Кінцева фреза для чорнового оброблення
Номер патенту: 110557
Опубліковано: 12.01.2016
Автори: Вовк Вячеслав Володимирович, Гайдай Артем Русланович, Шебалдіна Ганна Вікторівна, Юмін Олексій Борисович

Формула / Реферат
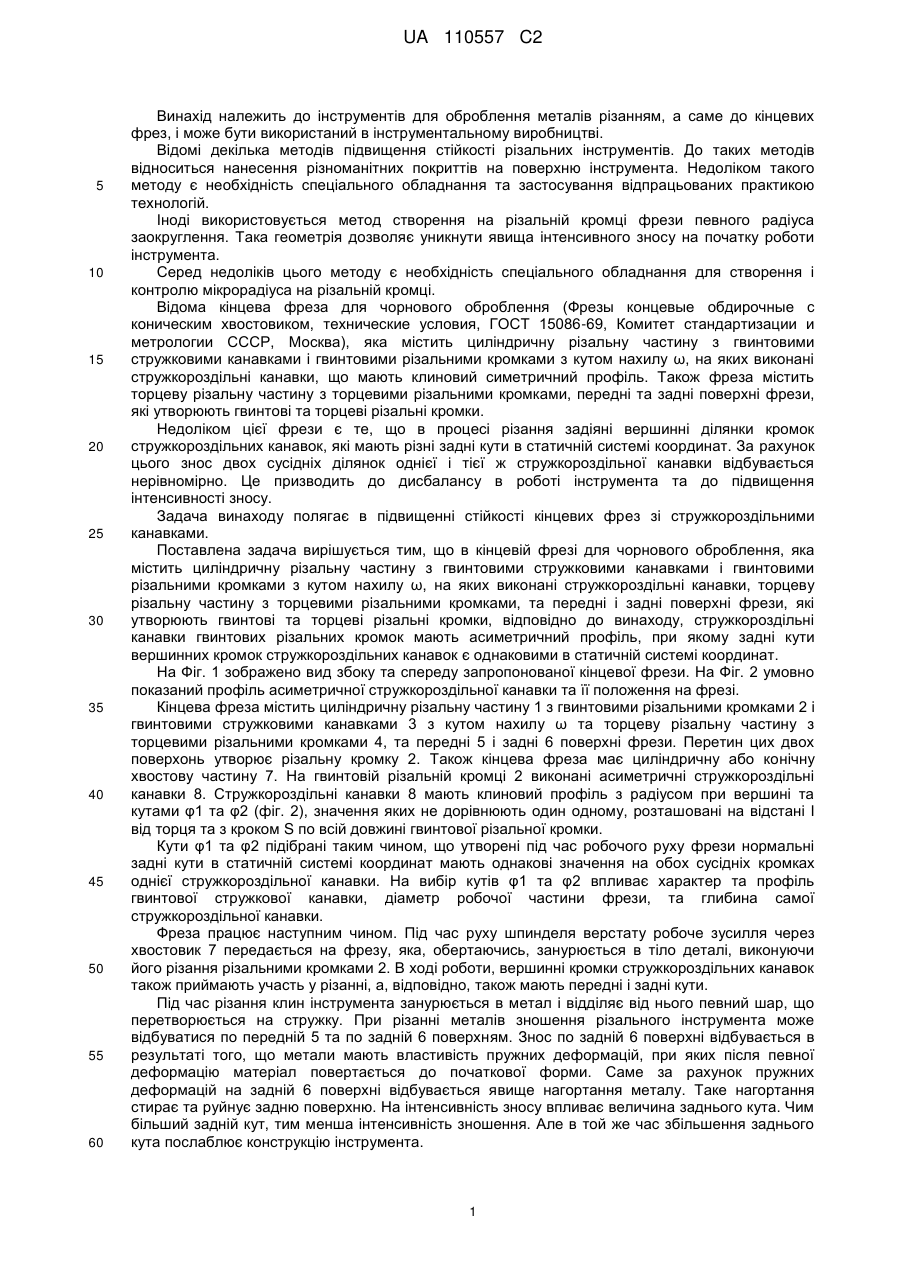
Кінцева фреза для чорнового оброблення, яка містить циліндричну різальну частину з гвинтовими стружковими канавками і гвинтовими різальними кромками з кутом нахилу w, на яких виконані стружкороздільні канавки, та торцеву різальну частину з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що стружкороздільні канавки гвинтових різальних кромок мають асиметричний профіль, при якому задні кути вершинних кромок стружкороздільних канавок є однаковими в статичній системі координат.
Текст
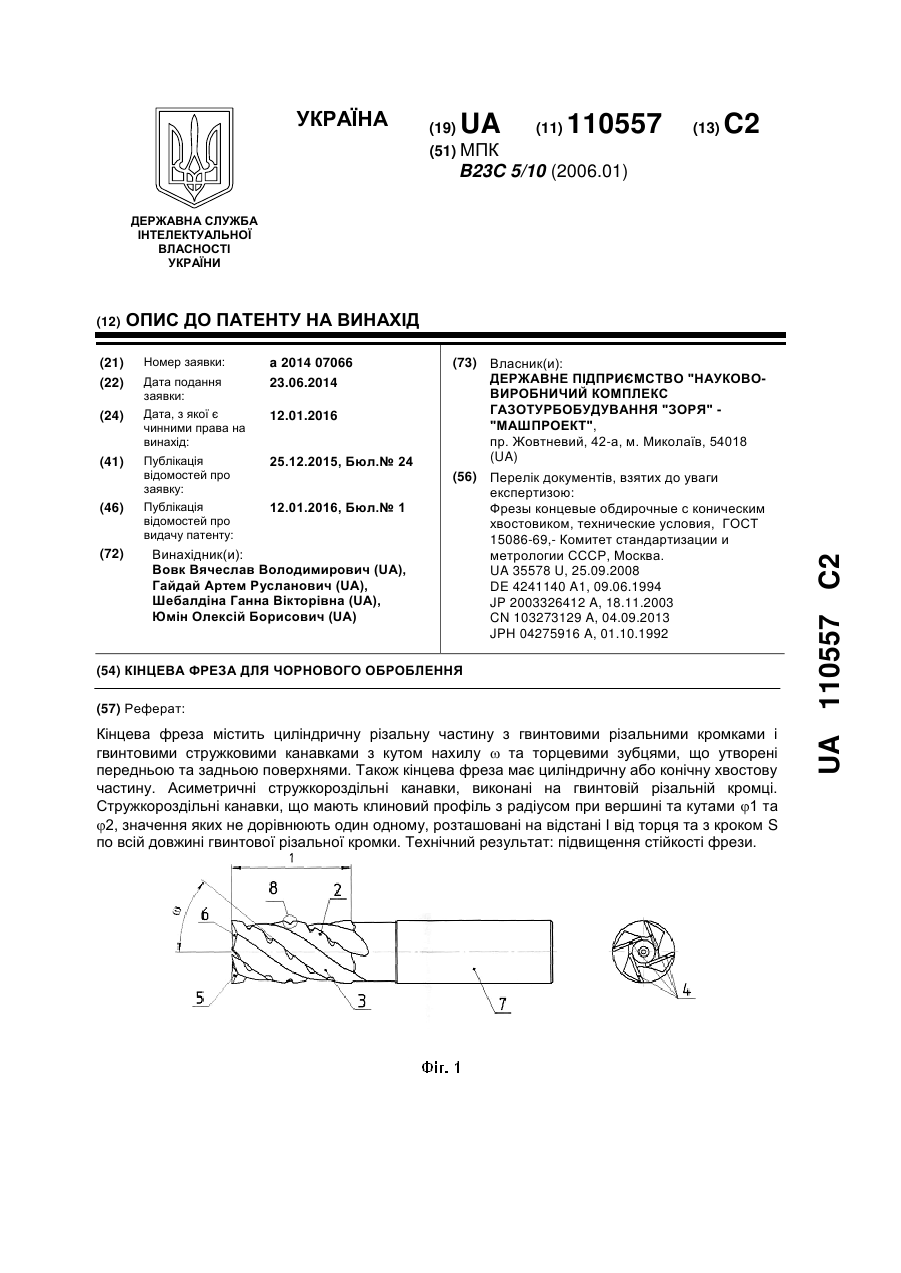
Реферат: Кінцева фреза містить циліндричну різальну частину з гвинтовими різальними кромками і гвинтовими стружковими канавками з кутом нахилу та торцевими зубцями, що утворені передньою та задньою поверхнями. Також кінцева фреза має циліндричну або конічну хвостову частину. Асиметричні стружкороздільні канавки, виконані на гвинтовій різальній кромці. Стружкороздільні канавки, що мають клиновий профіль з радіусом при вершині та кутами 1 та 2, значення яких не дорівнюють один одному, розташовані на відстані І від торця та з кроком S по всій довжині гвинтової різальної кромки. Технічний результат: підвищення стійкості фрези. UA 110557 C2 (12) UA 110557 C2 UA 110557 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до інструментів для оброблення металів різанням, а саме до кінцевих фрез, і може бути використаний в інструментальному виробництві. Відомі декілька методів підвищення стійкості різальних інструментів. До таких методів відноситься нанесення різноманітних покриттів на поверхню інструмента. Недоліком такого методу є необхідність спеціального обладнання та застосування відпрацьованих практикою технологій. Іноді використовується метод створення на різальній кромці фрези певного радіуса заокруглення. Така геометрія дозволяє уникнути явища інтенсивного зносу на початку роботи інструмента. Серед недоліків цього методу є необхідність спеціального обладнання для створення і контролю мікрорадіуса на різальній кромці. Відома кінцева фреза для чорнового оброблення (Фрезы концевые обдирочные с коническим хвостовиком, технические условия, ГОСТ 15086-69, Комитет стандартизации и метрологии СССР, Москва), яка містить циліндричну різальну частину з гвинтовими стружковими канавками і гвинтовими різальними кромками з кутом нахилу ω, на яких виконані стружкороздільні канавки, що мають клиновий симетричний профіль. Також фреза містить торцеву різальну частину з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки. Недоліком цієї фрези є те, що в процесі різання задіяні вершинні ділянки кромок стружкороздільних канавок, які мають різні задні кути в статичній системі координат. За рахунок цього знос двох сусідніх ділянок однієї і тієї ж стружкороздільної канавки відбувається нерівномірно. Це призводить до дисбалансу в роботі інструмента та до підвищення інтенсивності зносу. Задача винаходу полягає в підвищенні стійкості кінцевих фрез зі стружкороздільними канавками. Поставлена задача вирішується тим, що в кінцевій фрезі для чорнового оброблення, яка містить циліндричну різальну частину з гвинтовими стружковими канавками і гвинтовими різальними кромками з кутом нахилу ω, на яких виконані стружкороздільні канавки, торцеву різальну частину з торцевими різальними кромками, та передні і задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, відповідно до винаходу, стружкороздільні канавки гвинтових різальних кромок мають асиметричний профіль, при якому задні кути вершинних кромок стружкороздільних канавок є однаковими в статичній системі координат. На Фіг. 1 зображено вид збоку та спереду запропонованої кінцевої фрези. На Фіг. 2 умовно показаний профіль асиметричної стружкороздільної канавки та її положення на фрезі. Кінцева фреза містить циліндричну різальну частину 1 з гвинтовими різальними кромками 2 і гвинтовими стружковими канавками 3 з кутом нахилу ω та торцеву різальну частину з торцевими різальними кромками 4, та передні 5 і задні 6 поверхні фрези. Перетин цих двох поверхонь утворює різальну кромку 2. Також кінцева фреза має циліндричну або конічну хвостову частину 7. На гвинтовій різальній кромці 2 виконані асиметричні стружкороздільні канавки 8. Стружкороздільні канавки 8 мають клиновий профіль з радіусом при вершині та кутами φ1 та φ2 (фіг. 2), значення яких не дорівнюють один одному, розташовані на відстані І від торця та з кроком S по всій довжині гвинтової різальної кромки. Кути φ1 та φ2 підібрані таким чином, що утворені під час робочого руху фрези нормальні задні кути в статичній системі координат мають однакові значення на обох сусідніх кромках однієї стружкороздільної канавки. На вибір кутів φ1 та φ2 впливає характер та профіль гвинтової стружкової канавки, діаметр робочої частини фрези, та глибина самої стружкороздільної канавки. Фреза працює наступним чином. Під час руху шпинделя верстату робоче зусилля через хвостовик 7 передається на фрезу, яка, обертаючись, занурюється в тіло деталі, виконуючи його різання різальними кромками 2. В ході роботи, вершинні кромки стружкороздільних канавок також приймають участь у різанні, а, відповідно, також мають передні і задні кути. Під час різання клин інструмента занурюється в метал і відділяє від нього певний шар, що перетворюється на стружку. При різанні металів зношення різального інструмента може відбуватися по передній 5 та по задній 6 поверхням. Знос по задній 6 поверхні відбувається в результаті того, що метали мають властивість пружних деформацій, при яких після певної деформацію матеріал повертається до початкової форми. Саме за рахунок пружних деформацій на задній 6 поверхні відбувається явище нагортання металу. Таке нагортання стирає та руйнує задню поверхню. На інтенсивність зносу впливає величина заднього кута. Чим більший задній кут, тим менша інтенсивність зношення. Але в той же час збільшення заднього кута послаблює конструкцію інструмента. 1 UA 110557 C2 5 Стружкороздільні канавки 8, які виконані на гвинтових різальних кромках 2 для зменшення зусиль різання, подрібнюють стружку. Оскільки задні кути вершинних кромок цих канавок також впливають на інтенсивність зносу інструмента, то їх рівність на сусідніх кромках стружкороздільної канавки призводить до їх більш рівномірного і збалансованого зносу в порівнянні з фрезами із симетричним профілем стружкороздільної канавки. Тенденція збалансованого зносу цих кромок знижує інтенсивність зносу інструмента в цілому. ФОРМУЛА ВИНАХОДУ 10 15 Кінцева фреза для чорнового оброблення, яка містить циліндричну різальну частину з гвинтовими стружковими канавками і гвинтовими різальними кромками з кутом нахилу , на яких виконані стружкороздільні канавки, та торцеву різальну частину з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що стружкороздільні канавки гвинтових різальних кромок мають асиметричний профіль, при якому задні кути вершинних кромок стружкороздільних канавок є однаковими в статичній системі координат. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюVovk Viacheslav Volodymyrovych
Автори російськоюВовк Вячеслав Владимирович
МПК / Мітки
МПК: B23C 5/10
Мітки: фреза, оброблення, чорнового, кінцева
Код посилання
<a href="https://ua.patents.su/4-110557-kinceva-freza-dlya-chornovogo-obroblennya.html" target="_blank" rel="follow" title="База патентів України">Кінцева фреза для чорнового оброблення</a>
Фасонна кінцева фреза
Номер патенту: 35578
Опубліковано: 25.09.2008
Автори: Ліпський Євгеній Рудольфович, Корзун Сергій Валерійович, Равська Наталія Сергіївна, Вовк Вячеслав Володимирович, Скринник Павло Вадимович
МПК: B23C 5/10
Мітки: фасонна, фреза, кінцева
Формула / Реферат:
Фасонна кінцева фреза, яка містить циліндричну або конічну різальну частину з гвинтовими різальними кромками і гвинтовими стружковими канавками з кутом нахилу w та сферичну різальну частину фрези з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що передні та задні поверхні сферичної частини фрези виконані конічними, основою конусів є торцеві різальні...
Черв’ячна фреза

Номер патенту: 12828
Опубліковано: 15.03.2006
Автори: Равська Наталія Сергіївна, Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Охріменко Олександр Анатолійович, Дирда Ольга Василівна
МПК: B23F 21/00
Формула / Реферат:
1. Черв'ячна фреза з різальними зубами, що розташовані по гвинтовій лінії і мають стружкороздільні елементи, яка відрізняється тим, що стружкороздільні елементи виконані у вигляді канавок при вершині кожного різального зуба ближче до бічної сторони різальної крайки і чергуються через один в шаховому порядку відносно гвинтової лінії різьби фрези, при цьому висота стружкороздільних канавок дорівнює 0,1-0,3 модуля.2. Черв'ячна фреза за...
Кінцева фреза

Номер патенту: 83928
Опубліковано: 10.10.2013
Автори: Шевченко Василь Валерійович, Кондрашов Сергій Григорович
МПК: E01H 5/09
Формула / Реферат:
Кінцева фреза, яка складається із монолітного стрижневого корпусу, на якому виконані прямокутні виточки гнізд, для кріплення в них ріжучих пластин гвинтами, який відрізняється тим, що гнізда під пластини виконані окремо в 2-х різцевих вставках, які закріплені до кінцевої фрези гвинтами і гнізда перетинаються на прямолінійних прямих, а ріжучи кромки пластин розташовані у шаховому порядку.
Торцево-циліндрична фреза зі швидкозмінними різальними пластинками
Номер патенту: 93595
Опубліковано: 10.10.2014
Автори: Макартет Микола Анатолійович, Петровський Валерій Петрович, Петровський Андрій Валерійович, Макартет Анатолій Анатолійович
МПК: B23C 5/16, B23C 5/04, B23C 5/06
Мітки: фреза, різальними, пластинками, швидкозмінними, торцево-циліндрична
Формула / Реферат:
Торцево-циліндрічна фреза зі швидкозмінними різальними пластинками для обробки широких відкритих площин, що складається з корпусу фрези з гвинтовими пазами по всій довжині її циліндричної поверхні із закріпленими на їх установчих поверхнях швидкозмінними різальними пластинками, з посадковими отворами у внутрішніх торцях та шпонковими пазами у них для встановлення фрези на оправці або адаптері, яка відрізняється тим, що ріжучі кромки...
Збірна кінцева фреза

Номер патенту: 77444
Опубліковано: 15.12.2006
Автор: Скочко Євген Вікторович
МПК: B23C 5/10
Формула / Реферат:
Збірна кінцева фреза, що має корпус з гніздом, виконаним у вигляді двох циліндричних отворів, осі яких перетинаються на осі обертання, в яких з можливістю регулювання встановлено дві різальні вставки, яка відрізняється тим, що різальні вставки мають форму півциліндрів, задні торці яких виконано сферичними, а корпус виконано у вигляді цанги з регулювальним механізмом, що мають спільні різьбу, з нагвинченою на неї регулювальною гайкою, та паз,...
Попередній патент: Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги
Наступний патент: Адитивно-шумовий радіометр
Випадковий патент: Електронна книга