Спосіб контролю стану поверхні прес-форми лиття під тиском
Номер патенту: 101992
Опубліковано: 12.10.2015
Автори: Богушевський Володимир Святославович, Антоневич Ольга Олександрівна

Формула / Реферат
Спосіб контролю стану поверхні прес-форми лиття під тиском, в якому встановлюють термопару біля вогневої поверхні прес-форми та вимірюють температуру поверхні, який відрізняється тим, що додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів та при досягненні середніх значень зусилля межового значення діагностують появу тріщин на поверхні прес-форми.
Текст
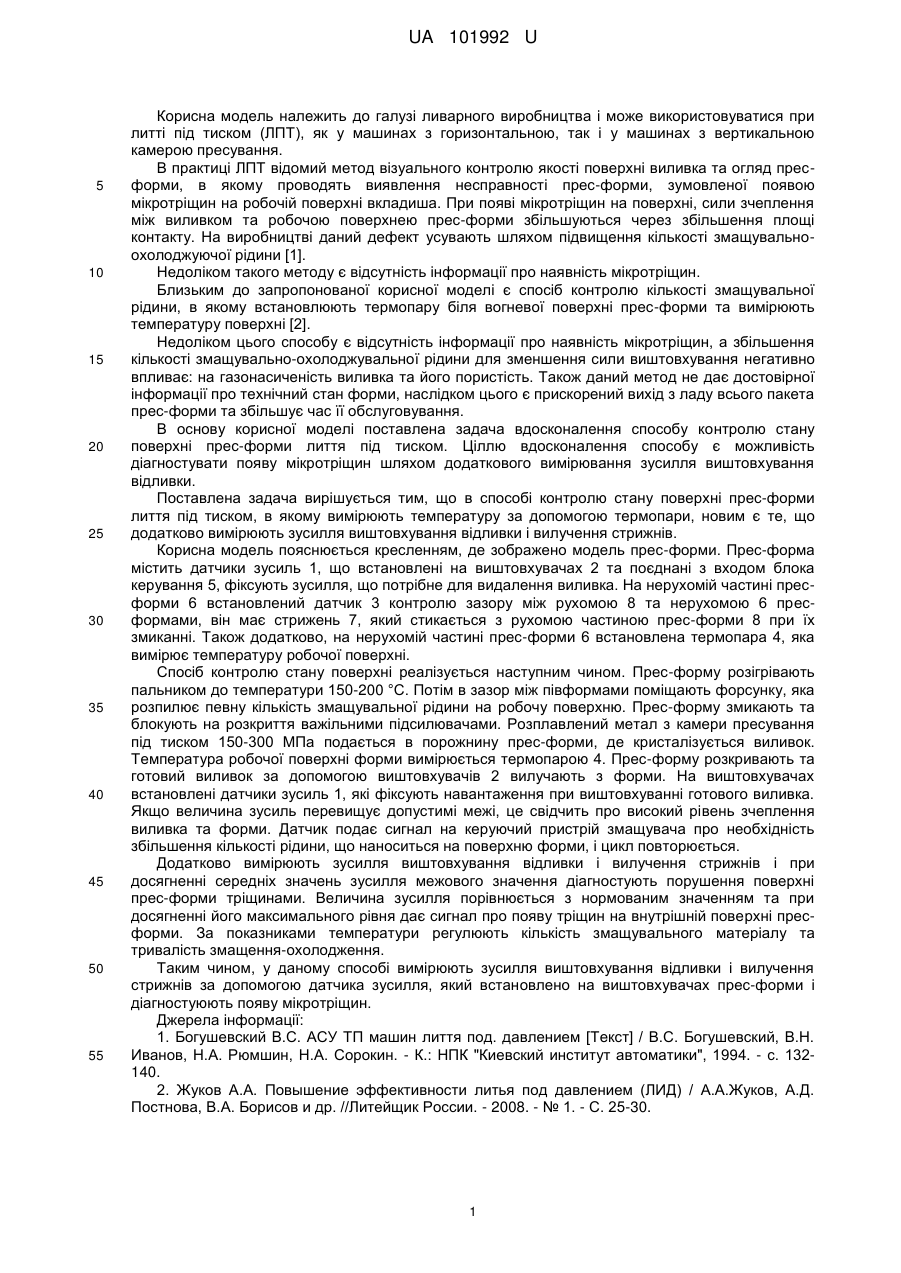
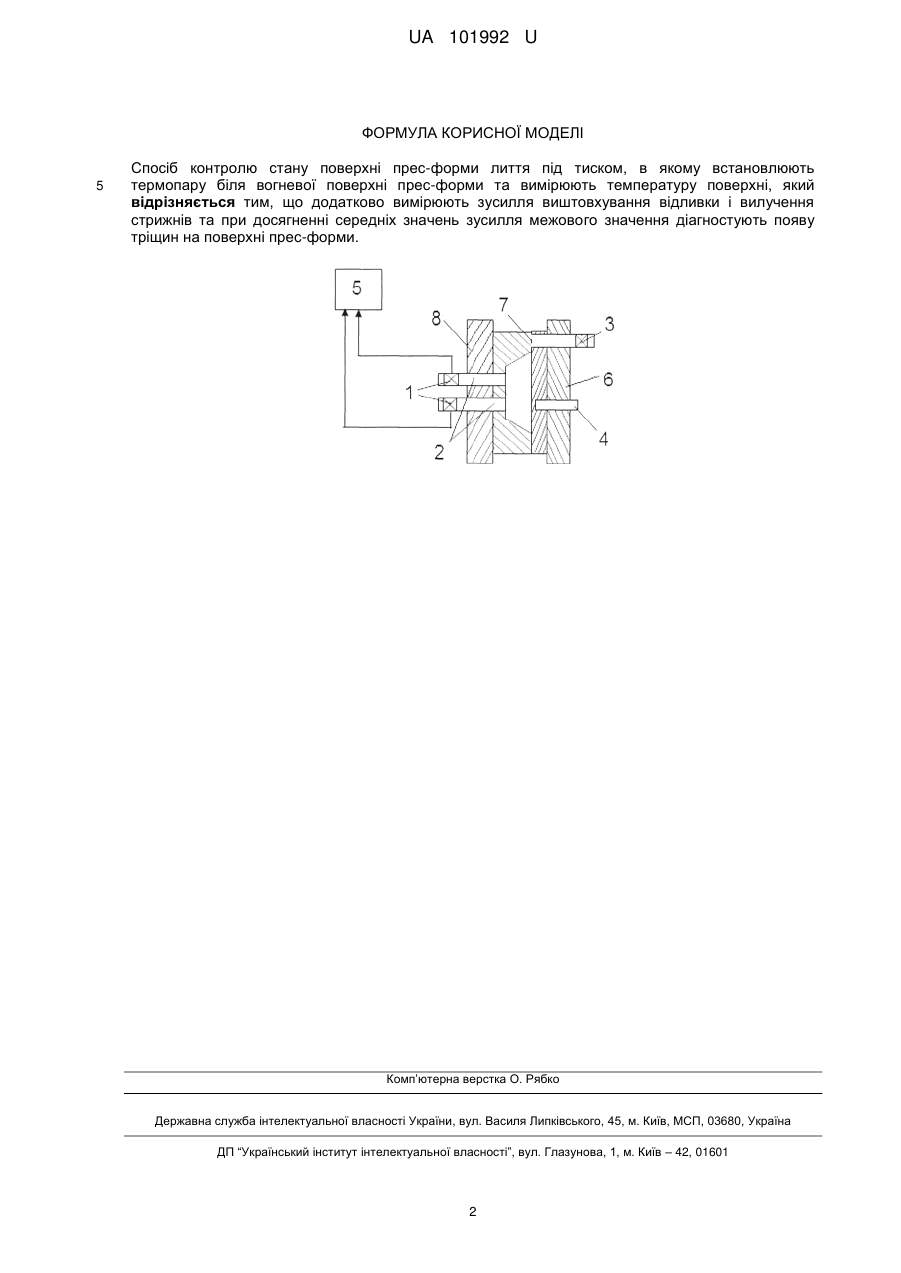
Реферат: Спосіб контролю стану поверхні прес-форми лиття під тиском, в якому встановлюють термопару біля вогневої поверхні прес-форми та вимірюють температуру поверхні. Додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів. При досягненні середніх значень зусилля межового значення діагностують появу тріщин на поверхні прес-форми. UA 101992 U (54) СПОСІБ КОНТРОЛЮ СТАНУ ПОВЕРХНІ ПРЕС-ФОРМИ ЛИТТЯ ПІД ТИСКОМ UA 101992 U UA 101992 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі ливарного виробництва і може використовуватися при литті під тиском (ЛПТ), як у машинах з горизонтальною, так і у машинах з вертикальною камерою пресування. В практиці ЛПТ відомий метод візуального контролю якості поверхні виливка та огляд пресформи, в якому проводять виявлення несправності прес-форми, зумовленої появою мікротріщин на робочій поверхні вкладиша. При появі мікротріщин на поверхні, сили зчеплення між виливком та робочою поверхнею прес-форми збільшуються через збільшення площі контакту. На виробництві даний дефект усувають шляхом підвищення кількості змащувальноохолоджуючої рідини [1]. Недоліком такого методу є відсутність інформації про наявність мікротріщин. Близьким до запропонованої корисної моделі є спосіб контролю кількості змащувальної рідини, в якому встановлюють термопару біля вогневої поверхні прес-форми та вимірюють температуру поверхні [2]. Недоліком цього способу є відсутність інформації про наявність мікротріщин, а збільшення кількості змащувально-охолоджувальної рідини для зменшення сили виштовхування негативно впливає: на газонасиченість виливка та його пористість. Також даний метод не дає достовірної інформації про технічний стан форми, наслідком цього є прискорений вихід з ладу всього пакета прес-форми та збільшує час її обслуговування. В основу корисної моделі поставлена задача вдосконалення способу контролю стану поверхні прес-форми лиття під тиском. Ціллю вдосконалення способу є можливість діагностувати появу мікротріщин шляхом додаткового вимірювання зусилля виштовхування відливки. Поставлена задача вирішується тим, що в способі контролю стану поверхні прес-форми лиття під тиском, в якому вимірюють температуру за допомогою термопари, новим є те, що додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів. Корисна модель пояснюється кресленням, де зображено модель прес-форми. Прес-форма містить датчики зусиль 1, що встановлені на виштовхувачах 2 та поєднані з входом блока керування 5, фіксують зусилля, що потрібне для видалення виливка. На нерухомій частині пресформи 6 встановлений датчик 3 контролю зазору між рухомою 8 та нерухомою 6 пресформами, він має стрижень 7, який стикається з рухомою частиною прес-форми 8 при їх змиканні. Також додатково, на нерухомій частині прес-форми 6 встановлена термопара 4, яка вимірює температуру робочої поверхні. Спосіб контролю стану поверхні реалізується наступним чином. Прес-форму розігрівають пальником до температури 150-200 °C. Потім в зазор між півформами поміщають форсунку, яка розпилює певну кількість змащувальної рідини на робочу поверхню. Прес-форму змикають та блокують на розкриття важільними підсилювачами. Розплавлений метал з камери пресування під тиском 150-300 МПа подається в порожнину прес-форми, де кристалізується виливок. Температура робочої поверхні форми вимірюється термопарою 4. Прес-форму розкривають та готовий виливок за допомогою виштовхувачів 2 вилучають з форми. На виштовхувачах встановлені датчики зусиль 1, які фіксують навантаження при виштовхуванні готового виливка. Якщо величина зусиль перевищує допустимі межі, це свідчить про високий рівень зчеплення виливка та форми. Датчик подає сигнал на керуючий пристрій змащувача про необхідність збільшення кількості рідини, що наноситься на поверхню форми, і цикл повторюється. Додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів і при досягненні середніх значень зусилля межового значення діагностують порушення поверхні прес-форми тріщинами. Величина зусилля порівнюється з нормованим значенням та при досягненні його максимального рівня дає сигнал про появу тріщин на внутрішній поверхні пресформи. За показниками температури регулюють кількість змащувального матеріалу та тривалість змащення-охолодження. Таким чином, у даному способі вимірюють зусилля виштовхування відливки і вилучення стрижнів за допомогою датчика зусилля, який встановлено на виштовхувачах прес-форми і діагностуюють появу мікротріщин. Джерела інформації: 1. Богушевский B.C. АСУ ТП машин лиття под. давлением [Текст] / B.C. Богушевский, В.Н. Иванов, Н.А. Рюмшин, Н.А. Сорокин. - К.: НПК "Киевский институт автоматики", 1994. - с. 132140. 2. Жуков А.А. Повышение эффективности литья под давлением (ЛИД) / А.А.Жуков, А.Д. Постнова, В.А. Борисов и др. //Литейщик России. - 2008. - № 1. - С. 25-30. 1 UA 101992 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб контролю стану поверхні прес-форми лиття під тиском, в якому встановлюють термопару біля вогневої поверхні прес-форми та вимірюють температуру поверхні, який відрізняється тим, що додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів та при досягненні середніх значень зусилля межового значення діагностують появу тріщин на поверхні прес-форми. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F28C 3/04, G01N 29/00
Мітки: поверхні, прес-форми, контролю, спосіб, тиском, лиття, стану
Код посилання
<a href="https://ua.patents.su/4-101992-sposib-kontrolyu-stanu-poverkhni-pres-formi-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю стану поверхні прес-форми лиття під тиском</a>
Спосіб регулювання температури прес-форми машини лиття під тиском
Номер патенту: 85552
Опубліковано: 25.11.2013
Автори: Богушевський Володимир Святославович, Антоневич Ярослав Казимирович
МПК: F28C 3/04
Мітки: температури, регулювання, тиском, прес-форми, машини, спосіб, лиття
Формула / Реферат:
Спосіб регулювання температури прес-форми машини лиття під тиском, що включає вимірювання температури охолоджуючого агента в каналах прес-форми, коректування температури за допомогою ТЕНів, який відрізняється тим, що додатково вимірюють температури прес-форми в моменти її розкриття для знімання відливки і за результатами вимірів коректують задану температуру теплоносія.
Прес-форма для лиття під тиском полімерів
Номер патенту: 37745
Опубліковано: 15.05.2001
Автори: Злотенко Борис Миколайович, Костенко Петро Миколайович, Бурмістенков Олександр Петрович
МПК: B29C 45/26
Мітки: тиском, полімерів, лиття, прес-форма
Текст:
...по трапляє у перепускний литниковий канал 4, після чого датчик 9 стану розплаву дає команду па ЕОМ, яка керує через виконавчий механізм 10 частотою обертання черв'яка засобу для дроселювання 5 потоку полімеру, що забезпечує перетік розплаву полімеру в рециркуляційний канал 6 із необхідними об'ємними витратами розплаву, що забезпечує вирівнювання тиску розплаву по всій довжині виробу, що відливається, після чого надлишок розплаву...
Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів, або для виготовлення деталей металообробкою
Номер патенту: 77516
Опубліковано: 15.12.2006
Автор: Бегіно Жан
МПК: B29C 33/38, C21D 1/18, C22C 38/00, B22C 9/06
Мітки: металів, металообробкою, пластмаси, заготовка, лиття, тиском, прес-форми, виготовлення, деталей, сталева
Формула / Реферат:
1. Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів та виготовлення шляхом металообробки деталей прес-форми товщиною більше 20 мм, структура якої є мартенситною або мартенсито-бейнітною, твердість її лежить у межах від 430 до 530 НВ, а хімічний склад сталевої заготовки включає у мас. %:
Спосіб виготовлення прес-форми для лиття ювелірних виробів
Номер патенту: 23563
Опубліковано: 25.05.2007
Автор: Галахута Андрій Олександрович
МПК: A44C 27/00
Мітки: виробів, прес-форми, спосіб, лиття, виготовлення, ювелірних
Формула / Реферат:
1. Спосіб виготовлення прес-форми для лиття ювелірних виробів, що включає виготовлення аверсу та реверсу прес-форми, який відрізняється тим, що спочатку виготовляють електронну модель прес-форми, розрізаючи її на аверс та реверс, по яких потім виготовляють на високоточному фрезерному верстаті металеві аверс і реверс прес-форми, здійснюючи їх доводки та поліровки, після цього за їх допомогою роблять відтиски з м’якішого металу, а далі отримані...
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B29C 45/26
Мітки: прес-форма, виробів, тиском, лиття, піднутренням
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Попередній патент: Спосіб виготовлення колекторних пластин
Наступний патент: Фармацевтична композиція на основі хондроїтину сульфату та глюкозаміну сульфату
Випадковий патент: Протизносна самоутримуюча футеровка