Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Дудар Михайло Іванович, Полігушко Борис Миколайович, Красовська Галина Михайлівна, Вишнякова Алла Борисівна, Івченко Олександр Васильович, Литвиненко Ганна Анатоліївна, Суріков Ігор Миколайович
Формула / Реферат
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву со скоростью 2,5-25° С/с до температуры 550-750°С при этом температуру нагрева выбирают прямо пропорционально величине исходной прочности и обратно пропорционально площади поперечного сечения арматурных стержней.
Текст
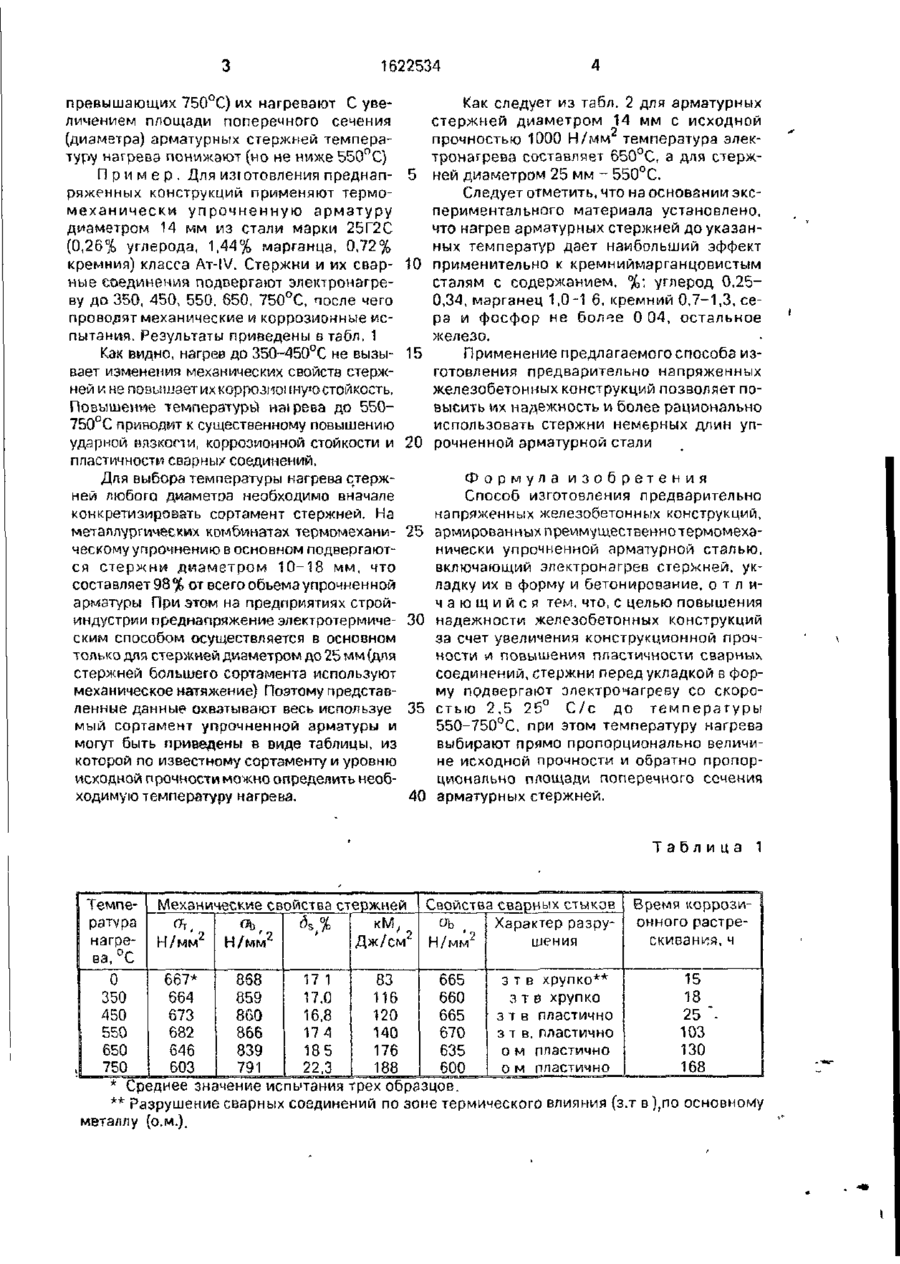
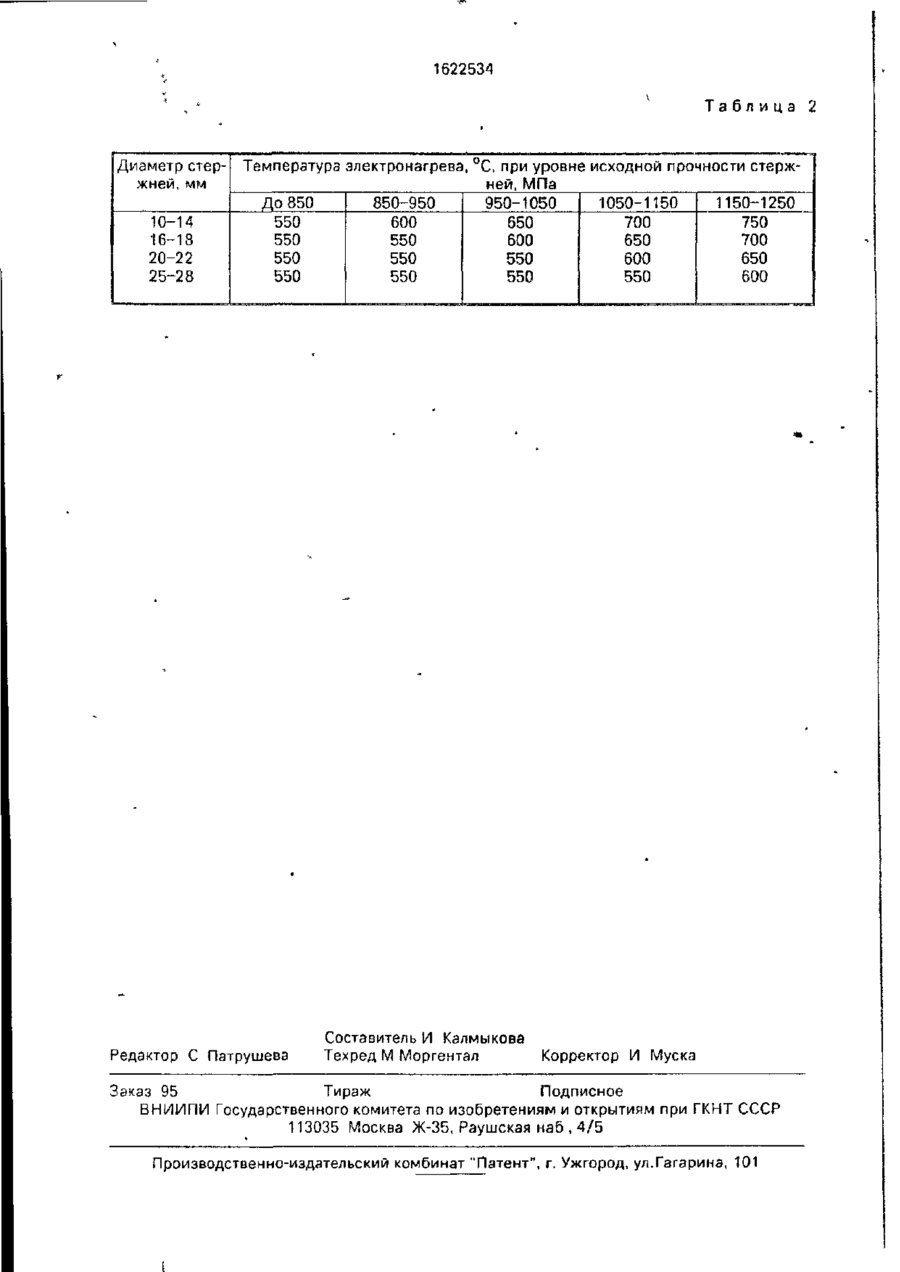
Изобретение относится к строительству, в частности к производству предварительно напряженных железобетонных конструкции путем нагревания арматуры электрическим током. Предлагаемый способ позволяет повысить надежность железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений. Для этого стержни перед укладкой в форму подвергают скоростному электронагреву со скоростью 2,5-25°С/с до температуры 550-750°С, в течение 0,5-5 мин, при этом температуру нагрева выбирают прямо пропорционально величине исходной прочности и обратно пропорционально площади поперечного сечения арматурных стержней. 2 табл. rf*BS» Изобретение относится к строительству, в частности к производству предварительно н а п р я ж е н н ы х железобетонных конструкций путем нагревания арматуры электрическим током. Цель изобретения - повышение надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений. Сущность изобретения заключается в следующем. Скоростной нагрев стержней термомеха нич ее ки упрочненной арматуры электрическим током до 550-750°С в течение 0,5-5,0 мин (соответствует скорости нагрева 2,5-25° С/с) увеличивает конструкционную прочность арматурной стали и повышает пластичность сварных соединений(требуемаясте, пень преднапряжения достигается при более низких температурах нагрева стержней - 350400°С), что обеспечивает повышение надежности ж е л е з о б е т о н н ы х к о н с т р у к ц и й , Облагораживающее влияние повторного нэ г грева упрочненных стержней до указанных температур объясняется достижением оптимального сочетания прочностных и пластических свойств (снижение прочности и повышение пластичности по отношению к исходному состоянию), а также повышением ударной вязкости и коррозионной стойкости за счет дополнительного высокого отпуска и снятия закалочных растягивающих напряжений. Нагрев выше 750°С приводит к значительному разупрочнению стержней и устраняет прирост прочностных свойств, достигнутый в результате термомеханического упрочнения. Снижение температуры нагрева ниже 550°С не обеспечивает повышение требуемого уровня коррозионной стойкости арматурных стержней При атом температура нагрева выбирается с учетом величины исходной прочности и площади поперечного сечения (диаметра) стержней. Чем выше исходная прочность арматурных стержней, тем до более высоких температур (но не 1622534 4 Как следует из табл. 2 для арматурных превышающих 750°С) их нагревают С увестержней диаметром 14 мм с исходной личением площади поперечного сечения прочностью 1000 Н/мм температура элек(диаметра) арматурных стержней температронагревэ составляет 650°С, а для стержтуру нагрева понижают (но не ниже 550°С) П р и м е р . Для изготовления преднап- 5 ней диаметром 25 мм - 550°С. рнженных конструкций применяют термоСледует отметить, что на основании эксмеханически упрочненную арматуру периментального материала установлено, диаметром 14 мм из стали марки 25Г2С что нагрев арматурных стержней до указан(0,26% углерода, 1,44% марганца, 0,72% ных температур дзет наибольший эффект кремния) класса Ат-IV. Стержни и их свар- 10 применительно к кремниймарганцовистым ные соединения подвергают электронагресталям с содержанием, %: углерод 0,25ву до 350, 450, 550. 650, 750°С, после чего 0,34, марганец 1,0-1 б, кремний 0,7-1,3, сепроводят механические и коррозионные исра и фосфор не более 0 04, остальное пытания. Результаты приведены в табл. 1 железо. Применение предлагаемогоспособа изКак видно, нагрев до 350~450°С не вызы- 15 вает изменения механических свойств стержготовления предварительно напряженных ней v, не повышает их коррозионную стойкость. железобетонных конструкций позволяет поПовышение температурь) на! рева до 550высить их надежность и более рационально 750°С приводит к существенному повышению использовать стержни немерных длин упударной вязкости, коррозионной стойкости и 20 рочненной арматурной стали пластичности сварных соединений. Формула изобретения Для выбора температуры нагрева стержСпособ изготовления предварительно ней любого диаметоа необходимо вначале напряженных железобетонных конструкций, конкретизировать сортамент стержней. На металлургических комбинатах термомехани- 25 армированных преимущественно термомеханически упрочненной арматурной сталью, ческому упрочнению в основном подвергаютвключающий электронагрев стержней, укся стержни диаметром 10-18 мм, что ладку их в форму и бетонирование, о т л и составляет 98% от всего объема упрочненной ч а ю щ и й с я тем, что, с целью повышения арматуры При этом на предприятиях стройиндустрии преднапряжение электротермиче- 30 надежности железобетонных конструкций за счет увеличения конструкционной прочским способом осуществляется в основном ности її повышения пластичности сварных только для стержнем диаметром до 25 мм (для соединений, стержни перед укладкой в форстержней большего сортамента используют му подвергают олектрочагреву со скоромеханическое натяжение) Поэтому представ35 стью 2,5 25° С/с до температуры ленные данные охватывают весь используе 550-750°С, при этом температуру нагрева мый сортамент упрочненной арматуры и выбирают прямо пропорционально величимогут быть приведены в виде таблицы, из не исходной прочности и обратно пропоркоторой по известному сортаменту и уровню ционально площади поперечного сечения исходной прочности можно определить необ- 40 арматурных стержней. ходимую температуру нагрева. Таблица Температура нагрева, °С 0 350 450 550 650 750 Механические свойства стержней Н/мм2 858 859 860 866 839 791 Дж/см 2 Н/мм2 667* кМ, 664 673 682 646 603 17 1 17,0 16,8 174 185 83 116 120 140 176 188 Свойства сварных стыков Характер разрушения Н/мм 665 660 665 670 635 600 з т в хрупко** з т в хрупко з т в пластично з т в. пластично о м пластично о м пластично 1 Время коррозионного растрескивания, ч 15 18 25 103 130 168 22,3 * Среднее значение испытания трех образцов. ** Разрушение сварных соединений по зоне термического влияния (з.т в ),по основному металлу (о.м.). 1622534 Таблица 2 Диаметр стер- Температура электронагрева, °С, при уровне исходной прочности стержжней, мм ней, МПа До 850 1050-1150 850-950 950-1050 1150-1250 10-14 550 600 700 750 650 16-18 550 550 650 700 600 20-22 550 550 600 650 550 25-28 550 550 550 600 550 Редактор С Патрушева Составитель И Калмыкова Техред М Моргентал Корректор И Муска Заказ 95 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва Ж-35, Раушская наб , 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюIvchenko Oleksandr Vasyliovych, Surikov Ihor Mykolaiovych, Dudar Mykhailo Ivanovych, Polihushko Borys Mykolaiovych
Автори російськоюИвченко Александр Васильевич, Суриков Игорь Николаевич, Дударь Михаил Иванович, Полигушко Борис Николаевич
МПК / Мітки
МПК: E04G 21/12
Мітки: конструкцій, спосіб, залізобетонних, виготовлення, попередньо-напружених
Код посилання
<a href="https://ua.patents.su/4-1027-sposib-vigotovlennya-poperedno-napruzhenikh-zalizobetonnikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення попередньо-напружених залізобетонних конструкцій</a>
Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Усков Андрій Миколайович, Гінзбург Володимир Григорович
Мітки: сітка, залізобетонних, виготовлення, пристрій, виробів, арматурна
Формула / Реферат:
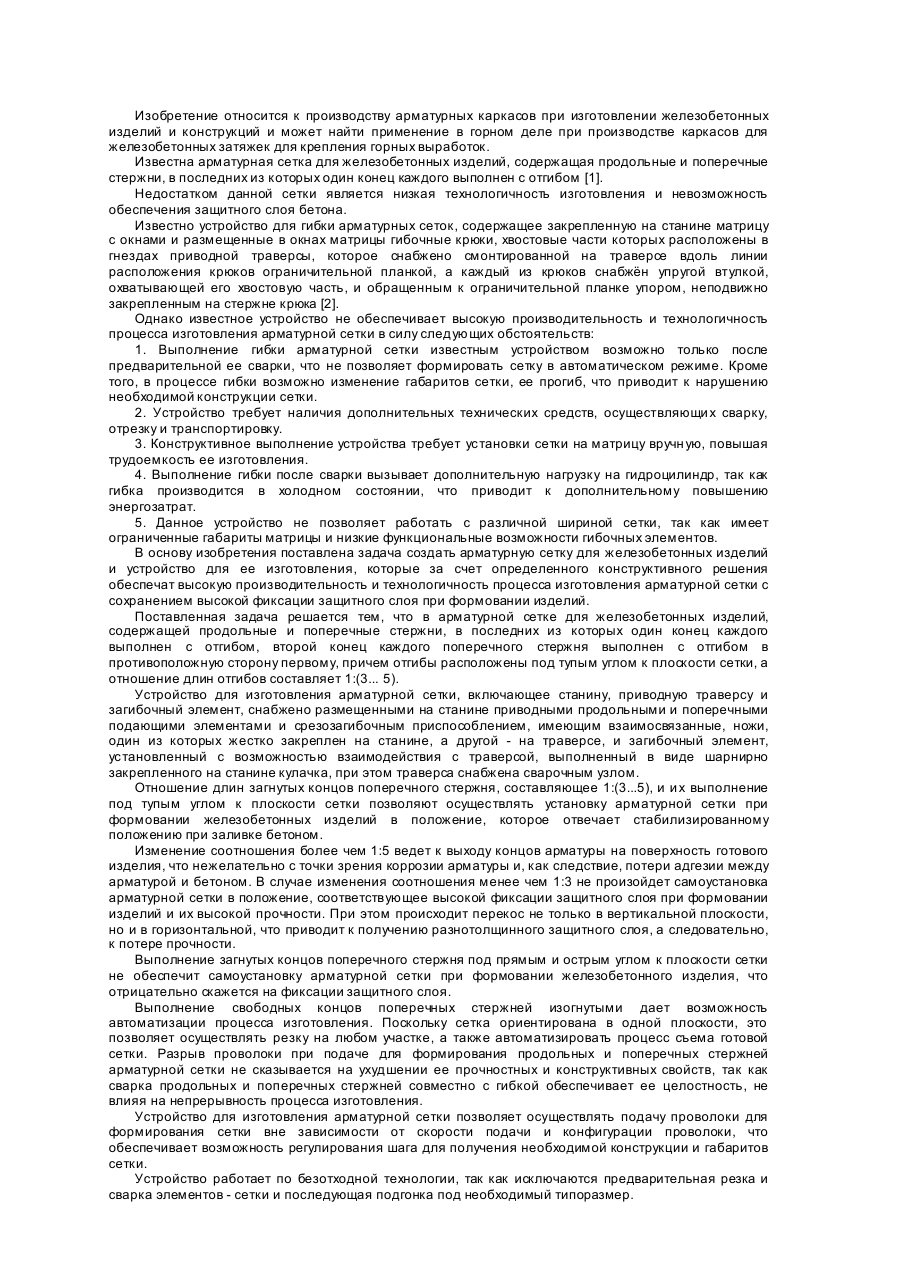
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.2. Устройство для изготовления арматурной сетки для...
Спосіб виготовлення тришарових конструкцій
Номер патенту: 178
Опубліковано: 30.04.1993
Автор: Інтенберг Едуард Олександрович
МПК: B32B 37/00, B64C 3/20, E04C 2/10
Мітки: виготовлення, конструкцій, спосіб, тришарових
Формула / Реферат:
Формула изобретенияСпособ изготовления, трехслойных конструкций путем поперечного растяжения листового материала заполнителя и соединения его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением материал заполнителя соединяют с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя.
Сталь для зварних конструкцій
Номер патенту: 369
Опубліковано: 30.04.1993
Автори: Сальников Геннадій Олексійович, Скудицький Маркс Самуїлович, Бочаров Альберт Миколайович, Литвиненко Денис Онуфрійович, Дранковський Іван Карпович, Єгорова Світлана Василівна, Крендельова Аліса Іванівна, Юрчишин Олександр Вітальйович, Бублик Григорій Іванович, Стеренбоген Юрій Олександрович, Соліна Євгенія Миколаївна, Дяков Володимир Георгійович, Ліпухін Юрій Вікторович
МПК: C22C 38/18, C22C 38/38
Мітки: сталь, конструкцій, зварних
Формула / Реферат:
Формула изобретения1. Сталь для сварных конструкций, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что, с целью повышения ударной, вязкости, она дополнительно содержит церий, алюминий и кальций при следующем соотношении компонентов, мас. %: Углерод 0,05-0,12 Кремний 0,17-0,60 Марганец 0,46-2,40 ...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Панасюк Ігор Вікторович, Бубен Едуард Михайлович
МПК: B28B 5/00
Мітки: конвейер, виготовлення, залізобетонних, бетонних, виробів, роторний
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Система паропостачання карусельно-ковейєрної лінії для виготовлення залізобетонних виробів
Номер патенту: 167
Опубліковано: 30.04.1993
Автори: Дорфман Юхим Миколайович, Колмановський Семен Давидович
МПК: B28B 5/00
Мітки: система, лінії, залізобетонних, виготовлення, карусельно-ковейєрної, виробів, паропостачання
Формула / Реферат:
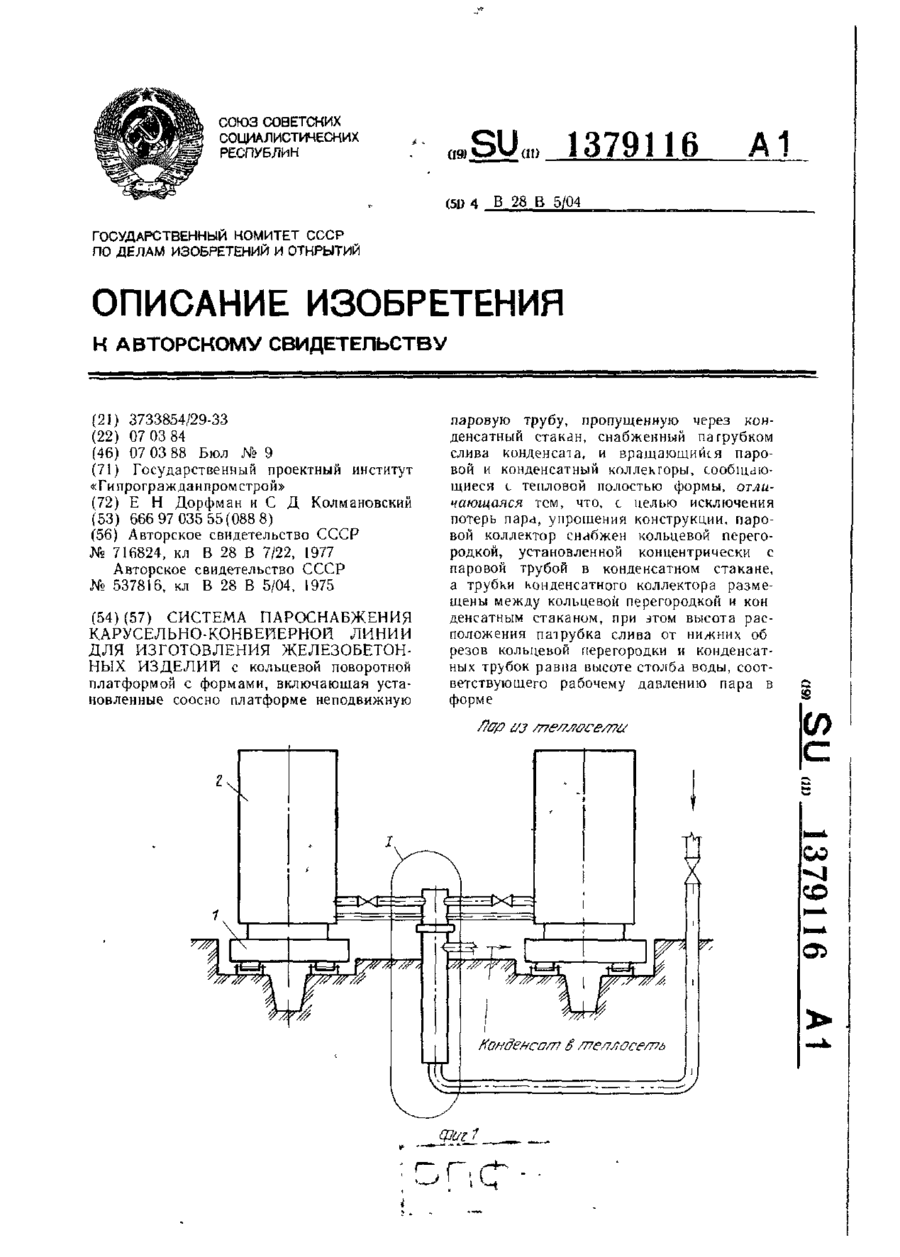
(57) СИСТЕМА ПАРОСНАБЖЕНИЯ КАРУСЕЛЬНО-КОНВЕЙЕРНОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ с кольцевой поворотной платформой с формами, включающая установленные соосно платформе неподвижную паровую трубку, пропущенною через конденсатный стакан, снабженный патрубком слива конденсата, и вращающимся паровой и конденсатный коллекторы, сообщающиеся с тепловой полостью формы, отличающийся тем, что с целью исключения потерь пара, упрощения...
Попередній патент: Варіатор
Наступний патент: Спосіб одержання гангліозидів
Випадковий патент: Спосіб синтезу алмазу