Спосіб роздачі трубчатих заготовок з протитиском
Номер патенту: 102609
Опубліковано: 10.11.2015
Автори: Калюжний Володимир Леонідович, Калюжний Олександр Володимирович, Куліков Іван Петрович, Олександренко Ярослав Сергійович

Формула / Реферат
Спосіб роздачі трубчатих заготовок з протитиском, що включає наштовхування трубчастої заготовки на пуансон з одночасним створенням гідростатичного тиску в заготовці, який відрізняється тим, що гідростатичний тиск утворюється за допомогою рідини, при цьому тиск діє на торець заготовки і величина тиску збільшується зі збільшенням ступеня деформації заготовки.
Текст
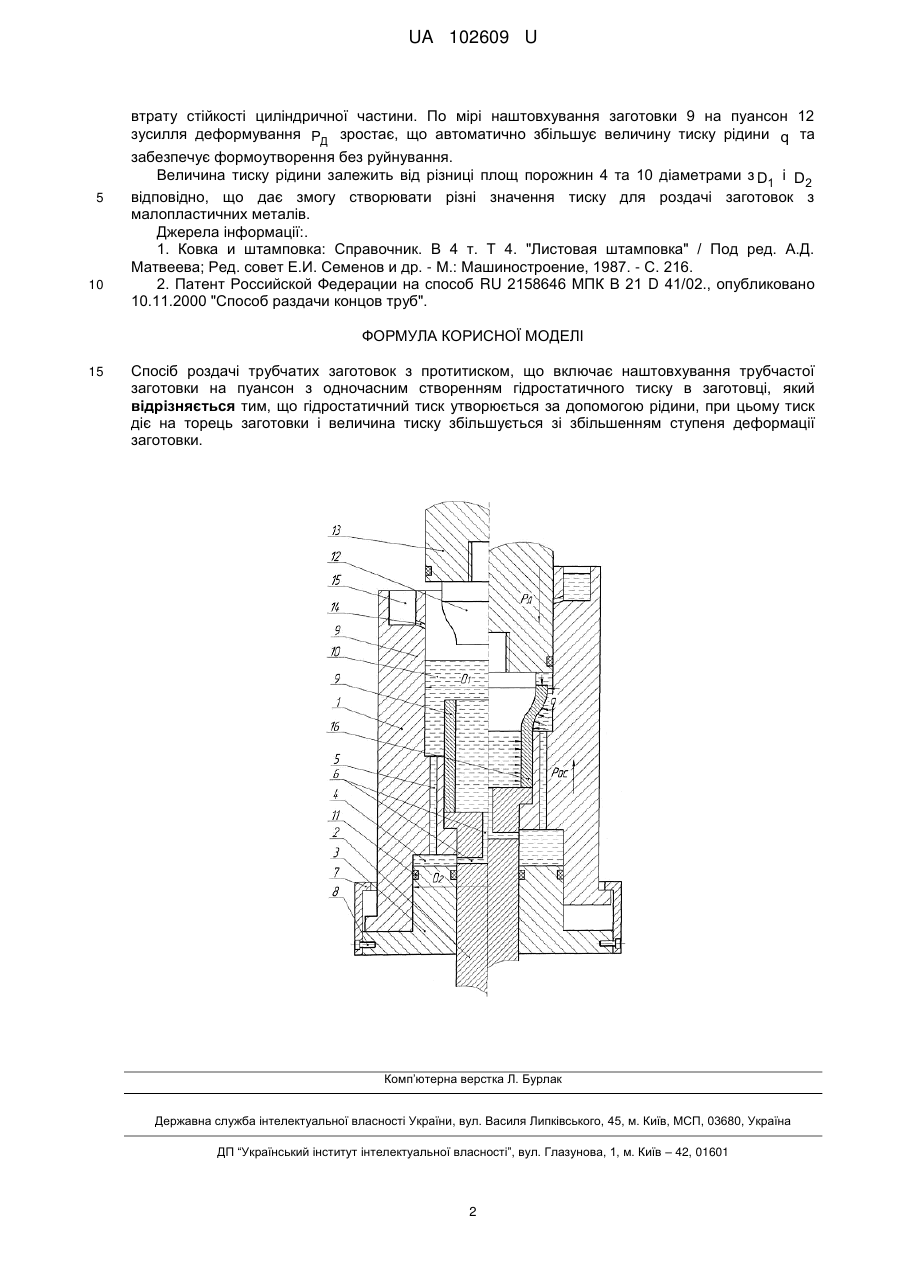
Реферат: Спосіб роздачі трубчатих заготовок з протитиском включає наштовхування трубчастої заготовки на пуансон з одночасним створенням гідростатичного тиску в заготовці. Гідростатичний тиск утворюється за допомогою рідини, причому тиск діє на торець заготовки і величина тиску збільшується зі збільшенням ступеня деформації заготовки. UA 102609 U (12) UA 102609 U UA 102609 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки металів тиском і може бути використана для інтенсифікації процесів роздачі трубчатих заготовок. Відомий спосіб відкритої роздачі пуансонами з різною формою робочої ділянки, заснований на переміщенні заготовки під дією зовнішньої сили відносно пуансона, після чого заготовка приймає форму оболонки подібної до пуансона. Недоліком цього способу є наявність значних сил тертя на контактній поверхні пуансона з заготовкою, що обмежує коефіцієнт роздачі втратою стійкості заготовки: утворення поперечної кругової хвилі в циліндричній частині здеформованої заготовки, або локальна деформація в зоні роздачі, що приводить до руйнування конічної частини здеформованої заготовки [1]. Найближчим аналогом, є спосіб роздачі кінців трубчатої заготовки з встановленням на основну заготовку додаткової трубчатої заготовки з більш товстою стінкою та з більш пластичного матеріалу і з внутрішнім діаметром, рівним зовнішньому діаметру основної заготовки. При наштовхуванні на пуансон двох заготовок за рахунок зовнішньої заготовки створюється гідростатичний тиск на внутрішню заготовку. Наявність гідростатичного тиску дозволяє виключити руйнування передньої торцевої кромки внутрішньої трубчатої заготовки. Крім того, дія гідростатичного тиску також зменшує вірогідність втрати стійкості стінки циліндричної частини заготовки при роздачі. В підсумку збільшується коефіцієнт роздачі, як відношення найбільшого діаметра здеформованої частини заготовки до зовнішнього діаметру вихідної заготовки. Недоліками найближчого аналога є те, що гідростатичний тиск створюється лише на бічній поверхні заготовки і не діє на її торець, а величина утвореного гідростатичного тиску зменшується зі збільшенням ступеня деформації основної заготовки з причини потоншення додаткової заготовки. Це призводить до тріщиноутворення на торці основної заготовки, тому що гідростатичний тиск повинен зростати зі збільшенням ступеня деформації. Також використання додаткової трубчастої заготовки з більш пластичного металу не забезпечує необхідну величину гідростатичного тиску для формозміни без руйнування при роздачі кінців трубчастих заготовок із малопластичних металів. Одноразове застосування додаткової трубчатої заготовки призводить до додаткових витрат металу [2]. В основу корисної моделі поставлена задача збільшення коефіцієнта роздачі, розширення номенклатури марок металів трубчатих заготовок, які підлягають роздачі та забезпечення економії металу. Поставлена задача вирішується тим, що спосіб роздачі трубчатих заготовок з протитиском включає наштовхування трубчастої заготовки на пуансон з одночасним створенням гідростатичного тиску в заготовці, згідно з корисною моделлю, утворення гідростатичного тиску за допомогою рідини, причому тиск діє на торець заготовки, а величина тиску зростає зі збільшенням ступеня деформації заготовки при формоутворенні роздачею. Суть корисної моделі пояснюється кресленням, на якому наведена схема формоутворення. Спосіб реалізується наступним чином. Контейнер 1, в якому встановлюють виштовхувач 2, розміщений з можливістю переміщення на плиті 3 з утворенням порожнини 4. Для вільної течії рідини при роздачі в контейнері 1 і виштовхувачі 2 відповідно виконані отвори 5 та 6. Рух контейнера 1 обмежений упором 7, який закріплений гвинтами 8 на плиті 3. В контейнер 1 встановлюється трубчата заготовка 9 до упору в виштовхувач 2. В порожнину 10 контейнера 1 заливають робочу рідину, яка через отвори 5 та 6 заповнює порожнину 4. Для запобігання витратам робочої рідини передбачені ущільнення 11. Зусилля деформування PД прикладають через пуансон 12, який закріплений в плунжері 13. В процесі роздачі плунжер 13 з пуансоном 12 опускається вниз і витискає рідину з порожнини 10 через отвори 14 в резервуар 15. Коли отвори 14 перекриваються встановленим в плунжер 13 ущільненням, рідина з порожнини 10 витискається через отвори 5 та 6 в порожнину 4, що приводить до руху вгору контейнер 1 з виштовхувачем 2 та заготовкою 9 до моменту контакту заготовки 9 з пуансоном 12. Після чого навантаження від плунжера 13 через пуансон 12, заготовку 9, виштовхувач 2 та контейнер 1 витримує рідина в порожнині 4. В рідині виникає тиск величиною q . Від тиску рідини та різниці площ порожнин контейнера 1 виникає осьове зусилля, яке змушує контейнер 1 рухатися вгору. Коли тиск рідини досягне необхідної величини 2 для створення зусилля Poc достатнього для деформування заготовки Poc q (D 2 D1 ) , 2 4 починається процес наштовхування заготовки на пуансон. При цьому контейнер 1 рухається вгору назустріч плунжеру 13, а рідина витискається з порожнини 10 через отвори 5 і 6 в порожнину 10. В процесі наштовхування на бокову поверхню та торець заготовки діє тиск рідини, який запобігає утворенню тріщин на здеформованій частині заготовки та виключає 1 UA 102609 U втрату стійкості циліндричної частини. По мірі наштовхування заготовки 9 на пуансон 12 зусилля деформування PД зростає, що автоматично збільшує величину тиску рідини q та 5 10 забезпечує формоутворення без руйнування. Величина тиску рідини залежить від різниці площ порожнин 4 та 10 діаметрами з D1 і D2 відповідно, що дає змогу створювати різні значення тиску для роздачі заготовок з малопластичних металів. Джерела інформації:. 1. Ковка и штамповка: Справочник. В 4 т. Т 4. "Листовая штамповка" / Под ред. А.Д. Матвеева; Ред. совет Е.И. Семенов и др. - М.: Машиностроение, 1987. - С. 216. 2. Патент Российской Федерации на способ RU 2158646 МПК В 21 D 41/02., опубликовано 10.11.2000 "Способ раздачи концов труб". ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб роздачі трубчатих заготовок з протитиском, що включає наштовхування трубчастої заготовки на пуансон з одночасним створенням гідростатичного тиску в заготовці, який відрізняється тим, що гідростатичний тиск утворюється за допомогою рідини, при цьому тиск діє на торець заготовки і величина тиску збільшується зі збільшенням ступеня деформації заготовки. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of expanding tubular workpieces with counterpressure
Автори англійськоюKaliuzhnyi Oleksandr Volodymyrovych, Oleksandrenko Yaroslav Serhiiovych, Kulikov Ivan Petrovych, Kaliuzhnyi Volodymyr Leonidovych
Назва патенту російськоюСпособ раздачи трубчатых заготовок с противодавлением
Автори російськоюКалюжный Александр Владимирович, Олександренко Ярослав Сергеевич, Куликов Иван Петрович, Калюжный Владимир Леонидович
МПК / Мітки
МПК: B21D 41/02
Мітки: заготовок, протитиском, спосіб, роздачі, трубчатих
Код посилання
<a href="https://ua.patents.su/4-102609-sposib-rozdachi-trubchatikh-zagotovok-z-protitiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб роздачі трубчатих заготовок з протитиском</a>
Пристрій для роздачі рідини під тиском, вузол роздачі, спосіб підтримки рідини під тиском і її роздачі, напірний патрон та роздавальний пристрій газованого напою
Номер патенту: 72455
Опубліковано: 15.03.2005
Автор: Влосвейк Йоханнес Якобус Томас
МПК: B65D 83/14, B67D 1/04, B67D 5/06
Мітки: пристрій, патрон, підтримки, спосіб, рідини, газованого, роздачі, тиском, вузол, напою, роздавальний, напірний
Формула / Реферат:
1. Пристрій для роздачі рідини, який містить резервуар, що має першу камеру і другу камеру, причому перша камера розташована для приймання рідини, призначеної для роздачі, а друга камера розташована для приймання рушійної речовини, принаймні отвір між першою і другою камерами, засіб управління тиском, розташований для управління тиском рушійної речовини в процесі використання, що проходить з другої камери в першу камеру, який відрізняється...
Пристрій для гідростатичного пресування з протитиском
Номер патенту: 34502
Опубліковано: 11.08.2008
Автори: Калюжний Володимир Леонідович, Борщаговська Олена Олександрівна, Калюжний Олександр Володимирович, Куценко Віталій Миколайович
МПК: B21C 25/00
Мітки: пресування, гідростатичного, пристрій, протитиском
Формула / Реферат:
Пристрій для гідростатичного пресування з протитиском, що включає камеру високого тиску з рідиною робочого середовища, пуансон, матрицю та опору, який відрізняється тим, що роль плунжера виконує камера високого тиску, яка зміщується при пресуванні відносно опори, встановленої в більшому отворі камери високого тиску.
Спосіб рівноканального кутового пресування з протитиском

Номер патенту: 61144
Опубліковано: 11.07.2011
Автори: Пархомчук Віталій Анатолійович, Мельник Володимир Сергійович, Маковей Валерій Олексійович
МПК: B21J 5/00
Мітки: пресування, кутового, спосіб, рівноканального, протитиском
Формула / Реферат:
Спосіб рівноканального кутового пресування з протитиском, що включає встановлення металевої заготовки в матрицю, яка має два взаємно перпендикулярні отвори однакових розмірів, та прикладення вертикального зусилля до заготовки і утворення в горизонтальному отворі протитиску витоком пластичного матеріалу, який відрізняється тим, що протитиск утворюється рідиною, значення якого визначається за формулою
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: заготівель, трубних, роздачі, штамп
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Пристрій для рівноканального кутового пресування прутків з протитиском
Номер патенту: 46169
Опубліковано: 10.12.2009
Автори: Варюхін Віктор Миколайович, Давиденко Олександр Анатолійович, Гангало Олександр Миколайович, Спусканюк Віктор Захарович
МПК: B21C 37/00, B21C 37/15
Мітки: прутків, кутового, пресування, пристрій, рівноканального, протитиском
Формула / Реферат:
1. Пристрій для рівноканального кутового пресування прутків з протитиском, що містить контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90° в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю поступально-зворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних...
Попередній патент: Спосіб виготовлення призматичної пружної самофіксуючої шпонки
Наступний патент: Цифровий вольтметр на основі вибірок миттєвих значень
Випадковий патент: Система гасіння коливань надресорної частини локомотива