується, рівень металу у зливному металопроводі знижується до рівня металу у тиглі і цикл повторюється. Розміщення робочої зони під кутом 40 50° до торцевих площин полюсів електромагніту у пропонованій установці подовжує строк служби каналу у 4-5 разів, оскільки товщина футерівки у верхній частині робочої зони збільшується у 2-3 рази у залежності від висоти робочої зони. ФОРМУЛА ВИНАХОДУ 60 Установка для приготування та електромагнітного розливання сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з 1 UA 100231 C2 5 котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з робочою зоною згаданого каналу, а верхнім - з ливарною формою, та електромагніт, який охоплює згадану робочу зону і має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом і полюсами, розміщеними під прямим кутом один до одного, яка відрізняється тим, що робоча зона розміщена під кутом 40°-50° до торцевих площин полюсів електромагніту. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for manufacturing and electromagnet casting alloys into casting molds
Автори англійськоюPuzhailo Leonid Petrovych, Siryi Oleksandr Vasyliovych, Polyvoda Svitlana Leonidivna
Назва патенту російськоюУстановка для приготовления и электромагнитной разливки сплавов в литейные формы
Автори російськоюПужайло Леонид Петрович, Сирый Александр Васильевич, Поливода Светлана Леонидовна
МПК / Мітки
МПК: H05B 6/02, B22D 35/00, B22D 39/00
Мітки: приготування, форми, електромагнітного, розливання, ливарні, установка, сплавів
Код посилання
<a href="https://ua.patents.su/4-100231-ustanovka-dlya-prigotuvannya-ta-elektromagnitnogo-rozlivannya-splaviv-u-livarni-formi.html" target="_blank" rel="follow" title="База патентів України">Установка для приготування та електромагнітного розливання сплавів у ливарні форми</a>
Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми
Номер патенту: 99307
Опубліковано: 10.08.2012
Автори: Сірий Олександр Васильович, Поливода Світлана Леонідівна, Пужайло Леонід Петрович
МПК: B22D 21/00, B22D 27/02, B22D 39/00, B22D 18/04
Мітки: алюмінієвих, розливання, електромагнітного, приготування, сплавів, ливарні, установка, форми
Формула / Реферат:
Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з вертикально розміщеною робочою зоною каналу, а верхнім - з ливарною формою, електромагніт з двома котушками, які живляться змінним струмом, зі спільним...
Пристрій для нанесення теплоізоляційного покриття на ливарні форми

Номер патенту: 77106
Опубліковано: 16.10.2006
Автори: Крюков Геннадій Олександрович, Балаклієць Ігор Альбінович
МПК: B22D 13/10, B22D 15/00
Мітки: пристрій, нанесення, покриття, ливарні, теплоізоляційного, форми
Формула / Реферат:
1. Пристрій для нанесення теплоізоляційного покриття на ливарні форми, що містить підставку для установлення кокілів, раму і розпилювач, що включає диск із привідним валом, місткість для теплоізоляційного покриття з герметизованими завантажувальними отворами і внутрішньою еластичною оболонкою, пневмоклапан, підводи стиснутого повітря до місткості і до пневмоклапана, випускний конус і пристрій для регулювання зазору між конусом і диском, який...
Одноразова упаковка для розливання рідкого продукту, що перекачується пристроєм з ефектом вентурі (варіанти), і спосіб для приготування і розливання продукту з дотриманням санітарних вимог

Номер патенту: 83657
Опубліковано: 11.08.2008
Автори: Мок Ельмар, Клопфенштайн Андре, Сімон-Вермо Еммануель
МПК: A47J 31/44
Мітки: пристроєм, перекачується, ефектом, продукту, спосіб, санітарних, рідкого, одноразова, вентурі, розливання, дотриманням, приготування, вимог, варіанти, упаковка
Формула / Реферат:
1. Одноразова упаковка для розливання рідкого продукту на основі щонайменше однієї здатної перекачуватись рідини, що містить щонайменше одне закрите відділення, заповнене здатною перекачуватись рідиною, а також вузол (1) всмоктування і змішування з ефектом Вентурі, яка відрізняється тим, що упаковка (2, 3, 4, 5) містить засоби для розміщення вузла (1) всмоктування і змішування, виконані у вигляді проходу (9), який служить порожниною для...
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: металу, безперервного, установка, розливання
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Спосіб безперервного розливання тонких металевих штаб і установка безперервного розливання
Номер патенту: 92049
Опубліковано: 27.09.2010
Автори: Бейєр-Штайнхауер Хольгер, Хенніг Вольфганг, Більген Крістіан
МПК: B22D 11/12, B21B 1/46
Мітки: розливання, установка, тонких, металевих, штаб, спосіб, безперервного
Формула / Реферат:
1. Спосіб безперервного розливання тонких металевих штаб (1) в установці безперервного розливання (2), при якому штаба з кристалізатора (3) виходить вертикально вниз, при цьому металеву штабу (1) згинають з вертикального напрямку (V) в горизонтальному напрямку (Н), при цьому за допомогою пар (4, 5, 6, 7, 8, 9, 10) роликів тягнучого пристрою здійснюють опору, транспортування і/або пластичну деформацію штаби, причому щонайменше одна пара (8,...
Попередній патент: Пневматична сівалка
Наступний патент: Кристалічні форми інгібітора glyt1
Випадковий патент: Фільтр струмів вищих гармонік та нульової послідовності трифазної мережі