Спосіб лазерного пробивання отворів
Номер патенту: 75096
Опубліковано: 26.11.2012

Формула / Реферат
Спосіб лазерного пробивання отворів, який включає одержання отворів в шаруватих матеріалах за допомогою серії послідовних імпульсів, який відрізняється тим, що потужність серії імпульсів вибирають достатньою для пробивання одного шару, а число серій імпульсів вибирають рівним кількості шарів в матеріалі, причому пробивку починають з боку шару із матеріалу з більшою теплопровідністю.
Текст
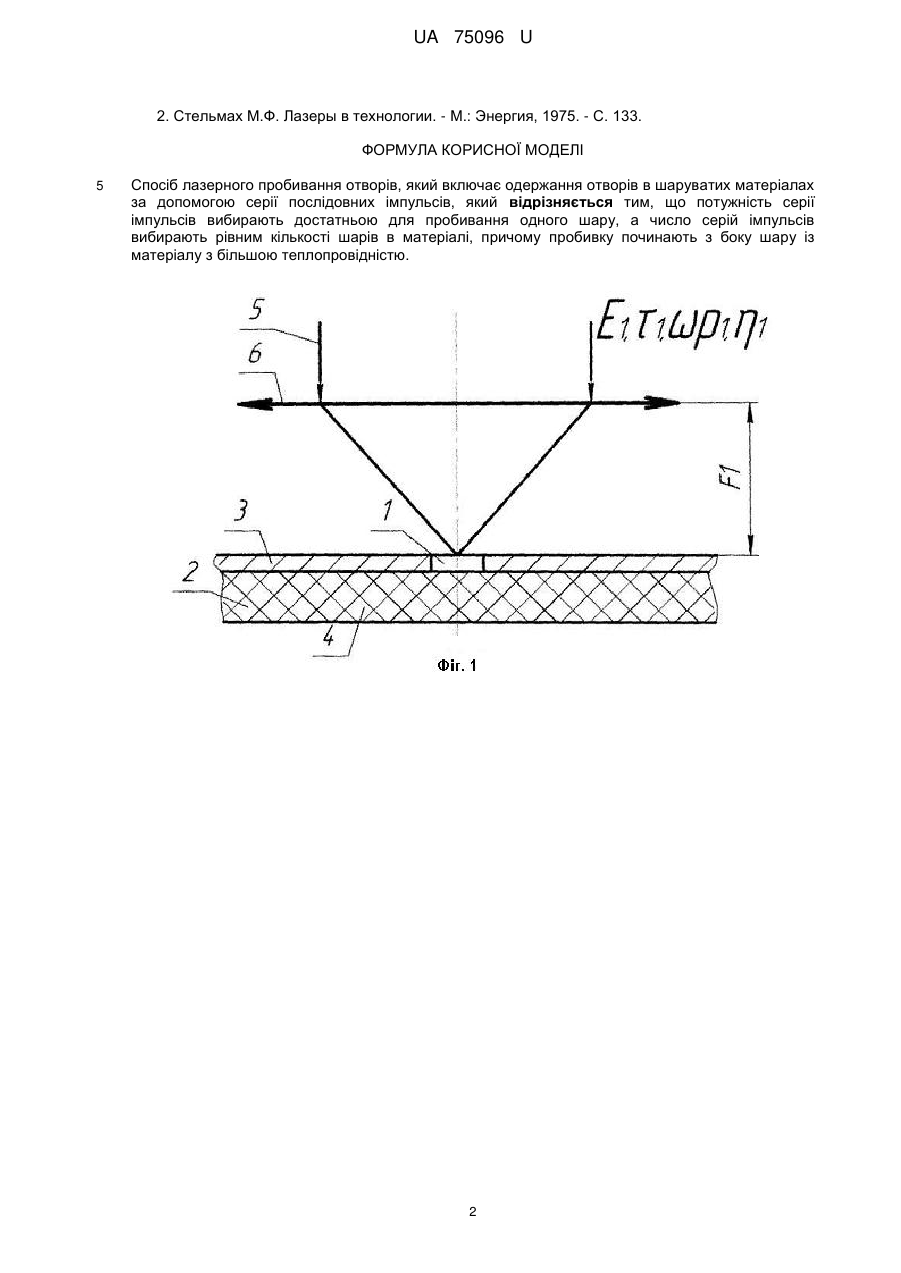
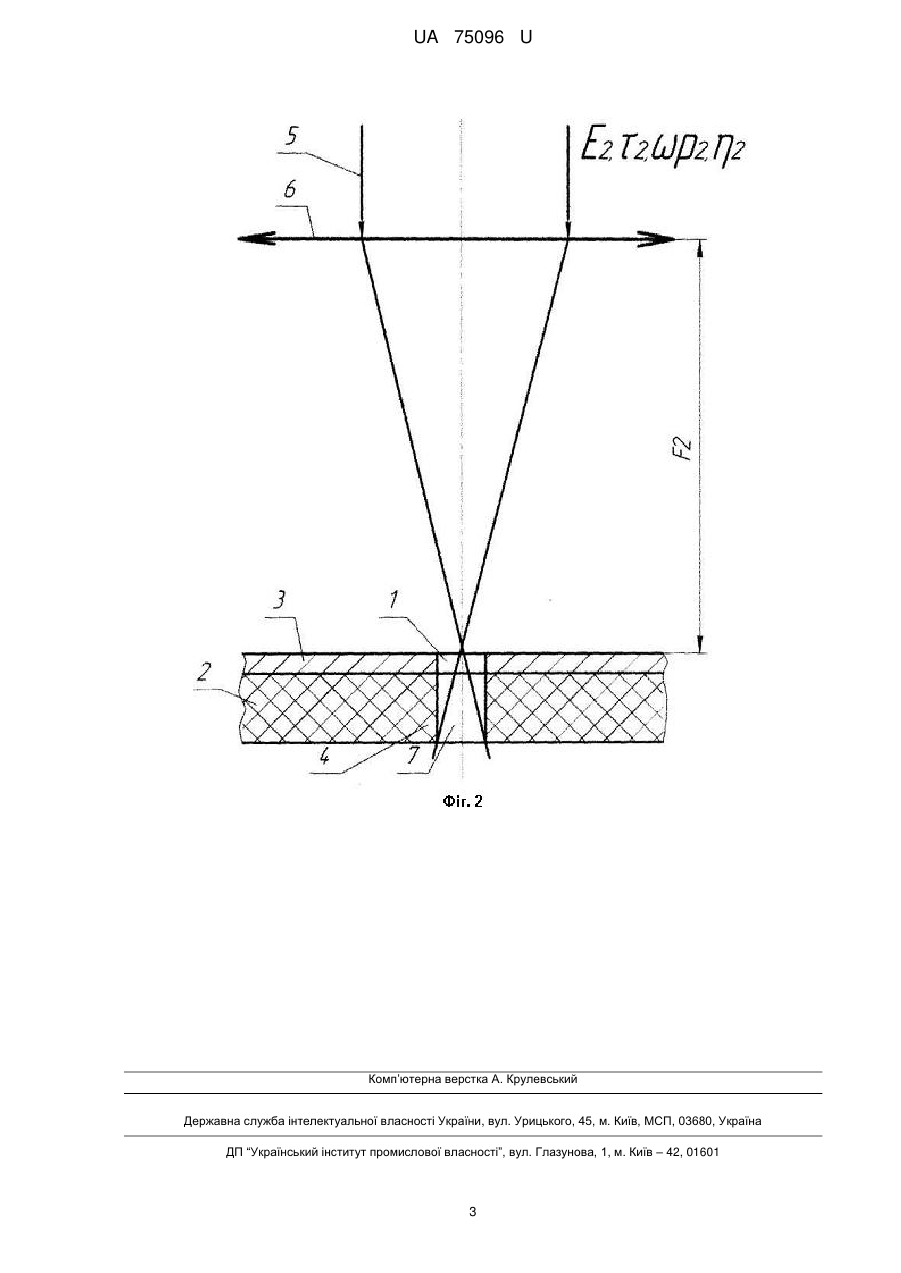
Реферат: UA 75096 U UA 75096 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології лазерної обробки. Відомий спосіб лазерної пробивки отворів серією імпульсів [1]. Недоліком даного способу є невисока якість обробки. Найбільш близьким до корисної моделі по технічній суті і досягненню ефекту є спосіб лазерної пробивки отворів в шаруватих матеріалах серією послідовних імпульсів [2]. Недоліком даного способу є невисока якість пробитого отвору через розшарування матеріалу під час обробки, в якій не враховується кількість шарів і імпульсів, що викликає термічні напруження в зоні обробки. Задача корисної моделі - підвищення якості пробивки отворів. Поставлена задача вирішується завдяки тому, що спосіб лазерного пробивання отворів, який включає одержання отворів в шаруватих матеріалах за допомогою серії послідовних імпульсів, новим є те, що потужність серії імпульсів вибирають достатньою для пробивання одного шару, а число серій імпульсів вибирають рівним кількості шарів в матеріалі, причому пробивку починають з боку шару із матеріалу з більшою теплопровідністю. Корисна модель пояснюється кресленням, де на Фіг. 1 і 2 зображені схеми пробивки отворів. На кресленні позначено: 1 - пробитий отвір першим імпульсом, 2 - шаруватий матеріал, 3 перший шар в матеріалі, 4 - другий (наступний) шар в матеріалі, 5 - лазерний промінь, 6 фокусна лінза, 7 - пробитий отвір другим імпульсом. При пробиванні отворів 1 в шаруватих матеріалах 2 серією послідовних імпульсів потужність серії імпульсів вибирають достатньою для пробивання одного шару 3, а число серій імпульсів рівною кількості шарів 3, 4 і так далі в матеріалі 2, причому пробивку починають з боку шару із матеріалу на який буде більше затрачено потужності випромінювання. Для відомих матеріалів оброблюваних шарів 3 та 4 відповідно до їх теплофізичних та поглинаючих властивостей, вибирають оптимальні параметри випромінювання 5 лазерних імпульсів - енергію Е, тривалість , щільність потужності світлового потоку W р і число імпульсів η, а також умови фокусування - фокусна відстань F лінзи 6, достатні для пробивання отворів 1 заданої якості в кожному з шарів 3 та 4 в матеріалі 2. При цьому з відомих режимів пробивки отворів в матеріалах з низькою теплопровідністю (випаровування; випаровування з плавленням; плавлення з подачею газу) вибирають режими, відповідні пробиванню отворів з найменшою кількістю газової фракції в продуктах лазерної ерозії. І навпаки, для обробки шару матеріалу, що має низьку теплопровідність, використовують короткі імпульси лазерного випромінювання з високою щільністю потужності світлового потоку. Лазерну технологічну установку налаштовують на режим пробивки отворів в шарі з високою теплопровідністю (Е; W р; ; F) (Фіг. 1), шаруватий матеріал 2 розташовують на столі установки таким чином, щоб випромінювання було сфокусовано на шар з високою теплопровідністю, і виробляють пробивання отвору 1 серією з n1 імпульсів. Далі випромінювання перефокусовують на поверхню шару 4 лінзою 6 з фокусною відстанню F2 і обробляють отвір 7 в шарі 4 з низькою теплопровідністю (Е2; W р2; 2) (Фіг. 2). Після впливу першої серії імпульсів, що мають високу щільність потужності і малу тривалість, пробивають отвір 1 високої якості в теплопровідному шарі матеріалу, причому необхідні для цього невеликі порції енергії (через малої тривалості імпульсу) дозволяють виконати розмірну по глибині обробку, не руйнуючи матеріал шару 4. При обробці деталі другою серією імпульсів, що мають невелику щільність потужності світлового потоку при істотно більшій тривалості, руйнується шар 4 з низькою теплопровідністю в режимі плавлення-випаровування з утворенням невеликої кількості пари. Продукти руйнування цього шару витісняються із зони обробки при невеликих тисках, і це є причиною того, що матеріал цього шару не розшаровується, а верхній шар 3 "не підривається". Таким чином, дотримання порядку обробки, а саме: обробку ведуть кількома серіями імпульсів (по числу шарів), а починають обробку з шару, що має високу теплопровідність, забезпечує високу якість. Спосіб апробовано при пробиванні отворів Ø 0,6 мм в платах друкованого монтажу (шар з високою теплопровідністю - мідна фольга товщиною 0,05-0,1 мм; шар з низькою теплопровідністю - склотекстоліт СФ-2-35 товщиною 2 мм). Отвори пробивали на установці КПІ5 двома серіями імпульсів: перша серія складалася з 1 імпульсу: Е1 = 1 Дж; 1 = 100 мкс; W р1 = 2 2 108 Вт/см , друга серія - з 5 імпульсів Е2 = 5 Дж; 2 = 800 мкс ; W р2 = 106 Вт/см , причому F1 = 35 мм; F2 = 100 мм. Час пробивки одного отвору, склав 3 с (ƒ = 2 Гц), на його поверхні були відсутні розшарування склотекстоліти і підрив підкладки. При обробці плат з двостороннім монтажем пробивку виконували в два переходи: пробивали отвір у мідній фользі з одного боку плати, перевертали її і виконували весь цикл пробивки наскрізного отвору. Спосіб дозволяє отримувати в шаруватих матеріалах отвори високої якості. Джерела інформації: 1. Патент США № 3265855, кл 219-121, 1.04.63. 1 UA 75096 U 2. Стельмах М.Ф. Лазеры в технологии. - М.: Энергия, 1975. - С. 133. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб лазерного пробивання отворів, який включає одержання отворів в шаруватих матеріалах за допомогою серії послідовних імпульсів, який відрізняється тим, що потужність серії імпульсів вибирають достатньою для пробивання одного шару, а число серій імпульсів вибирають рівним кількості шарів в матеріалі, причому пробивку починають з боку шару із матеріалу з більшою теплопровідністю. 2 UA 75096 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser punching holes
Автори англійськоюKotliarov Valerii Pavlovych, Protsak Oleh Mykolaiovych
Назва патенту російськоюСпособ лазерного пробивания отверстий
Автори російськоюКотляров Валерий Павлович, Процак Олег Николаевич
МПК / Мітки
МПК: B23K 26/02
Мітки: отворів, спосіб, лазерного, пробивання
Код посилання
<a href="https://ua.patents.su/5-75096-sposib-lazernogo-probivannya-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного пробивання отворів</a>
Спосіб лазерного пробивання отворів
Номер патенту: 41615
Опубліковано: 25.05.2009
Автори: Котляров Валерій Павлович, Микитенко Ігор Михайлович
МПК: B23K 26/04
Мітки: пробивання, отворів, спосіб, лазерного
Формула / Реферат:
Спосіб лазерного пробивання отворів, що включає обробку багатошарових матеріалів серією послідовних імпульсів, який відрізняється тим, що потужність серії імпульсів вибирають достатньою для пробивки одного шару, а число серій імпульсів - рівним кількості шарів в матеріалі, причому пробивку починають з боку шару матеріалу з більшою теплопровідністю.
Спосіб пробивання отворів у штампі
Номер патенту: 35718
Опубліковано: 16.04.2001
Автори: Карпенко Лариса Володимірівна, Боков Віктор Михайлович
МПК: B21D 28/00
Мітки: пробивання, отворів, штампі, спосіб
Формула / Реферат:
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з надкороткою консольною частиною, а знімання деталі з пуансонів - рухомими в напрямку штампування штовхачами, які локально та рівномірно розташовують навколо кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому, довжину...
Прес для вставки фурнітури і пробивання отворів
Номер патенту: 44618
Опубліковано: 12.10.2009
Автори: Поліщук Олег Степанович, Прибега Дмитро Володимирович, Гурська Світлана Василівна
МПК: A41H 37/00
Мітки: прес, вставки, отворів, пробивання, фурнітури
Формула / Реферат:
Прес для вставки фурнітури і пробивання отворів, що містить плиту з закріпленим на ній електрообладнанням та пуансоном і основу, на якій розташовані матриця з матеріалом, який відрізняється тим, що як привод використовують лінійний електромагнітний двигун з комбінованим якорем та стопом.
Штамп для пробивання отворів
Номер патенту: 34000
Опубліковано: 25.07.2008
Автори: Морозюк Віра Вікторівна, Дворянкін Ігор Олександрович
МПК: B21D 28/14, B21D 28/24
Мітки: отворів, штамп, пробивання
Формула / Реферат:
1. Штамп для пробивання отворів, що містить верхню плиту, на якій встановлені притискач з пуансонами, пуансонотримач, що їх охоплює, і розташований між пуансонотримачем і притискачем пружний елемент, а також напрямні колонки, і нижню плиту, на якій встановлені опори, з розміщеними на них нижнім корпусом, жорстко зв'язаним з державкою із змінною матрицею, а також напрямні втулки, який відрізняється тим, що притискач виконаний з виступами, які...
Пристрій для пробивання отворів
Номер патенту: 27368
Опубліковано: 25.10.2007
Автор: Іванов Андрій Володимирович
МПК: B21D 28/24
Мітки: пробивання, пристрій, отворів
Формула / Реферат:
1. Пристрій для пробивання отворів, що містить барабани і пуансони, розміщені по окружності барабана, який відрізняється тим, що він додатково містить кривошипно-колінчастий механізм із приводом від копірів, а в нижньому барабані запресовані матриці, розташовані по окружності.2. Пристрій за п. 1, який відрізняється тим, що кривошипно-колінчастий механізм містить кривошип, коліно, шатун і повзун, причому кривошип із вмонтованим роликом...
Попередній патент: Апарат повітряного охолодження
Наступний патент: Коток бігунів
Випадковий патент: Спосіб лікування генералізованого пародонтиту у наркозалежних із токсичним гепатитом