Спосіб обробки білого чавуну
Номер патенту: 109018
Опубліковано: 10.07.2015
Автори: Миронова Тетяна Михайлівна, Синиціна Юлія Петрівна, Сидорова Анастасія Юріївна, Донська Тетяна Романівна, Підгорна Катерина Дмитрівна

Формула / Реферат
Спосіб обробки білого чавуну, що включає його нагрівання до температури на 40-60 °C нижче лінії солідуса та деформацію на 60-85 %, який відрізняється тим, що перед деформацією проводять двоступеневий відпал: спочатку нагрівання до температури аустенітизації - 950-1120 °C - з витримкою протягом 2-5 годин, далі охолодження з піччю до температури перлітизації - 700-650 °C - витримкою 3-5 годин при даній температурі.
Текст
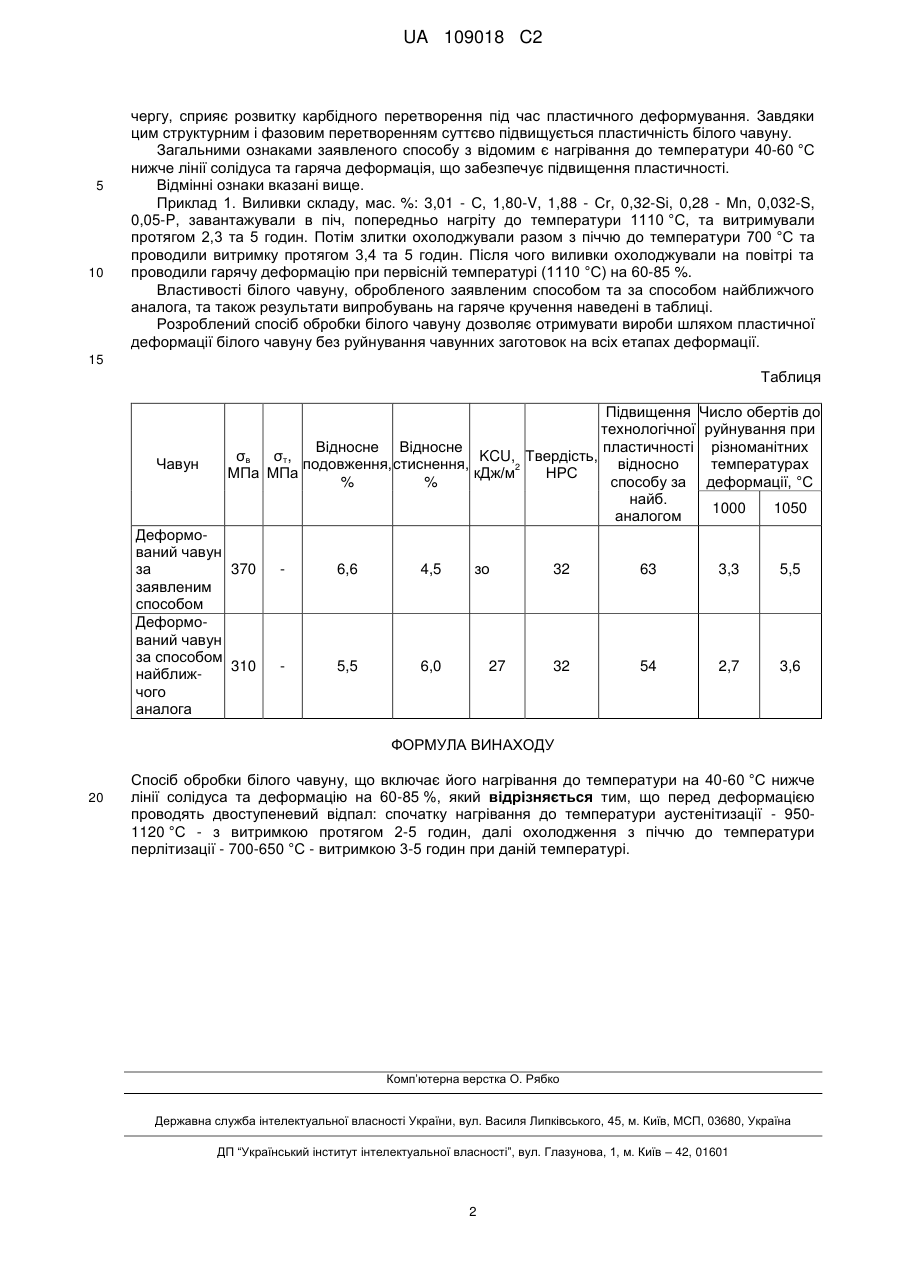
Реферат: Винахід належить до галузей металургії і машинобудування, зокрема - до способів обробки білого чавуну та пластичної деформації. Спосіб включає нагрівання білого чавуну до температури на 40-60 С нижче лінії солідуса та деформацію на 60-85 %, причому перед деформацією проводять двоступеневий відпал: спочатку до температури аустенітизації - 9501120 °C - з витримкою 2-5 годин, далі охолодження з піччю до температури перлітизації - 720650 °C - з витримкою 3-5 годин при даній температурі. Винахід забезпечує підвищення пластичності зливків білого чавуну масою більше 50 кг для проведення гарячого кування або прокатки на обтискних станах без виникнення тріщин. UA 109018 C2 (12) UA 109018 C2 UA 109018 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузей металургії і машинобудування, зокрема - до способів обробки білого чавуну та пластичної деформації, і може бути використаний для підвищення технологічної пластичності при виготовленні зносостійких виробів. Відомий спосіб обробки білого чавуну, що включає гарячу пластичну деформацію при температурі АС3+(80-150 °C), далі після підстужування при АС3-(60-100 °C) з сумарним обтисненням 30-60 %, охолодження на повітрі та відпал для спрощення способу зменшення карбідної сітки (див. авторське свідоцтво СРСР № 1011707, С21D 8/00, 9/22, 1983). До причин, що перешкоджають досягненню зазначеного нижче технологічного результату при використанні відомого способу є те, що у відомому способі гаряча пластична деформація білого чавуну без попередньої спеціальної обробки може призвести до руйнування чавунних заготівок через низьку пластичність білих чавунів, які маюсь у литій структурі евтектичну сітку, що складається з ледебуритних колоній. Тому, без спеціальної попередньої підготовки структури чавуна, що призводить до порушення монолітності евтектичних карбідів його обробка тиском при звичайних схемах навантаження неможлива. Також відомий спосіб обробки білого високолегованого чавуну, що включає аустенітизацію при температурі 1160-1190 °C, охолодження, механічну обробку та відпуск при температурі 540560 °C. Охолодження чавуну, що містить 12 мас. % хрому проводять на повітрі, а чавуну, що містить менше 12 мас. %, - під струменем стисненого повітря (див. Авторське свідоцтво СРСР № 1214769, С21D 5/04 1986). Недоліком даного способу обробки є нагрів до температури аустенітизації вище 1150 °C. При таких температурах в білих економно легованих ледебуритних чавунах відбувається розвиток процесів коалесценції карбідних фаз, що призводить до утворення більш грубої структури. Крім того, може простежуватись оплавлення евтектичної складової, що є вкрай небажано з точки зору технологічної пластичності сплаву. Найбільш близьким способом того ж призначення до заявленого винаходу за сукупністю ознак є спосіб обробки білого чавуну, суть якого полягає в нагріванні до температури на 4060 °C нижче лінії солідуса та деформацію, що з метою підвищення технологічної пластичності проводять в два етапи, при цьому попередню деформацію здійснюють зі ступенем 5-15 % після витримки. Після чого проводять підігрів до первісної температури, додаткову витримку протягом 3-7 годин та остаточну деформацію (див. авторське свідоцтво СРСР № 1046302 кл. С21D 5/04, 1976 - прийнятий за найближчий аналог). До причин, що перешкоджають досягненню зазначеного нижче технологічного результату при використанні відомого способу, прийнятого за найближчий аналог, відноситься те, що у відомому способі виникає небезпека руйнування чавунних заготовок на перших етапах попередньої деформації, так як в процесі нагріву під пластичну деформацію фазові перетворення, що викликають порушення монолітності сітки евтектичного цементиту за рахунок виділення більш стабільних карбідів або за рахунок утворення субзеренних меж, відбутися не встигають. В основу винаходу поставлена задача створення такого способу обробки білого чавуну, який забезпечить підвищення технологічної його пластичності до рівня достатнього для проведення гарячого кування або прокатки на обтискних станах в промислових умовах зливків масою більше 50 кг. Поставлена задача вирішується завдяки тому, що в зазначеному способі обробки білого чавуну, що включає нагрів до температури на 40-60 °C нижче лінії солідуса, гарячу деформацію на 60-85 %, згідно з винаходом, відрізняється тим, що перед деформацією проводять двоступеневий відпал: спочатку до температури аустенітизації - 950-1120 °C - з витримкою 2-5 годин, далі охолодження з піччю до температури перлітизації - 720-650 °C - з витримкою 3-5 годин при даній температурі. Технічним результатом можна вважати виникнення карбідного перетворення, що включає структуризацію та розпад цементиту на аустеніт та дрібнодисперсні спеціальні карбіди, що порушує монолітність карбідної сітки. Такі структурні перетворення сприяють підвищенню пластичності чавуну і дозволяють отримувати якісні поковки будь-якого діаметра без виникнення тріщин. При використанні такого способу під час 2-5 год. витримки попереднього відпалу при температурі 950-1120 °C в карбіді заліза, легованому карбідоутворюючими елементами, встигає відбутися карбідне перетворення, у результаті якого цементит частково розпадається на більш стабільні карбіди та аустеніт. Утворення нових міжфазних меж у крихкому карбіді заліза полегшує його подрібнення під час деформування. Крім того, при другій ізотермічній витримці при температурі 720-680 °C відбувається евтектоїдний розпад з утворенням грубопластичного перліту. Саме така структура при повторній аустенітизації забезпечує найбільш суттєвий фазовий наклеп, який сприяє підвищенню дефектності евтектичного цементиту, що, в свою 1 UA 109018 C2 5 10 чергу, сприяє розвитку карбідного перетворення під час пластичного деформування. Завдяки цим структурним і фазовим перетворенням суттєво підвищується пластичність білого чавуну. Загальними ознаками заявленого способу з відомим є нагрівання до температури 40-60 °C нижче лінії солідуса та гаряча деформація, що забезпечує підвищення пластичності. Відмінні ознаки вказані вище. Приклад 1. Виливки складу, мас. %: 3,01 - С, 1,80-V, 1,88 - Сr, 0,32-Si, 0,28 - Μn, 0,032-S, 0,05-P, завантажували в піч, попередньо нагріту до температури 1110 °C, та витримували протягом 2,3 та 5 годин. Потім злитки охолоджували разом з піччю до температури 700 °C та проводили витримку протягом 3,4 та 5 годин. Після чого виливки охолоджували на повітрі та проводили гарячу деформацію при первісній температурі (1110 °C) на 60-85 %. Властивості білого чавуну, обробленого заявленим способом та за способом найближчого аналога, та також результати випробувань на гаряче кручення наведені в таблиці. Розроблений спосіб обробки білого чавуну дозволяє отримувати вироби шляхом пластичної деформації білого чавуну без руйнування чавунних заготовок на всіх етапах деформації. 15 Таблиця Чавун Підвищення Число обертів до технологічної руйнування при Відносне Відносне пластичності різноманітних σв σт, KCU, Твердість, подовження, стиснення, відносно температурах 2 МПа МПа кДж/м НРС % % способу за деформації, °C найб. 1000 1050 аналогом Деформований чавун за 370 заявленим способом Деформований чавун за способом 310 найближчого аналога 6,6 4,5 5,5 зо 6,0 27 32 63 3,3 5,5 32 54 2,7 3,6 ФОРМУЛА ВИНАХОДУ 20 Спосіб обробки білого чавуну, що включає його нагрівання до температури на 40-60 °C нижче лінії солідуса та деформацію на 60-85 %, який відрізняється тим, що перед деформацією проводять двоступеневий відпал: спочатку нагрівання до температури аустенітизації - 9501120 °C - з витримкою протягом 2-5 годин, далі охолодження з піччю до температури перлітизації - 700-650 °C - витримкою 3-5 годин при даній температурі. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюPidhorna Kateryna Dmytrivna
Автори російськоюПодгорная Екатерина Дмитриевна
МПК / Мітки
МПК: C21D 5/04, C21D 5/00, C21D 8/06, C21D 8/04, C21D 8/00
Мітки: обробки, білого, чавуну, спосіб
Код посилання
<a href="https://ua.patents.su/4-109018-sposib-obrobki-bilogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки білого чавуну</a>
Спосіб обробки білого чавуну
Номер патенту: 106820
Опубліковано: 10.10.2014
Автори: Миронова Тетяна Михайлівна, Синиціна Юлія Петрівна, Підгорна Катерина Дмитрівна, Донська Тетяна Романівна, Сидорова Анастасія Юріївна
МПК: C21D 5/00
Мітки: спосіб, обробки, чавуну, білого
Формула / Реферат:
Спосіб обробки білого чавуну, що включає нагрів до температури аустенітизації, гарячу деформацію, що проводять після повторного нагріву та остаточне охолодження, який відрізняється тим, що нагрів до температури аустенітизації ведуть ступенево - до 350 °C, 650 °C і 850 °C з відповідною витримкою протягом 1 години при кожній температурі.
Спосіб хіміко-термічної обробки відливків “білого” чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу
Номер патенту: 32359
Опубліковано: 15.12.2000
Автори: Ніколаєв Віктор Миколайович, Дорошенко Михайло Маркіянович, Лянной Віль Андрійович, Третяк Борис Серафімович
Мітки: печі, обробки, чавуну, чавун, атмосфери, антикорозійним, захисним, ендогазовій, відпалу, спосіб, хіміко-термічної, відливків, ковкий, білого, покриттям
Формула / Реферат:
1. Спосіб хіміко-термічної обробки відливків "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу, який полягає в тому, що відливки "білого" чавуну відпалюють у печі протягом декількох годин і на відливках формують поверхневі шари, отримані шляхом азотування у ендогазовій атмосфері, що містить кисень, водень, діоксид вуглецю, оксид вуглецю, метан та азот, який...
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом
Номер патенту: 26073
Опубліковано: 10.09.2007
Автори: Мощенок Василь Іванович, Костіна Людмила Леонідівна
МПК: C21D 5/00
Мітки: чавуну, вермикулярним, спосіб, високоміцного, графітом, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом, який включає нагрівання до температури вище критичної АС1к +15-30 °С, витримку 0,5-1,0 годину та охолодження, який відрізняється тим, що проводять двократне нагрівання до температури АС1к +15-30 °С, кожний раз витримують 0,5 години та підстуджують до температури АС1п +15-30 °С разом з піччю та остаточно охолоджують на повітрі.
Спосіб термічної обробки високолегованого чавуну
Номер патенту: 59272
Опубліковано: 15.08.2003
Автори: Куцова Валентина Зиновіївна, Ковзель Максим Анатолійович, Куцов Андрій Юрійович, Мамченко Ганна Валеріївна
МПК: C21D 5/00
Мітки: високолегованого, обробки, термічної, чавуну, спосіб
Формула / Реферат:
Спосіб термічної обробки високолегованого чавуну, що включає аустенітизацію й охолодження, який відрізняється тим, що проводять аустенітизацію при температурі 950-1050°С і додатково ізотермічну витримку при температурі 300-350°С перед охолодженням, при цьому охолодження проводять у воді після ізотермічної витримки.
Спосіб термічної обробки двошарових виливків із високолегованого чавуну
Номер патенту: 103730
Опубліковано: 11.11.2013
Автори: Коваль Микола Петрович, Філіпов Валентин Семенович, Бровко Андрій Олександрович, Борощук Дмитро Ігоревич
МПК: C21D 5/00, C21D 9/38, C21D 1/78
Мітки: високолегованого, обробки, двошарових, термічної, чавуну, спосіб, виливків
Формула / Реферат:
Спосіб термічної обробки двошарових виливків із високолегованого чавуну з вмістом хрому 16-18 %, що включає нагрівання під аустенітизацію, охолодження на спокійному повітрі та подальший відпуск, який відрізняється тим, що нагрівання під аустенітизацію проводять до температури 920-950 °C зі швидкістю 20-30 °С/год. з витримкою при зазначеній температурі 3-6 год. та наступним охолодженням виливків на повітрі зі швидкістю...
Попередній патент: Спосіб запуску ракети-носія
Наступний патент: Катодний блок для алюмінієвого електролізера і спосіб його отримання
Випадковий патент: Тепловий насос senso 1.06