Спосіб протягування глибоких отворів
Номер патенту: 101968
Опубліковано: 12.10.2015
Автори: Турич Валерій Володимирович, Руткевич Володимир Степанович

Формула / Реферат
Спосіб протягування глибоких отворів, який відрізняється тим, що визначають положення максимуму хвилі безконтактної деформації і використовують протяжку з додатковим елементом, який розташовують між деформуючим елементом і ріжучим зубом в максимумі хвилі безконтактної деформації, причому діаметр додаткового елемента визначають з наступного співвідношення:
![]() ,
,
де ![]() - діаметр деформуючого елемента;
- діаметр деформуючого елемента;
![]() - величина пружного відновлювання обробленого отвору;
- величина пружного відновлювання обробленого отвору;
![]() - діаметр додаткового елемента.
- діаметр додаткового елемента.
Текст
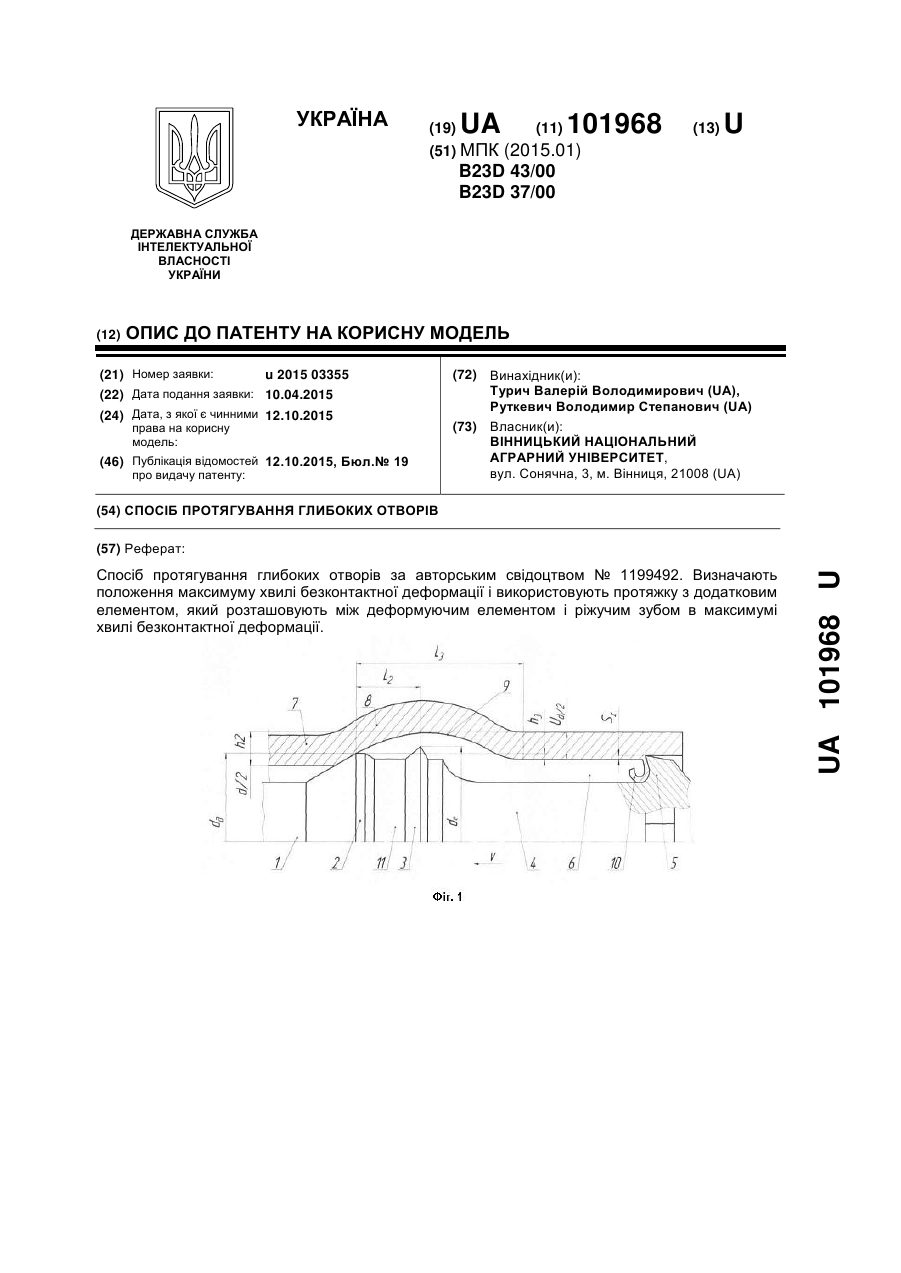
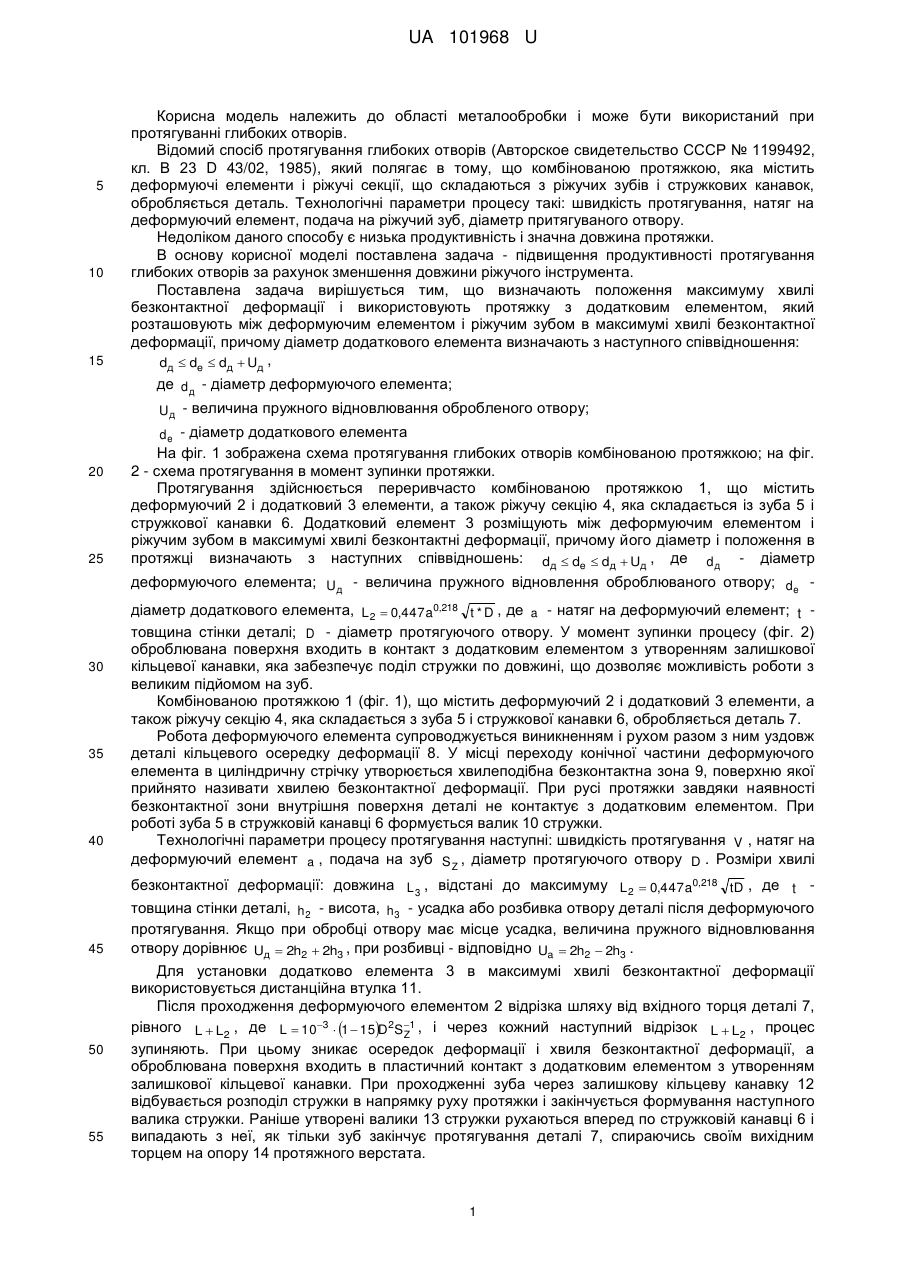
Реферат: UA 101968 U UA 101968 U 5 10 15 Корисна модель належить до області металообробки і може бути використаний при протягуванні глибоких отворів. Відомий спосіб протягування глибоких отворів (Авторское свидетeльство СССР № 1199492, кл. В 23 D 43/02, 1985), який полягає в тому, що комбінованою протяжкою, яка містить деформуючі елементи і ріжучі секції, що складаються з ріжучих зубів і стружкових канавок, обробляється деталь. Технологічні параметри процесу такі: швидкість протягування, натяг на деформуючий елемент, подача на ріжучий зуб, діаметр притягуваного отвору. Недоліком даного способу є низька продуктивність і значна довжина протяжки. В основу корисної моделі поставлена задача - підвищення продуктивності протягування глибоких отворів за рахунок зменшення довжини ріжучого інструмента. Поставлена задача вирішується тим, що визначають положення максимуму хвилі безконтактної деформації і використовують протяжку з додатковим елементом, який розташовують між деформуючим елементом і ріжучим зубом в максимумі хвилі безконтактної деформації, причому діаметр додаткового елемента визначають з наступного співвідношення: dд de dд Uд , де d д - діаметр деформуючого елемента; U д - величина пружного відновлювання обробленого отвору; 20 25 d e - діаметр додаткового елемента На фіг. 1 зображена схема протягування глибоких отворів комбінованою протяжкою; на фіг. 2 - схема протягування в момент зупинки протяжки. Протягування здійснюється переривчасто комбінованою протяжкою 1, що містить деформуючий 2 і додатковий 3 елементи, а також ріжучу секцію 4, яка складається із зуба 5 і стружкової канавки 6. Додатковий елемент 3 розміщують між деформуючим елементом і ріжучим зубом в максимумі хвилі безконтактні деформації, причому його діаметр і положення в протяжці визначають з наступних співвідношень: dд de dд Uд , де d д - діаметр деформуючого елемента; U д - величина пружного відновлення оброблюваного отвору; de 30 35 40 45 50 55 діаметр додаткового елемента, L2 0,447 a0,218 t * D , де a - натяг на деформуючий елемент; t товщина стінки деталі; D - діаметр протягуючого отвору. У момент зупинки процесу (фіг. 2) оброблювана поверхня входить в контакт з додатковим елементом з утворенням залишкової кільцевої канавки, яка забезпечує поділ стружки по довжині, що дозволяє можливість роботи з великим підйомом на зуб. Комбінованою протяжкою 1 (фіг. 1), що містить деформуючий 2 і додатковий 3 елементи, а також ріжучу секцію 4, яка складається з зуба 5 і стружкової канавки 6, обробляється деталь 7. Робота деформуючого елемента супроводжується виникненням і рухом разом з ним уздовж деталі кільцевого осередку деформації 8. У місці переходу конічної частини деформуючого елемента в циліндричну стрічку утворюється хвилеподібна безконтактна зона 9, поверхню якої прийнято називати хвилею безконтактної деформації. При русі протяжки завдяки наявності безконтактної зони внутрішня поверхня деталі не контактує з додатковим елементом. При роботі зуба 5 в стружковій канавці 6 формується валик 10 стружки. Технологічні параметри процесу протягування наступні: швидкість протягування V , натяг на деформуючий елемент a , подача на зуб S Z , діаметр протягуючого отвору D . Розміри хвилі безконтактної деформації: довжина L 3 , відстані до максимуму L 2 0,447 a0,218 tD , де t товщина стінки деталі, h 2 - висота, h3 - усадка або розбивка отвору деталі після деформуючого протягування. Якщо при обробці отвору має місце усадка, величина пружного відновлювання отвору дорівнює Uд 2h2 2h3 , при розбивці - відповідно Ua 2h2 2h3 . Для установки додатково елемента 3 в максимумі хвилі безконтактної деформації використовується дистанційна втулка 11. Після проходження деформуючого елементом 2 відрізка шляху від вхідного торця деталі 7, рівного L L2 , де L 103 1 15D2S1 , і через кожний наступний відрізок L L2 , процес Z зупиняють. При цьому зникає осередок деформації і хвиля безконтактної деформації, а оброблювана поверхня входить в пластичний контакт з додатковим елементом з утворенням залишкової кільцевої канавки. При проходженні зуба через залишкову кільцеву канавку 12 відбувається розподіл стружки в напрямку руху протяжки і закінчується формування наступного валика стружки. Раніше утворені валики 13 стружки рухаються вперед по стружковій канавці 6 і випадають з неї, як тільки зуб закінчує протягування деталі 7, спираючись своїм вихідним торцем на опору 14 протяжного верстата. 1 UA 101968 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб протягування глибоких отворів, який відрізняється тим, що визначають положення максимуму хвилі безконтактної деформації і використовують протяжку з додатковим елементом, який розташовують між деформуючим елементом і ріжучим зубом в максимумі хвилі безконтактної деформації, причому діаметр додаткового елемента визначають з наступного співвідношення: dд de dд Uд , де d д - діаметр деформуючого елемента; U д - величина пружного відновлювання обробленого отвору; d e - діаметр додаткового елемента. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 43/00, B23D 37/00
Мітки: глибоких, спосіб, отворів, протягування
Код посилання
<a href="https://ua.patents.su/4-101968-sposib-protyaguvannya-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб протягування глибоких отворів</a>
Спосіб деформуючого протягування
Номер патенту: 30415
Опубліковано: 25.02.2008
Автори: Чернявський Олександр Васильович, Єрьомін Павло Миколайович
МПК: B23B 47/00
Мітки: протягування, спосіб, деформуючого
Формула / Реферат:
Спосіб деформуючого протягування, при якому обробку ведуть з нанесенням технологічного середовища на деформуючі елементи шляхом періодичного занурення їх у спеціальну ємність при прямому і зворотному ходах інструмента, який відрізняється тим, що активація технологічного середовища здійснюється за допомогою лопатевої мішалки, при цьому обертання мішалки здійснюється під дією магнітного поля.
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 7/00, B23H 11/00
Мітки: дугою, прошивання, глибоких, наскрізних, спосіб, отворів
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Спосіб розмірної обробки дугою глибоких отворів
Номер патенту: 58024
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: обробки, спосіб, дугою, отворів, розмірної, глибоких
Формула / Реферат:
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах
Номер патенту: 74324
Опубліковано: 25.10.2012
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: глибоких, великих, розточування, отворів, верстатах, спосіб, токарних, діаметрів
Формула / Реферат:
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, що включає переміщення розточувального різця вздовж осі деталі в отворі, який відрізняється тим, що розточування виконують з притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі.
Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
МПК: B23B 29/00
Мітки: отворів, інструмент, обробки, глибоких
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з...
Попередній патент: Пристрій для вимірювання параметрів ультразвукових коливань
Наступний патент: Система автоматичного контролю продуктивності та вмісту магнітного заліза в конвеєрному рудопотоці вихідної руди рудозбагачувальної фабрики
Випадковий патент: Спосіб використання тепла відхідних газів нагрівальних, плавильних, випалювальних та інших установок