Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги
Номер патенту: 110556
Опубліковано: 12.01.2016
Автори: Кражановський Денис Миколайович, Коротинський Олександр Євтіхійович, Захарченко Сергій Анатольович, Максимов Сергій Юрійович, Колесник Георгій Фомич, Сидорук Володимир Степанович
Формула / Реферат
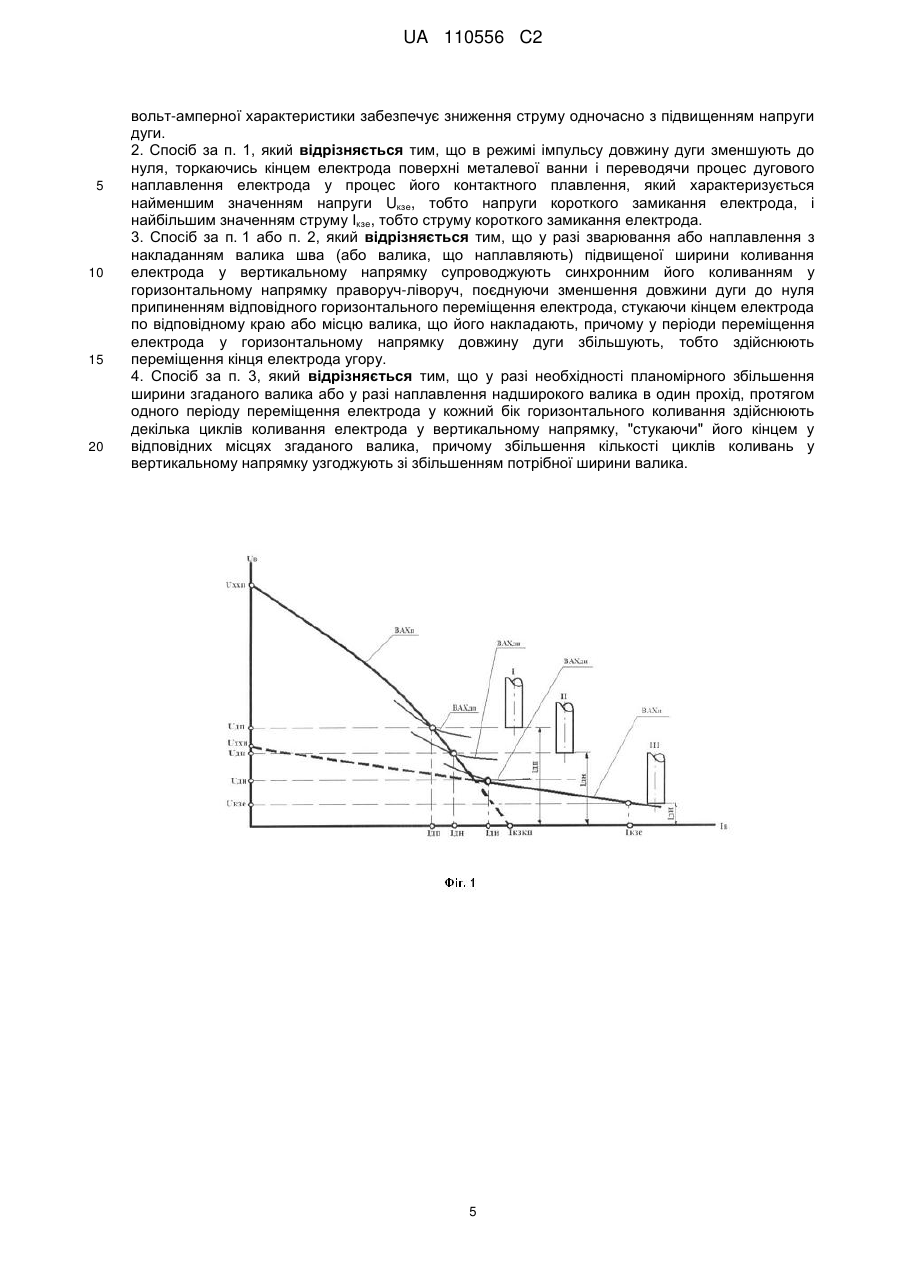
1. Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги, який відрізняється тим, що збільшення струму дуги супроводжують зменшенням напруги дуги, а зменшення струму дуги навпаки - збільшенням напруги дуги, причому регулярну переміну параметрів дуги здійснюють вручну дистанційно шляхом механічного коливання кінцем електрода у напрямку до металевої ванни, тим самим дистанційно керуючи джерелом струму завдяки його реакції на зміну напруги дуги та відповідно довжини дуги, для чого на джерелі струму встановлюють одночасно два паралельно існуючих режими зварювання/наплавлення: перший - режим імпульсу, якому відповідає пологопадаюча частина вольт-амперної (зовнішньої) характеристики джерела струму зі значенням напруги холостого ходу:
1,0Uдн<Uxxі£2,3Uдн ,
де Uxxі - значення напруги холостого ходу джерела струму стосовно його вольт-амперної характеристики для режиму імпульсу, В;
Uдн - нормативне значення напруги дуги для конкретно взятої марки електрода, В,
і який забезпечує підтримку таких значень параметрів дуги:
Іді=1,1Ідн…6Ідн ,
де Іді - значення струму дуги в імпульсі, А;
Ідн - нормативне (табличне або паспортне) значення струму дуги на електроді, А;
Uді=Uкзе…0,9Uдн ,
де Uді - значення напруги дуги в імпульсі, В;
Uкзе - значення напруги короткого замикання електрода на металеву ванну, В,
та другий - режим паузи, якому відповідає крутопадаюча частина вольт-амперної характеристики джерела струму зі значенням напруги холостого ходу:
2,3 Uдн<Uxxп£4,6 Uдн ,
де Uxxп - значення напруги холостого ходу джерела струму стосовно його вольт-амперної характеристики для режиму паузи, В,
і зі значенням струму короткого замикання джерела відповідно до співвідношення:
Ікзкп£1,5Ідп ,
де Ікзкп - віртуальне значення струму короткого замикання джерела струму стосовно його вольт-амперної характеристики для режиму паузи, В,
і який забезпечує підтримку таких значень параметрів дуги:
Ідп=(0,1…0,9)Ідн ,
Uдп³1,1Uдн ,
де Ідп - струм дуги в паузі, А;
Uдп - напруги дуги в паузі; В,
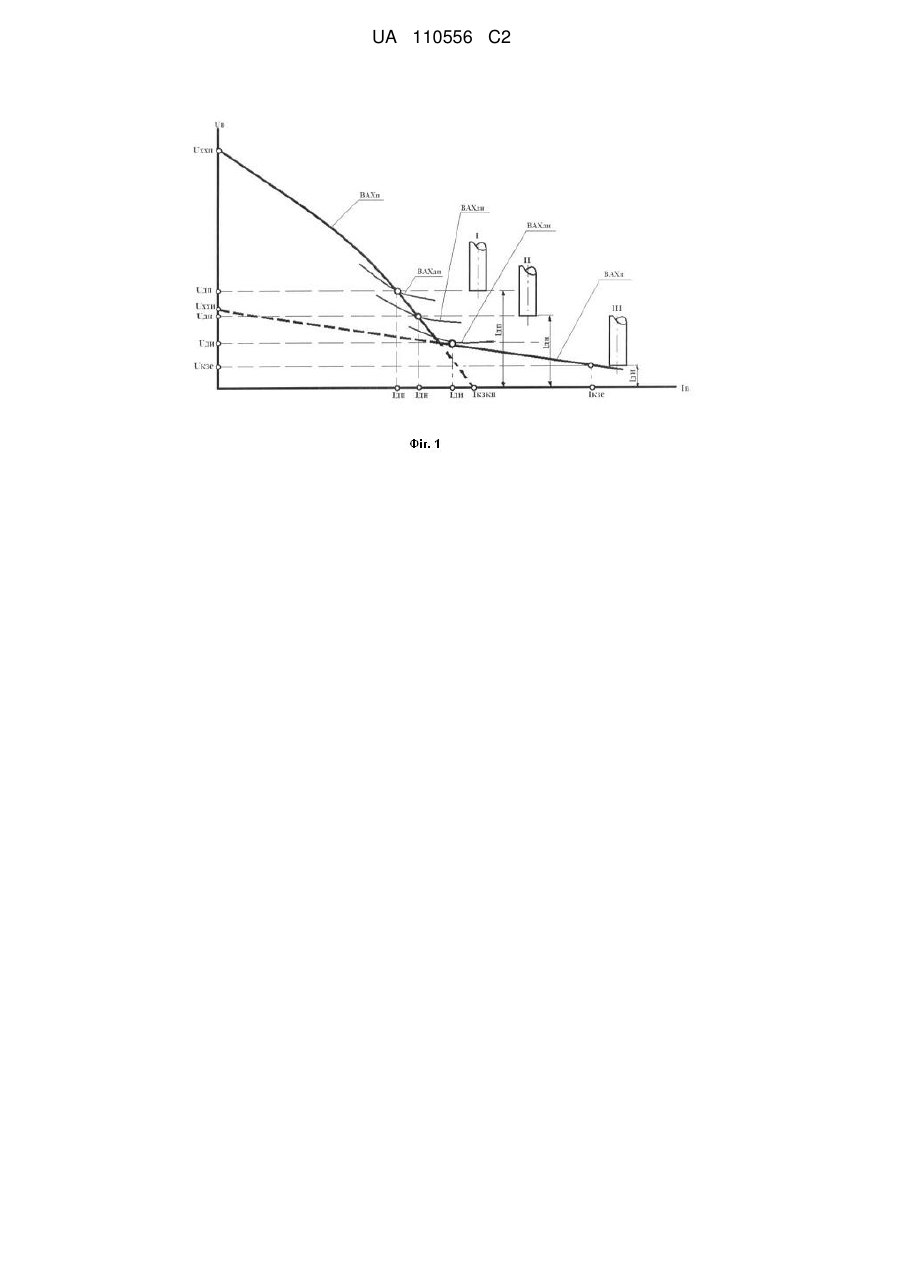
причому у період імпульсу кінець електрода наближають до поверхні металевої ванни, і на джерелі струму пологопадаюча частина його вольт-амперної характеристики забезпечує підвищення струму одночасно зі зниженням його напруги, а у період паузи кінець електрода віддаляють від поверхні металевої ванни, і на джерелі струму крутопадаюча частина його вольт-амперної характеристики забезпечує зниження струму одночасно з підвищенням напруги дуги.
2. Спосіб за п. 1, який відрізняється тим, що в режимі імпульсу довжину дуги зменшують до нуля, торкаючись кінцем електрода поверхні металевої ванни і переводячи процес дугового наплавлення електрода у процес його контактного плавлення, який характеризується найменшим значенням напруги Uкзе, тобто напруги короткого замикання електрода, і найбільшим значенням струму Ікзе, тобто струму короткого замикання електрода.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що у разі зварювання або наплавлення з накладанням валика шва (або валика, що наплавляють) підвищеної ширини коливання електрода у вертикальному напрямку супроводжують синхронним його коливанням у горизонтальному напрямку праворуч-ліворуч, поєднуючи зменшення довжини дуги до нуля припиненням відповідного горизонтального переміщення електрода, стукаючи кінцем електрода по відповідному краю або місцю валика, що його накладають, причому у періоди переміщення електрода у горизонтальному напрямку довжину дуги збільшують, тобто здійснюють переміщення кінця електрода угору.
4. Спосіб за п. 3, який відрізняється тим, що у разі необхідності планомірного збільшення ширини згаданого валика або у разі наплавлення надширокого валика в один прохід, протягом одного періоду переміщення електрода у кожний бік горизонтального коливання здійснюють декілька циклів коливання електрода у вертикальному напрямку, "стукаючи" його кінцем у відповідних місцях згаданого валика, причому збільшення кількості циклів коливань у вертикальному напрямку узгоджують зі збільшенням потрібної ширини валика.
Текст
Реферат: Винахід належить до сфери ручного дугового зварювання або наплавлення з модуляцією електричних параметрів дуги плавкими, у тому числі покритими, електродами, а також неплавкими електродами. Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги здійснюють шляхом збільшення струму дуги у період імпульсу і, навпаки, зменшенням струму дуги з одночасним збільшенням напруги дуги у період паузи, причому регулярну переміну параметрів дуги здійснюють вручну дистанційно шляхом механічного коливання кінцем електрода у напрямку до металевої ванни, тим самим дистанційно керуючи джерелом струму завдяки його реакції на зміну напруги дуги та відповідно довжини дуги, для чого на джерелі струму встановлюють одночасно два паралельно існуючих режими зварювання/наплавлення з різними вольт-амперними характеристиками джерела струму – з пологопадаючою частиною та крутопадаючою частиною, відповідно. Винахід забезпечує розширення технічних можливостей ручного дугового зварювання або наплавлення, зокрема можливість заплавляти зазор у стиковому з'єднані у "висячому" положенні у разі ширини зазору між крайками, що перевищує нормативні 3 мм без обмеження по ширині. UA 110556 C2 (12) UA 110556 C2 UA 110556 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до сфери ручного дугового зварювання або наплавлення з модуляцією електричних параметрів дуги плавкими, у тому числі покритими електродами, а також неплавкими електродами. Параметрами дуги при ручному дуговому зварюванні або наплавленні модульованим струмом керують програмно шляхом попереднього встановлення на джерелі струму потрібних електричних і часових параметрів: струму імпульсу, тривалості імпульсу, струму паузи [або струму вартової (рос. дежурной) дуги (Схемотехника инверторных источников питания для дуговой сварки: учебное пособие /Е.Н. Верещаго, В.Ф. Квасницкий, Л.Н. Мирошниченко, И.В. Пентегов, - Николаев: УГМТУ, 2000. - 283 с., с. 37), або струму підкладки (рос. подкладки) - там само, с. 38], тривалості паузи (Б.Е. Патон, В.К. Лебедев. Электрооборудование для дуговой и шлаковой сварки. - М.: Машиностроение, 1966. - 351 с., с. 114; Технология электрической сварки металлов и сплавов плавлением. Под ред. акад. Б.Е. Патона. - М.: Машиностроение, 1974. - 768 с., с. 390). Загальною закономірністю існуючих способів дугового зварювання або наплавлення модульованим струмом є те, що в імпульсі підвищення струму дуги пов'язане з підвищенням напруги дуги (це стосується також механізованого дугового зварювання або наплавлення модульованим струмом (Схемотехника инверторных источников питания для дуговой сварки: учебное пособие /Е.Н. Верещаго, В.Ф. Квасницкий, Л.Н. Мирошниченко, И.В. Пентегов, Николаев: УГМТУ, 2000. - 283 с, с. 241). На відміну від механізованого дугового зварювання або наплавлення для "ручного" різновиду цього процесу використовують джерела струму, які мають падаючу зовнішню (вольтамперну) характеристику (Сварка в машиностроение: Справочник. В 4-х т. - Μ.: Машиностроение, 1979 - т. 4. 512 с; с.57), або навіть "штикову" (вертикальну) - на робочій її ділянці (Схемотехника инверторных источников питания для дуговой сварки: учебное пособие /Е.Н. Верещаго, В.Ф. Квасницкий, Л.Н. Мирошниченко, И.В. Пентегов. - Николаев: УГМТУ, 2000. - 283 с., с. 31). За прототип взятий спосіб, вказаний в роботі Схемотехника инверторных источников питания для дуговой сварки: учебное пособие /Е.Н. Верещаго, В.Ф. Квасницкий, Л.Н. Мирошниченко, И.В. Пентегов. - Николаев: УГМТУ, 2000. - 283 с., с. 34, на тій підставі, що за умови використання керованих джерел струму можливе найбільш досконале управління процесом горіння дуги при ручному дуговому зварюванні або направлені модульованим струмом. Недоліком цього способу ручного дугового зварювання з модуляцією параметрів дуги, взятого за прототип, є те, що, по-перше, він потребує спеціального обладнання із системою управління джерелом струму, по-друге, на пульті задається жорстка програма модуляції параметрів режиму, її не можна змінювати в процесі зварювання в залежності від зміни ситуації в районі дуги, наприклад, у разі збільшення зазору між крайками, що зварюються, по-третє, збільшення струму дуги в імпульсі пов'язане із збільшенням напруги дуги, а це призводить до значної витрати енергії, і, нарешті, але не в останню чергу, з причини жорсткості програми модуляції досвідчені зварювальники, навчені техніці самостійного ручного керування дугою, з великим небажанням ставляться до цього варіанту технології ручного дугового зварювання/наплавлення (з примусовим керуванням). В основу винаходу, що пропонується, поставлена задача усунути перелічені вище недоліки і розширити технологічні можливості ручного дугового зварювання/наплавлення завдяки переходу на ручне керування параметрами дуги, з їх модуляцією. Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги, що пропонується, має наступні відмінні ознаки порівняно з прототипом: - збільшення струму дуги супроводжують зменшенням напруги дуги, а зменшення струму дуги – навпаки, збільшенням напруги дуги, причому регулярну переміну параметрів дуги, тобто модуляцію, здійснюють вручну шляхом механічного коливання кінцем електрода у напрямку до металевої ванни, тим самим дистанційно керуючи джерелом струму завдяки його реакції на зміну довжини дуги і відповідно - напруги дуги, для чого на джерелі струму встановлюють одночасно два паралельно існуючих режими зварювання/наплавлення: один - режим імпульсу, якому відповідає пологопадаюча частина вольт-амперної (зовнішньої) характеристики джерела струму зі значенням напруги холостого ходу: 1,0Uдн
ДивитисяДодаткова інформація
Автори англійськоюMaksymov Serhii Yuriiovych, Sydoruk Volodymyr Stepanovych, Korotynskyi Oleksandr Yevtykhiiovych, Kolesnyk Heorhii Fomych
Автори російськоюМаксимов Сергей Юрьевич, Сидорук Владимир Степанович, Коротинский Александр Евтихиевич, Колесник Георгий Фомич
МПК / Мітки
МПК: B23K 9/09, B23K 9/095, B23K 9/04
Мітки: спосіб, зварювання, модульованим, наплавлення, струмом, дуги, параметрами, керуванням, дугового, ручного
Код посилання
<a href="https://ua.patents.su/8-110556-sposib-ruchnogo-dugovogo-zvaryuvannya-abo-naplavlennya-modulovanim-strumom-z-keruvannyam-parametrami-dugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб ручного дугового зварювання або наплавлення модульованим струмом з керуванням параметрами дуги</a>
Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги
Номер патенту: 110397
Опубліковано: 25.12.2015
Автори: Колєснік Георгій Фомич, Максимов Сергій Юрійович, Патон Борис Євгенович, Марченко Анатолій Юхимович, Сидорук Володимир Степанович, Явдощин Ігор Романович
МПК: B23K 9/09, B23K 9/095, B23K 9/04
Мітки: параметрів, дугового, наплавлення, зварювання, спосіб, електродами, ручного, дуги, модуляцією, покритими
Формула / Реферат:
1. Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги, при якому струм дуги в імпульсі збільшують, а в паузі зменшують, який відрізняється тим, що струм дуги в період імпульсу збільшують у 1,2 разу і більше порівняно із струмом на початку імпульсу, при цьому забезпечують самоплинну модуляцію завдяки реакції джерела струму на зміну довжини дуги і відповідно напруги дуги (адаптивна...
Спосіб випробування захисних покриттів електродів для ручного дугового зварювання

Номер патенту: 65271
Опубліковано: 25.11.2011
Автори: Бондарев Сергій Володимирович, Кассов Валерій Дмитрович
МПК: B23K 35/40
Мітки: випробування, ручного, дугового, спосіб, зварювання, захисних, електродів, покриттів
Формула / Реферат:
Спосіб випробування захисних покриттів електродів для ручного дугового зварювання, який включає занурення електрода з нанесеним захисним покриттям у металеву ємність з рідиною, який відрізняється тим, що як рідина застосовується електроліт, та до стрижня електрода і металевої ємності підключається електричний пристрій, з якого подається напруга та відбувається підвищення напруги до виникнення пробою захисного покриття при наявності у ньому...
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Колесник Георгій Фомич, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сидорук Володимир Степанович
МПК: B23K 25/00
Мітки: дугового, модуляцією, наплавлення, швидкості, подачі, дуги, електрода, зварювання, механізованого, спосіб, регулюванням
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Галь Анатолій Феодосійович, Ярос Юрій Олександрович, Драган Станіслав Володимирович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: зварювання, випрямляч, наплавлення, флюсом, дугового
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Високопродуктивний електрод для ручного дугового зварювання
Номер патенту: 69045
Опубліковано: 25.04.2012
Автор: Добровольський Олександр Георгійович
МПК: B23K 35/18
Мітки: ручного, дугового, електрод, зварювання, високопродуктивний
Формула / Реферат:
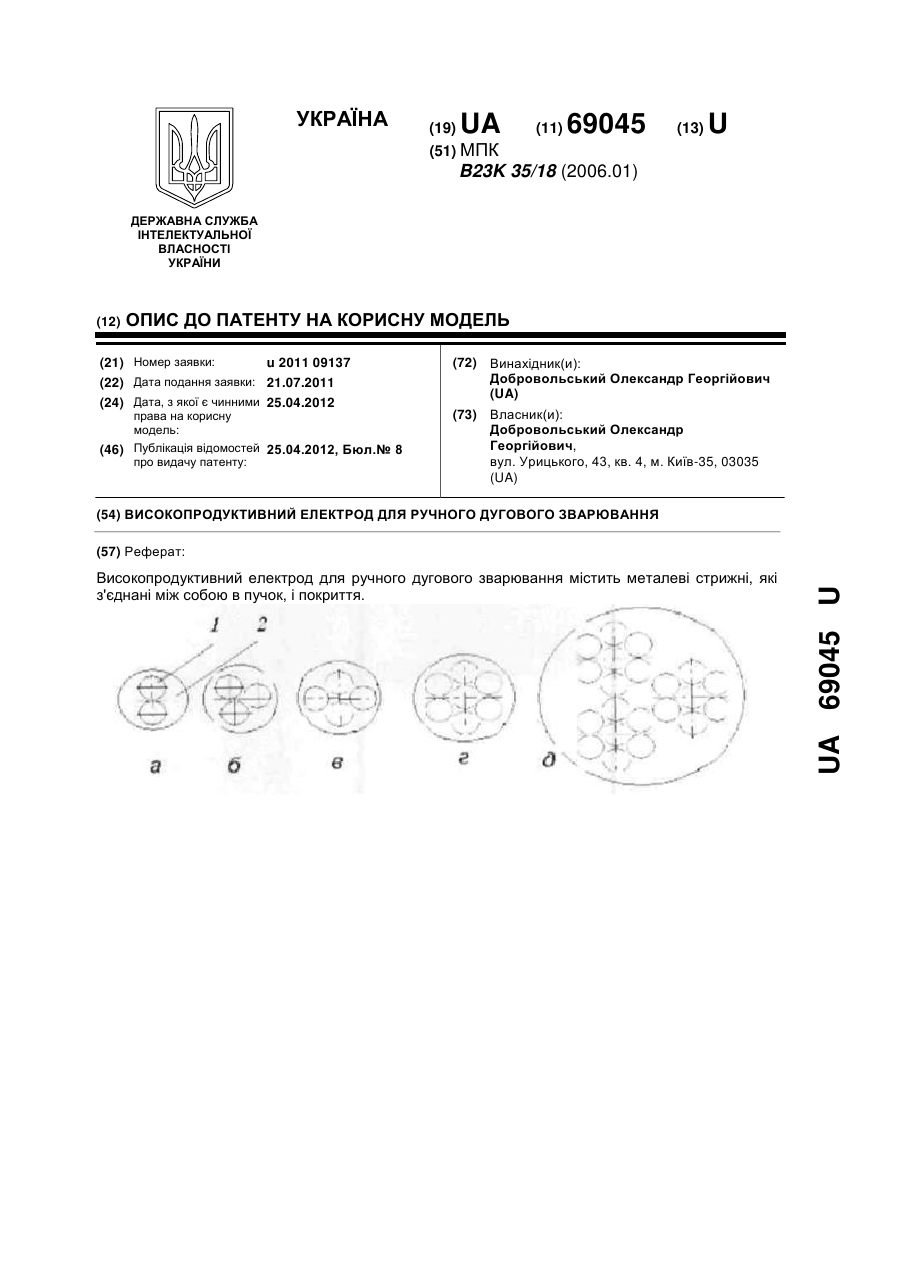
Високопродуктивний електрод для ручного дугового зварювання, що містить металевий стрижень і покриття, який відрізняється тим, що його стрижень не є суцільним і складається з двох або більшої кількості дротів будь-якого діаметра, будь-якої форми перерізу, однакового або різного будь-якого складу, які з'єднані між собою в пучок.
Попередній патент: Спосіб обробки розплаву заевтектичного силуміну
Наступний патент: Кінцева фреза для чорнового оброблення
Випадковий патент: Параметри гіпотетичного опорного декодера при кодуванні відео