Спосіб контролю процесу лазерного пробивання наскрізних отворів

Формула / Реферат
Спосіб контролю процесу лазерного пробивання наскрізних отворів, при якому безперервно вимірюють тиск у порожнині заготовки, який відрізняється тим, що фіксують момент зміни тиску в порожнині заготовки, по якому визначають момент отримання наскрізного отвору.
Текст
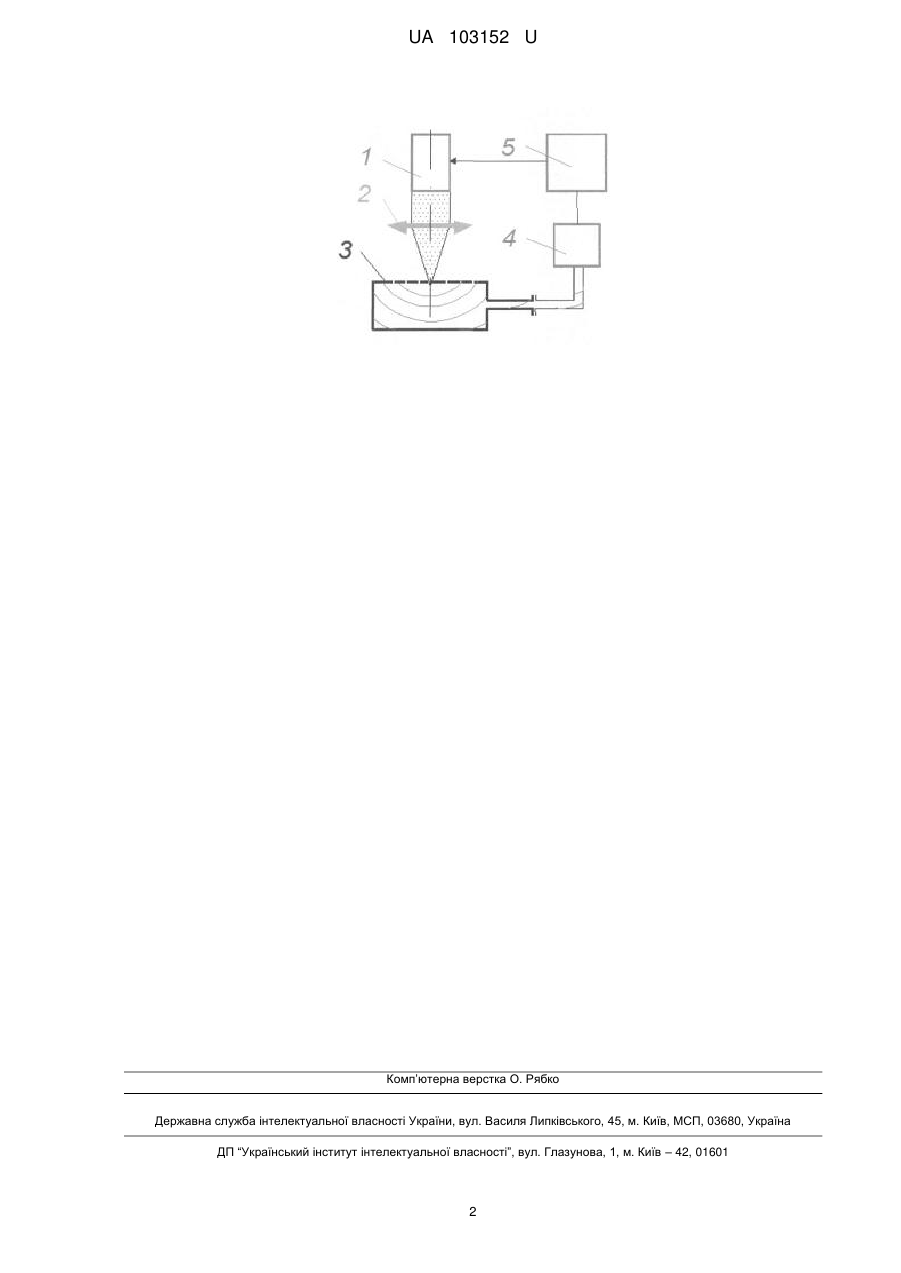
Реферат: Спосіб контролю процесу лазерного пробивання наскрізних отворів, при якому безперервно вимірюють тиск у порожнині заготовки, причому фіксують момент зміни тиску в порожнині заготовки, по якому визначають момент отримання наскрізного отвору. UA 103152 U (54) СПОСІБ КОНТРОЛЮ ПРОЦЕСУ ЛАЗЕРНОГО ПРОБИВАННЯ НАСКРІЗНИХ ОТВОРІВ UA 103152 U UA 103152 U 5 10 15 20 25 30 35 40 Корисна модель належить до технології лазерної обробки і може бути використана при пробиванні наскрізних отворів, що виходять у замкнуту порожнину. Відомий спосіб контролю обробки отвору за допомогою підсвічування заготівки зсередини світлом лампочки через світловолокно, яке спостерігається в окулярі, що свідчить про наскрізне пробивання стінки заготівки [1]. Недоліком даного способу є мала продуктивність операції, так як контроль отримання отвору здійснюється оператором. Як прототип використано спосіб контролю процесу лазерного пробивання наскрізних отворів, відповідно до якого через встановлений за заготівкою світловод залишки енергії лазерного променя досягає чутливого приймача, який встановлено за іншим торцем світловолокна [2]. Недоліком відомих рішень є неможливість використання в разі заготівок, в яких отвір виходить у глуху порожнину, а також низька його ефективність при обробці отворів мікронних розмірів тому, що інформація, що отримується перерахованими вище методами, має рівень шумового фону, що призводить до помилкових спрацювань системи. Задачею створення корисної моделі є спрощення та підвищення надійності контролю пробивання отворів та підвищення продуктивності обробки шляхом скорочення кількості надмірних імпульсів. Поставлена задача вирішується внаслідок того, що спосіб контролю процесу лазерного пробивання наскрізних отворів виконується шляхом спостереження за тиском в порожнині, в яку виходить отвір, що обробляється. Поставлена задача вирішується завдяки використанню схеми, зображеної на кресл. Внутрішню порожнину 3 в заготівці (1), до якої виходить оброблювальний отвір, підключають до пневматичного датчика 2 достатньої чутливості. При формуванні в час обробки наскрізного каналу отвору частина ерозійного факела підвищеного тиску, попадаючи до внутрішньої порожнини, діє на датчик 2, що супроводжується різкою зміною його показника. За цим фактом можна визначити кінець формування наскрізного каналу отвору і завершувати виконання операції або змінювати режим обробки для калібрування створеного отвору. Спосіб використано при обробці системи з 300 отворів діаметром 0,02 мм в датчиках артеріального тиску крові, що мають вид балона діаметром 2 мм і довжиною 6 мм з товщиною стінки 0,1 мм. Обробку виконували на установці 4222Ф2 4-5 імпульсами енергією 0,3 Дж при фокусуванні випромінювання об'єктивом ОМ-12. Порожнину балона приєднують трубкою 2 мм до датчика тиску БВ-235, причому вхідне сопло балона закривали заглушкою. При формуванні наскрізного каналу кожного отвору спостерігають стійкий скачок тиску на 0,2 атм, що відповідає 20 поділкам на шкалі датчика. Число робочих імпульсів коливалося від 4 до 5. Час обробки одної деталі 2 хв. При обробці отворів у багатоімпульсному режимі без контролю тиску у порожнині деталі необхідно подавати 7 імпульсів для гарантованого формування наскрізного отвору. Час обробки деталі 4,5 хв. Джерела інформації: 1. заявка Японії № 61-7083 В23K 26/00, оп. 13.01.1986. 2. заявка Японії № 61-60284 В23K 26/00, оп. 27.01.1986. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб контролю процесу лазерного пробивання наскрізних отворів, при якому безперервно вимірюють тиск у порожнині заготовки, який відрізняється тим, що фіксують момент зміни тиску в порожнині заготовки, по якому визначають момент отримання наскрізного отвору. 1 UA 103152 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of process control of laser punching
Автори англійськоюVyslotskyi Oleg Vladyslavovych
Назва патенту російськоюСпособ контроля процесса лазерной пробивки сквозных отверстий
Автори російськоюВислоцький Олег Владиславович
МПК / Мітки
МПК: B23K 26/00
Мітки: наскрізних, отворів, процесу, спосіб, контролю, лазерного, пробивання
Код посилання
<a href="https://ua.patents.su/4-103152-sposib-kontrolyu-procesu-lazernogo-probivannya-naskriznikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю процесу лазерного пробивання наскрізних отворів</a>
Спосіб лазерного пробивання отворів
Номер патенту: 41615
Опубліковано: 25.05.2009
Автори: Котляров Валерій Павлович, Микитенко Ігор Михайлович
МПК: B23K 26/04
Мітки: пробивання, отворів, спосіб, лазерного
Формула / Реферат:
Спосіб лазерного пробивання отворів, що включає обробку багатошарових матеріалів серією послідовних імпульсів, який відрізняється тим, що потужність серії імпульсів вибирають достатньою для пробивки одного шару, а число серій імпульсів - рівним кількості шарів в матеріалі, причому пробивку починають з боку шару матеріалу з більшою теплопровідністю.
Спосіб лазерного пробивання отворів
Номер патенту: 75096
Опубліковано: 26.11.2012
Автори: Котляров Валерій Павлович, Процак Олег Миколайович
МПК: B23K 26/02
Мітки: отворів, лазерного, спосіб, пробивання
Формула / Реферат:
Спосіб лазерного пробивання отворів, який включає одержання отворів в шаруватих матеріалах за допомогою серії послідовних імпульсів, який відрізняється тим, що потужність серії імпульсів вибирають достатньою для пробивання одного шару, а число серій імпульсів вибирають рівним кількості шарів в матеріалі, причому пробивку починають з боку шару із матеріалу з більшою теплопровідністю.
Установка для лазерного пробивання отворів
Номер патенту: 94453
Опубліковано: 10.11.2014
Автори: Котляров Валерій Павлович, Перехейда Андрій Вікторович
МПК: B23K 26/00
Мітки: лазерного, отворів, установка, пробивання
Формула / Реферат:
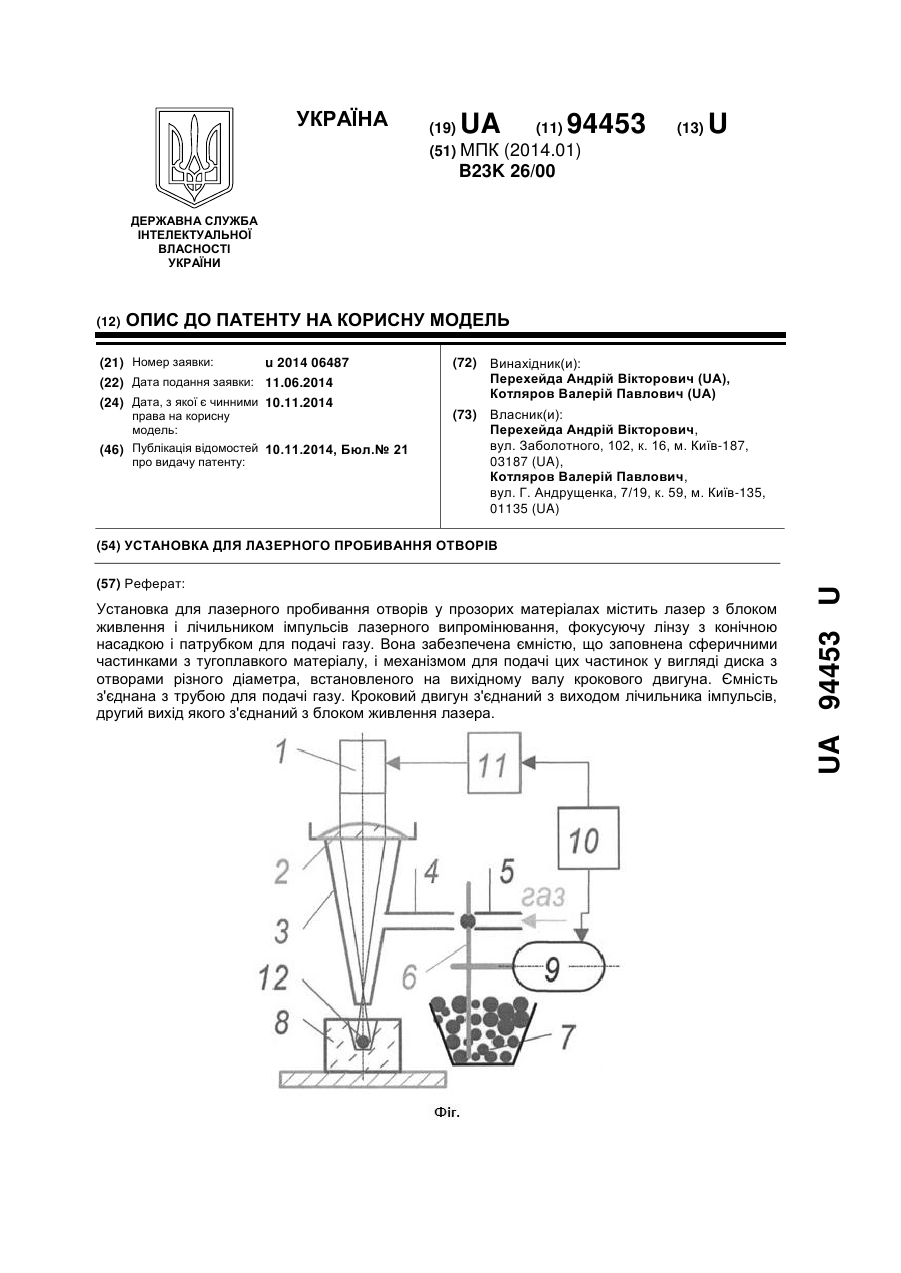
Установка для лазерного пробивання отворів у прозорих матеріалах, що містить лазер з блоком живлення і лічильником імпульсів лазерного випромінювання, фокусуючу лінзу з конічною насадкою і патрубком для подачі газу, яка відрізняється тим, що вона забезпечена ємністю, заповненою сферичними частинками з тугоплавкого матеріалу, і механізмом для подачі цих частинок у вигляді диска з отворами різного діаметра, встановленого на вихідному валу...
Засіб контролю відхилень осей наскрізних отворів
Номер патенту: 100591
Опубліковано: 27.07.2015
Автори: Трищ Роман Михайлович, Пащенко Едуард Андрійович, Бурдейна Вікторія Михайлівна
МПК: G01B 3/00, G01B 11/00
Мітки: відхилень, засіб, контролю, отворів, осей, наскрізних
Формула / Реферат:
Засіб контролю відхилень осей наскрізних отворів, що містить основу, втулку зі скошеним торцем та проміжні кільця, який відрізняється тим, що основа містить два отвори, призначені для дослідження отворів у деталі, між проміжними кільцями та верхньою поверхнею втулки, а також між нижньою поверхнею втулки і площиною основи встановлено кульки, які центрують засіб в двох взаємно перпендикулярних напрямах, на основі гвинтами закріплено...
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 7/00, B23H 11/00
Мітки: дугою, спосіб, отворів, глибоких, прошивання, наскрізних
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Попередній патент: Генератор оксидантного газу
Наступний патент: Спосіб лазерного пробивання отворів
Випадковий патент: Опалювальний радіатор