Спосіб вагового порційного дозування стрічковим конвеєром
Номер патенту: 10926
Опубліковано: 15.12.2005
Автори: Тупіков Анатолій Миколайович, Поповкін Юрій Матвійович
Формула / Реферат
Спосіб вагового порційного дозування стрічковим конвеєром, що містить датчик швидкості стрічки, ваговимірювальну платформу, віддалену від кінцевого розвантажувального барабана, який відрізняється тим, що довжина стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана визначається кількістю імпульсів і порівнюється з кількістю імпульсів, що задається задатчиком, обчислюють при русі стрічки вагу матеріалу на цій ділянці конвеєра у момент досягнення рівності ваги порції матеріалу і заданної ваги включають вимірник числа імпульсів, кількість яких дорівнює довжині стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана, і при досягненні рівності числа імпульсів заданого задатчиком зупиняють стрічку, а обчислена нова вага нерозвантаженого матеріалу на ділянці від ваговимірювальної платформи до кінцевого розвантажувального барабана враховується при обчисленні наступної порції матеріалу, що дозується.
Текст
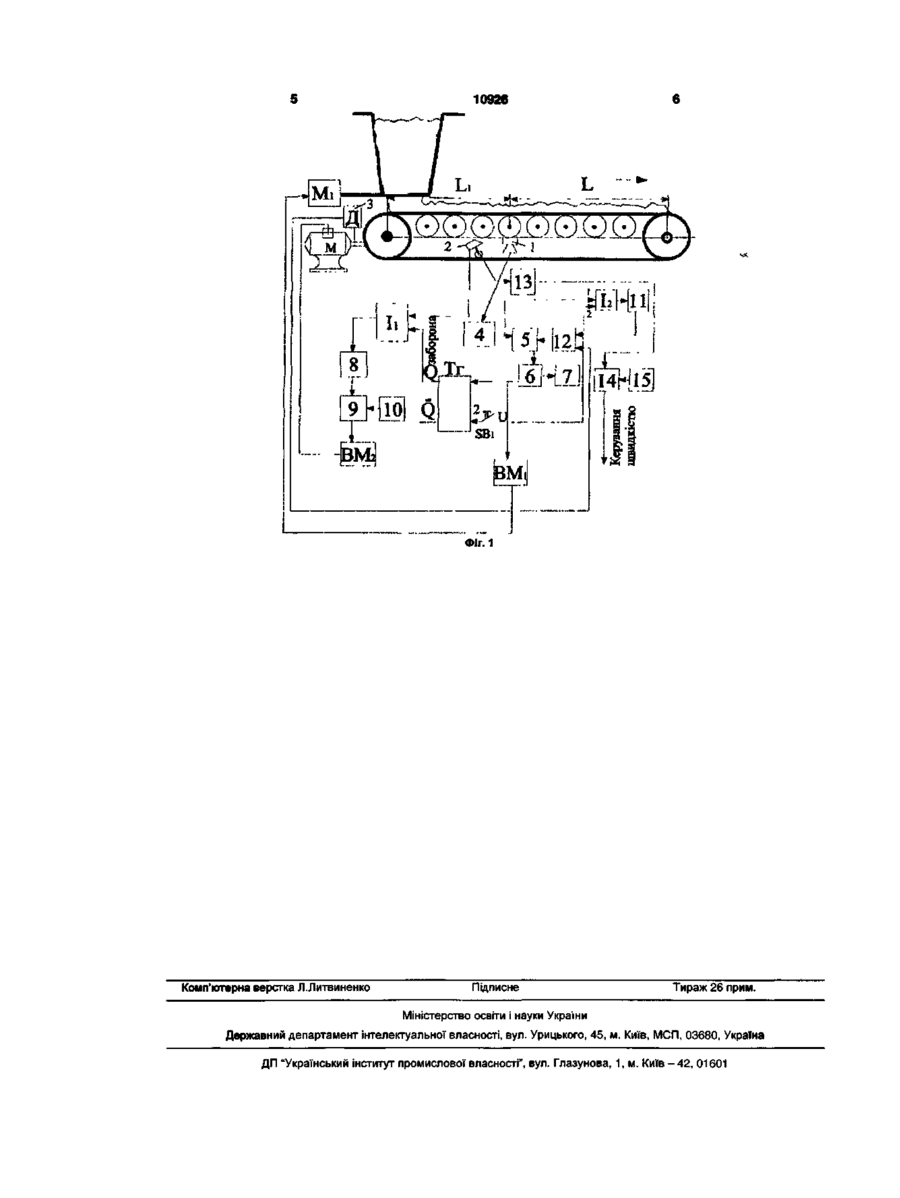
Спосіб вагового порційного дозування стрічковим конвеєром, що містить датчик швидкості стрічки, ваговимірювальну платформу, віддалену від кінцевого розвантажувального барабана, який відрізняється тим, що довжина стрічки від ваговимірювальної платформи до кінцевого розванта Корисна модель відноситься до ваговимірювальної техніки і може бути використана для дискретного вагового дозування в електродному, феросплавному виробництвах, а також у всіх галузях промисловості, де потрібно порціонне дозування сипучих матеріалів. Відомий спосіб вагового порціонного дозування. [Рекламний проспект "4488 ДН -В Агроескорт" Сучасний ваговий стрічковий дозатор для сипучих матеріалів, 196084, Санкт-Петербург, вул. Київська, 16-Е]. Дозатор - керований електронним контролером стрічковий конвеєр з регульованим асинхронним приводом, оснащений тензометричною ваговимірювальною системою і датчиком швидкості і стрічки. Необхідна порція формується шляхом пропуску дозатором визначеної кількості продукту. Порція відмірюється з високою точністю завдяки плавному зниженню швидкості руху транспортуючої стрічки при наближенні ваги продукту, що пройшов через дозатор до заданого значення. Недоліком відомого способу є те, що точність дозування досягається за рахунок швидкості, що впливає на продуктивність. В основу корисної моделі поставлена задача жувального барабана визначається кількістю імпульсів і порівнюється з кількістю імпульсів, що задається задатчиком, обчислюють при русі стрічки вагу матеріалу на цій ділянці конвеєра у момент досягнення рівності ваги порції матеріалу і заданної ваги включають вимірник числа імпульсів, кількість яких дорівнює довжині стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана, і при досягненні рівності числа імпульсів заданого задатчиком зупиняють стрічку, а обчислена нова вага нерозвантаженого матеріалу на ділянці від ваговимірювальної платформи до кінцевого розвантажувального барабана враховується при обчисленні наступної порції матеріалу, що дозується. підвищити точність дозування незалежно від швидкості. Поставлена задача зважується в такий спосіб: довжину стрічки на дільниці від ваговимірювальної платформи до кінцевого розвантажувального барабана визначають кількістю імпульсів і порівнюють з кількістю імпульсів, що задається задатчиком, обчислюють при русі стрічки вагу матеріалу на цій дільниці конвеєра, у момент досягнення рівності ваги порції матеріалу заданій вазі, включають вимірник числа імпульсів, кількість яких дорівнює довжині стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана і, при досягненні рівності числа імпульсів заданому задатчиком, зупиняють стрічку. Обчислена нова вага нерозвантаженого матеріалу на дільниці від ваговимірювальної платформи до кінцевого розвантажувального барабана враховується при обчисленні наступної порції матеріалу, що дозується. Причино-слідчий зв'язок між сукупністю ознак, що заявляються, і результатів, що досягаються, полягає в тім, що матеріал, що знаходиться на стрічці від ваговимірювальної платформи до кінцевого розвантажувального барабана, є частиною заданої ваги і від точності його розвантаження CD CM О) залежить точність узятої заданої порції ваги матеріалу. При даному способі замірюють довжину стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана кількістю імпульсів, сумарне число яких дорівнює довжині заміряної стрічки, і дане число задається задатчиком. У момент досягнення ваги порції матеріалу заданому включають вимірник числа імпульсів довжини стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана, і при досягненні рівності числа імпульсів заданому задатчиком зупиняють стрічку. Матеріал, що залишився, що знаходився до ваговимірювальної платформи при розвантаженні основної ваги, також проходить через ваговимірювальну платформу і враховується при наступному узятті порції матеріалу, що дозується. Даний спосіб забезпечує точність дозування при будь-якій швидкості транспортуючої стрічки, не знижуючи при цьому продуктивності. А також дає можливість вести дозування в автоматичному режимі. На Фіг.1 показана структурна схема пристрою для здійснення даного способу. Пристрій складається з: ваговимірювальної платформи з датчиком 1, для визначення ваги матеріалу, що надходить на стрічку, вимірника числа імпульсів 2 довжини стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана, датчика 3 визначення стану стрічки, аналого-цифрового перетворювача (АЦП) 4, обчислювального пристрою 5 для визначення сумарної ваги, схеми порівняння 6, задатчика ваги 7, логічної схеми "h", тригера (Тг), обчислювального пристрою 8, для підрахунку кількості імпульсів, що надходять з вимірника числа імпульсів, пристрою порівняння 9, задатчика кількості імпульсів 10, число яких пропорційно довжині стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана, лічильника обліку матеріалу 11, що залишився після зупинки стрічки, логічної схеми "І2И, виконавчого механізму (ВМі), для керування механізмом шибера, виконавчого механізму (ВМг), для керування мотором обертання стрічки, субблока 13 для визначення швидкості обертання стрічки, схеми порівняння (СП) 14 і задатчика швидкості 15. Пристрій працює в такий спосіб. Перед включенням стрічки і відкриттям шибера задатчиком 7 задають необхідну вагу, задатчиком 10 задають кількість імпульсів пропорційно довжині стрічки (L) від ваговимірювальної платформи до кінцевого розвантажувального барабана. Так, наприклад, у нашому випадку І_=4м, якщо 50 10926 імпульсів відповідають 0,4м даній ділянці стрічки, то 4м :0,4м-50імп=500імп., тобто довжина стрічки І_=4м дорівнює 500 імпульсів. Кнопкою SBi установлюють тригер пам'яті (Тг) у вихідне положення. З виходу (Q) надходить "заборона" на один із входів логічної схеми "ІД після цього включається транспортер, а також відкривається шибер завантажувального бункера. З датчика ваговимірювальної платформи 1 сигнали, відповідні вазі матеріалу, надходять на аналогоцифровий перетворювач (АЦП) 4, де аналогові сигнали перетворюються в імпульси, пропорційні вазі і підраховувані обчислювальним пристроєм 5, з виходу якого надходять на один із входів схеми порівняння 6. При досягненні заданої ваги задатчиком 7, схема порівняння 6 спрацьовує і видає сигнал на вхід логічної схеми "Іг" для дозволу проходження сигналів через АЦП 4 з датчика ваговимірювальної платформи 1 на вхід лічильника 11 для обліку ваги матеріалу, що знаходиться на стрічці І_і до ваговимірювальної платформи 1, а також сигнал зі схеми порівняння 6 надходить на вхід тригера пам'яті (Тг) і переключає його в робоче положення. Сигнал із тригера пам'яті (Тг) знімає "заборону" з логічної схеми " І Д Імпульси з вимірника числа імпульсів довжини стрічки від ваговимірювальної платформи до кінцевого розвантажувального барабана 2 надходять в обчислювальний пристрій 8, де підраховується кількість імпульсів. При рівності кількості імпульсів із заданим задатчиком 10 (це число 500) спрацьовує схема порівняння 9 і видається сигнал на виконавчий механізм (ВМ2) для зупинки обертання стрічки. Після зупинки стрічки спрацьовує датчик Д 3 і видає сигнал на комутатор 12 для дозволу переносу нарахованої ваги матеріалу лічильником 11 на стрічці Li до ваговимірювальної платформи в обчислювальний пристрій 5, для обліку даної ваги при наступному наборі. При необхідності, для підвищення продуктивності, задатчиком 15 установлюють максимально припустиму швидкість обертання стрічки, що може забезпечити електродвигун М. З датчика 2 сигнал надходить на субблок 13 для визначення швидкості обертання стрічки. З субблока 13 сигнал надходить на схему порівняння 14, де порівнюється з заданим задатчиком 15. При заниженій швидкості зі схеми порівняння 14 сигнал відсутній, тоді виконавчий механізм (ВМ2) видає сигнал на електродвигун М для збільшення швидкості обертання до рівності заданого з задатчиком 15. 10926 [9>[lOJ Q і SBi JBM. Фіг. 1 Комп'ютерна верстка Л.Литвиненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for weighing material on a belt conveyer
Автори англійськоюPopovkin Yurii Matviiovych
Назва патенту російськоюСпособ весового дозирования материала на ленточном конвейере
Автори російськоюПоповкин Юрий Матвеевич
МПК / Мітки
МПК: G01G 13/00
Мітки: конвеєром, спосіб, стрічковим, дозування, вагового, порційного
Код посилання
<a href="https://ua.patents.su/4-10926-sposib-vagovogo-porcijjnogo-dozuvannya-strichkovim-konveehrom.html" target="_blank" rel="follow" title="База патентів України">Спосіб вагового порційного дозування стрічковим конвеєром</a>
Спосіб вагового дозування порцій матеріалу
Номер патенту: 7151
Опубліковано: 15.06.2005
Автори: Марченко Володимир Васильович, Кіріатов Юрій Станіславович
МПК: B01F 11/00, G01F 13/00
Мітки: матеріалу, дозування, вагового, порцій, спосіб
Формула / Реферат:
Спосіб вагового дозування порцій матеріалу, який включає попереднє формування грубої дози порції матеріалу із наступним додаванням до неї коригувальної дози, який відрізняється тим, що одночасно із додаванням коригувальної дози формують грубу дозу для наступної порції матеріалу.
Пристрій для вагового дозування дрібносипучих матеріалів
Номер патенту: 71655
Опубліковано: 15.12.2004
Автори: Пайвін Василь Володимирович, Водоніс Володимир Олексійович, Гончаренко Олег Григорович, Биковець Володимир Володимирович
МПК: G01G 13/00
Мітки: дрібносипучих, вагового, дозування, матеріалів, пристрій
Формула / Реферат:
1. Пристрій для вагового дозування дрібносипучих матеріалів, що містить витратний бункер з послідовно розміщеними під ним живильником і ваговим бункером із затвором, пристрій керування дозуванням, задавач дози і силомірні датчики, виходи яких підключені до пристрою керування дозуванням, підключеному до керуючого входу живильника і виходу задавача дози, який відрізняється тим, що він містить генератор імпульсів, витратний бункер містить...
Спосіб вагового дозування шихтових матеріалів у бункері
Номер патенту: 20762
Опубліковано: 07.10.1997
Автори: Клоцман Ефим Яковлевич, Єрмоленко Анатолій Олександрович, Барський Михайло Давидович, Нізяєв Георгій Іванович, Скорубський Леонід Моісейович, Жаворонков Юрій Іванович
МПК: G01F 11/00, G01G 15/00
Мітки: дозування, вагового, шихтових, спосіб, бункері, матеріалів
Формула / Реферат:
Способ весового дозирования шихтовых материалов в бункере, включающий измерение количества находящегося в бункере материала по основному каналу с возможностью перехода на измерение по резервному каналу, отличающийся тем, что в качестве контролируемых параметров работоспособности каналов измерения используют сигнал о рабочем состоянии устройств загрузки и выгрузки бункера, при этом при совпадении сигнала о рабочем состоянии устройства загрузки...
Пристрій для дозування сипких матеріалів
Номер патенту: 8835
Опубліковано: 15.08.2005
Автори: Жулай Олександр Юрійович, Бобрицький Віталій Миколайович, Барановський Денис Миколайович, Аулін Віктор Васильович, Батєхін Вадим Борисович, Магопець Сергій Олександрович
МПК: G01F 11/10
Мітки: сипких, дозування, матеріалів, пристрій
Формула / Реферат:
1. Пристрій для дозування сипких матеріалів, що містить бункер для завантаження матеріалу, барабан, що обертається, з дозувальними комірками, які виконані у вигляді пружних вигнутих пластин з виступом і жорстко вмонтовані в барабан, пристосування для вивантаження, виконане у вигляді упорів і нерухомо змонтоване в барабані, пристрій для ворушіння матеріалу, який відрізняється тим, що для підвищення продуктивності пристрою при зменшенні числа...
Спосіб дозування агломераційної шихти
Номер патенту: 7785
Опубліковано: 15.07.2005
Автори: Кекух Анатолій Володимирович, Міщенко Петро Дмитрович, Нечитайло Віктор Михайлович, Козенко Георгій Володимирович, Кушнір Євген Ізяславович, Мисько Степан Миколайович, Чичиянц Григорій Ашотович, Брехунов Олександр Васильович, Шеремет Володимир Олександрович, Шнипко Андрій Іванович
МПК: B65G 65/30
Мітки: дозування, шихти, агломераційної, спосіб
Формула / Реферат:
Спосіб дозування компонентів агломераційної шихти, який полягає в тому, що вимірюють величину витрати кожного компонента шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величин витрати кожного компонента, який відрізняється тим, що додатково визначають похибку дозування шихти в межах партії складових компонентів, розмір якої визначають із умови...
Попередній патент: Пробковий кран
Наступний патент: Пристрій для годівлі тварин
Випадковий патент: Очисник вороху коренебульбоплодів від домішок