Спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми
Номер патенту: 104398
Опубліковано: 25.01.2016
Автори: Богушевський Володимир Святославович, Самарай Роман Валерійович

Формула / Реферат
Спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми, що включає вимірювання сили виштовхування виливка на поршні-виштовхувачі під час вилучення виливка, який відрізняється тим, що додатково встановлюють термопару в найбільш теплонавантажені ділянки камери пресування прес-форми і вимірюють температуру із нанесеним на стінки прес-форми шаром змазувально-охолоджувальної рідини (ЗОР), і за результатами вимірів визначають товщину шару ЗОР, при досягненні ЗОР критичного значення подають команду на зміну об'єму розпилюваної ЗОР.
Текст
Реферат: Спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми включає вимірювання сили виштовхування виливка на поршні-виштовхувачі під час вилучення виливка. Додатково встановлюють термопару в найбільш теплонавантажені ділянки камери пресування прес-форми. Вимірюють температуру із нанесеним на стінки прес-форми шаром змазувально-охолоджувальної рідини (ЗОР). За результатами вимірів визначають товщину шару ЗОР, при досягненні ЗОР критичного значення подають команду на зміну об'єму розпилюваної ЗОР. UA 104398 U (12) UA 104398 U UA 104398 U 5 10 15 20 25 30 35 Корисна модель належить до галузі ливарного виробництва і може використовуватися при виготовленні виливків за допомогою лиття під тиском (ЛПТ) на машині лиття під тиском з горизонтальною холодною камерою пресування, та в прес-формі машини лиття під тиском, являючи собою спосіб на основі термопари - датчика для вимірювання температури, який встановлений в корпус прес-форми і розташований в найбільш теплонавантажених ділянках на відстані 1-3 мм від стінки камери пресування на поверхню, якої наноситься змазувальноохолоджувальна рідина (ЗОР), яка в свою чергу слугує для недопущення прилипання виливка до стінок камери пресування, а також змазування та охолодження поверхні камери пресування прес-форми при роботі машини лиття під тиском. Відомим аналогом є машина для лиття під тиском ЛН3404, в якій основними вузлами є станина, прес-форма, механізм запирання, механізм пресування, елементи гідроприводу, електроавтоматика, системи керування, системи регулювання, плавильно-роздавальна піч [1]. Недоліком аналога є те, що в машині процес розпилення ЗОР є автоматичним, але недостатньо керованим для своєчасного нанесення оптимальної кількості ЗОР, що в свою чергу не дозволяє підтримувати оптимально допустиму товщину шару ЗОР на стінках камери пресування в найбільш теплонавантажених ділянках прес-форми та своєчасно регулювати її в автоматичному режимі. Найближчим аналогом до корисної моделі є машина Frech ДАК 250, за допомогою якої вимірюють силу виштовхування виливка на поршні-виштовхувачі під час вилучення виливка [2], [3]. Недоліком найближчого аналога є те, що він може працювати лише при сталих параметрах виробничого процесу з дотриманням всіх вимог виробничого процесу, що для підприємств нашої країни є недоступним, а також він має високу ціну і є дорогим в обслуговуванні. В основу корисної моделі поставлена задача автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми. Поставлена задача вирішується тим, що спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми включає вимірювання сили виштовхування на поршні-виштовхувачі виливка під час вилучення виливка з камери пресування, згідно з корисною моделлю, додатково встановлюють термопару в найбільш теплонавантажених ділянках камери пресування і за допомогою неї вимірюють температуру прес-форми, за результатами вимірів визначають товщину шару ЗОР і при досягненні нею критичного значення подають команду на зміну об'єму розпилюваної ЗОР. Корисну модель виконують наступним чином. Після того, як машина закінчила роботу на деякий період часу, прес-форма (ПФ) розкривається і з неї за допомогою поршня-виштовхувача вилучається виливок, після чого ПФ закривається і всередині неї насос-форсунка розпилює визначений об'єм ЗОР, який утворює шар ЗОР на стінках камери пресування, після чого визначають температуру прес-форми (T1) в найбільш теплонавантажених ділянках прес-форми, які попередньо визначають експериментальним методом по дефектах на стінках виливка, і порівнюють з оптимальною 40 температурою прес-форми ( T2 ) , тобто порівнюють виміряне значення з еталонним, і за результатами вимірів визначають товщину шару ЗОР () , виходячи з отриманих результатів різниці температури (T) . При досягненні (T) критичного значення подають команду на збільшення або зменшення об'єму ЗОР в залежності від відхилення (T) . Формула (1) для визначення системою товщини шару ЗОР () : T 45 T1 T2 , (1) T1 - температура нагріву прес-форми з нанесеною товщиною шару ЗОР; T2 - температура нагріву прес-форми з оптимальною товщиною шару ЗОР; - шар ЗОР. 50 55 Отже процес зміни об'єму розпилюваної ЗОР розпочинають тільки при наявності інформації про критичну товщину шару ЗОР на стінках камери пресування прес-форми. Корисна модель дозволяє визначити оптимальний момент для зміни об'єму розпилюваної ЗОР, автоматично виходячи з реальних результатів вимірів, що в свою чергу дозволяє проводити розпилення ЗОР саме в тому об'ємі і в той момент, коли це дійсно необхідно та без участі оператора, що в свою чергу покращує роботу машини, зберігає її в робочому стані більш тривалий період та покращує якість виливка. Джерело інформації: 1 UA 104398 U 5 1. Машины для литья под давлением / В.А. Антонов, М.Д. Белостоцкий, В.Э. Берин, В.В. Денисенко, М.Л. Заславский, Н.В. Навроцкий, Б.Е. Розенберг. - Под ред. Б.Е.Розенберга. М., "Машиностроение", 1973. - 288 с. 2. АСУТП машин литья под давлением / В.С. Богушевский, В.Н. Иванов, Н.А. Рюмшин, Н.А. Сорокин. - К.: НПК "Киевский институт автоматики", 1994. - 239 с. 3. Машина литья под давлением Frech ДАК 250. URL: http://www.ftech.com/ (дата обращения: 15.02.2015). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми, що включає вимірювання сили виштовхування виливка на поршні-виштовхувачі під час вилучення виливка, який відрізняється тим, що додатково встановлюють термопару в найбільш теплонавантажені ділянки камери пресування прес-форми і вимірюють температуру із нанесеним на стінки прес-форми шаром змазувальноохолоджувальної рідини (ЗОР), і за результатами вимірів визначають товщину шару ЗОР, при досягненні ЗОР критичного значення подають команду на зміну об'єму розпилюваної ЗОР. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюBogushevskyy Volodymer Svyatoslavovych, Samaray Roman Valeriyovych
Автори російськоюБогушевский Владимир Святославович, Самарай Роман Валериевич
МПК / Мітки
МПК: G05D 23/22, F28C 3/04, B22D 2/00, B21B 37/76
Мітки: пресування, утворення, стінках, змазувально-охолоджувальної, шару, спосіб, контролю, камери, рідини, автоматичного, прес-форми
Код посилання
<a href="https://ua.patents.su/4-104398-sposib-avtomatichnogo-kontrolyu-utvorennya-sharu-zmazuvalno-okholodzhuvalno-ridini-na-stinkakh-kameri-presuvannya-pres-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного контролю утворення шару змазувально-охолоджувальної рідини на стінках камери пресування прес-форми</a>
Спосіб автоматичного контролю утворення шару накипу для промивки охолоджуючих каналів прес-форми
Номер патенту: 97278
Опубліковано: 10.03.2015
Автори: Самарай Роман Валерійович, Богушевський Володимир Святославович
МПК: F28C 3/04
Мітки: автоматичного, утворення, шару, контролю, промивки, спосіб, охолоджуючих, прес-форми, каналів, накипу
Формула / Реферат:
Спосіб автоматичного контролю утворення шару накипу для промивки каналів прес-форми, що включає періодичну подачу промивної рідини через визначений інтервал часу, після того як машина закінчила роботу на деякий час, який відрізняється тим, що додатково встановлюють термопару в прес-форму і вимірюють час проходження температурної хвилі при різкій зміні температури охолоджуючої рідини і за результатами вимірів визначають товщину шару накипу і...
Спосіб контролю стану поверхні прес-форми лиття під тиском
Номер патенту: 101992
Опубліковано: 12.10.2015
Автори: Богушевський Володимир Святославович, Антоневич Ольга Олександрівна
МПК: G01N 29/00, F28C 3/04
Мітки: поверхні, прес-форми, лиття, стану, спосіб, тиском, контролю
Формула / Реферат:
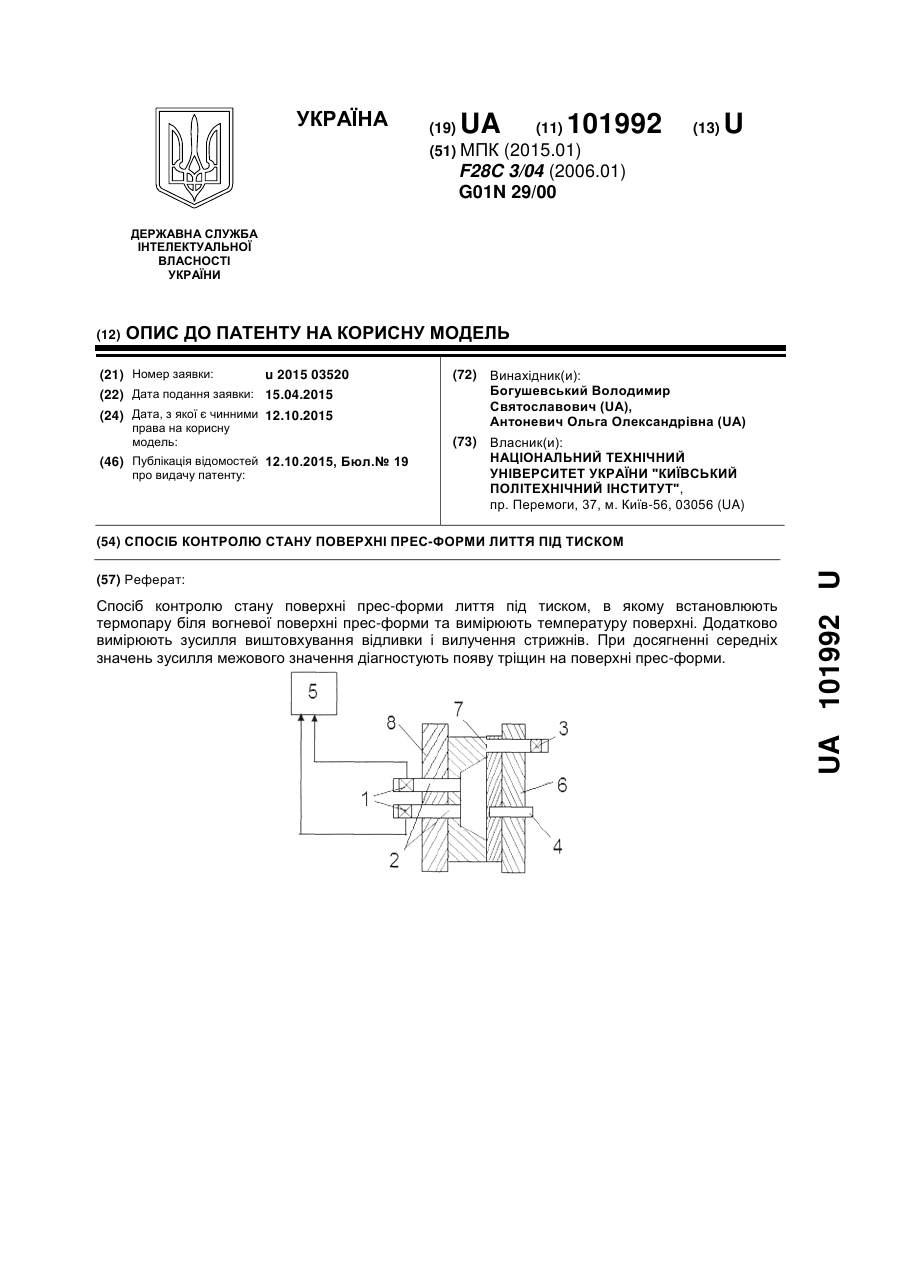
Спосіб контролю стану поверхні прес-форми лиття під тиском, в якому встановлюють термопару біля вогневої поверхні прес-форми та вимірюють температуру поверхні, який відрізняється тим, що додатково вимірюють зусилля виштовхування відливки і вилучення стрижнів та при досягненні середніх значень зусилля межового значення діагностують появу тріщин на поверхні прес-форми.
Прес для попереднього пресування деревинностружкового шару
Номер патенту: 31060
Опубліковано: 15.12.2000
Автори: Соколовський Ярослав Іванович, Філінюк Роман Васильович
МПК: B27N 3/08
Мітки: пресування, деревинностружкового, шару, попереднього, прес
Текст:
...включає у себе верхню 1 та нижню 2 пресуючі стрічки, які проходять через верхні 3,4 75 та нижні 6,7,8 валкі. Валки 3 та б формують зону входу (стиснення) і кріпляться до шарнірно закріплених рам 9,10 преса, осі шарнірів 11,12 знаходяться на кінцевих валках зони входу 477 і ЕОНИ Ж Є першими Банками у зоні пресування, 11,12 симетрично розміщені відносно центральної горизонтальної вісі. Давач ТОЕЩИНИ деревинностружкоЕого килиму 13, який...
Пристрій для утворення пристінного шару рідини низької в’язкості при транспортуванні нафти трубопроводом
Номер патенту: 75265
Опубліковано: 15.03.2006
Автори: Климишин Ярослав Данилович, Болонний Василь Тарасович, Середюк Марія Дмитрівна
Мітки: шару, в'язкості, низької, пристрій, пристінного, рідини, трубопроводом, нафти, транспортуванні, утворення
Формула / Реферат:
Пристрій для утворення пристінного шару рідини низької в’язкості при транспортуванні нафти трубопроводом, що містить еластичний корпус, який складається з центральної циліндричної частини і двох бокових частин напівсферичної форми, сполучених з нею, та вузол для заправки хімреагентом, який відрізняється тим, що центральна циліндрична частина виконана проникною.
Прес для гарячого пресування волокнистих матеріалів

Номер патенту: 59775
Опубліковано: 25.05.2011
Автор: Дзюба Микола Григорович
МПК: D21F 3/00
Мітки: матеріалів, прес, пресування, гарячого, волокнистих
Формула / Реферат:
1. Прес для гарячого пресування волокнистих матеріалів, що містить пресовий вал і гарячий верхній вал, пристрій для нагрівання, який відрізняється тим, що гарячий верхній вал містить всередині електричний або індукційний нагрівач.2. Прес за п. 1, який відрізняється тим, що верхній вал виготовлено пустотілим металевим.3. Прес за п. 1, який відрізняється тим, що нижній пресовий вал виготовлено гумованим жолобчатим.
Попередній патент: Спосіб модифікування рідкого чавуну
Наступний патент: Пристрій для полювання в особливих умовах
Випадковий патент: Пристрій для випробування на зрушення зразків матеріалів при низьких температурах